1. Introduction
For the development of a country, high investments are required for electric power generation. Seeking to meet this current demand and respecting the integration between man and nature, it is necessary to generate clean, renewable and efficient energy generation. The search for economic and social development must be linked to environmental preservation for sustainable development [
1]. The depletion of fossil fuels is becoming a massive concern nowadays once increasing amounts of energy are required for the actual way of living implemented by society [
2].
In industrialized countries, legislations seek the reduction and even banishment on the future use of landfills, since waste disposal is an environmentally critical situation looking for recycling alternatives incorporated into strategies oriented towards a circular economy [
3]. As a way to reduce the amount of waste sent to landfills, recycling, recovery, and energy recovery are viable options [
4].
Energy recovery from waste is the conversion of non-recyclable waste materials into useable heat, electricity, or fuel through a variety of processes such as, biochemical, chemical and thermochemical. The thermochemical processes are divided into pyrolysis, gasification, and combustion [
5].
Waste that has combustible properties, when reuse and recycling are not possible, consideration should be given to the possibility of energy recovery before landfilling. In this context, wastes that have aggregate calorific value can be directly used as fuel or as raw material for fuel production [
6]. Biomass is an interesting resource, capable of suppressing these needs once it has significant heating content and, therefore, may be converted into distinct energy forms contributing also to the alleviation of the well-known environmental issues associated with global warming [
7,
8]. Thermal gasification is characterized by partial oxidation at high temperatures, usually in the range from 800 to 1000 °C, which converts the biomass to a combustible gas mixture [
9].
Thermochemical recuperation as an energy recovery technology by thermal conversion of combustible materials was discussed in different studies [
10]. There are studies that suggest the process flow schematic of fuel-consuming equipment with thermochemical waste-heat recuperation by steam methane reforming with the addition of flue gas to the reaction mixture [
11].
In 2017 in Europe, about 289 million tires were sold, which represents 20% of the world’s tire production [
12]. This fact poses a serious challenge for manufacturers, users and environmental authorities, tire recovery and recycling have become a valuable and growing resource in the last decade. Used tires have high calorific value (29–39 MJ/kg) and are made up of about 90% of organic materials, so they are an excellent source of fuel [
13]. The most common constituents of tires are natural rubber (14–27%), synthetic rubber (14–27%), fillers such as coal and silica (26–28%), plasticizers based on oils and resins (5–6%). In terms of elemental analysis, it is found that tires have sulfur (5–6%) and metals for reinforcement (16.5–25%) [
13]. Other studies show that used tires have about 60% volatile matter, 30% fixed carbon, moisture contents less than 2% and about 7% of ash [
14,
15].
The best thermochemical option for waste tire disposal and energetic valorization is gasification using a mixture of preheated air and steam as the gasification agent [
16]. Furthermore, it is important to comparatively study tires relative to coal and biomass, to observe tire gasification strengths and weaknesses as a feedstock for gasification [
17]. Numerous studies have been performed on tire gasification, to help in offsetting their negative impact on the environment. According to a study [
18], tires were thermochemically disposed of to reduce their environmental impact. The tires were gasified in a fluidized bed gasifier with the use of atmospheric air. The study concluded that having a lower Equivalence Ratio yielded higher LHVs, CH
4, and H
2 [
19] Most tire gasification studies focus on steam gasification with crushed tire particles from 3mm to 5mm at a temperature of 600 °C to 800 °C. As the temperature increased, gas production increased from 0.21 m
3/kg to 0.76 m
3/kg, although the calorific value of the gas decreased from 39.6 to 22.2 MJ/m
3 [
20]. Leung [
21] studied fluidized gasification processes of pulverized tires at temperatures from 350 °C to 900 °C. The results are that the main parameters for increasing the amount of gas and its calorific value are the equivalence ratio, the mass flow rate, and the particle size. For a flow rate of 11 m
3/h, it was obtained a lower calorific value of 6 MJ/m
3.
Later studies by Xiao [
22] confirmed that increasing temperature and the equivalence ratio increases gas production. At 700 °C, the rise in the equivalence ratio from 0.2 to 0.6 increased the volume of gas produced by 5.5% and ash production decreased by 600 g/kg to 450 g/kg. Assays were performed in a laboratory fluidized bed reactor at temperatures of 400–800 °C. The amount of fixed carbon decreased with increasing temperature. The lower calorific value of the synthesis gas increased with temperature and decreased with increasing equivalence ratio linearly. The temperature below 600 °C and a high equivalence ratio facilitated rapid gasification. Temperatures above 600 °C decrease the production of tars. It was concluded that under operating conditions 650–750 °C and equivalence ratios of 0.2–0.4, the synthesis gas has calorific powers between 4 to 9 MJ/Nm
3 with a production of 1.8 to 3.7 Nm
3/kg. Another interesting aspect of gasification is the production of charcoals that can be applied, for example, in wastewater treatment processes. In this work coals with surface areas between 20 to 30 m²/g were produced.
