
Bibliometric Analysis of Specific Energy Consumption (SEC) in Machining Operations: A Sustainable Response




Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Data Collection Methodology on Specific Energy Consumption (SEC)
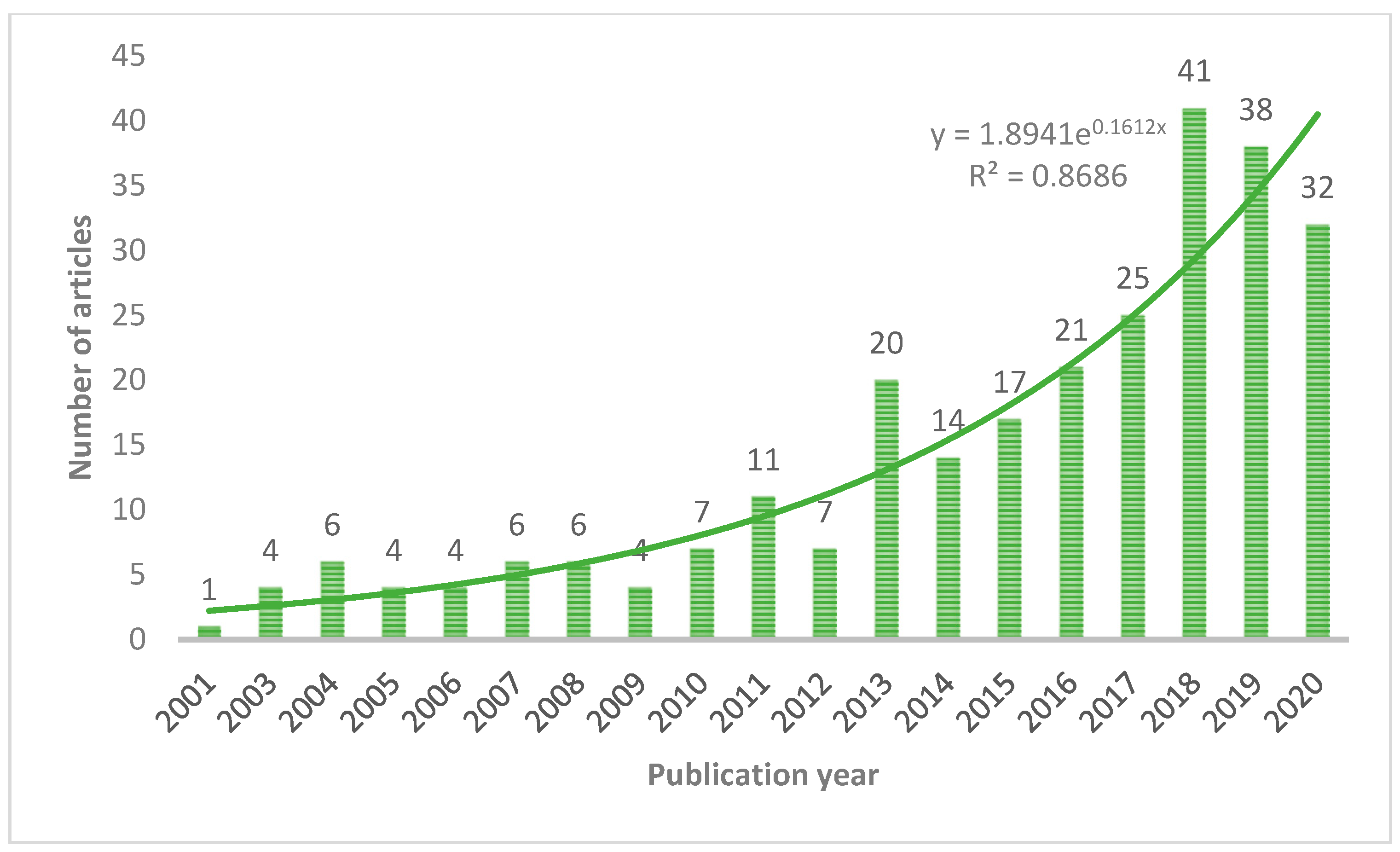
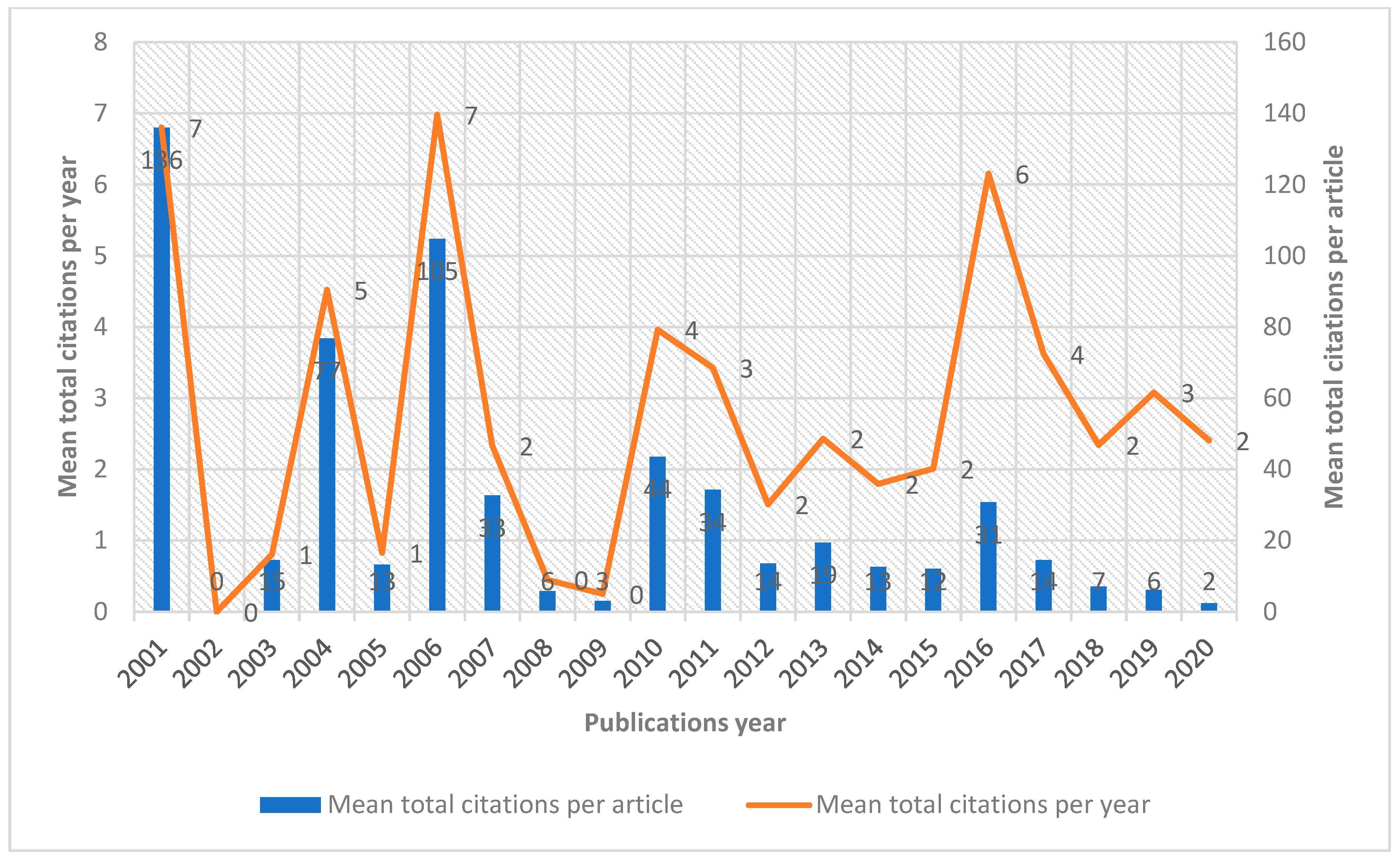
2.2. Features of Data Collected on SEC: Publications, Yearly Prediction and Citations
3. The Most Prolific and Dominant Articles, Sources, Authors, Institutions and Countries in SEC of Machining Operations
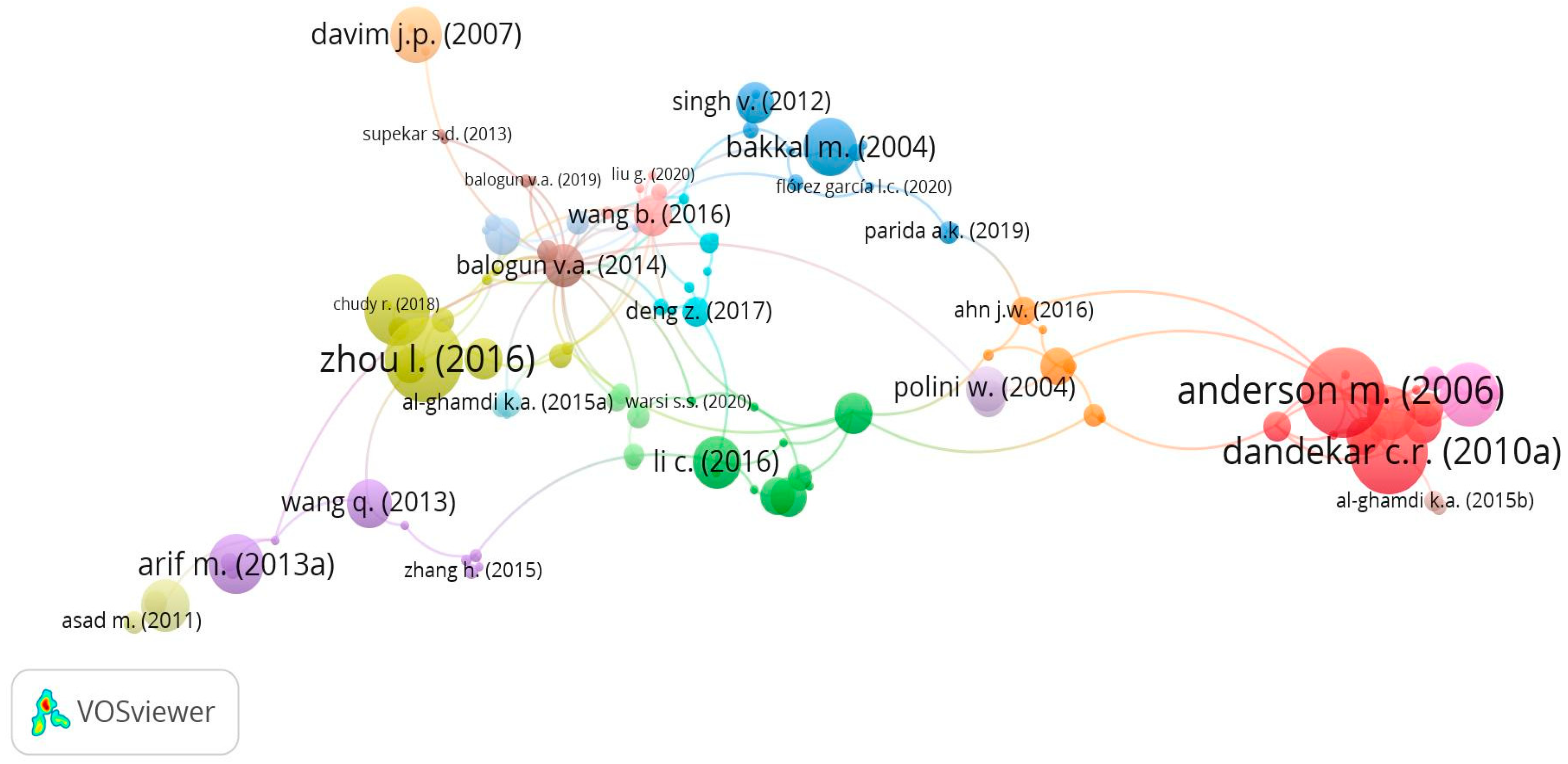
3.1. The Most Prolific and Dominant Article-Citation Analysis
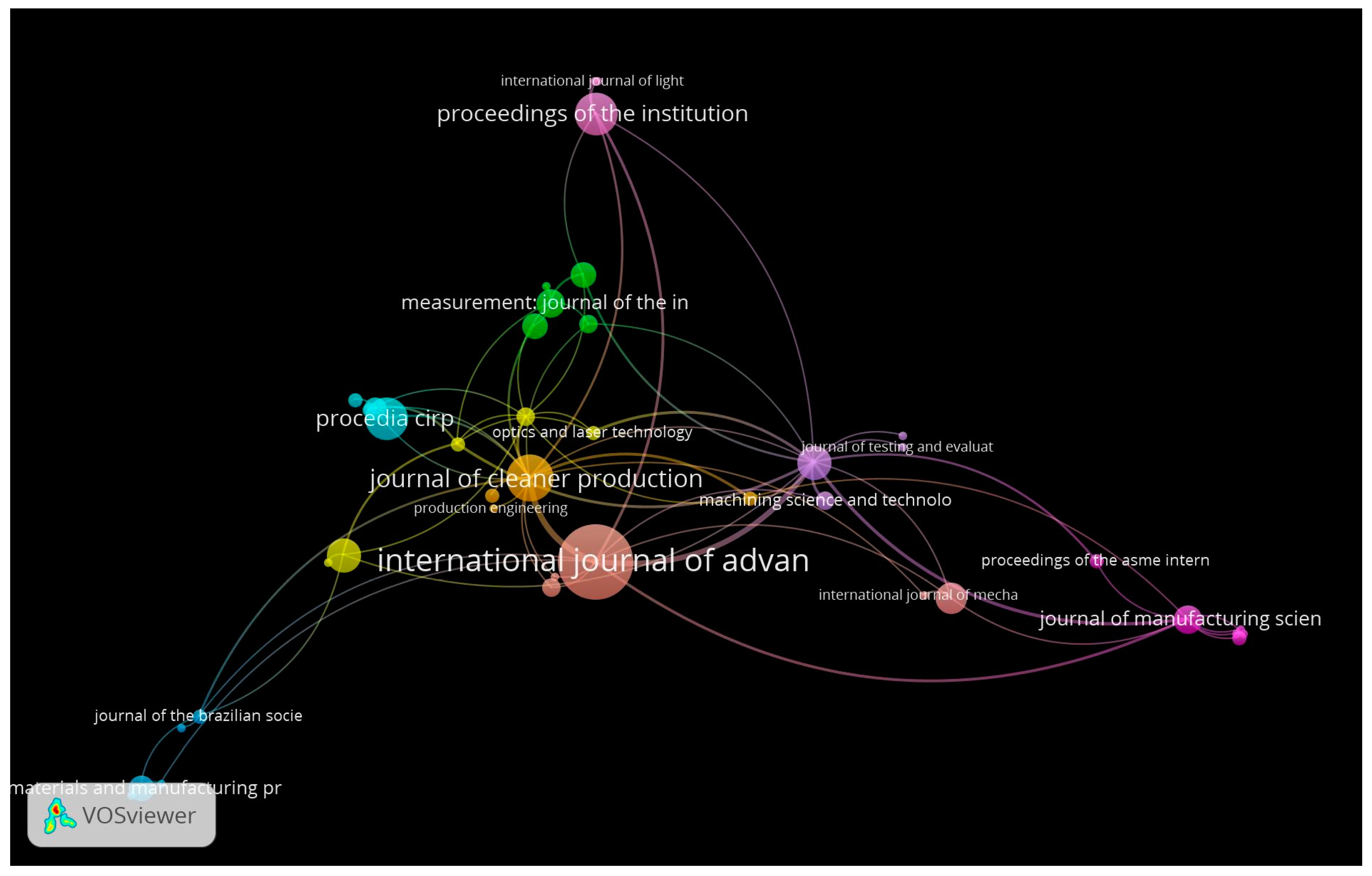
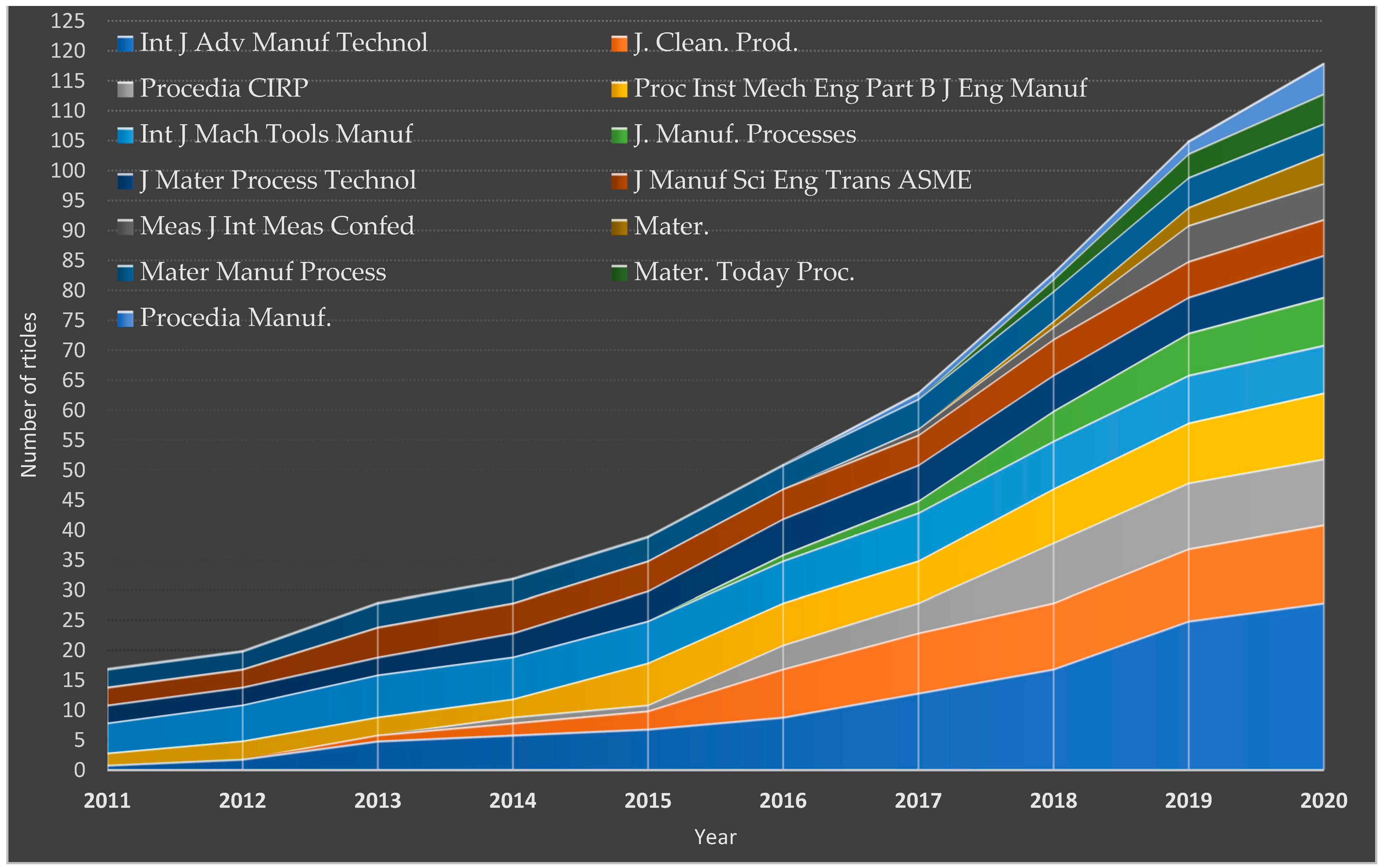
3.2. The Most Prolific and Dominant Source-Citation Analysis
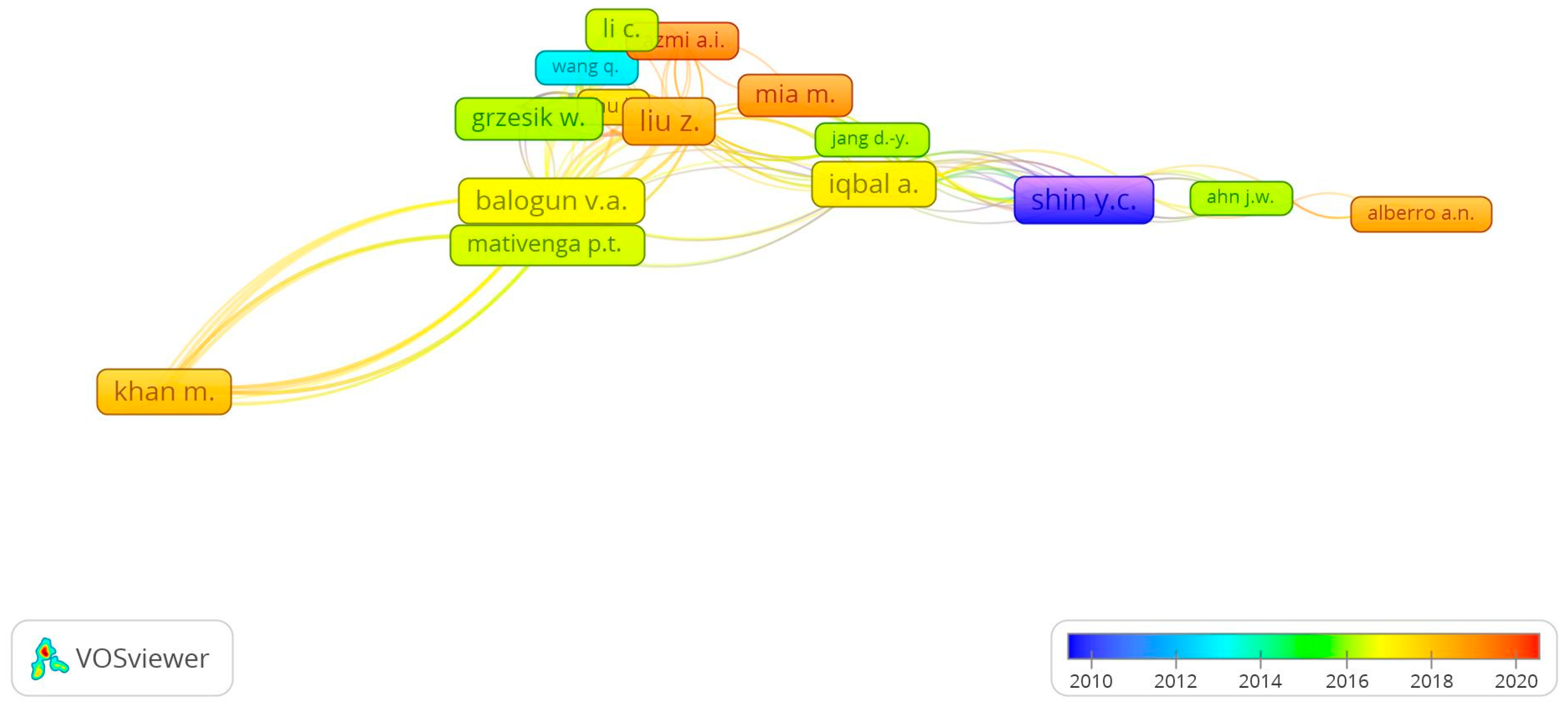
3.3. The Most Prolific and Dominant Author-Citation Analysis
