Combined Gasification-Oxidation System for Waste Treatment with Supercritical Water: LCA and Performance Analysis


 ,
,  ,
, 
Abstract
:1. Introduction
- The conversion of organics to gas is complete only in very limited cases. For instance, when the organic concentration is low (say <5 %wt), when the reactor temperature is very high (T > 700 °C), when special catalysts are used, or when the C/O mole ratio in the organic matter is low [5].
- SCWG needs a high amount of heat to bring water to operating conditions. This heat increases when the organic concentration is kept low [6].
- The amount of organic matter that is not converted to gas remains dissolved in liquid water after depressurization of the effluent stream. This polluted water has high organic content that must be treated as special waste [7].
2. Materials and Methods
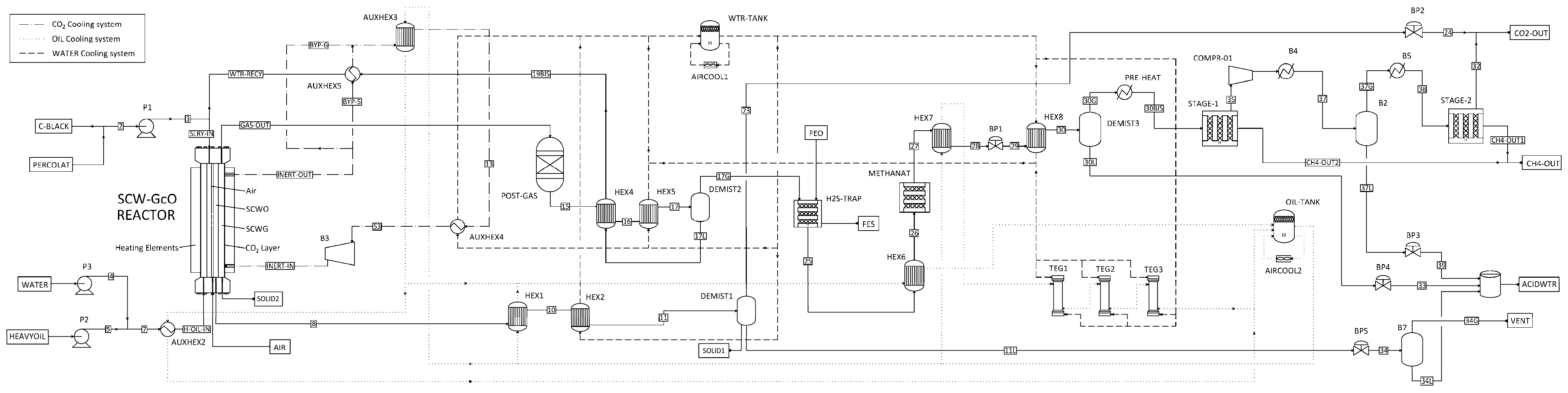
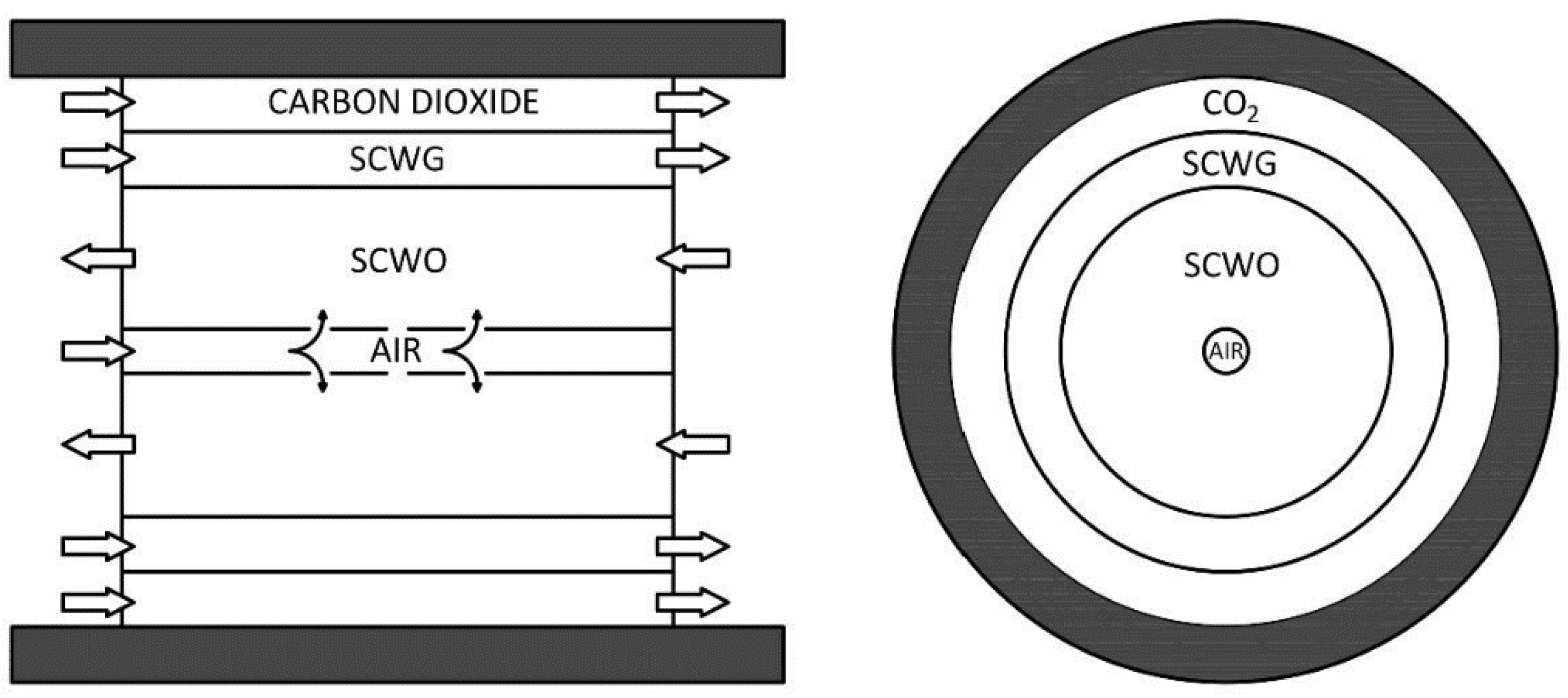
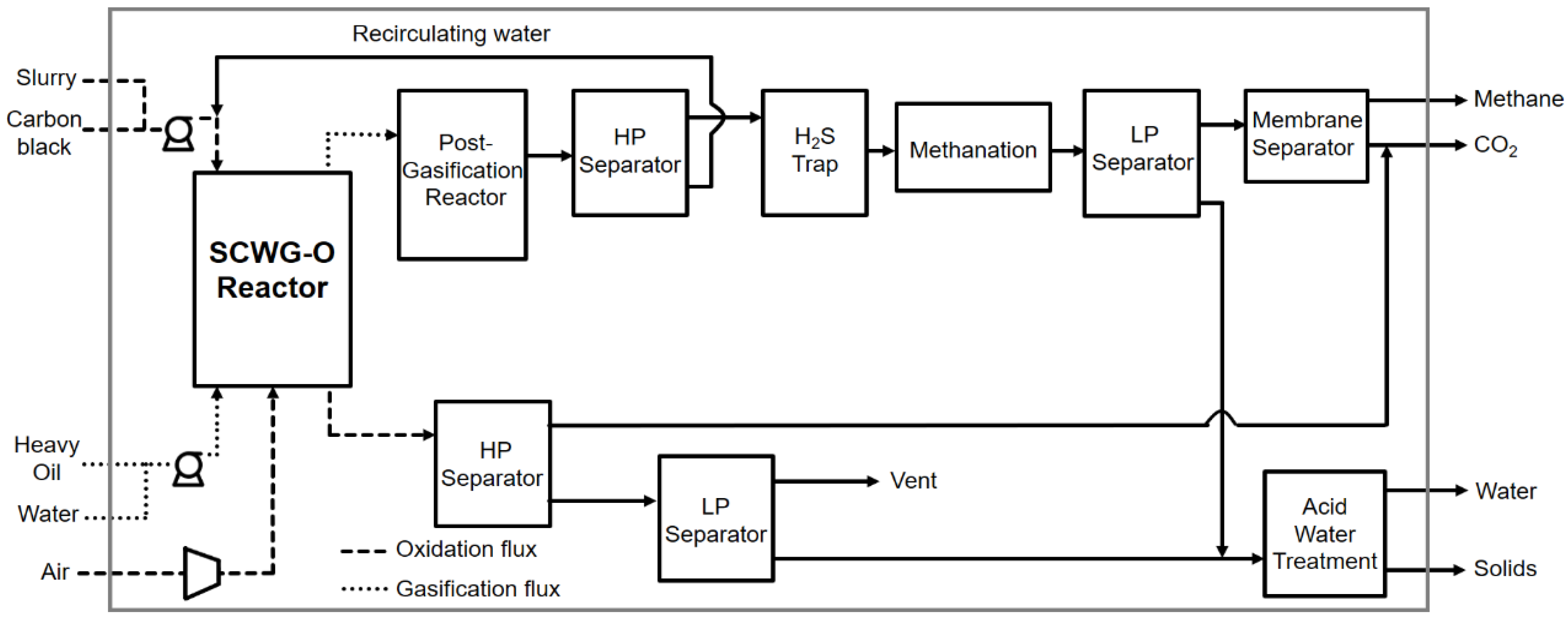
