PV Waste Thermal Treatment According to the Circular Economy Concept

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. The Production Process for Poly- and Monocrystalline Silicon Panels
- Physical treatment consisting of edge grinding. This process removes all types of mechanical damage and also allows to adjust the thickness of the resulting panel,
- Cleaning the surface of the plate and polishing it with NaOH, SiO2, or distilled water.
- Chemical or laser surface treatment of the plate,
- Surface texture, as a result of which the tile’s ability to reflect light is reduced. It can be carried out by using a KOH-NH3 solution. The goal of the whole procedure is to maximize the amount of light absorbed by the product,
- Washing the plate in acid, e.g., HCl,
- Creating n-p joints using Al or Ag,
- Passivation and anti-reflective layer application. This can be carried out by exposing the plate to Si3N4 at elevated temperatures (400–450 °C) in an inert gas atmosphere (SiH4, NH3). The process of covering with an anti-reflective layer, which is done using Si, SiN4, Al2O3, SiO2, or TiO2, allows further reduction in the amount of reflected radiation (reduction of reflected light by 5.8%),
- Optical cell evaluation and tests,
- Combining the resulting cells into modules,
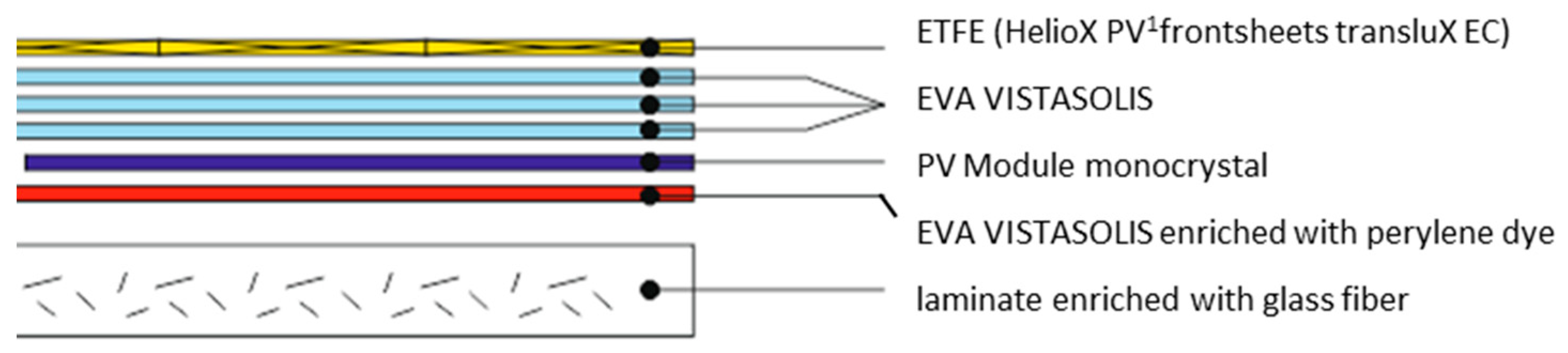
- Covering the cell with a thin EVA layer,
- Covering the front part of the cell with a protective layer of transparent glass,
- Covering the back with Tedlar/Al/Tedlar layers.