3.4. The Most Prolific and Dominant Organizations Citation Analysis
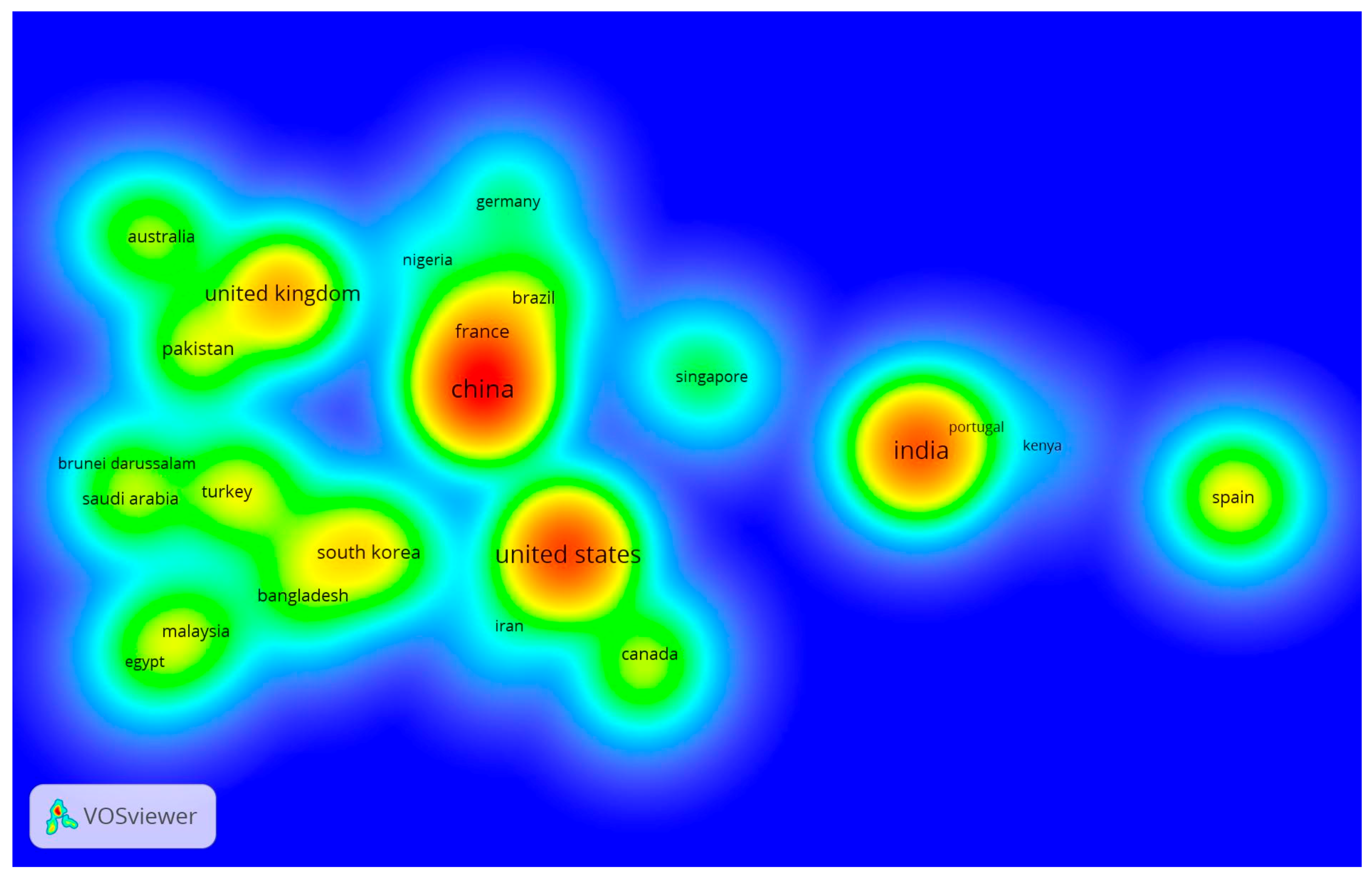
3.5. The Most Prolific and Dominant Country-Citation Analysis
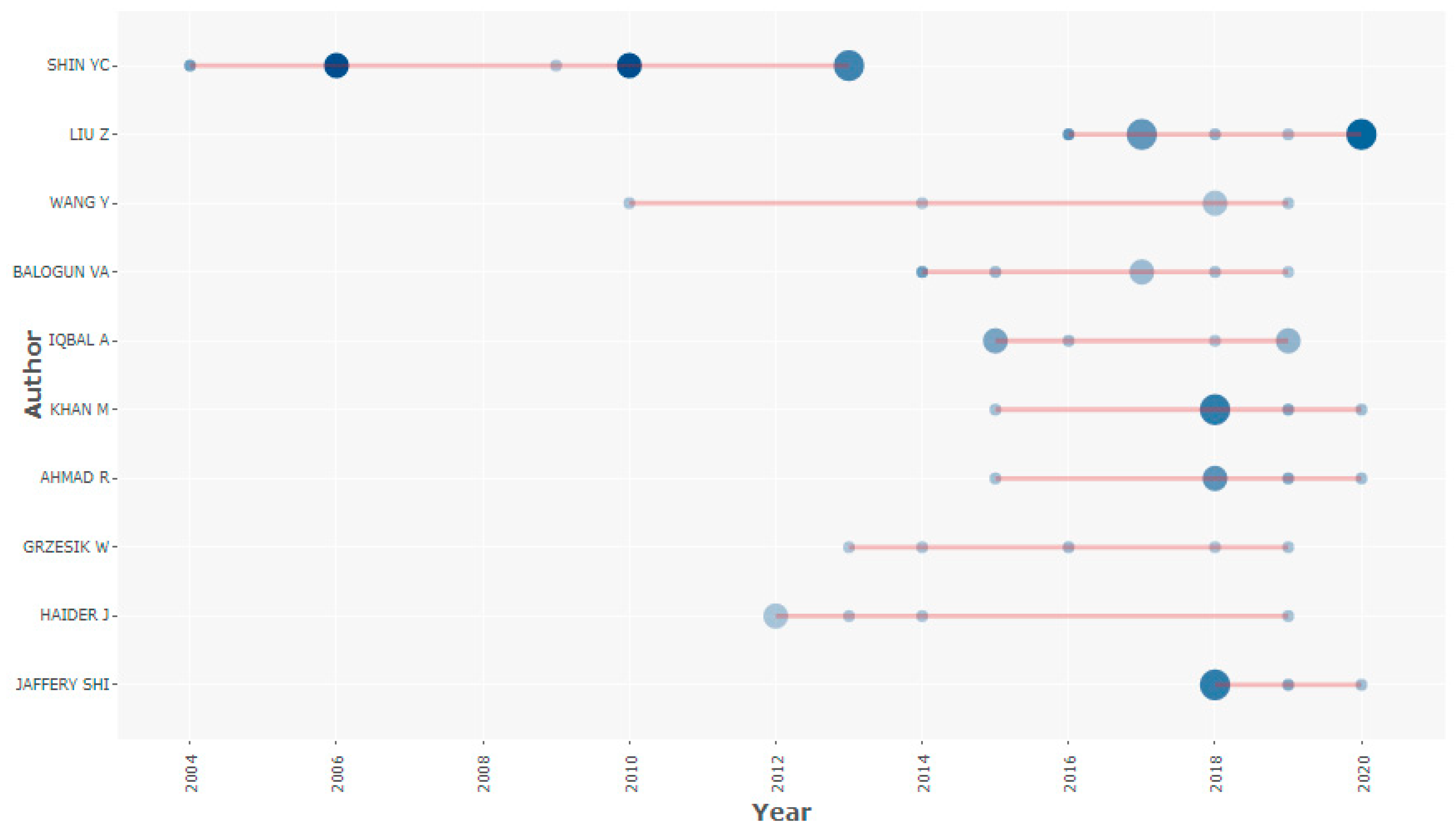
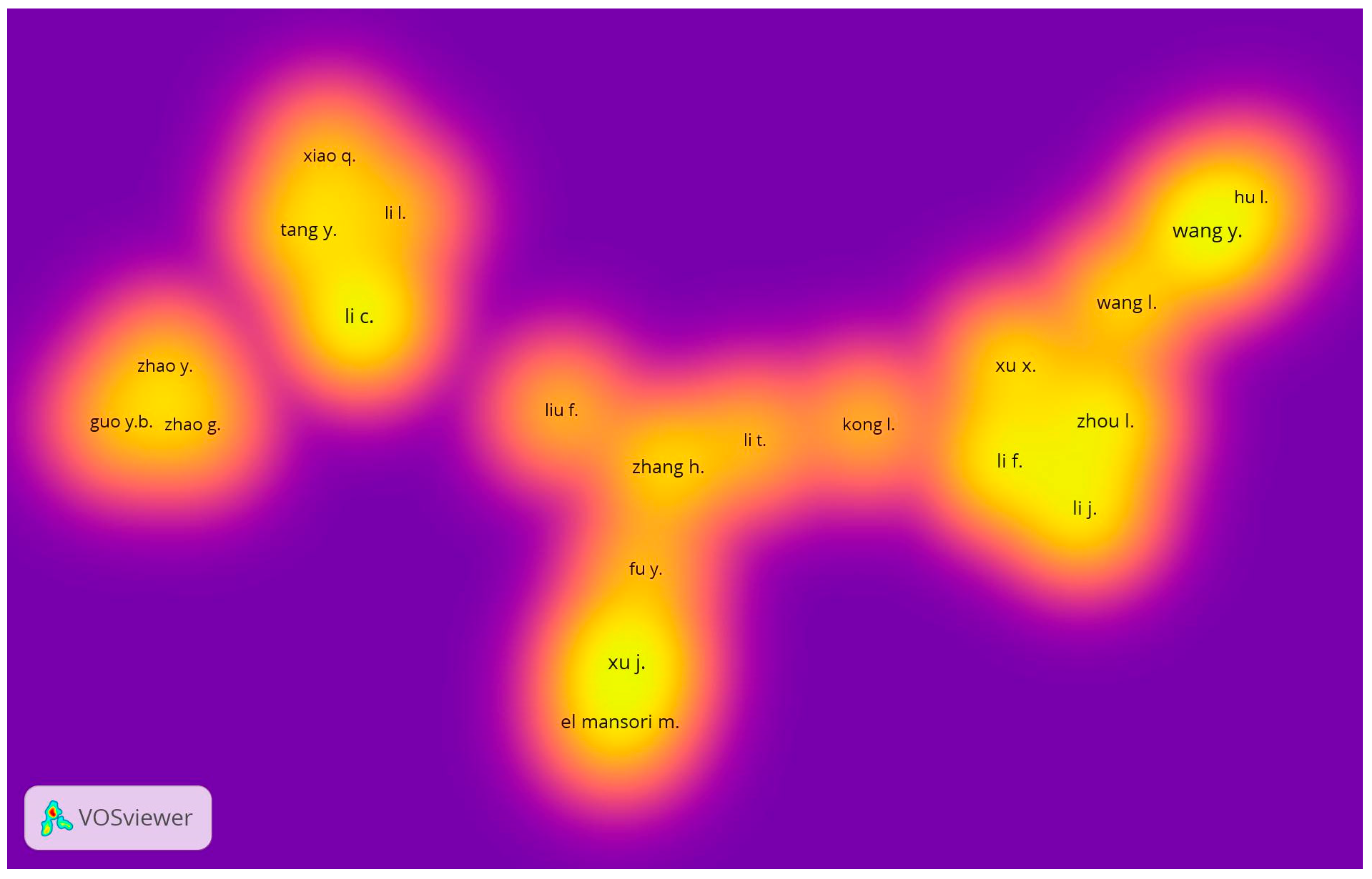
3.6. Co-Authorship Versus Authors Analysis of SEC in Machining Operations
4. Co-Occurrence of Keyword and Content Analysis
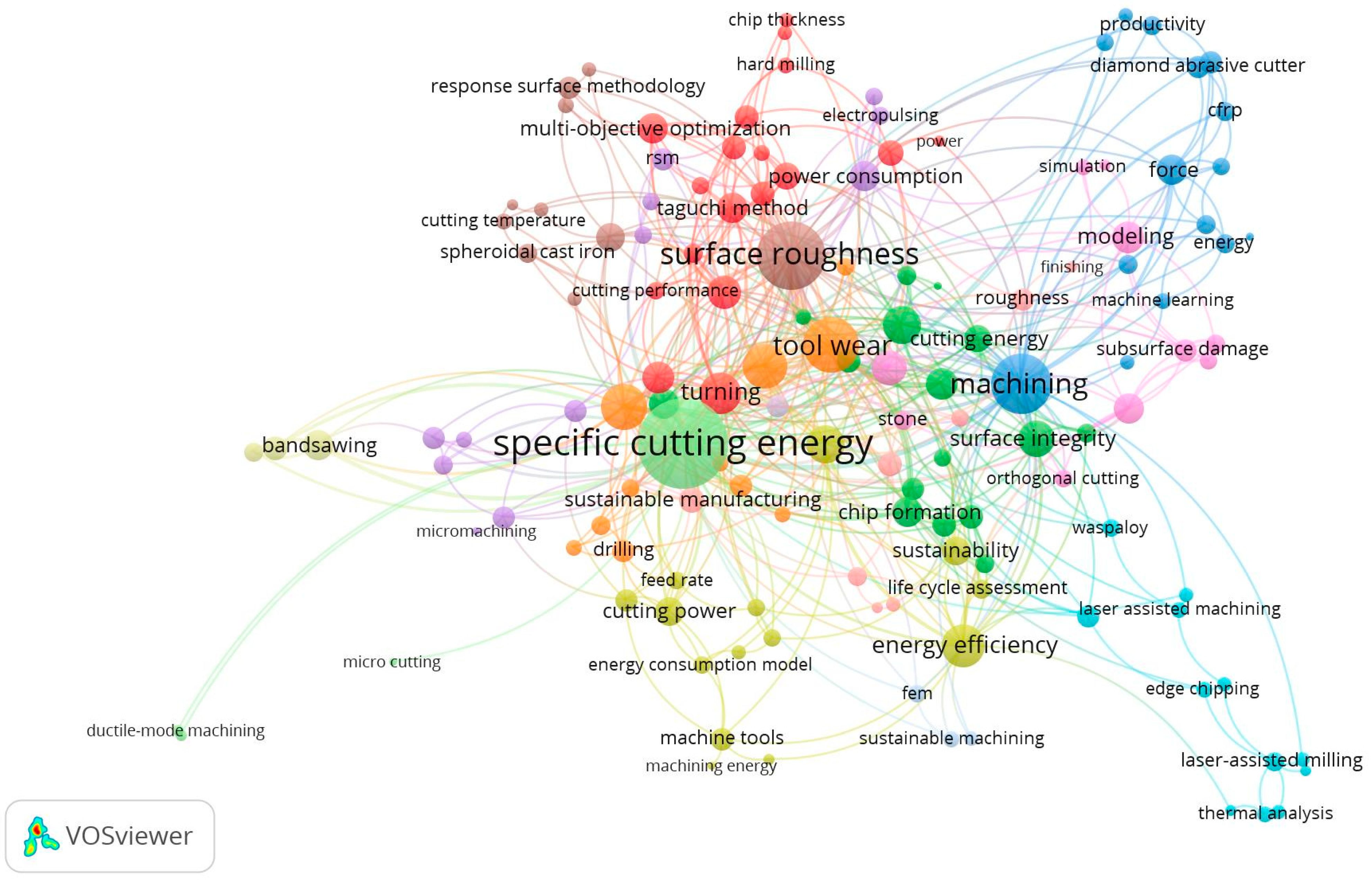
4.1. Co-Occurrence Analysis of Author Keywords of SEC in Machining Operations
- The cluster-1 of maroon color consists of 18 author-keywords such as “chip thickness”, “cutting conditions”, “cutting parameters”, “cutting performance”, “cutting speed”, “energy consumption”, “grey relational analysis”, “hard milling”, “machining parameters”, “material removal rate”, “multi-objective optimization”, ”optimization”, “power”, “Taguchi”, “Taguchi method”, “TOPSIS”, “tungsten carbide composite”, and “turning”;