The process of combustion of used tires its gaseous emissions are mainly influenced by the combustion temperature, excess oxygen inside the reactor and material particle size. Using thermogravimetric analysis, it was determined that there was an intense first phase of volatile combustion, followed by a less intense combustion phase with simultaneous burning of volatiles and coals and that the burning times are considerably shorter than coal [
23]. Fluidized bed tests are the most efficient in the waste management process. However, it is a more expensive technology with high operating and maintenance costs and requires considerable preparation of the material to be processed. Combustion in rotary kilns allows the burning of remnants of tires of varying particle sizes and relatively low operating costs, including the implementation of particulate filtration and emission control technologies. One of the concerns of this process has been the environmental impacts resulting from the formation of polycyclic aromatic hydrocarbons (PAH) [
24]. The type of reactor used in the combustion process largely influences toxic gas emissions.
Several studies comparing emissions from the combustion of used tires with charcoals found that NO
x emissions from tires are 3 to 4 times lower than those obtained with charcoals. The same has been observed for SO
2 emissions. CO and PAH showed higher tire burn concentrations than coal, but the amount of indirect PAH compounds is similar in both materials. On the other hand, several studies present the co-combustion of used tires with coal as an efficient way of energy recovery of this waste with low gas emissions [
25]. Other studies have proposed co-combustion of coal and pulverized tires to reduce CO
2 emissions, thereby mitigating emissions and solving the tire problem as waste. Nimmo et al. [
26] studied direct burn in co-combustion of pulverized tires and coal in a pilot plant and achieved an 80% reduction in NO
x emissions and how particle size influences emissions by determining that with 25 μm achieved an 80% reduction in NO
x emissions.
Kandasamy and Gökalp studied how to recover energy from tires. They performed pyrolysis, combustion and gasification tests. The gasification and combustion tests were carried out in an atmosphere of oxygen and steam, respectively. For the thermal gasification studies, they concluded that the complete conversion of the tires occurred only at 950 °C when it presented isothermal conditions in a steam environment. The main products were detected, such as CO
2, CO, H
2, which indicates the occurrence of oxidation reactions. During the combustion process, it was possible to detect the emission of the main gases, CO and CO
2, in addition to the emission of some hydrocarbons. Both for gasification and combustion, it was possible to detect the emission of sulfur, which generated coals with the presence. They concluded that despite the emissions and the presence of sulfur in the coals, the use of tires as an energy resource is viable [
27].
Another worldwide problem is the production of plastics and rubber, which achieved 36 Mton. The energy recovery of this waste has been carried out through the incineration process and in cement kilns. Plastics can reach a calorific value higher than 40 MJ/kg due to high carbon and hydrogen contents, and low ash contents. However, the possible emission of toxic compounds, such as chlorine, hydrogen chloride, phosgene, benzene and its derivatives, ammonia, and hydrogen cyanide, as well as formic acid, formaldehyde, phenol, and polychlorinated dioxins and furans, is one of the main objections to the energetic recovery of plastic waste. Therefore, because of the risk of harmful emissions during combustion, polyvinyl chloride (PVC), polyurethane (PUR), methyl polymethacrylate (PMMA), polyamide (PA), and phenol-formaldehyde (PF), require special attention in the selection of the combustion or gasification technology, and the cost of investment is a significant aspect for the decision [
28].
For producing high-quality H
2-rich syngas from biomass and plastic wastes, the gasification system is considered a suitable route [
29]. Refuse Plastic Fuel l (RPF), and wood pellets were tested in an air-blown Fluidized Bed Gasifier (FBG) for syngas utilization in a GE (Gas engine). With temperatures ranging from 700 °C to 940 °C and varying Equivalence Ratios (ER) of 0.3–0.5, some of the most important product gas characteristics were analyzed, including the Lower Heating Value (LHV) and tar concentration levels. Gas composition results revealed that the concentration tendencies varied for the product gases CO, H
2, and hydrocarbons, depending on the feedstock type, whereas the same tendencies were observed for CH
4 and tar concentrations [
30]. The biomass/plastic pellets are promising in hydrogen yield even they show a higher fine elutriation rate and tar generation. The use of biomass/plastic pellets in a catalyst bed yielded good results in terms of the hydrogen concentration (up to 32% vol.), even if an increase in tar production and in the fine/carbon elutriation rate was observed in comparison with wood pellets. vol.), even if an increase in tar production and in the fine/carbon elutriation rate was observed in comparison with wood pellets [
31]. Some scientific works consider the scheme of fuel-consuming equipment with a thermochemical heat recuperation system by using ethanol steam reforming. The main concept of thermochemical recuperation (TCR) is the transformation of exhaust gases heat into the chemical energy of a new synthetic fuel that has higher calorimetric properties such as low-heating value. Thermochemical recuperation can be considered as an on-board hydrogen production technology [
32].