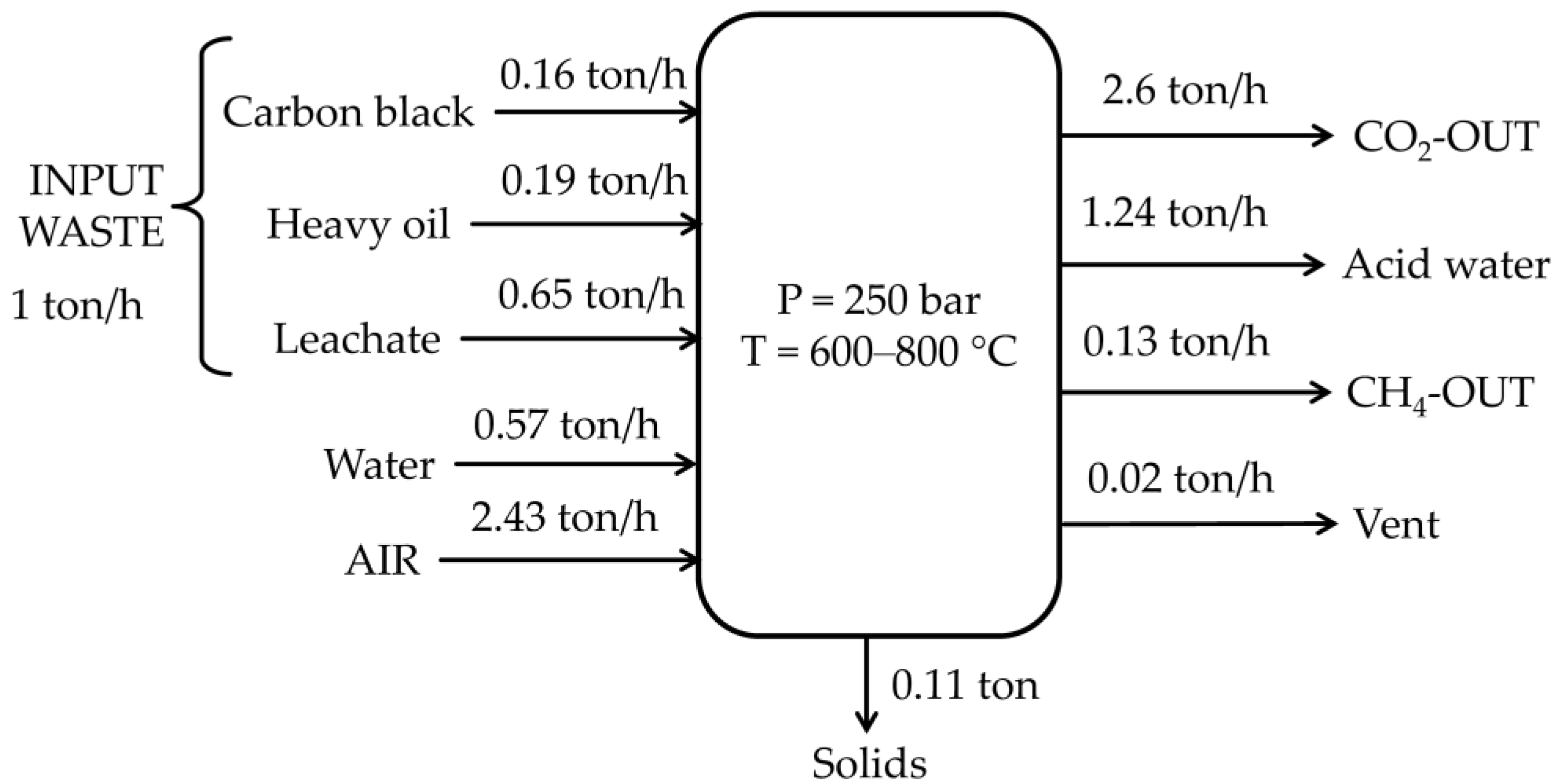
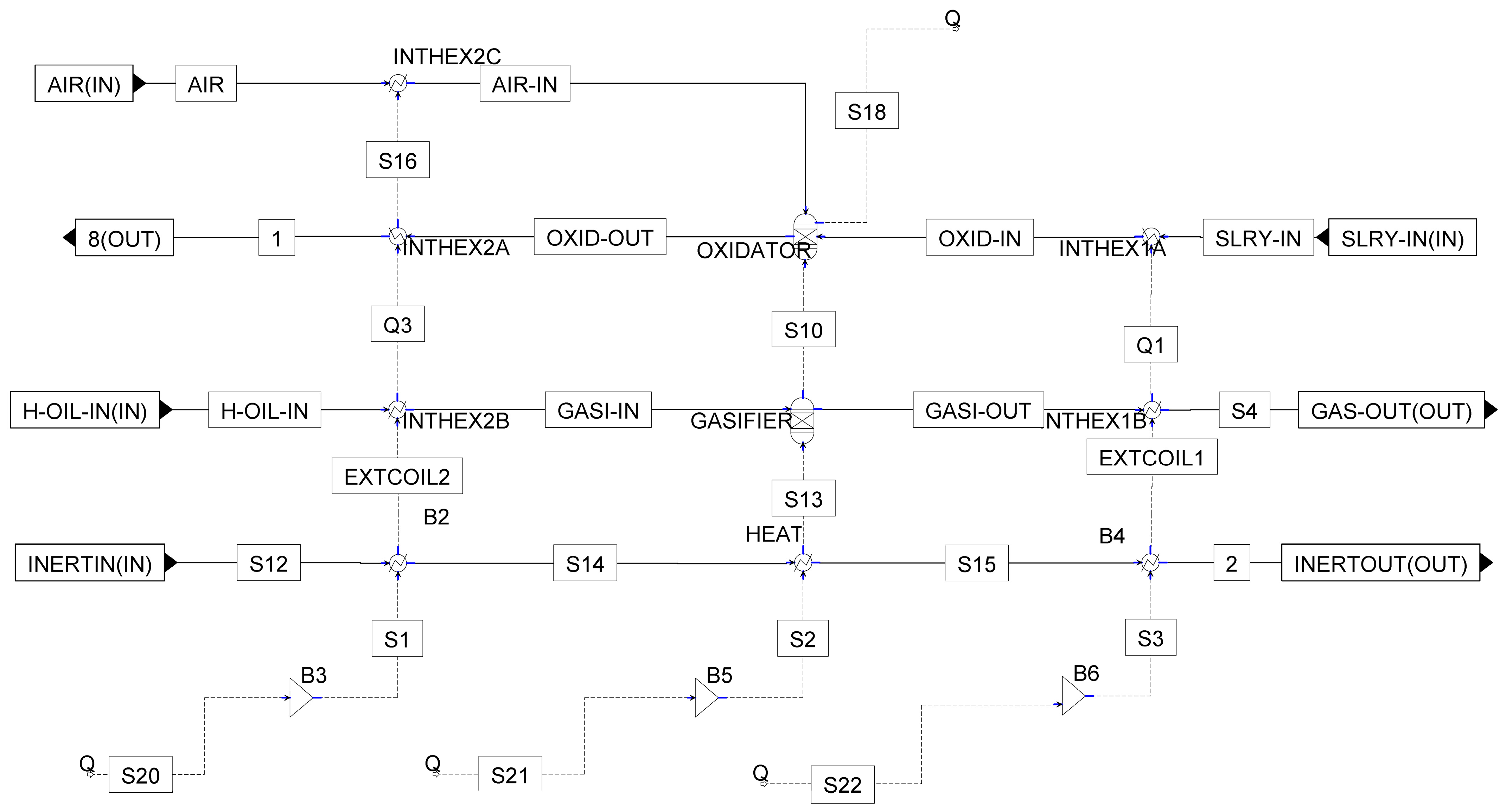
2.1. A New Process Design
- Since supercritical water gasification does not reach 100% efficiency (typical efficiency is between 60 and 90% depending on the feedstock), the liquid residue of gasification that is a harmful waste can be destroyed in the integrated oxidation section.
- The SCWO generates the heat that is necessary to sustain the endothermic gasification with an improvement in the heat balance of the process.
