Dynamic Optimization Model for Estimating In-Situ Production Quantity of PC Members to Minimize Environmental Loads


Abstract
:1. Introduction
- (1)
- The influencing factors of in-situ production for CO2 emission are defined.
- (2)
- The development process for the optimization model is explained.
- (3)
- The objective function to minimize CO2 emission is derived.
- (4)
- A dynamic optimization model reflecting the objective function is developed.
- (5)
- The environmental loads for the members applied to the actual in-situ production are calculated.
- (6)
- The optimization model is simulated using Monte Carlo simulation.
- (7)
- The control range of each influencing factor is derived using system dynamics.
- (8)
- Dynamic optimization model is applied in the case project for verification.
2. Preliminary Study
3. Methodology for the Optimization Model
3.1. Applied Techniques for Simulation
3.1.1. System Dynamics
3.1.2. Monte Carlo Simulation
3.2. Definition of Influencing Factors for In-Situ Production
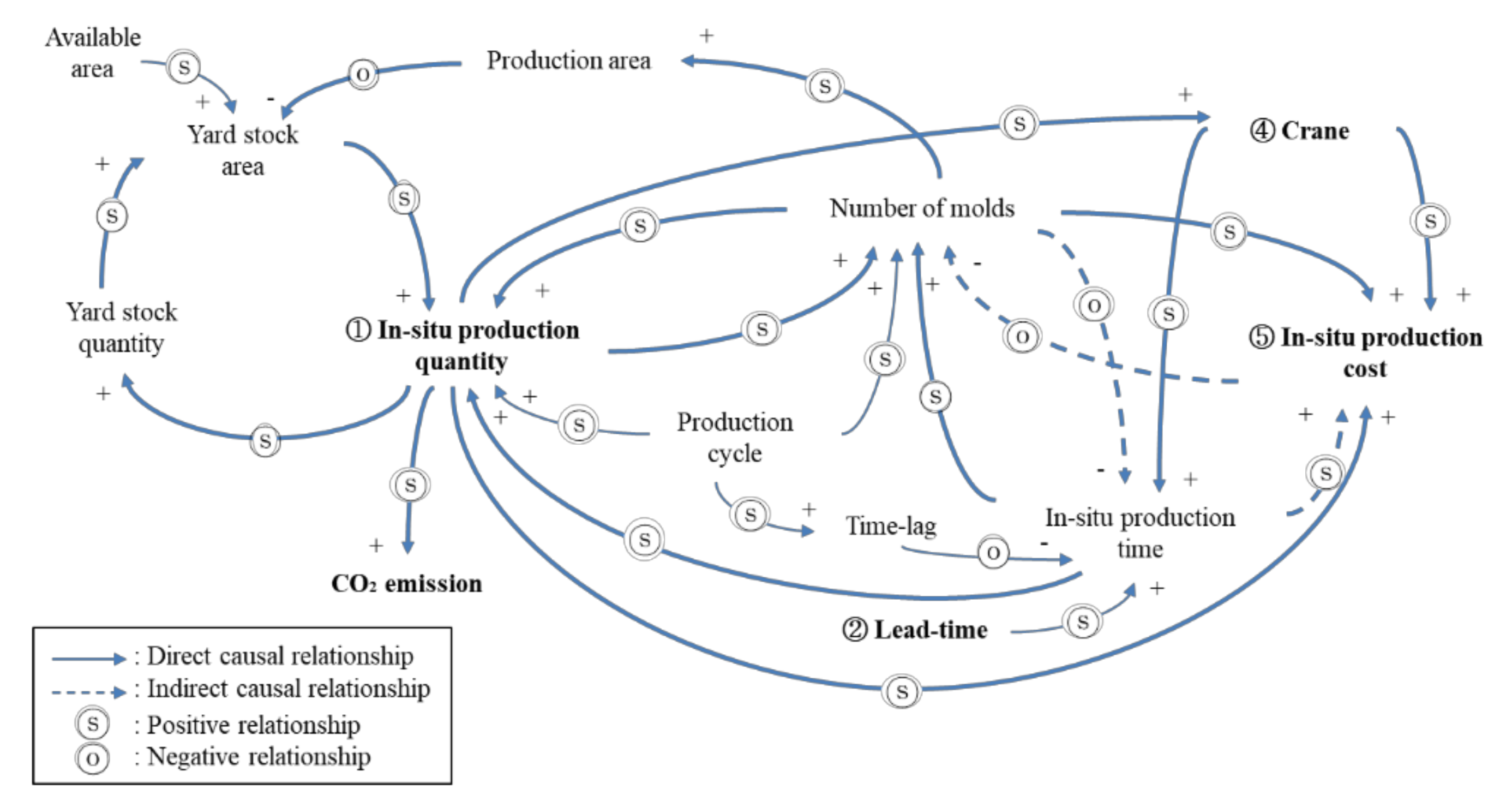
- In-situ production quantity: Since CO2 emissions can be calculated only by the quantity, quantity is the factor that has the greatest influence on CO2 emissions, and is a key influence factor and result of this study. Equation (1) shows how the quantity can be calculated using the in-situ production time, number of molds, and production cycle. In Figure 2, the in-situ production quantity affects the stock volume, and the stock quantity is determined by the difference between the accumulated production quantity and the accumulated installation quantity. As the stock volume increases, the yard stock area increases, and as the yard stock area increases, the in-situ production quantity can be increased.where QSITU: in-situ production quantity (unit); TSITU: in-situ production time (day); NMOLD: number of molds (unit); TPC: production cycle time (day).
- Lead-time: When applying in-situ production, a separate process plan for the site is required. Figure 3 shows that the lead-time is the time of in-situ production in advance before the PC member is installed and is the period from the start of production of the PC member to the start of installation. Considering the curing period, not all PC members can be produced during the installation period, so members must be produced in advance [17,20]. As the in-situ production time increases, the amount of in-situ production available increases, so it is important to secure lead-time, as shown in Figure 2. The lead-time can be calculated using the production cycle, quantity during lead-time, and number of molds, as shown in Equation (2).where TLEAD: lead-time (day); TPC: production cycle time (day); QSLi: in-situ production quantity during lead-time (unit); NMTi: number of mold types (unit); i: number of mold types (1, …, n).