Most plastic gasification studies are on co-gasification. Ahmed and Gupta [
33] studied the characteristics of gas produced in gasification and pyrolysis of plastic samples also containing rubber, between 800 °C and 900 °C. Gasification results showed significant hydrogen production at any temperature. Gasification showed a hydrogen production five times higher than that obtained in the pyrolysis process at 800 °C and seven times higher than 900 °C. The comparison of rubber gasification with forest biomass presented similar results. Rubber produced a greater amount of synthesis gas than forest biomass. These results suggest an important role for the co-gasification of plastics of biomass and rubber additions when working at high temperatures. Kaewluan and Pipatmanomai [
34] conducted co-gasification studies of forest biomass in a 100 kWth fluidized bed gasifier. Increasing moisture in the biomass has been found to cause a decrease in bed temperature, with such temperature drop having consequences on the quality and quantity of gas produced by negatively affecting the balance of gasification reactions. Gasification and carbon conversion efficiency decreased from 20% to 10%, while humidity increased from 9.5% to 22.5%. By adding 20% (% as percentage by weight) of rubber to forest biomass with a humidity of 27%, the reactor temperature rose by about 70 °C. In other words, adding rubber to biomass is a more effective process than simply drying up to 9.5% biomass. Besides, the addition of rubber is an important factor in promoting the Boudouard reaction, with increasing CO and decreasing CO
2.
In another work, Arena [
35] did the study of gasification using different chemically and thermally stable mixtures of plastics in a pilot installation of 400 kW at temperatures between 840 °C and 930 °C, a temperature range that allows a good carbon conversion. The synthesis gas produced presented superior calorific power of the order of 6 MJ/Nm
3, values that refer to being of quality to produce electric energy in commercial engines, namely, Otto engines or gas turbines. In the case of gas turbines, their economic viability will only be ensured using complex synthesis gas cleaning and purification systems. Modeling studies of the water vapor gasification process at temperatures in the order of 1000 °C, had relevant results, estimating the obtaining of synthesis gas with a lower calorific value of the order of 8 MJ/Nm
3 for plastic and 11 MJ/Nm
3 for rubber. As would be expected when using water vapor at such temperatures, hydrogen is the largest gas, about 50% to 60% of the volume of gas produced. The main difference between water vapor gasification and gasification using air as an oxidizing agent is the percentage of hydrogen relative to carbon monoxide in syngas; in the case of water vapor gasification, the percentage of hydrogen in the syngas is twelve times greater than carbon monoxide. Instead, in the case of gasification with air, the percentage of these two compounds is more or less the same. Likewise, the calorific value of the gas produced in water vapor gasification is twice as high, since there is no nitrogen in the syngas and the percentage of hydrogen increases substantially [
36].