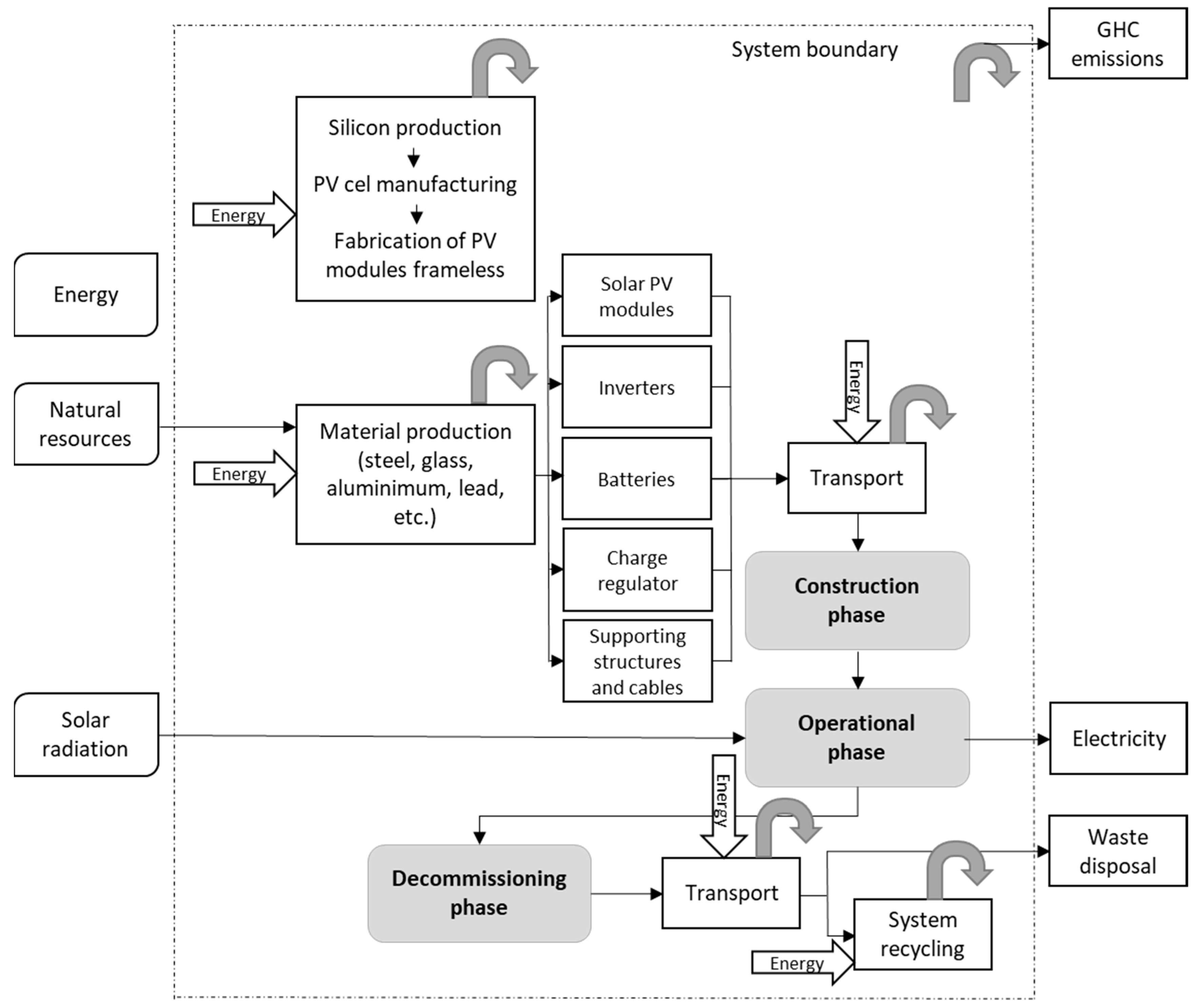
3. LCA
- Production phase,
- Exploitation phase,
- Decommissioning phase.
4. Materials and Methods
4.1. Materials
4.2. Methods
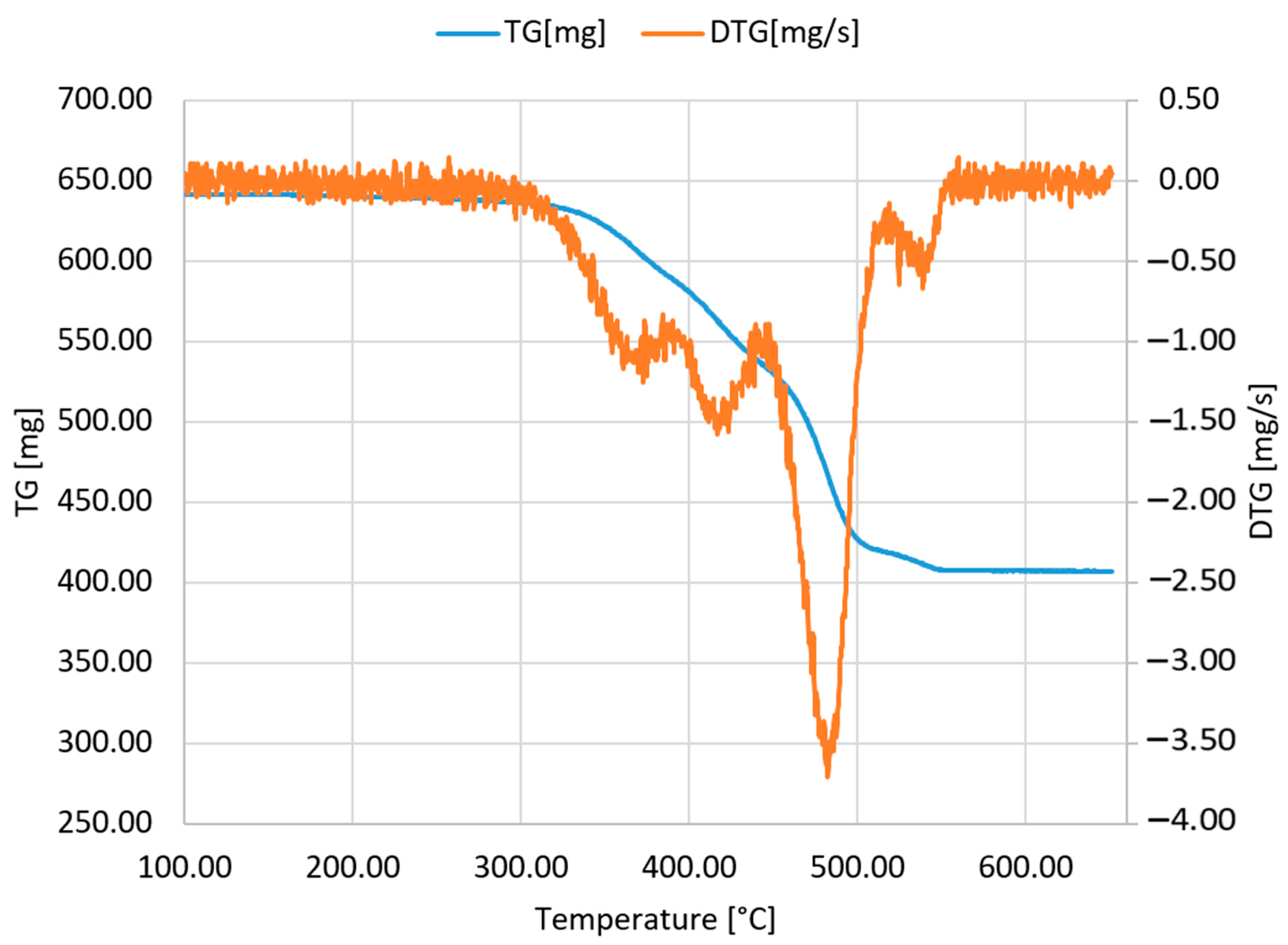
4.2.1. Thermogravimetric
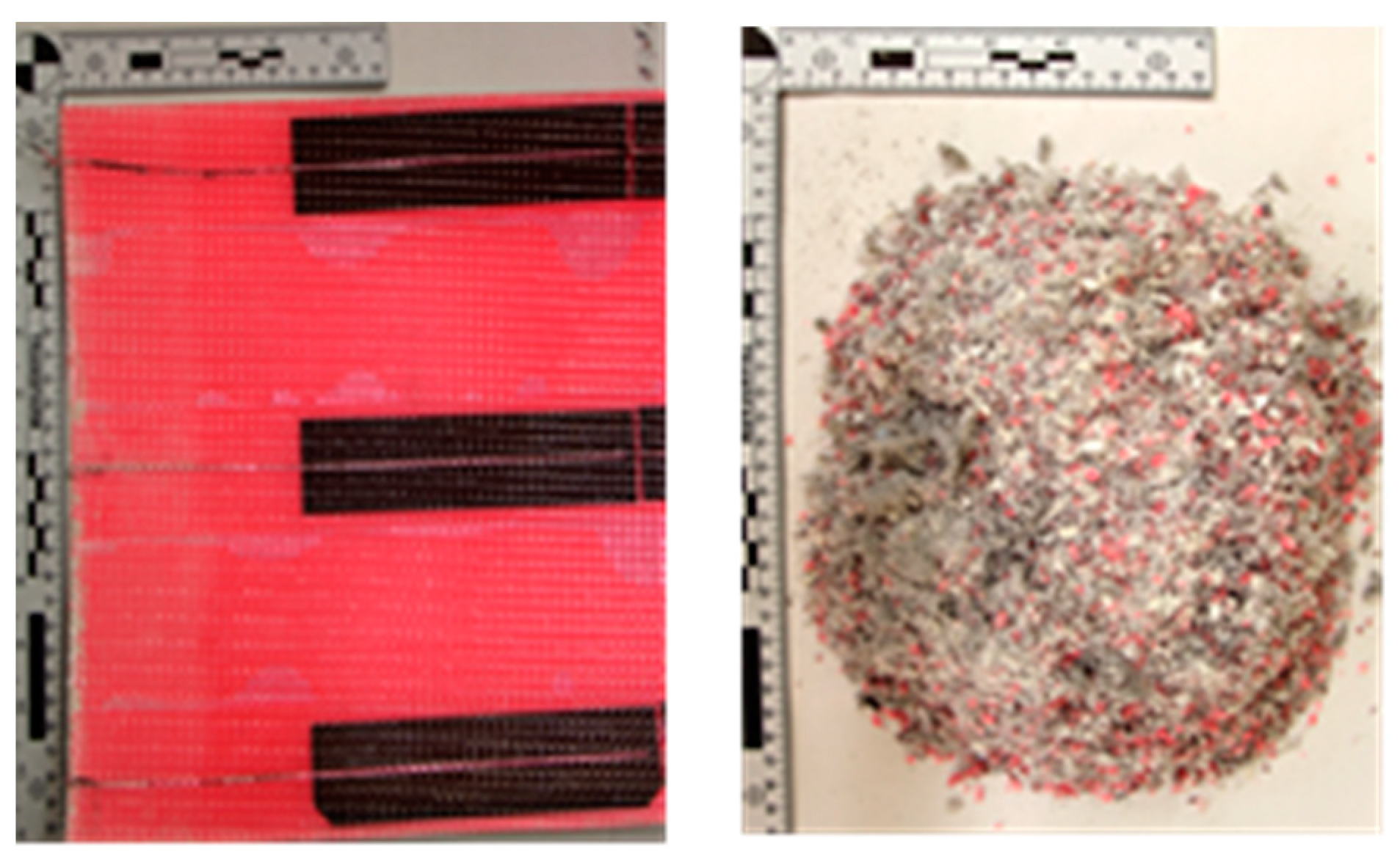
4.2.2. Pyrolysis
5. Discussion
5.1. Thermogravimetric Results
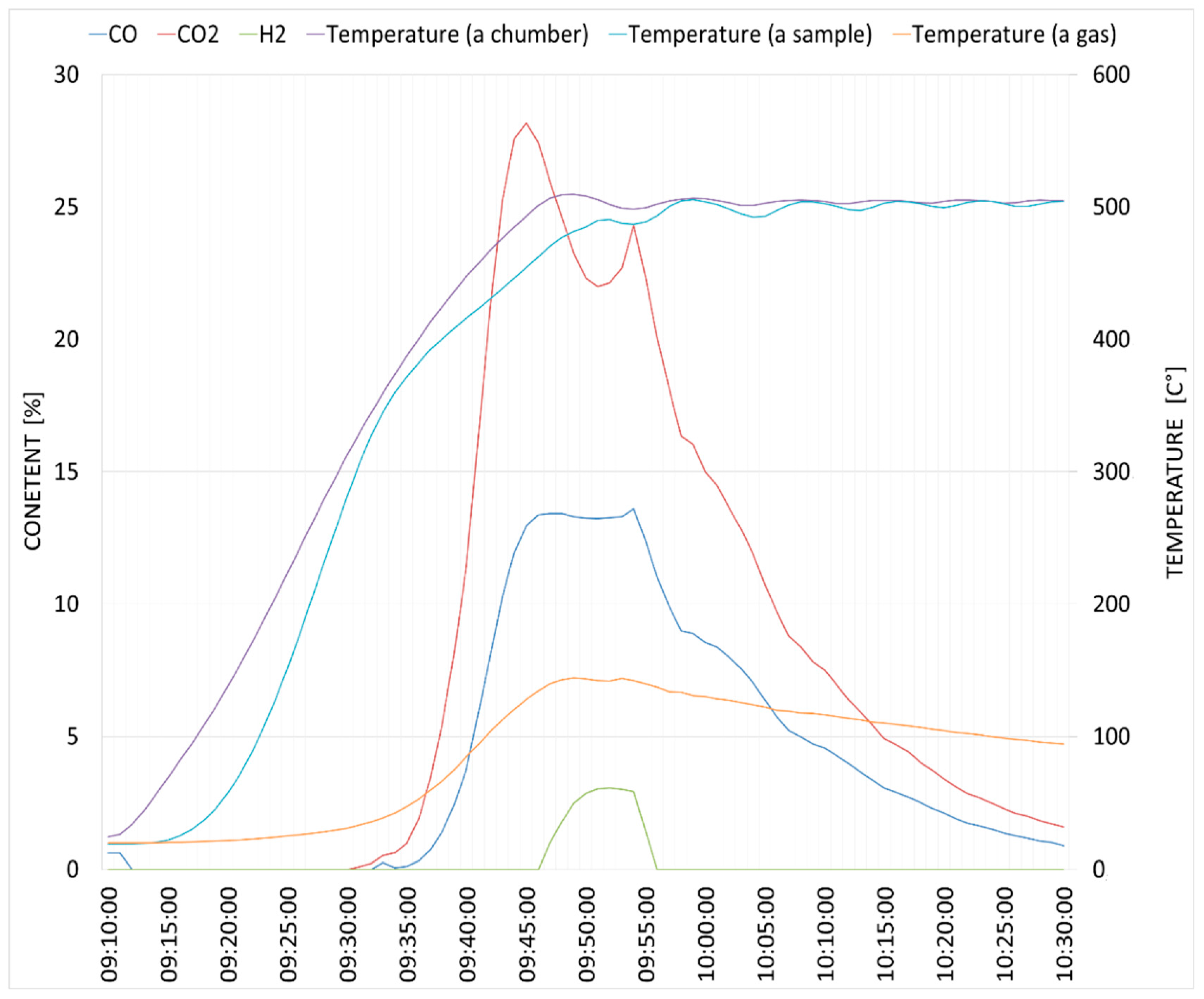
5.2. Pyrolysis Results
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fiandra, V.; Sannino, L.; Andreozzi, C.; Corcelli, F.; Graditi, G. Silicon photovoltaic modules at end-of-life: Removal of polymeric layers and separation of materials. Waste Manag. 2009, 87, 97–107. [Google Scholar] [CrossRef] [PubMed]
- Alwaeli, M. End-Of-Life Vehicles Recovery and Recycling and the Route to Comply with Eu Directive Targets. Environ. Prot. Eng. 2016, 42, 191–202. [Google Scholar]
- Bogacka, M.; Pikoń, K.; Landrat, M. Environmental impact of PV cell waste scenario. Waste Manag. 2017, 70, 198–203. [Google Scholar] [CrossRef] [PubMed]