2.2. Model and Simulation
2.2.1. Gasifier and Oxidizer Model
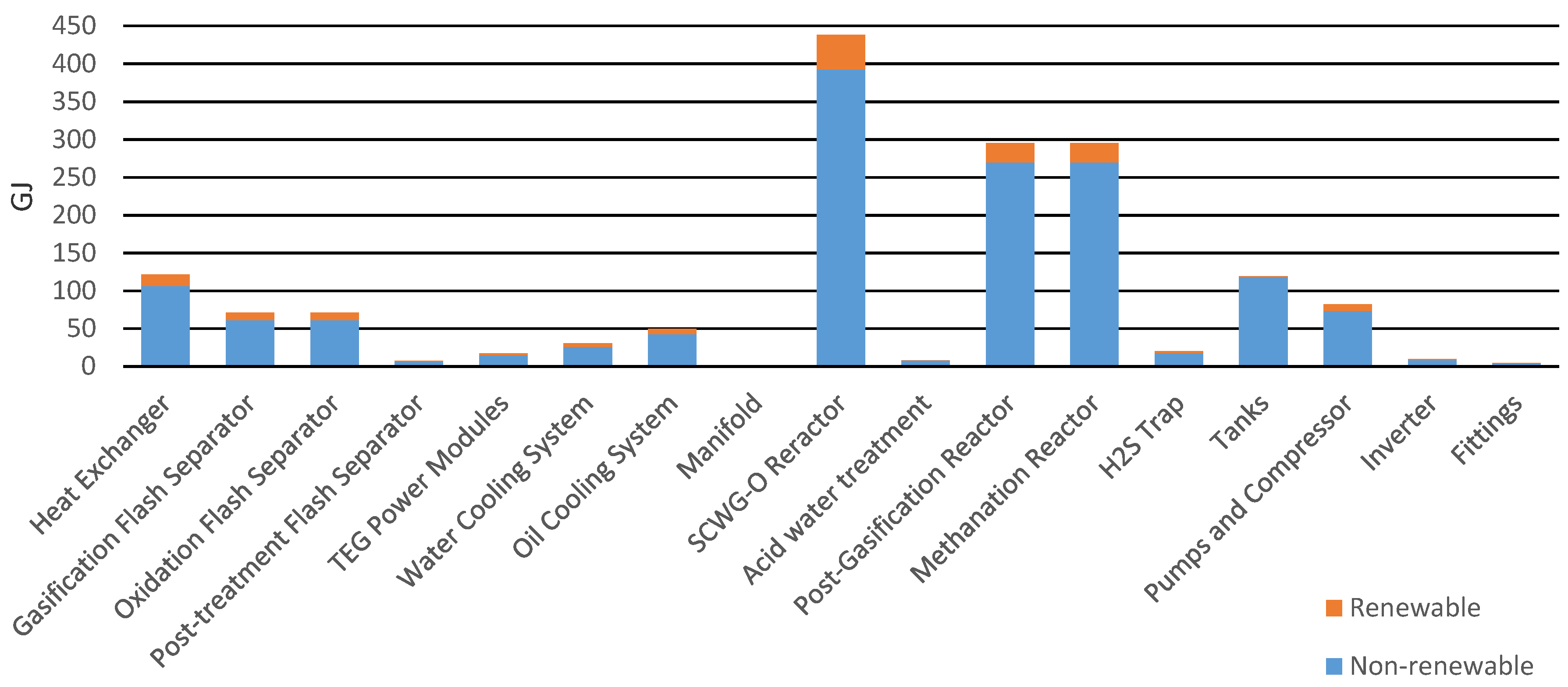
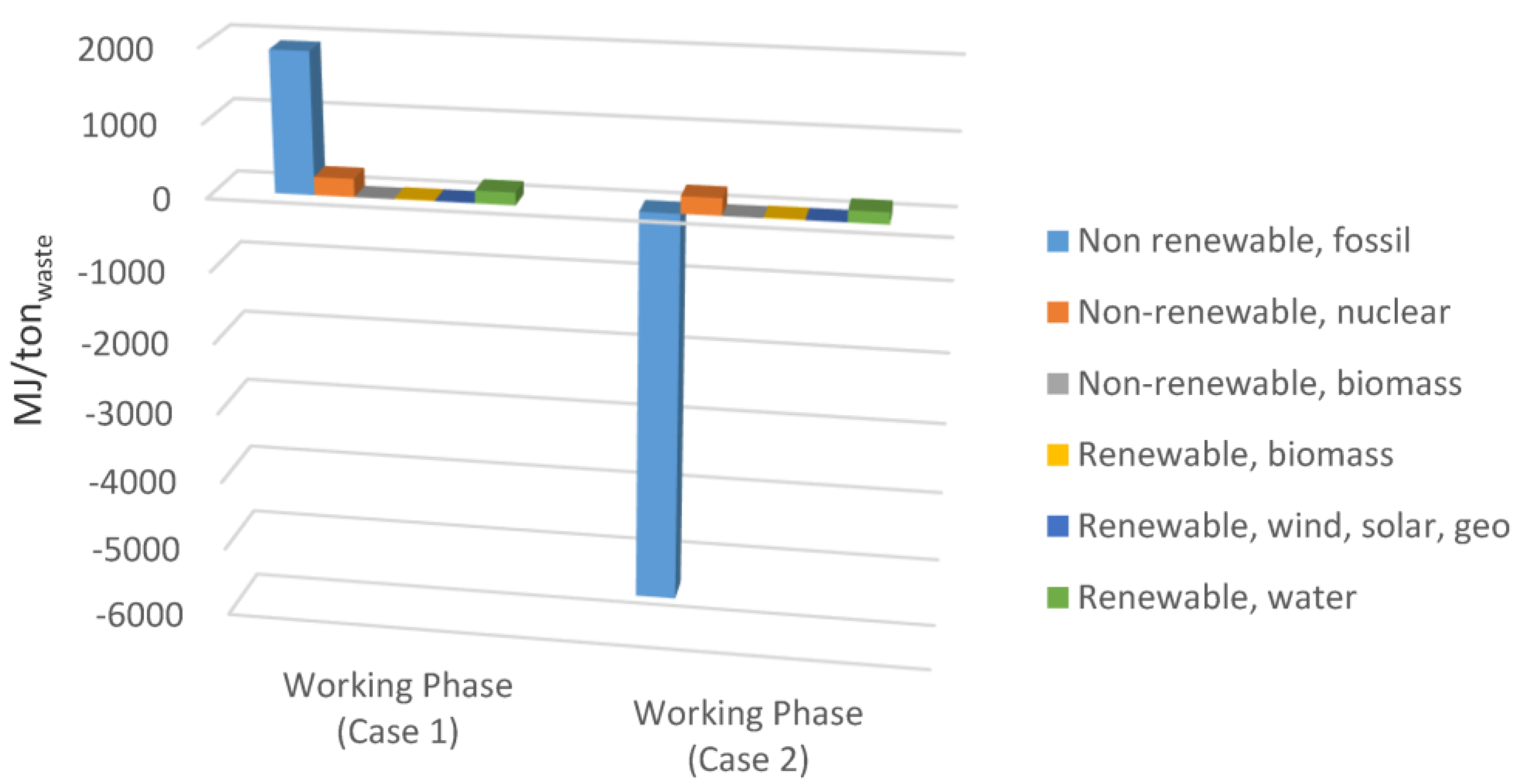
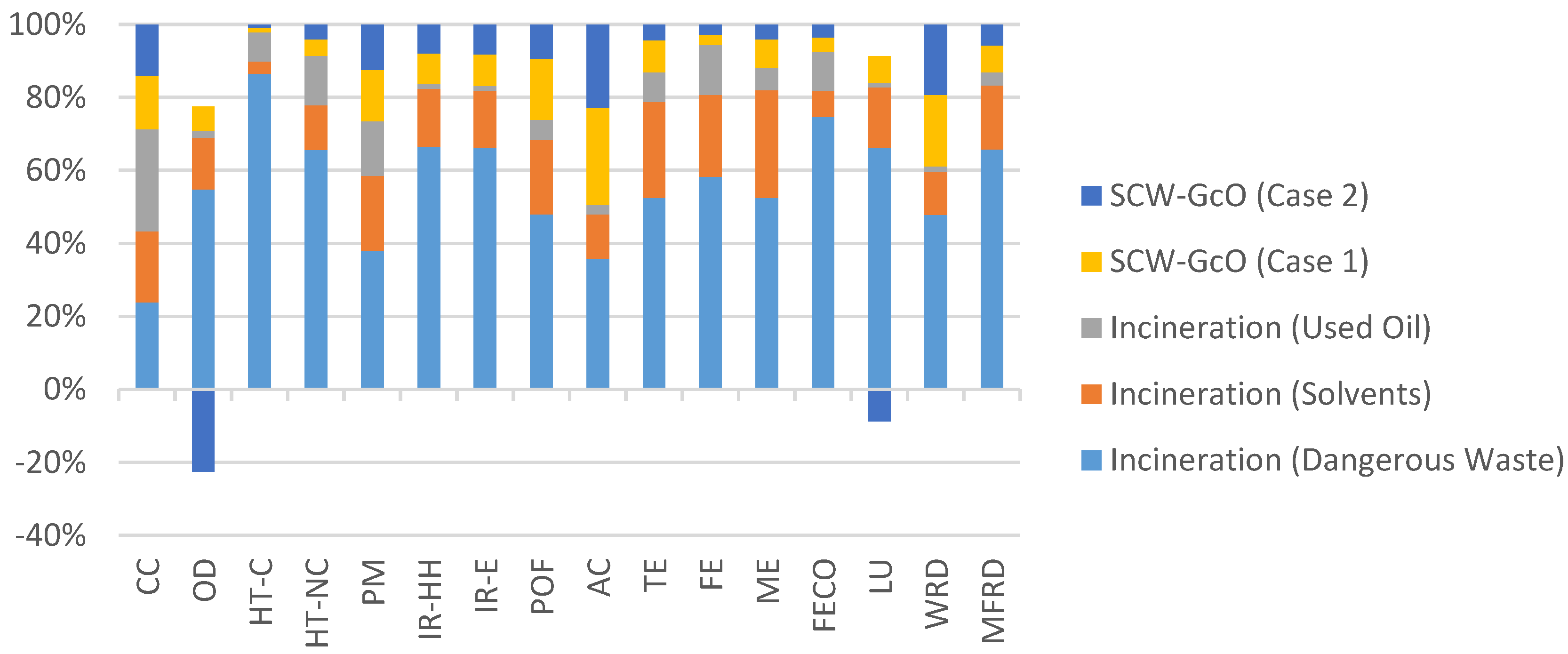
2.2.2. Life Cycle Assessment
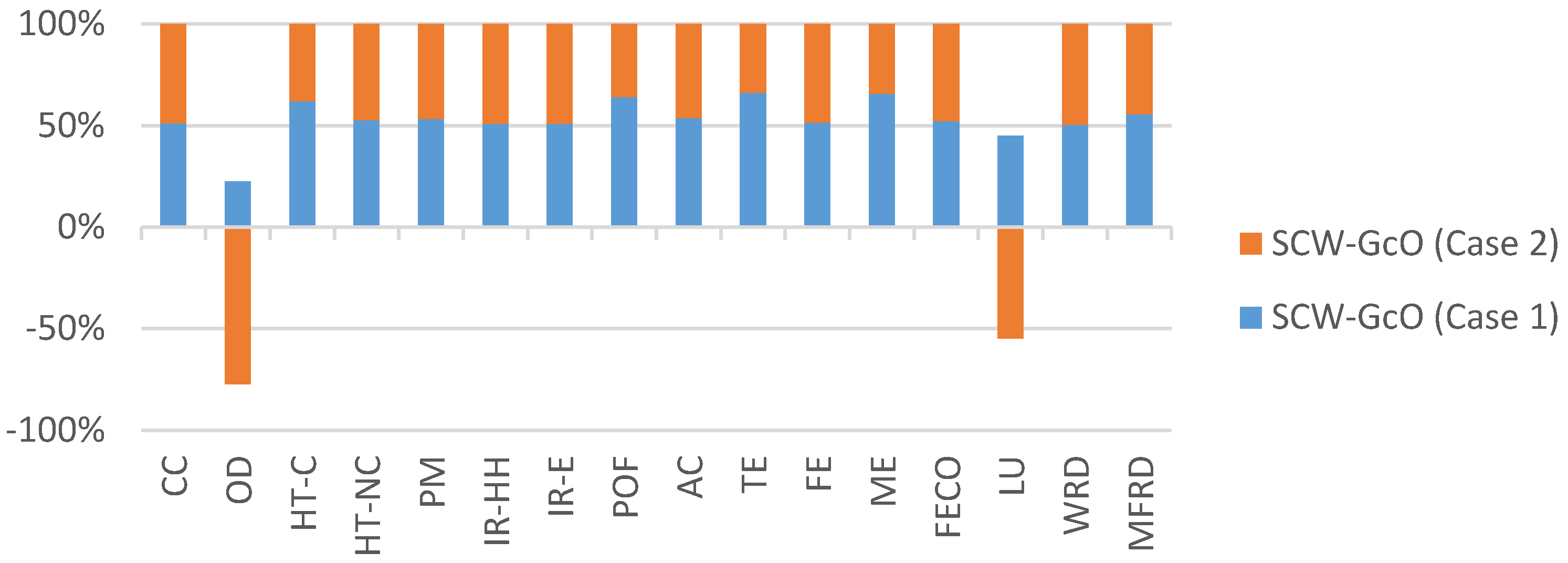
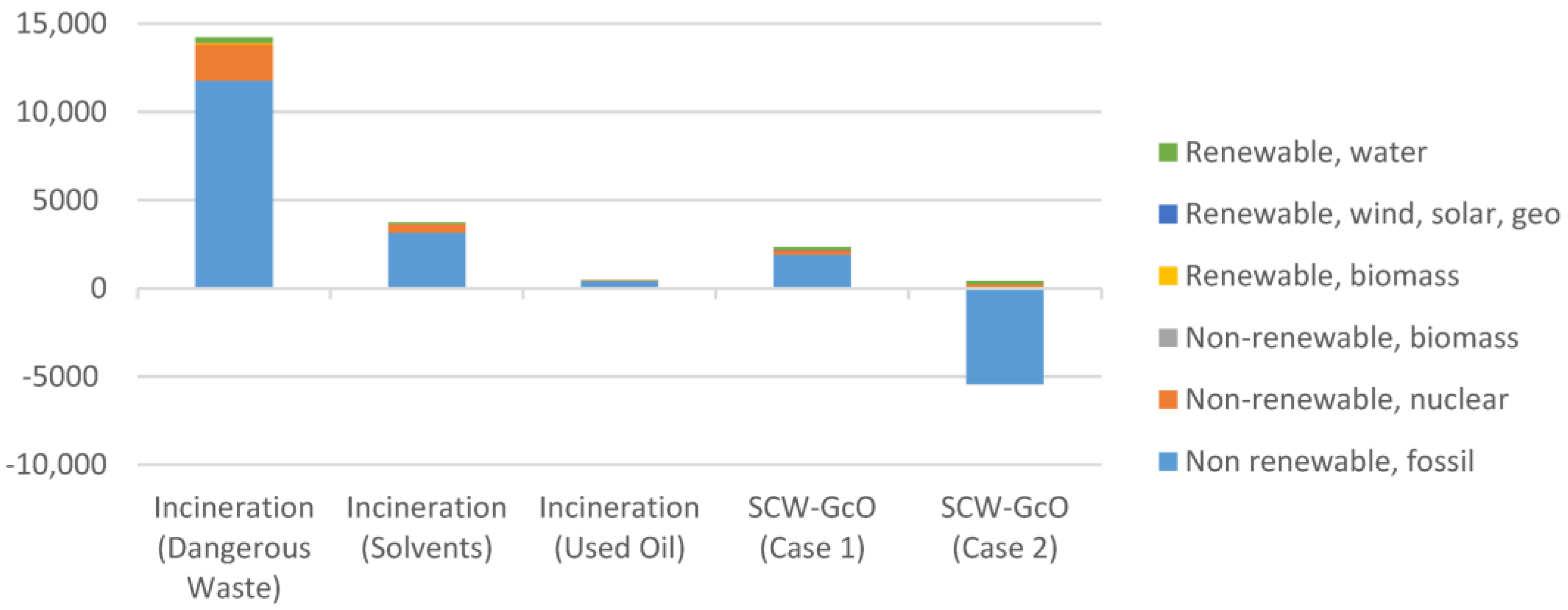
- In the first (Case 1) the co-production of methane was not considered; and
- In the second (Case 2) the avoided impact associated with this valuable product was quantified.
3. Results and Discussion
4. Conclusions
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heavy Oil Composition [%weight] | |||
|---|---|---|---|
| Naphthalene | 12.0% | Diphenyl | 2.0% |
| Ethylbenzene | 6.6% | Acenaphthene | 1.8% |
| Cyclohexane | 5.7% | Fluorne | 1.2% |
| Cyclopentane | 5.4% | Benzothiophene | 1.1% |
| Benzene | 4.7% | Phenanthrene | 1.0% |
| 2,3-Dimethylpentane | 4.5% | 1,2-ethanedithiol | 1.0% |
| 2-Methylhexane | 4.4% | Thiophene | 1.0% |
| 2,2-Dimethylpentane | 4.4% | 3-methylthiophene | 0.9% |
| 2,4-dimethylpentane | 4.4% | 2-methylthiophene | 0.9% |
| 3-methyl-pentane | 4.3% | Diethyl-disulfide | 0.9% |
| Bicyclo-2-2-1-heptane | 4.3% | Acenaphthalene | 0.8% |
| N-hexane | 4.3% | Dimethyl-sulfide | 0.8% |
| 2-methyl-pentane | 4.3% | Methyl-ethyl-sulfide | 0.8% |
| N-pentane | 4.1% | methyl-n-propyl-sulfide | 0.8% |
| 1,2-diphenylethane | 2.3% | Methyl-t-pentyl-sulfide | 0.8% |
| 3-ethylpentane | 2.2% | 1-pentanethiol | 0.8% |
| 3,3-dimethylpentane | 2.2% | 2-pentanethiol | 0.7% |
| 3-methylhexane | 2.1% | Methyl-t-butyl-sulfide | 0.7% |
References
- National Research Council. Waste Incineration and Public Health; National Academic Press: Washington, DC, USA, 2000; ISBN 9780309063715. [Google Scholar]