- The cluster-2 of bottle green color consist of 16 author-keywords such as “chip formation”, “chip morphology”, “cutting energy”, “die steel”, “finite element analysis”, “grinding”, “hardened steel”, “high speed machining”, “Inconel 718”, “laser-assisted machining”, “machinability”, “process mechanism”, “specific energy”, “surface finish”, “surface integrity”, and “titanium”;
- The cluster-3 of royal blue color consists of 15 author-keywords such as “bead milling”, “big data”, “CFRP”, “diamond abrasive cutter”, “electric handpiece”, “energy” “force”, “grooving”, “machine learning”, “machining’, “milling”, “productivity”, “temperature”, “tool life”, and “trimming”;
- The cluster-4 of yellow color consists of 14 author-keywords such as “cutting edge radius”, “cutting power”, “energy assessment”, “energy consumption model’, “energy efficiency, “feed rate”, “green manufacturing”, “life cycle assessment”, “machine tools”, “machining energy”, “nose radius”, “specific energy consumption”, “sustainability”, and “ultra-precision machining”;
- The cluster-5 of purple color consists of 12 author-keywords such as “ANOVA”, “built-up edge”, “electro pulsing”, “energy map”, “finite element method”, “high-speed machining”, “micromachining”, “orthogonal machining”, “plastic side flow”, “power consumption”, “RSM”, and “specific cutting energy consumption”;
- The cluster-6 of blue color consists of 12 author-keywords such as “alumina”, “design of experiments”, “difficult-to-cut material”, “edge chipping”, “laser assisted machining”, “laser-assisted milling”, “machining characteristics”, “micro-milling”, “Nickel alloy”, “silicon nitride”, “thermal analysis”, and “waspaloy”;