- Number of molds: As the number of molds increases, the quantity of production per unit of time is increased, resulting in a strong effect of shortening the time, while the cost of in-situ production increases rapidly. The reason is that the steel mold manufacturing cost is high. PC members of various sizes cannot be produced with molds of the same size. Table 1 shows five mold types classified according to the size of the member. Figure 2 shows that as the in-situ production quantity increases, the number of molds increases, and the number of molds affects the production area. The number of molds also affects the in-situ production quantity, so they affect each other. Since the in-situ production cost indirectly increases as the amount of time increases, it is necessary to calculate an appropriate number of molds through a feedback routine. The number of molds is a key influence factor in calculating the quantity of in-situ production, considering the time and cost. In Equation (3), the number of molds can be calculated by using in-situ production quantity, production cycle, and time.where NMOLD: number of molds (unit); QMOLDi: in-situ production quantity of each mold type (unit); TPC: production cycle time (day); TSITU: in-situ production time (day); i: number of mold types (1, …, n).
- Number of cranes: The large-scale building covered in this paper has a large floor area but not a high number of floors, making it difficult to use a tower crane, so a mobile crane was used. A crane is used to move the module and to lift and install the PC members. Equation (4) shows that the number of cranes can be calculated by dividing the installation time by the product of the unit usage time per member and the number of installation members, and the number of cranes are an integer equal to or greater than 1.where Ncrane: number of cranes (unit); TUE: unit erection time (day); QSITU: in-situ production quantity (unit); Terec: erection time (day).
- In-situ production cost: The cost is less than the in-plant production cost and is proportional to the quantity and number of molds. If the cost is not satisfied, in-situ production cannot be applied, so it is a limiting condition for minimizing CO2 emission. If the total production cost of PC components is high, the in-situ production volume, which is lower than the in-plant production cost, is increased [16]. Figure 2 shows that all influence factors affect cost and can finally be collected. Equation (5) shows that cost can be calculated by the number of mold types, unit mold production cost for mold type, in-situ production quantity, and unit PC member production cost.where CSITU: in-situ production cost (USD); NMOLDi: number of mold types (unit); CMOLDi: unit mold production cost for mold type (unit); QMOLDi: in-situ production quantity for mold type (unit); CPRODi: unit PC member production cost for mold type (USD); i: number of mold types (1, …, n).