- Brunner, G. Near critical and supercritical water. Part I. Hydrolytic and hydrothermal processes. J. Supercrit. Fluids 2009, 47, 373–381. [Google Scholar] [CrossRef]
- Guan, Q.; Wei, C.; Savage, P.E. Kinetic model for supercritical water gasification of algae. Phys. Chem. Chem. Phys. 2012, 14, 3140–3147. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.; Wang, S.Z.; Xu, D.H.; Gong, Y.M.; Ma, H.H.; Tang, X.Y. Review of catalytic supercritical water gasification for hydrogen production from biomass. Renew. Sustain. Energy Rev. 2010, 14, 334–343. [Google Scholar] [CrossRef]
- Reddy, S.N.; Nanda, S.; Dalai, A.K.; Kozinski, J.A. Supercritical water gasification of biomass for hydrogen production. Int. J. Hydrog. Energy 2014, 39, 6912–6926. [Google Scholar] [CrossRef]
- Kruse, A. Supercritical water gasification. Biofuels Bioprod. Biorefining 2008, 2, 415–437. [Google Scholar] [CrossRef]
- Cherad, R.; Onwudili, J.A.; Biller, P.; Williams, P.T.; Ross, A.B. Hydrogen production from the catalytic supercritical water gasification of process water generated from hydrothermal liquefaction of microalgae. Fuel 2016, 166, 24–28. [Google Scholar] [CrossRef] [Green Version]
- Bermejo, M.D.; Cocero, M.J. Supercritical water oxidation: A technical review. AIChE J. 2006, 52, 3933–3951. [Google Scholar] [CrossRef]
- Vadillo, V.; Sánchez-Oneto, J.; Portela, J.R.; De La Ossa, E.J.M. Problems in supercritical water oxidation process and proposed solutions. Ind. Eng. Chem. Res. 2013, 52, 7617–7629. [Google Scholar] [CrossRef]