- The cluster-7 of orange color consists of 11 author-keywords such as “bulk metallic glass”, ‘cutting force”, “cutting forces”, “drilling”, “friction”, “metal cutting”, “milling process”, “stainless steel”, “titanium alloy”, ‘tool geometry”, and “tool wear”;
- The cluster-8 of black color consists of 10 author-keywords such “cutting temperature”, “end milling”, “micromilling”, ‘minimum quantity lubrication”, “neural network”, “response surface methodology”, “single crystal silicon”, “specific power”, “spheroidal cast iron”, and “surface roughness”;
- The cluster-9 of pink color consists of 10 author-keywords such “anisotropic machinability”, “cutting”, “finite element method (fem)”, “modeling”, “MQL”, “orthogonal cutting”, “process characterization”, “simulation”, “stone”, and “subsurface damage”;
- The cluster-10 of peach color consists of eight author-keywords such as “finishing”, “laser cladding”, “manufacturing sustainability”, “process parameters”, “roughness”, “surface quality”, “sustainable manufacturing”, and “un-deformed chip thickness”;
- The cluster-11 of red color consists of four author-keywords such as “ductile-mode machining”, “edge radius”, “micro cutting “, and “specific cutting energy.”
- The cluster-12 of sky blue consist of three author-keywords such as “fem”, ‘lubrication”, and “sustainable machining”;
- The cluster-13 of parrot green color consists of three author-keywords such as “bandsawing”, “ti-17 alloy”, and “wear”;
- The cluster-14 of navy blue color consists of only “artificial neural network” author-keyword.