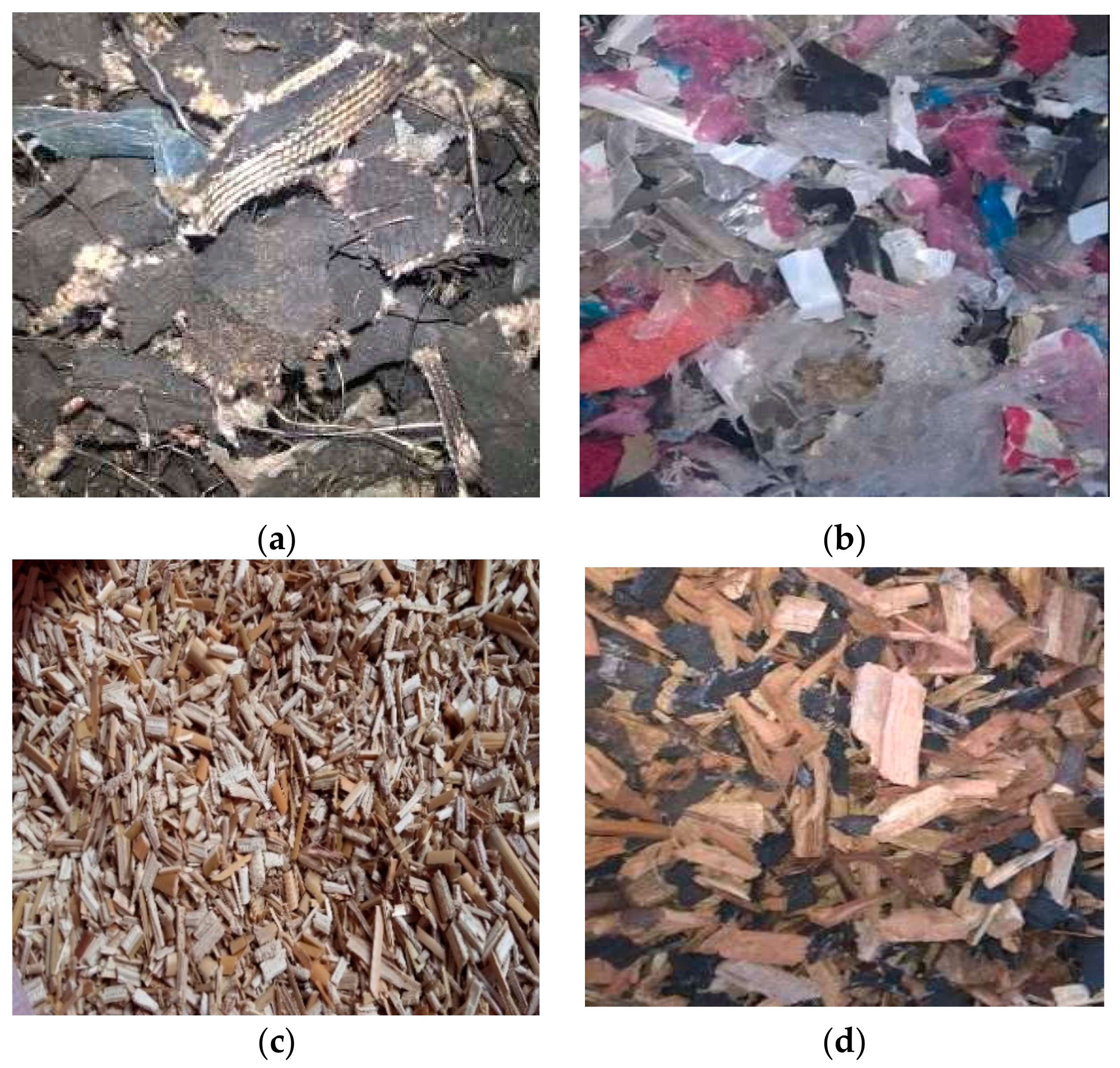
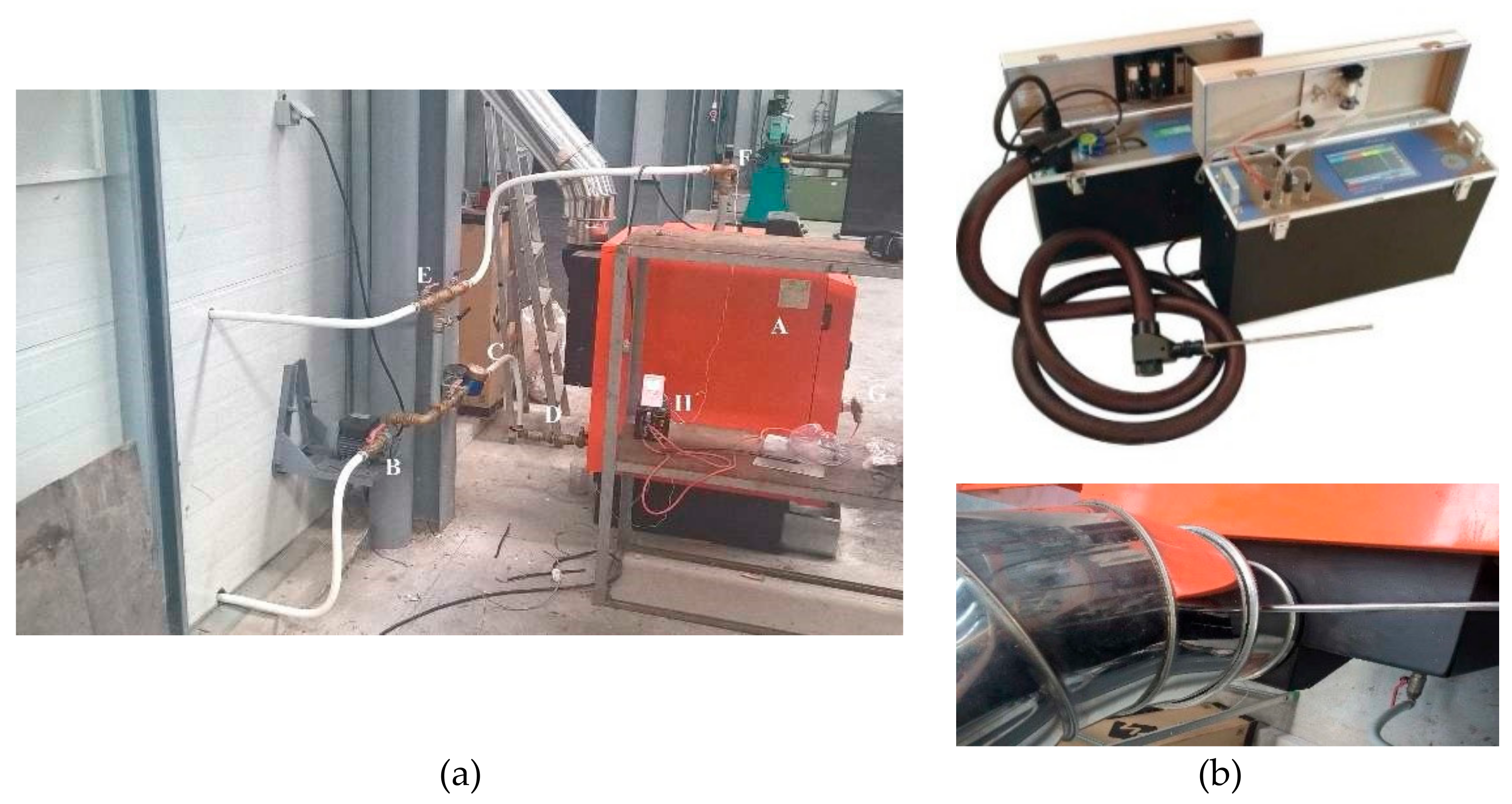
This work is aimed to study the energy recovery of tires and rubber-plastic mixed with biomass through combustion and gasification, and to determine the optimum conditions for both processes. Regarding the experiments, the tests were performed to observe the gaseous emissions at different thermal powers (66 kW and 157 kW) and temperatures (380 °C and 526 °C). Co-gasification was also tested to investigate the synthesis gas composition and its heating value at temperatures between 790 °C and 900 °C.
3. Results and Discussion
The average proximate, ultimate, and HHV of the inserted fuels are illustrated in
Table 6. The results of biomass analysis were obtained based on the characterization of biomass, the heating values of biomass, proximate analysis and ultimate analysis [
50].
It is possible to observe that HHV obtained in the case of tires (38.6 MJ/kg) and of plastics and rubbers (31.6 MJ/kg) was twice the value of acacia and miscanthus, being similar results to those reported by others studies [
51,
52]. This evidence is due to the presence of high carbon content in polymeric fuels relative to the lignocellulosic fuels. The results also show that waste understudy has a high potential for energy production. Wastes of tires and plastics+rubbers may pose a risk to equipment not prepared to support so high HHV’s. Biomass energy production equipment typically has a recommended limit of 18 MJ/kg for the calorific value of the fuel [
45].
The elemental analysis also reveals the presence of high sulfur content in the tires. The main source of SO
2 emissions into the atmosphere is the combustion of substances containing sulfur in their composition. Most of the time sulfur is present in the material as a contaminant and the elimination of this compound is economically unfeasible since it would involve very high costs that would increase the price of the final product. When thermal processes are carried out at a high temperature and with the presence of atmospheric air, the factors that favor the formation of SO
2 are assembled [
53].
Boiler temperature variation with the feed composition is mainly attributed to the excess of O2 in the combustion and failure to constantly feed biomass (mainly with a high percentage of mixtures). Ideally, in combustion processes in this type of equipment, the excess of air is between 5% to 8%, when passing the upper limit, the temperature tends to fall and when being below 5%, the temperature rises, although the combustion is not complete.
3.1. Combustion Tests
The results of the co-combustion of used tires with miscanthus in the blends are exposed in
Table 5. The operating parameters and analysis of the exhaust gases are presented in
Table 7 and
Table 8.