- Klugmann-Radziemska, E. Technological progress in photovoltaics (Technologiczny postęp w fotowoltaice). Czysta Energ. 2014, 5, 40–42. [Google Scholar]
- Słoma, M. Printing Techniques in the Production of Photovoltaic Cells (Techniki Drukowania w Produkcji Ogniw Fotowoltaicznych), Acta Poligraphica; Centralny Ośrodek Badawczo-Rozwojowy Przemysłu Poligraficznego: Warsaw, Poland, 2013; Volume 2, pp. 9–21. [Google Scholar]
- Latunussa, C.E.; Ardente, F.; Blengini, G.A.; Mancini, L. Life Cycle Assessment of an innovative recycling process for crystalline silicon photovoltaic panels. Sol. Energy Mater. Sol. Cells 2016, 156, 101–111. [Google Scholar] [CrossRef]
- Shin, J.; Park, J.; Park, N. A method to recycle silicon wafer from end-of-life photovoltaic module and solar panels by using recycled silicon wafers. Sol. Energy Mater. Sol. Cells 2017, 162, 1–6. [Google Scholar] [CrossRef]
- Klugmann-Radziemska, E.; Ostrowski, P. Chemical treatment of crystalline silicon solar cells as a method of recovering pure silicon from photovoltaic modules. Renew. Energy 2010, 35, 1751–1759. [Google Scholar] [CrossRef]