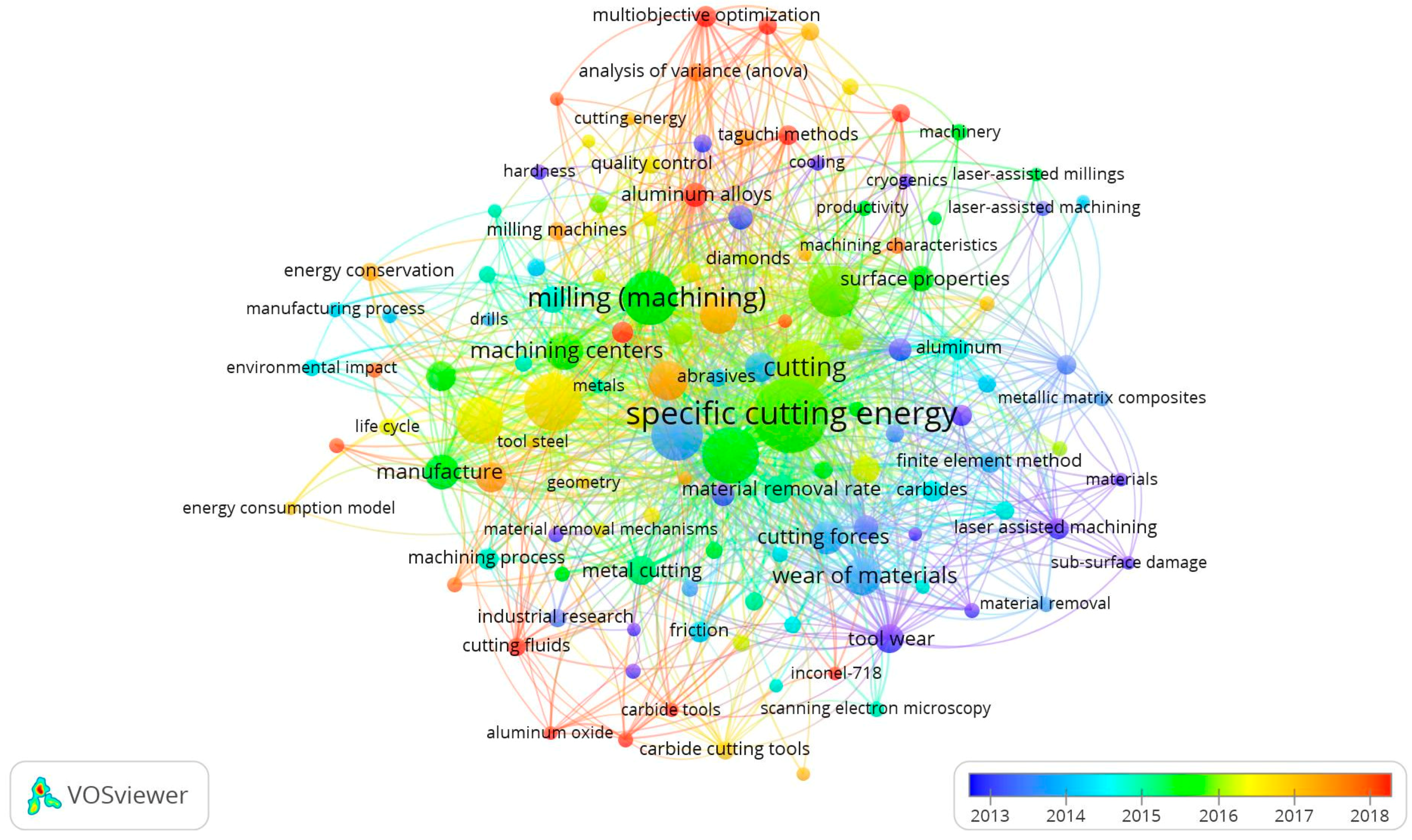
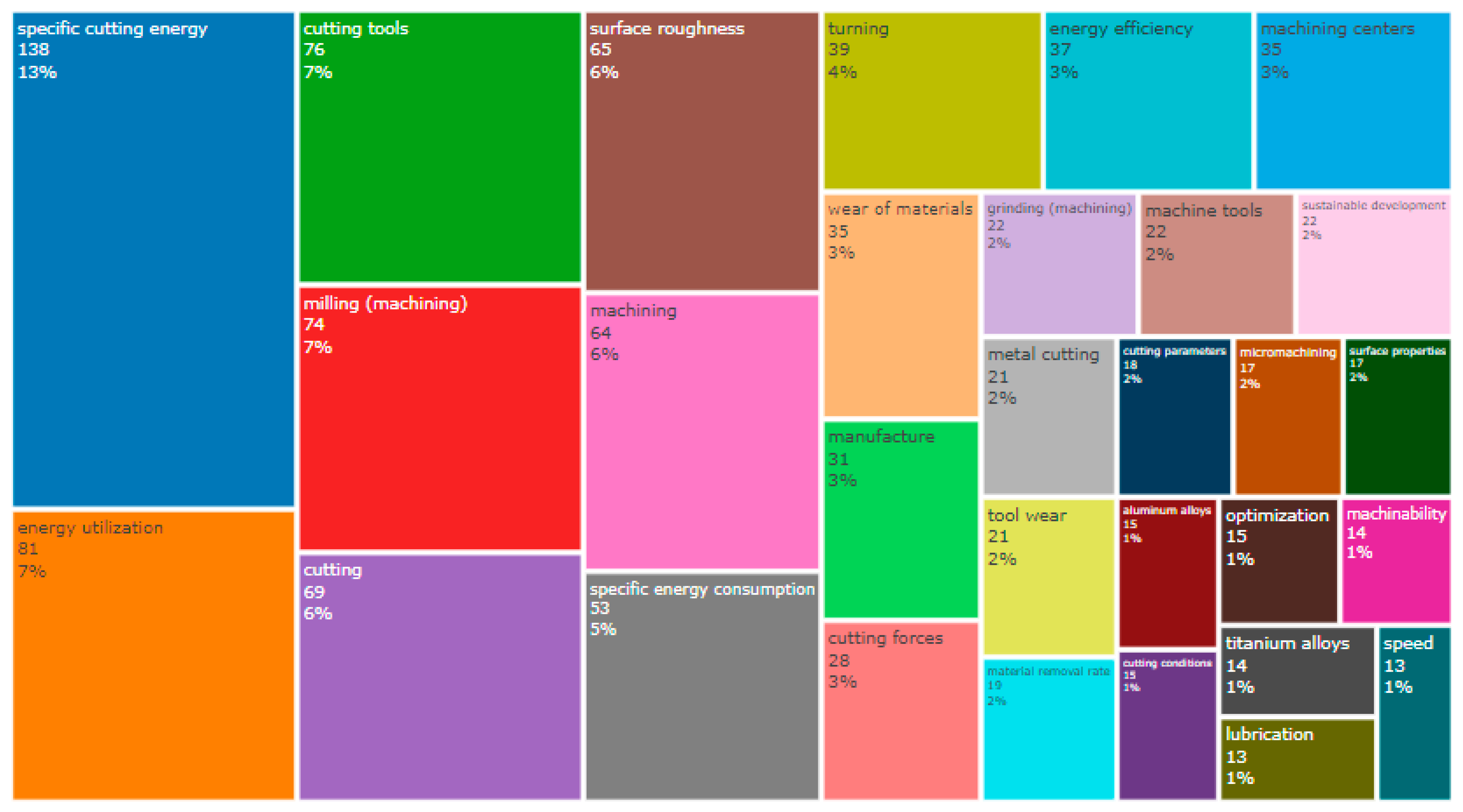
4.2. Co-Occurrence Analysis of Index-Keywords of SEC in Machining Operation
- The cluster-1 consist of 27 index-keywords such as “abrasives”, “analytical models”, “cutting”, “cutting edge radius”, “cutting energy”, “cutting forces”, “diamond cutting tools”, “diamonds”, “drills”, “energy”, “finishing”, “force”, “fracture”, ‘geometry”, “hardness”, “manufacturing industries”, “material removal mechanisms”, “metals”, “micro milling”, “micro-cutting”, “micromachining”, “milling (machining)”, “milling machine”, “models”, “specific cutting energy”, “stainless steel”, and “undeformed chip thickness”;
- The cluster-2 of maroon color consists of 25 index-keywords such as “alumina”, “aluminium oxide”, “carbide cutting tools”, carbide tools”, “carbides”, chip formations”, “computer simulation”, “cutting fluids”, “cutting tools”, “experimental investigation”, “friction”, “Inconel-718”, “machinability”, ‘machining operations”, “mathematical models”, “mechanical properties”, “metal cutting”, “nickel alloys”, “orthogonal cutting”, “scanning electron microscopy”, “superalloys”, “tool wear”, “tungsten carbide”, “uncut chip thickness”, and “wear of materials”;
- Cluster-3 consist of 23 index-keywords such as “carbon dioxide”, “chip thickness”, “electric discharge machining”, “electric power utilization”, “energy conservation”, “energy consumption model”, “energy utilization”, “environmental impact”, “green manufacturing”, “industrial research”, “life cycle”, “machine tools”, “machining”, “machining centres”, “machining process”, “manufacture”, “manufacturing process”, “specific energy”, “specific energy consumption”, “sustainable development”, “sustainable manufacturing”, “tool steel”, and “workpiece materials”;