The first aspect to be mentioned is that the fuel feeding was constant (9.6 kg/h) over the duration of the tests, with an increase in the power produced when the fraction of tires also increased. With the mixtures of 40% and 60%, it was difficult to achieve automatic boiler feeding and constant operator intervention was required. A significant amount of ashes was quantified (0.508 kg/h on average), as well as the formation of fused and aggregated ashes that, without human intervention, would clog inlet air and fuel systems.
The results allowed to verify the inverse proportionality between CO2 and O2 concentrations, having both a point of inversion in the blend with 20% of tires. In this case, the concentration of both gases achieved 11.7 and 7.9, respectively. The test with 100% miscanthus presents more CO2 than the tests carried out with the tire mixes, a possible explanation is that forestall biomasses are not burned automatically, it suffers thermal degradation and later enters the combustion phase, this occurs because, during the combustion process, oxygen is consumed on the surface of the semi-coal and diffused insignificantly inside it. Regarding the mixture with tires, CO2 seems to remain stable in the three tests, clearly demonstrating that remarkable reactions of polymers with oxygen are somewhere between 400 °C and 600 °C. Long hot-zone residence times and high activation energies are necessary for the formation of stable substances and products such as CO2. Short hot-zone residence times have a quenching effect; oxygen consumption is stopped, and thermodynamic metastable or unstable products are formed.
For the case of NO and NO
x emissions, a slight rise is observed throughout the test with tires; they remained stable as a result of the high temperatures achieved. Particle sizes influence NO
x emissions. NO
x emissions in different particle sizes and feed intervals mean NO
x emission increases with particle size. During the combustion of tires particles of different sizes, the creation of NO
x and its reduction to N
2 occurs simultaneously, how it can be observed in test 3 and test 4 [
54]. The intermediate products of N-fuel cracking can easily be transformed into NO
x by reacting with oxygen in the bed area [
55]. In addition, smaller particles are more prone to devolatilization. Un-reacted char of smaller particles and CO are carried up to the freeboard zone and reduce NO
x to N
2. Therefore, the NO
x emission is lower at smaller particle sizes, thus, NO
x emissions are inferior.
The SO
2 emissions rose continuously to 1305 mg/Nm
3 with 60% of tires. These emissions are the result of sulfur being a major component in tire manufacturing. In fact, the elemental analysis of the tires indicated a strong presence of sulfur (5.6% by mass). The increase in SO
2 emissions was a consequence of the increase in the percentage of tires [
56]. The SO
2 emissions steadily increase to around 1.3 g/Nm
3 with the 60% polymer mixture, more than doubling the limit set out in Table 4, Annex A, of Ordinance N°.675/2009, of 23 June [
57], making it necessary to mitigate SO
2 emissions.
An aspect to be analyzed is the variation of the amount of biomass admitted to the reactor. There was a decrease in fuel feeding as the percentage of plastics and rubbers increased in the tests. This observation is related to the greater calorific value that plastics and rubber present towards miscanthus. However, for mixing percentages above 40% there is a clear difficulty in feeding the reactor without operator intervention. These percentages were also verified for the formation of fused and aggregated ashes which, without human intervention, would obstruct the air and fuel system.
A variation of the levels of carbon monoxide, carbon dioxide and unreacted oxygen as a function of the percentage of plastics and rubber in the mixture was observed. A simultaneous decrease of carbon dioxide and carbon monoxide was detected, with an increase in the unreacted oxygen as the percentage of polymers was increased. This trend is in line with the fixed carbon content of fuels, test 1 with 100% miscanthus demonstrated a fuel with more fixed carbon, as the plastics in the mixture increase, the amount of carbon in the fuel decreases, how it can be observed in the test of 60% and 40% of polymeric waste. In the fuel-rich region, the emissions of carbon are slightly higher than those of most other mixtures, indicating a more effective burning. The balance of carbon was converted to CO, to unburned (gas phase or condensed) hydrocarbons, or remained unoxidized in the solid residue [
58,
59].
As already mentioned, with higher percentages of polymers greater difficulties were encountered in carrying out the combustion process. Thus, these results show that, although more material is being admitted, it does not react completely, which is a limitation for this type of system. For the most hazardous compounds, the variation of the NO
x, NO and SO
2 emissions as a function of the tested mixtures, there was a decrease in gaseous emissions with an increase in the percentage of plastics and rubber. It was also verified that this decrease may be related to the loss of efficiency of the combustion process. Nitrogen content in plastics and rubbers is lower than miscanthus, so the effect of NO
x formation is lesser (test of 60% and 40% polymeric waste). The formation of NO
x is related to the time that the products remain in the gas phase inside the boiler, with the increase in the residence time of the gas in the boiler, there is an interaction with hydrocarbon radicals that are in the flame zone, increased in NO
x production [
60]. This tendency is in agreement with that of polymeric combustion by Baron [
61] et al. who referred that NO
x concentration depends on the nitrogen the content of the fuel and is not prejudiced by irregular feeding interval.