- Ashfaq, H.; Giri, A. Comparative analysis of old, recycled and new PV modules. J. King Saud Univ. Eng. Sci. 2017, 29, 22–28. [Google Scholar] [CrossRef] [Green Version]
- Duflou, J.R.; Peeters, J.; Altamirano, D.; Bracquené, E.; Dewulf, W. Manufacturing Technology Demanufacturing photovoltaic panels: Comparison of end-of-life treatment strategies for improved resource recovery. CIRP Ann. 2018, 67, 29–32. [Google Scholar] [CrossRef]
- Klugmann-Radziemska, E.; Ostrowski, P.; Drabczyk, K.; Panek, P.; Szkodo, M. Experimental validation of crystalline silicon solar cells recycling by thermal and chemical methods. Sol. Energy Mater. Sol. Cells 2010, 94, 2275–2282. [Google Scholar] [CrossRef]
- Pikoń, K.; Bogacka, M. Environmental and socio-economic evaluation of complex process. In Proceedings of the International Multidisciplinary Scientific GeoConference Surveying Geology and Mining Ecology Management, SGEM, Albena, Bulgaria, 18–24 June 2015; Volume 3. [Google Scholar]
- Tammaro, M.; Rimauro, J.; Fiandra, V.; Salluzzo, A.; Rimauro, J. Thermal treatment of waste photovoltaic module for recovery and recycling: Experimental assessment of the presence of metals in the gas emissions and in the ashes. Renew. Energy 2015, 81, 103–112. [Google Scholar] [CrossRef]
- Hryb, W. Sorting Tests of Unsorted Municipal Solid Waste from Germany for a Selected Opto-Pneumatic Sorting Machine. Pol. J. Environ. Stud. 2015, 24, 99–105. [Google Scholar] [CrossRef]
- Berger, W.; Simon, F.-G.; Weimann, K.; Alsema, E.A. A novel approach for the recycling of thin film photovoltaic modules. Res. Conserv. Recycl. 2010, 54, 711–718. [Google Scholar] [CrossRef]
- Fthenakis, V.M. End-of-life management and recycling of PV modules. Energy Policy 2000, 28, 1051–1058. [Google Scholar] [CrossRef] [Green Version]
- Lunardi, M.M.; Alvarez-Gaitan, J.P.; Bilbao, J.I.; Corkish, R. Comparative Life cycle Assessment of End-of-Life Silicon Solar Photovoltaic Modules. Appl. Sci. 2018, 8, 1396. [Google Scholar] [CrossRef] [Green Version]
- Weckend, S.; Wade, A.; Heath, G.A. End-of-Life Management: Solar Photovoltaic Panels; USDOE Office of Energy Efficiency and Renewable Energy (EERE): Golden, CO, USA; Solar Energy Technologies Office (EE-4S): Washington, DC, USA, 2016.
- Potempa, M.; Kozłowski, J.; Lewandowski, D.; Gawliczek, M. Analysis of Applied Technologies of Recycling Used Solar Panels (Solar and Solar Collectors) and Liquid Crystal Screens in Poland and the World—Research on Methods of Recycling (Analiza Stosowanych Technologii Recyklingu Zużytych Paneli Słonecznych (Kolektorów Słonecznych i Fotowoltaicznych) i Ekranów Ciekłokrystalicznych w Polsce i na Świecie—Badania Nad Sposobami Recyklingu); Inside Report no. 7582/17; Instytut Metali Nieżelaznych: Gliwice, Poland, 2017. [Google Scholar]
- Herceg, S.; Pinto Bautista, S.; Weiß, K.A. Influence of Waste Management on the environmental Footprint of Electricity Produced by Photivoltaic Systems. Energies 2020, 13, 2146. [Google Scholar] [CrossRef]
- Kenning, T. PV Cycle Achieves Record 96% Recycle Rate for Silicon-Based PV Modules. Available online: https://www.pv-tech.org/news/pv-cycle-achieves-record-96–recycle-rate-for-silicon-based-pv-modules (accessed on 19 November 2020).