- Brunner, G. Hydrothermal and Supercritical Water Processes (Supercritical Fluid Science and Technology—Volume 5); Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780444594136. [Google Scholar]
- Cocero, M.J.; Alonso, E.; Sanz, M.T.; Fdz-Polanco, F. Supercritical water oxidation process under energetically self-sufficient operation. J. Supercrit. Fluids 2002, 24, 37–46. [Google Scholar] [CrossRef]
- CHANG, S.; Liu, Y. Degradation mechanism of 2,4,6-trinitrotoluene in supercritical water oxidation. J. Environ. Sci. 2007, 19, 1430–1435. [Google Scholar] [CrossRef]
- Marrone, P.A. Supercritical water oxidation—Current status of full-scale commercial activity for waste destruction. J. Supercrit. Fluids 2013, 79, 283–288. [Google Scholar] [CrossRef]
- Shaw, R.W.; Dahmen, N. Destruction of toxic organic materials using super-critical water oxidation: Current state of the technology. Supercrit. Fluids 2000, 425–437. [Google Scholar] [CrossRef]
- Qian, L.; Wang, S.; Xu, D.; Guo, Y.; Tang, X.; Wang, L. Treatment of sewage sludge in supercritical water and evaluation of the combined process of supercritical water gasification and oxidation. Bioresour. Technol. 2015, 176, 218–224. [Google Scholar] [CrossRef] [PubMed]
- Portela Miguelez, J.R.; Sanchez Oneto, J.; de la Ossa Fernandez, E.J.M.; Garcia Jarana, M.B.; Casademont Lanzat, P. Integrated Oxidation and Gasification of Aqueous Organic Waste in Supercritical Water (WO 2018/065641 A1) 2018. Available online: https://patentscope.wipo.int/search/es/detail.jsf?docId=WO2018065641 (accessed on 20 December 2020).
- Wang, Y.; Wang, S.; Guo, Y.; Xu, D.; Gong, Y.; Yu, G.; Yu, H. Supercritical water oxidation of lurgi coal gasification wastewater and evaluation of the combined process with gasification. Adv. Mater. Res. 2013, 610–613, 2203–2210. [Google Scholar] [CrossRef]