The elemental analysis of plastics and rubbers did not indicate the presence of sulfur, so it was assumed that SO
2 emissions were due to the sulfur present in miscanthus pellets (0.8–1.9% by mass) [
56].
Emissions from tests with plastics were lower than those from tires and do not exceed the limits allowed by Portuguese legislation (<500 mg/Nm
3). The ash analysis in combustion tests was performed in terms of HHV, proximate and ultimate. In the following
Table 9 the results obtained are presented:
For coals resulting from the co-combustion of tires and the co-combustion of plastics and rubbers understudy, the HHV value is 19.6 MJ/kg and 15.5 MJ/kg, respectively. These values fall within the range in which the fossil coals fit (14.6 MJ/kg to 26.7 MJ/kg) [
62]. It would, therefore, be interesting to experiment with the water vaporization of these coals, for the production of synthesis gas to assess its calorific content, as proposed in other works using coals from sludge, rape, and miscanthus [
63] on the elemental analysis obtained from the ashes resulting from combustion processes.
As expected, for proximate analysis the levels of fixed carbon and inorganic matter present in the ash showed the highest mass proportions, an average percentage of about 80.0%, the obtained values are in accordance with other researchers [
64]. The low moisture content suggests the possibility of direct combustion of coal to obtain energy without the application of a drying treatment and the consequent additional energy consumption if the material is properly stored. An analysis of their surface area is suggested for the possible use of infiltration and electrolysis systems. There are two opposing effects to the process: the first implies that volatiles will react first with available oxygen, preventing the consumption of fixed carbon. The second effect is faster combustion, which will increase the temperature and this temperature increase tends to help the combustion of fixed carbon [
65]. The high amount of carbon in the ash resulting from the co-combustion of plastics and rubbers is explained by the relatively low temperatures observed, indicating that only the volatile component would have been effectively oxidized, with much of the fixed carbon remaining in the ash. In the co-combustion of the tires, having a lower volatile component and a higher temperature during the tests, there was a decrease in the fixed carbon percentage compared to the other biomasses.
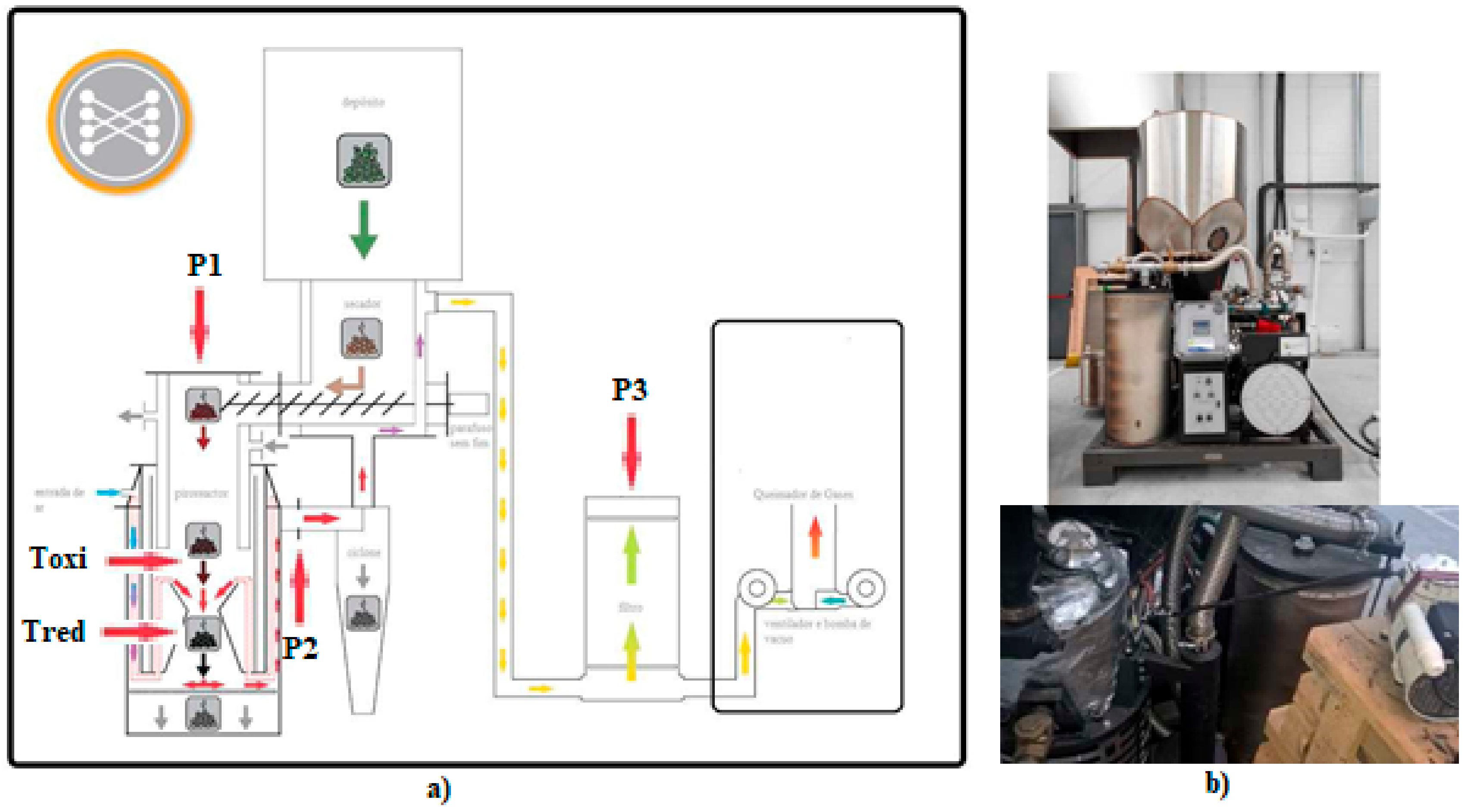
3.2. Gasification Tests
Table 10 and
Table 11 present the co-gasification results for mixtures with acacia and used tires or plastics and rubbers, respectively. The operating parameters and analysis of the syngas are presented in the tables.