- Celik, I.; Lunardi, M.; Frederickson, A.; Corkish, R. Sustainable End Life Management of Crystalline Silicon and Thin Film Solar Photovoltaic Waste: The Impact of Transportation. Appl. Sci. 2020, 10, 5465. [Google Scholar] [CrossRef]
- Kim, H.; Park, H. PV Waste Managment at the Crossroad of circular Economy And Energy Transition: The case of South Korea. Sustainability 2018, 10, 3565. [Google Scholar] [CrossRef] [Green Version]
- Graditi, G.; Sannino, L.; Andreozzi, C. End-of-life of silicon PV panels: A sustainable materials recovery process. Waste Manag. 2019, 84, 91–101. [Google Scholar] [CrossRef]
- Granata, G.; Pagnanelli, F.; Moscardini, E.; Havlik, T.; Toro, L.A. Recycling of photovoltaic panels by physical operations. Sol. Energy Mater. Sol. Cells 2014, 123, 239–248. [Google Scholar] [CrossRef]
- Mahmoudi, S.; Huda, N.; Alavi, Z.; Islam, T.; Behnia, M. End-of-life photovoltaic modules: A systematic quantitative literature review. Resour. Conserv. Recycl. 2019, 146, 1–16. [Google Scholar] [CrossRef]
- Pagnanelli, F.; Moscardini, E.; Granata, G.; Atia, T.A.; Altimari, P.; Havlik, T.; Toro, L. Physical and chemical treatment of end of life panels: An integrated automatic approach viable for different photovoltaic technologies. Waste Manag. 2017, 59, 422–431. [Google Scholar] [CrossRef] [PubMed]
- Ratner, S.; Gomonov, K.; Revinova, S.; Lazanyuk, I. Eco-Design of Energy Production Systems: The Problem of Renewable Energy Capacity Recycling. Appl. Sci. 2020, 10, 4339. [Google Scholar] [CrossRef]
- Bogacka, M. Comparison of Lca Analysis Stages in Different Energy Sources Types—Review. In Proceedings of the 16th International Multidisciplinary Scientific GeoConference SGEM, Albena, Bulgaria, 30 June–6 July 2016; pp. 171–178. [Google Scholar]
- Dias, P.; Javimczik, S.; Benevit, M.; Veit, H.M. Recycling WEEE: Polymer characterization and pyrolysis study for waste of crystalline silicon photovoltaic modules. Waste Manag. 2017, 60, 716–722. [Google Scholar] [CrossRef] [PubMed]
- Domínguez, A.; Geyer, R. Photovoltaic waste assessment of major photovoltaic installations in the United States of America. Renew. Energy 2019, 133, 1188–1200. [Google Scholar] [CrossRef]
- Jastrzębska, M. Waste polyester-glass laminates from scrapped trawlers (Odpady laminatów poliestrowo-szklanych ze złomowanych trałowców). Recykling 2006, 10, 14–15. [Google Scholar]
- Kuczyńska-Łażewska, A.; Klugmann-Radziemska, E.; Sobczak, Z.; Klimczuk, T. Recovery of silver metallization from damaged silicon cells. Sol. Energy Mater. Sol. Cells 2018, 176, 190–195. [Google Scholar] [CrossRef]
- Sarnecki, J.; Gawlik, G.; Lipińska, L.; Jeremiasz, O. Polymer luminescent concentrators containing oxide nanocrystals doped with rare-earth elements matched to an edge-illuminated silicon solar cell. Electron. Mater. 2015, 43, 43. [Google Scholar]
- Krebs-Moberg, M.; Pitz, M.; Dorsette, T.L.; Gheewala, S.H. Third generation of photovoltaic panels: A Life cycle assessment. Renew. Energy 2020, 164, 556–565. [Google Scholar] [CrossRef]
- Gerbinet, S.; Belboom, S.; Léonard, A. Life Cycle Analysis (LCA) of photovoltaic panels: A review. Renew. Sustain. Energy Rev. 2014, 38, 747–753. [Google Scholar] [CrossRef]
- García-Valverde, R.; Miguel, C.; Martinez-Bejar, R.; Urbina, A. Life cycle assessment study of 4,2 kWp stand-alone photovoltaic system. Sol. Energy 2009, 83, 1434–1445. [Google Scholar] [CrossRef]
- Goe, M.; Gaustad, G. Strengthening the case for recycling photovoltaics: An energy payback analysis. Appl. Energy 2014, 120, 41–48. [Google Scholar] [CrossRef]
- Drabczyk, K.; Panek, P. A comparative study of EVA with and without thermal history for different lamination process parameters. Mater. Sci. Eng. B 2012, 177, 1378–1383. [Google Scholar] [CrossRef]
- Drabczyk, K.; Kulesza-Matlak, G.; Drygała, A.; Szindler, M.; Lipiński, M. Electroluminescence imaging for determining the influence of metallization parameters for solar cell metal contacts. Sol. Energy 2016, 126, 14–21. [Google Scholar] [CrossRef]
- Klein, M.; Kluska, J.; Misiuk, S.; Kardaś, D. The course and products of the pyrolysis process of selected plastics in a pressure reactor (Przebieg i produkty procesu pirolizy wybranych tworzyw sztucznych wreaktorze ciśnieniowym). Inżynieria Apar. Chem. 2011, 5, 54–55. [Google Scholar]
- Holtzer, M.; Kmita, A.; Roczniak, A. Pyrolysis processes and their impact on casting quality and working conditions (Procesy pirolizy i ich wpływ na jakość odlewów oraz na warunki pracy). Prace Inst. Odlew. 2016, 56, 175. [Google Scholar]
- Optiplan GmbH. Karta Produktu POLYDET, Sicherheitsdatenblatt Gemäß 1907/2006/EG, Artikel 31, Product Card of Polydet; Optiplan GmBH: Oelsnitz, Germany, 2006; Available online: http://www.optiplan.eu/en/Anwendugsbereiche/anwendungsbereiche_sandwich.html (accessed on 12 April 2018).