- Wang, Y.Z.; Wang, S.Z.; Guo, Y.; Xu, D.H. Evaluation of the combined process of aammonia distillation-evaporation concentration—Supercritical water gasification - supercritical water oxidation for coking wastewater treatment. Adv. Mater. Res. 2013, 763, 191–194. [Google Scholar] [CrossRef]
- Consonni, S.; Viganò, F. Waste gasification vs. conventional Waste-To-Energy: A comparative evaluation of two commercial technologies. Waste Manag. 2012, 32, 653–666. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Zhang, Y.; Xu, C.; Hsu, C.S. Molecular characterization of sulfur-containing compounds in petroleum. Fuel 2018, 221, 144–158. [Google Scholar] [CrossRef]
- Daling, P.S.; Cooper, D.; Buist, I.; Faksness, L.; Altin, D.; Pettersen, T.; Bakken, O.M. Characterization of Low Sulfur Fuel Oils (LSFO)—A New Generation of Marine Fuel Oils; SINTEF: Trondheim, Norway, 2020. [Google Scholar]
- International Agency for Research on Cancer. Polynuclear Aromatic Hydrocarbons, Part 2, Carbon Blacks, Mineral Oils (Lubricant Base Oils and Derived Products) and Some Nitroarenes; IARC Working Group on the Evaluation of Carcinogenic Risks to Humans: France, 1984; 33, ISBN 9283212339. Available online: https://pubmed.ncbi.nlm.nih.gov/6590450/ (accessed on 20 December 2020).
- International Agency for Research on Cancer. Some Non-Heterocyclic Polycyclic Aromatic Hydrocarbons and Some Related Exposures; IARC Working Group on the Evaluation of Carcinogenic Risks to Humans: France, 2010; 93. Available online: https://www.ncbi.nlm.nih.gov/books/NBK321712/ (accessed on 20 December 2020).