Regarding co-gasification with tires, the fuel gas produced in greater quantity in the syngas is carbon monoxide, with percentages ranging from 4.8% to 11.4%. The molecular hydrogen produced ranged from 2.3% to 6.2% and methane from 2.5% to 4.3%. The biomass intake was reduced from about 7 kg/h with 0% tires to about 1.8 kg/h with 40% tires. Above 60% it was not possible to carry out the process. As for the calorific value of the syngas, it has been verified that it assumes higher values in co-gasification with small amounts of tires in the blend.
Considering the high carbon content of used tires, this may lead to conditions to produce high amounts of chars in the gasification process. Several studies pointed to the need for increasing the co-gasification temperature as the percentage of tires in the mixture increases or decreases the size of the tire particles to reduce char production [
66].
The equivalence ratio of ER value has a lot of influence on gasification temperature. The influence of the ER on the gasification temperature is illustrated in
Table 10 and
Table 11. As can be seen, the gasification temperature increases with the decrease in the ER value. This is because the biomass needs more air the thermochemical degradation to maintain the gasification temperature than the polymer. The polymer is more combustible than biomass and does not need as much oxygen to be converted into thermochemical processes. As you can see, the ER decreases as the number of polymers in the mixture increases.
The results obtained demonstrate that optimal conditions were at low tire percentages (below 40%). This can be one of the justifications that explain the decrease of calorific value of syngas with the rise of tires in the mixtures, and the high amount of unconverted material within the reactor at the end of the test [
67].
Like the used tires, the gasification of plastics and rubbers produces a syngas relatively rich in carbon monoxide (with volumetric proportions between 3.4% and 8.3%), molecular hydrogen (between 2.2% and 5.9%), methane (between 3.7% and 4.3%) and traces of ethylene (less than 0.2%). The results for the calorific value were 2.6 MJ/Nm
3 (100 % acacia), 3.09 MJ/Nm
3 (20% plastics and rubbers) and 2.53 MJ/Nm
3 (40% plastics and rubbers). It can be concluded that the highest energy potential found was in the test with 20% of wastes. The biomass intake was reduced from about 7 kg/h with 0% plastics and rubbers to 1.875 kg/h with 20% plastics and rubber. At 60% it was not possible to gasify or even feed the reactor, because the density of the fuel was very low. Under these conditions, there was still a high condensate production (0.36 L/h). The decrease in the equivalence ratio leads to higher oxidation of the carbon with the release of more CO (about 8.3% by volume). The amount of nitrogen was inversely proportional to the LHV. The reduction zone temperature had a beneficial influence in the LHV of the syngas, and this fact is reported by several authors [
22], which shows that the increase in temperature for biomass with these characteristics results in an increase in the calorific value of the syngas [
36].

 ,
, 






{kind=link}
{kind=link}
{kind=link}