3.3. Dynamic Optimization Model to Minimize Environmental Loads
3.3.1. Generation Model
3.3.2. Simulation Model
3.3.3. Optimization Model
4. Development of the Dynamic Optimization Model
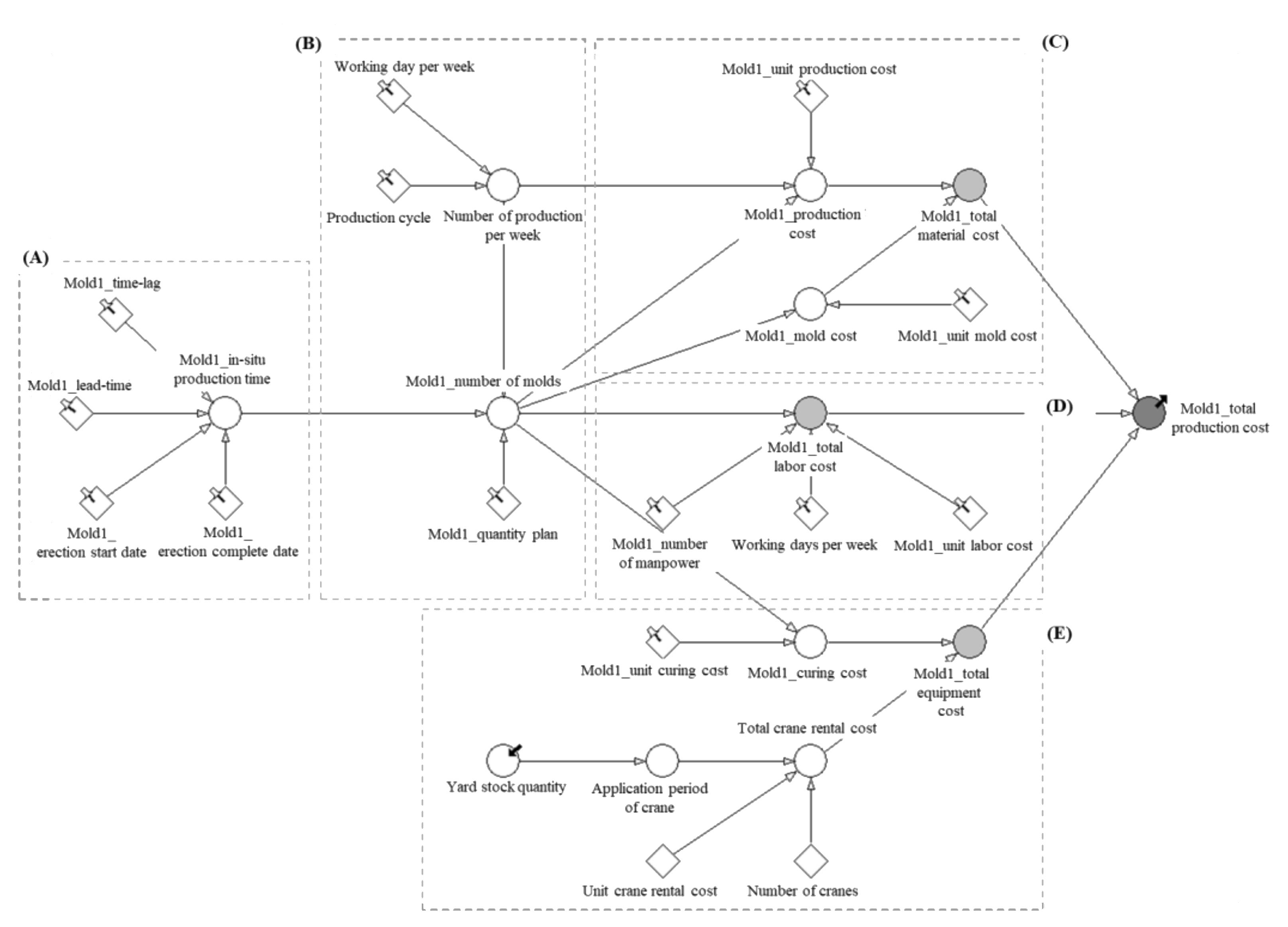
4.1. Cost Model
4.2. Environmental Load Model
5. Application of the Dynamic Optimization Model
5.1. Estimation of Environmental Loads for the Case Study
5.1.1. Estimation of In-Situ Production Quantity
5.1.2. Estimation of Environmental Loads (CO2 Emission)
5.2. Derivation of Control Range (Min–Max) by Factors
5.3. Optimization for Estimating In-Situ Production Quantity
5.4. Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Intergovernmental Panel on Climate Change (IPCC). Working Group I Contribution to the IPCC Fifth Assessment Report Climate Change 2013; Cambridge University Press: Cambridge, UK, 2013. [Google Scholar]
- Jung, K.O.; Chung, Y.K. The pollution and economic growth based on the multi-country comparative analysis. J. Ind. Econ. Bus. 2004, 17, 1077–1098. [Google Scholar]
- Sartori, I.; Hestnes, A.G. Energy use in the lifecycle of conventional and low energy buildings: A review article. Energy Build. 2007, 39, 249–257. [Google Scholar] [CrossRef]
- Giesekam, J.; Barrett, J.; Taylor, P.; Owen, A. The greenhouse gas emissions and mitigation options for materials used in UK construction. Energy Build. 2014, 78, 202–214. [Google Scholar] [CrossRef]
- Ecoinvent. Ecoinvent Database. Available online: http://www.ecoinvent.org/ (accessed on 1 August 2019).
- Giama, E. Life cycle versus carbon footprint analysis for construction materials. In Energy Performance of Buildings; Springer: Cham, Switzerland, 2016; pp. 95–106. [Google Scholar] [CrossRef]
- Jeong, K.; Hong, T.; Kim, J. Development of a CO2 emission benchmark for achieving the national CO2 emission reduction target by 2030. Energy Build. 2018, 158, 86–90. [Google Scholar] [CrossRef]
- Lee, M.C. Reducing CO2 emissions in the individual hot water circulation piping system. Energy Build. 2014, 84, 475–482. [Google Scholar] [CrossRef]
- Mergos, P.E. Seismic design of reinforced concrete frames for minimum embodied CO2 emissions. Energy Build. 2018, 162, 177–186. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.H.; Kim, K.; Kim, H. Environmental load estimating model of NATM tunnel based on standard quantity of major works in the early design phase. KSCE J. Civ. Eng. 2018, 22, 1040–1051. [Google Scholar] [CrossRef]
- Tae, S.; Shin, S.; Kim, H.; Ha, S.; Lee, J.; Han, S.; Rhee, J. Life cycle environmental loads and economic efficiencies of apartment buildings built with plaster board drywall. Renew. Sustain. Energy Rev. 2011, 15, 4145–4155. [Google Scholar] [CrossRef]