- Caputo, G.; Rubio, P.; Scargiali, F.; Marotta, G.; Brucato, A. Experimental and fluid dynamic study of continuous supercritical water gasification of glucose. J. Supercrit. Fluids 2016, 107, 450–461. [Google Scholar] [CrossRef]
- Brucato, A.; Caputo, G.; Grisafi, F.; Scargiali, F.; Tumminelli, G.; Tuzzolino, G.; D’Agostino, R.; Rizzo, R. Plant for waste disposal and associated method (WO 2016/166650 Al) 2016, 39. Available online: https://iris.unipa.it/retrieve/handle/10447/219751/395225/Brevetto_WO2016166650%28A1%29.pdf (accessed on 20 December 2020).









| Heavy Oil | Carbon Black | ||
|---|---|---|---|
| HHV [MJ/kg] | 43.39 | HHV [MJ/kg] | 37.77 |
| Composition | Composition [%weight] | ||
| Heavy oil was simulated as a mixture of 36 compounds, including alkanes such as hexane, cycloalkanes, and aromatics such as benzene and thiophene (complete composition is reported in Table A1) | Carbon | 15.9% | |
| Pyren | 15.7% | ||
| Fluoranthene | 15.7% | ||
| Anthracen | 13.8% | ||
| Phenanthrene | 13.8% | ||
| Naphthalene | 12.4% | ||
| Dibenzopyrrole | 6.1% | ||
| Dinitrophenol | 3.3% | ||
| 4,6dimethyldibenzothiophene | 1.2% | ||
| 4-methyldibenzothiophene | 1.1% | ||
| Dibenzothiophene | 1.0% | ||
| Streams | T [°C] | P [bar] | Flow Rate [kg/h] |
|---|---|---|---|
| C-BLACK | 25 | 1 | 4 |
| 2 | 25 | 250 | 20 |
| 3 | 268 | 250 | 10.1 |
| WTR-RECY | 141 | 250 | 30.1 |
| SLRY-IN | 135.11 | 250 | 30.71 |
| 8 | 307.55 | 250 | 90.71 |
| GAS-OUT | 359.84 | 250 | 18.9 |
| 17 | 100 | 250 | 8.18 |
| WATER-2 | 25 | 1 | 14.17 |
| HEAVY OIL | 25 | 1 | 4.72 |
| 23 | 60 | 250 | 59.5 |
| 11L | 60 | 250 | 31.21 |
| 17G | 100 | 250 | 8.19 |
| SYNGAS | 59.96 | 1.9 | 3.3 |
| AIR | 25 | 250 | 60 |
| WATER-1 | 25 | 1 | 16 |
| Mass Flow Rate [g/h] | Gas out Composition [mass%] | |
|---|---|---|
| H2 | 1.17 × 102 | 0.62% |
| CO | 1.68 × 102 | 0.89% |
| CO2 | 4.63 × 103 | 24.50% |
| H2S | 2.14 × 102 | 1.13% |
| SO2 | 4.08 × 10−6 | 0.00% |
| CH4 | 3.49 × 103 | 18.48% |
| C2H6 | 1.71 × 100 | 0.01% |
| Water | 1.03 × 104 | 54.37% |
| Total Mass Flow | 1.89 × 104 | 100.00% |
| Impact Categories | Components | Impact Value % |
|---|---|---|
| Climate change (CC) | SCW-GcO Reactor | 26.22% |
| Ozone depletion (OD) | SCW-GcO Reactor | 26.87% |
| Human toxicity, cancer effects (HT-C) | SCW-GcO Reactor | 20.83% |
| Human toxicity, non-cancer effects (HT-NC) | Heat Exchangers | 53.62% |
| Particulate matter (PM) | Heat Exchangers | 29.64% |
| Ionizing radiation Human Health (IR-HH) | SCW-GcO Reactor | 26.66% |
| Ionizing radiation Environment (IR-E) | SCW-GcO Reactor | 26.96% |
| Photochemical ozone formation (POF) | SCW-GcO Reactor | 21.25% |
| Acidification (AC) | Heat Exchangers | 46.00% |
| Terrestrial eutrophication (TE) | SCW-GcO Reactor | 22.46% |
| Freshwater eutrophication (FE) | Heat Exchangers | 49.12% |
| Marine eutrophication (ME) | SCW-GcO Reactor | 22.96% |
| Freshwater ecotoxicity (FECO) | Heat Exchangers | 50.70% |
| Land use (LU) | SCW-GcO Reactor | 24.67% |
| Water resource depletion (WRD) | SCW-GcO Reactor | 24.51% |
| Mineral, fossil, and renewable resource depletion (MFRD) | SCW-GcO Reactor | 22.20% |
| Output Stream | Low Heating Value [MJ/kg] | Electrical Energy [MJ/kg] | Thermal Energy [MJ/kg] | Residues [kg/kgwaste] |
|---|---|---|---|---|
| Dangerous Waste | 17 | 17.11 | 1.27 | 0.076 |
| Solvent Mixtures | 21.7 | 17.11 | 1.27 | 0.076 |
| Exhaust Oils | 34.7 | 25.82 | 2.44 | 0.011 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iannotta, P.; Caputo, G.; Scargiali, F.; Longo, S.; Cellura, M.; Brucato, A. Combined Gasification-Oxidation System for Waste Treatment with Supercritical Water: LCA and Performance Analysis. Sustainability 2021, 13, 82. https://doi.org/10.3390/su13010082
Iannotta P, Caputo G, Scargiali F, Longo S, Cellura M, Brucato A. Combined Gasification-Oxidation System for Waste Treatment with Supercritical Water: LCA and Performance Analysis. Sustainability. 2021; 13(1):82. https://doi.org/10.3390/su13010082
Chicago/Turabian StyleIannotta, Pasquale, Giuseppe Caputo, Francesca Scargiali, Sonia Longo, Maurizio Cellura, and Alberto Brucato. 2021. "Combined Gasification-Oxidation System for Waste Treatment with Supercritical Water: LCA and Performance Analysis" Sustainability 13, no. 1: 82. https://doi.org/10.3390/su13010082
APA StyleIannotta, P., Caputo, G., Scargiali, F., Longo, S., Cellura, M., & Brucato, A. (2021). Combined Gasification-Oxidation System for Waste Treatment with Supercritical Water: LCA and Performance Analysis. Sustainability, 13(1), 82. https://doi.org/10.3390/su13010082