- Polyester Laminate, Product Description. Available online: https://www.eskade.pl/poliweglan,laminat_poliester.html (accessed on 10 April 2018).
- Saechtling, H. Plastics Guide (Tworzywa Sztuczne. Poradnik); Wyd. 5; Wydawnictwa Naukowo-Techniczne PWN-WNT: Warsaw, Poland, 2003. [Google Scholar]
- Tefzel. The Chemours Company. Product Card. 2016. Available online: https://www.teflon.cn/-/media/files/teflon/tefzel-etfe-film-properties.pdf (accessed on 10 April 2018).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Before Pyrolysis | After Pyrolysis |
|---|---|---|---|
| Condition of the gas meter | m3 | 1.645 | 1.690 |
| Gas temperature | °C | 21 | 22 |
| Furnace temperature | °C | 27.4 | 507 |
| The temperature of the batch | °C | 18.8 | 480 |
| Temperature of exhaust gases | °C | 18.6 | 231 |
| Weight of flask on the drain | kg | 1.266 | 1.409 |
| Weight of the cuvette with the sample | kg | 2.316 | 2.003 |
| Weight of the batch | kg | 0.589 | 0.313 |
| Oil weight | kg | - | 0.143 |
| The volume of oil | ml | - | 115 |
| Volume of scrubbers/Cl, Br, F | ml | - | 220 |
| The volume of gas produced | m3 | - | 0.045 |
| Sample Number | Substance Determined in the Sample | Content in the Sample [mg/0.045 m3] | Markability [mg] | Analytical Extended Uncertainty [±mg] | Content of Substance [mg/m3] |
|---|---|---|---|---|---|
| P1/1 | Total hydrocarbon content calculated as toluene | 136.76 | 0.02 | n.d. | 3039.11 |
| P1/2 | Acenaftylen | 18.96 | 0.02 | 2.838 | 3039.11 |
| Naftalen | 1.77 | 0.03 | 0.269 | 421.33 | |
| Acenaften | 79.42 | 0.03 | 15.79 | 39.33 | |
| Fluoren | 0.010 | 0.01 | 0.001 | 1764.89 |
| Sample Number | Element | Concentration [mg/L] |
|---|---|---|
| P1/4 | Cl | <0.40 |
| Br | 2.00 | |
| F | 33.50 |
| Min. | Max. | |
|---|---|---|
| LHV [MJ/kg] | 10.69 | 11.023 |
| Moisture content [%] | 0.75 | 0.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bogacka, M.; Potempa, M.; Milewicz, B.; Lewandowski, D.; Pikoń, K.; Klejnowska, K.; Sobik, P.; Misztal, E. PV Waste Thermal Treatment According to the Circular Economy Concept. Sustainability 2020, 12, 10562. https://doi.org/10.3390/su122410562
Bogacka M, Potempa M, Milewicz B, Lewandowski D, Pikoń K, Klejnowska K, Sobik P, Misztal E. PV Waste Thermal Treatment According to the Circular Economy Concept. Sustainability. 2020; 12(24):10562. https://doi.org/10.3390/su122410562
Chicago/Turabian StyleBogacka, Magdalena, Martyna Potempa, Bartłomiej Milewicz, Dariusz Lewandowski, Krzysztof Pikoń, Katarzyna Klejnowska, Piotr Sobik, and Edyta Misztal. 2020. "PV Waste Thermal Treatment According to the Circular Economy Concept" Sustainability 12, no. 24: 10562. https://doi.org/10.3390/su122410562
APA StyleBogacka, M., Potempa, M., Milewicz, B., Lewandowski, D., Pikoń, K., Klejnowska, K., Sobik, P., & Misztal, E. (2020). PV Waste Thermal Treatment According to the Circular Economy Concept. Sustainability, 12(24), 10562. https://doi.org/10.3390/su122410562