- Priatla, K.; Ariaratnam, S.; Cohen, A. Estimation of CO2 emissions from the life cycle of a potable water pipeline project. J. Manag. Eng. 2012, 28, 22–30. [Google Scholar] [CrossRef]
- Park, J.Y.; Lee, D.E.; Kim, B.S. A study on analysis of the environmental load impact factors in the planning stage for highway project. KSCE J. Civ. Eng. 2016, 20, 2162–2169. [Google Scholar] [CrossRef]
- Hong, W.K.; Lee, G.; Lee, S.; Kim, S. Algorithms for in-situ production layout of composite precast concrete members. Autom. Constr. 2014, 41, 50–59. [Google Scholar] [CrossRef]
- Lim, C. Construction Planning Model for In-situ Production and Installation of Composite Precast Concrete Frame. Ph.D. Thesis, Kyung Hee University, Seoul, Korea, 2016. [Google Scholar]
- Oh, O.J. A Model for Production and Erection Integration Management of Large Scale PC Structures Using System Dynamics. Ph.D. Thesis, Kyung Hee University, Seoul, Korea, 2017. [Google Scholar]
- Lim, J. A Risk Management Model for In-situ Production of Precast Concrete Members Focused on Time and Cost Using System Dynamics. Ph.D. Thesis, Kyung Hee University, Seoul, Korea, 2018. [Google Scholar]
- Lim, J.; Park, K.; Son, S.; Kim, S. Cost reduction effects of in-situ PC production for heavily loaded long-span buildings. J. Asian Archit. Build. Eng. 2020, 19, 242–253. [Google Scholar] [CrossRef]
- Lim, J.; Kim, S. Evaluation of CO2 emission reduction effect using in-situ production of precast concrete components. J. Asian Archit. Build. Eng. 2020, 19, 176–186. [Google Scholar] [CrossRef] [Green Version]
- Lim, J.; Kim, S.; Kim, J.J. Dynamic simulation model for estimating in-situ production quantity of PC members. Int. J. Civ. Eng. 2020, 18, 935–950. [Google Scholar] [CrossRef]
- Na, Y.J.; Kim, S.K. A process for the efficient in-situ production of precast concrete members. J. Reg. Assoc. Archit. Inst. Korea 2017, 19, 153–161. [Google Scholar]
- Lee, G.J. A Study of In-situ Production Management Model of Composite Precast Concrete Members. Ph.D. Thesis, Kyung Hee University, Seoul, Korea, 2012. [Google Scholar]
- Park, S.H.; Lim, C.Y.; Lee, W.J.; Kim, D.S.; Jung, Y.S. The experimental study on concrete manufacturing technologies for ultra high strength concrete pile. In Proceeding of the 2013 Spring Annual Conference of the Korea Concrete Institute, Seoul, Korea, 8–10 May 2013; Volume 25, pp. 67–68. [Google Scholar]
- Won, I.; Na, Y.; Kim, J.T.; Kim, S. Energy-efficient algorithms of the steam curing for the in situ production of precast concrete members. Energy Build. 2013, 64, 275–284. [Google Scholar] [CrossRef]
- Kim, S.; Hong, W.K.; Kim, J.H.; Kim, J.T. The development of modularized construction of enhanced precast composite structural systems (Smart Green frame) and its embedded energy efficiency. Energy Build. 2013, 66, 16–21. [Google Scholar] [CrossRef]
- Dong, Y.H.; Jaillon, L.; Chu, P.; Poon, C.S. Comparing carbon emissions of precast and cast-in-situ construction methods—A case study of high-rise private building. Constr. Build. Mater. 2015, 99, 39–53. [Google Scholar] [CrossRef]
- Yepes, V.; Martí, J.V.; García-Segura, T. Cost and CO2 emission optimization of precast–prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm. Autom. Constr. 2015, 49, 123–134. [Google Scholar] [CrossRef]
- Kim, T.; Chae, C.U. Evaluation analysis of the CO2 emission and absorption life cycle for precast concrete in Korea. Sustainability 2016, 8, 663. [Google Scholar] [CrossRef] [Green Version]
- Tan, B.; Huat, D.C.K.; Messner, J.I.; Horman, M.J. Using simulation for pull-driven scheduling with buffer for precast concrete component fabrication and erection. In Proceedings of the 16th CIB World Building Congress, Rotterdam, The Netherlands, 1–7 May 2004; pp. 10–21. [Google Scholar]
- Ballard, G.; Harper, N.; Zabelle, T. Learning to see work flow: An application of lean concepts to precast concrete fabrication. Eng. Constr. Archit. Manag. 2003, 10, 6–14. [Google Scholar] [CrossRef]
- Cho, G.H.; Kim, J.J. Integrated management of the production, transportation and installation of precast concrete panels. J. Archit. Inst. Korea 1996, 12, 185–193. [Google Scholar]
- Karnopp, D.C.; Margolis, D.L.; Rosenberg, R.C. System Dynamics: Modeling, Simulation, and Control of Mechatronic Systems, 5th ed.; John Wiley & Sons: New Jersey, NJ, USA, 2012; ISBN 9781118160077. [Google Scholar]
- Kim, D.; Moon, T.; Kim, D. Chap. System Dynamics, 1st ed.; Daeyoung Book: Seoul, Korea, 1999; ISBN 9788976440600. [Google Scholar]
- Forrester, J.W. Lessons from system dynamics modeling. Syst. Dyn. Rev. 1987, 3, 136–149. [Google Scholar] [CrossRef]
- Kim, I. Risk Management in the Construction Projects, 1st ed.; Kimoondang: Seoul, Korea, 2001; ISBN 9788970864235. [Google Scholar]
- Maio, C.; Schexnayder, C.; Knitson, K.; Weber, S. Probability distribution function for construction simulation. J. Constr. Eng. Manag. 2000, 126, 285–292. [Google Scholar] [CrossRef]
- Korea Institute of Construction Technology (KICT). The Environmental Load Unit Composition and Program Development for LCA of Building, The Second Annual Report of the Construction Technology R&D Program. 2004. Available online: http://www.ndsl.kr/ndsl/search/detail/report/reportSearchResultDetail.do?cn=TRKO201000018952 (accessed on 20 May 2019).
- Hong, W.K.; Kim, J.M.; Park, S.C.; Lee, S.G.; Kim, S.I.; Yoon, K.J.; Kim, H.C.; Kim, J.T. A new apartment construction technology with effective CO2 emission reduction capabilities with effective CO2 emission reduction capabilities. Energy 2009, 35, 2639–2646. [Google Scholar] [CrossRef]
- Hong, W.K.; Park, S.C.; Kim, M.M.; Kim, S.I.; Lee, S.G.; Yun, D.Y.; Yoon, T.H.; Ryoo, B.Y. Development of structural composite hybrid systems and their application with regard to the reduction of CO2 emissions. Indoor Built Environ. 2010, 19, 151–162. [Google Scholar] [CrossRef]
- Lee, D.; Lim, C.; Kim, S. CO2 emission reduction effects of an innovative composite precast concrete structure applied to heavy loaded and long span buildings. Energy Build. 2016, 126, 36–43. [Google Scholar] [CrossRef]
- Lee, S.H.; Joo, J.K.; Kim, J.T.; Kim, S.K. An analysis of the CO2 reduction effect of a column-beam structure using composite precast concrete members. Indoor Built Environ. 2012, 21, 150–162. [Google Scholar] [CrossRef]
- Lim, C.; Lee, S.; Kim, S. Embodied Energy and CO2 emission reduction of a column-beam structure with enhanced composite precast concrete members. J. Asian Archit. Build. Eng. 2015, 14, 593–600. [Google Scholar] [CrossRef]
- Lee, K.; Son, S.; Kim, D.; Kim, S. A dynamic simulation model for economic feasibility of apartment development projects. Int. J. Strateg. Prop. Manag. 2019, 23, 305–316. [Google Scholar] [CrossRef] [Green Version]
- Pan, M.; Pan, W. Determinants of adoption of robotics in precast concrete production for buildings. J. Manag. Eng. 2019, 35. [Google Scholar] [CrossRef]
- Pan, M.; Pan, W. Advancing formwork systems for the production of precast concrete building elements: From manual to robotic. In Proceedings of the 2016 Modular and Offsite Construction (MOC) Summit, Banniff, AB, Canada, 29 September–1 October 2016; pp. 2–9. [Google Scholar]
- Mao, C.; Shen, Q.; Pan, W.; Ye, K. Major barriers to off-site construction: The developer’s perspective in China. J. Manag. Eng. 2015, 31. [Google Scholar] [CrossRef]
- Pan, W.; Gibb, A.G.F.; Dainty, A.R.J. Strategies for integrating the use of off-site production technologies in house building. J. Constr. Eng. Manag. 2012, 138, 1331–1340. [Google Scholar] [CrossRef] [Green Version]
- Arashpour, M.; Wakefield, R.; Abbasi, B.; Lee, E.W.M.; Minas, J. Off-site construction optimization: Sequencing multiple job classes with time constraints. Autom. Constr. 2016, 71, 262–270. [Google Scholar] [CrossRef]
- Pan, M.; Linner, T.; Pan, W.; Cheng, H.; Bock, T. A framework of indicators for assessing construction automation and robotics in the sustainability context. J. Clean. Prod. 2018, 182, 82–95. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Shen, G.Q.; Wu, P.; Fan, H.; Wu, H.; Teng, Y. RBL-PHP: Simulation of lean construction and information technologies for prefabrication housing production. J. Manag. Eng. 2018, 34. [Google Scholar] [CrossRef]
- Hwang, B.G.; Shan, M.; Looi, K.Y. Key constraints and mitigation strategies for prefabricated prefinished volumetric construction. J. Clean. Prod. 2018, 183, 183–193. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PC Type | Mold Type | Size (m) |
|---|---|---|
| Column | Type 1 | 0.8 × 0.8–1.0 × 9.2 |
| Type 2 | 1.0 × 1.0–1.7 × 9.2 | |
| Beam | Type 1 | 0.5 × 1.0–1.3 × 11.0 |
| Type 2 | 0.8~1.3 × 2.0–2.5 × 11.0 | |
| Type 3 (I-girder) | 0.6 × 2.0–2.3 ×18.0~23.0 |
| Work | Item | Unit | Each Girder | Each Column | 72 Columns |
|---|---|---|---|---|---|
| Concrete work | Concrete | m3 | 20,957 | 6.444 | 464.0 |
| Reinforcement work | HD13 | t | 0.171 | 0.302 | 21.7 |
| HD16 | t | 0.314 | 0.104 | 7.5 | |
| HD19 | t | 0.971 | 0.050 | 3.6 | |
| SHD32 | t | 0.175 | 12.6 | ||
| SHD35 | t | - | 1.301 | 93.7 | |
| UHD25 | t | 0.569 | - | - | |
| Embedded steel | t | 0.007 | 0.060 | 4.3 | |
| Sub-total | t | 2.033 | 1.992 | 143.4 | |
| Form work | Steel form | t | 0.010 | 0.016 | 1.1 |
| Classification | In-Situ | In-Plant | ||||
|---|---|---|---|---|---|---|
| 72 Columns | 1004 Columns | Total Members | 72 Columns | 1004 Columns | Total Members | |
| Material use | 571 | 12,940 | 32,169 | 571 | 12,940 | 32,169 |
| Oil use | 147 | 987 | 987 | 147 | 987 | 987 |
| Electricity use | 40 | 543 | 543 | 40 | 543 | 543 |
| Transport equipment use | - | - | - | 178 | 2421 | 5397 |
| Total | 758 | 14,470 | 33,699 | 936 | 16,891 | 39,095 |
| Description | In-Plant Production (USD) | In-Situ Production (USD) |
|---|---|---|
| Material cost | 100,587 | 100,587 |
| Labor cost | 49,939 | 59,756 |
| Equipment fee | 3150 | 201 |
| Transport cost | 15,168 | - |
| Overhead and Profit | 31,804 | - |
| Total | 200,648 | 160,544 |
| Item | Unit | Value | |
|---|---|---|---|
| Quantity | Total quantity | ea | 1757 |
| Ratio of quantity | % | 78 | |
| Lead-time | weeks | 3.8 | |
| Number of molds | ea | 37 | |
| Cranes | ea | 2 | |
| Production cost | In-plant | 1000 USD | 7752 |
| In-situ | 6966 | ||
| Cost reduction ratio | % | 10.53 | |
| CO2 emission | In-plant | t-CO2 | 23,698 |
| In-situ | 31,255 | ||
| CO2 emission reduction ratio | % | 14.58 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lim, J.; Kim, J.J. Dynamic Optimization Model for Estimating In-Situ Production Quantity of PC Members to Minimize Environmental Loads. Sustainability 2020, 12, 8202. https://doi.org/10.3390/su12198202
Lim J, Kim JJ. Dynamic Optimization Model for Estimating In-Situ Production Quantity of PC Members to Minimize Environmental Loads. Sustainability. 2020; 12(19):8202. https://doi.org/10.3390/su12198202
Chicago/Turabian StyleLim, Jeeyoung, and Joseph J. Kim. 2020. "Dynamic Optimization Model for Estimating In-Situ Production Quantity of PC Members to Minimize Environmental Loads" Sustainability 12, no. 19: 8202. https://doi.org/10.3390/su12198202
APA StyleLim, J., & Kim, J. J. (2020). Dynamic Optimization Model for Estimating In-Situ Production Quantity of PC Members to Minimize Environmental Loads. Sustainability, 12(19), 8202. https://doi.org/10.3390/su12198202