- The cluster-4 of orange color consists of 22 index-keywords such as “analysis of variance (ANOVA)”, “ceramic materials”, “design of experiments”, “economic and social effects”, “energy efficiency”, “genetic algorithms”, “laser-assisted machining”, “laser-assisted millings”, “machinery”, “machining characteristics”, “machining conditions”, ‘machining parameters”, “minimum quantity lubrication”, “multi-objective optimization”, “optimization”, ‘quality control;”, regression analysis”, “response surface methodology”, “surface roughness”, “Taguchi methods”, “thremoanalysis”, and “turning”;
- The cluster-5 yellow color consists of 15 index-keywords such “aluminium”, “atmospheric temperature”, “conventional machining”, “cutting conditions”, “cutting parameters”, “cutting speed”, “finite element method”, “laser assisted machining”, “material removal”, “material removal rate”, “materials”, “metallic matrix composite”, “sub-surface damage”, “surface properties”, and tool life”;
- The cluster-6 consist of 12 index-keywords such “allot steel”, “cooling”, “cryogenics”, “difficult-to-cut materials”, “experiments”, “grinding (machining)”, “lubrication”, “process parameters”, “productivity”, “sintering”, “surface integrity”, and “titanium alloys”;
- Cluster-7 consist of three index keywords of “aluminium alloys”, “high speed machining”, and “speed”.
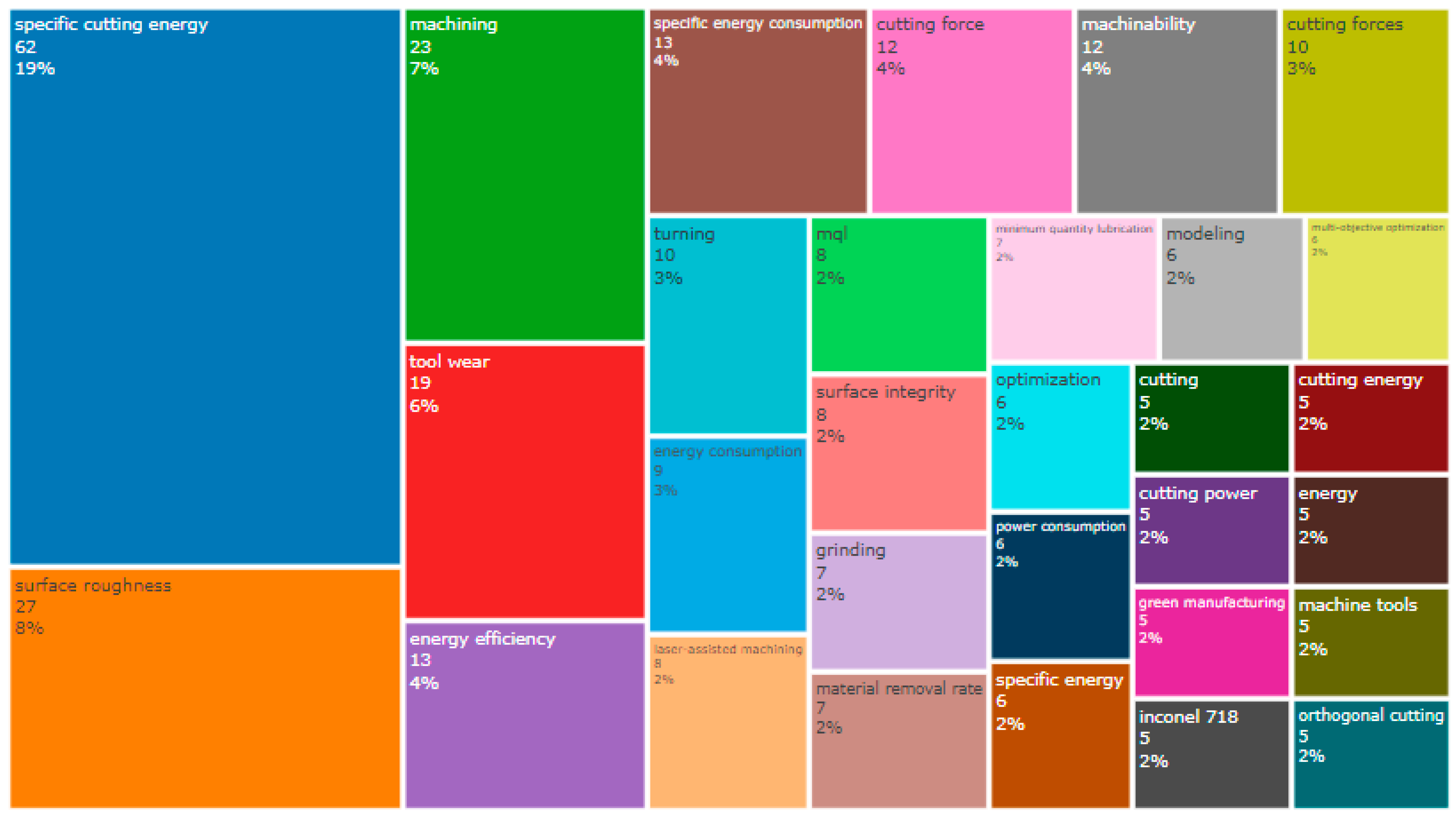
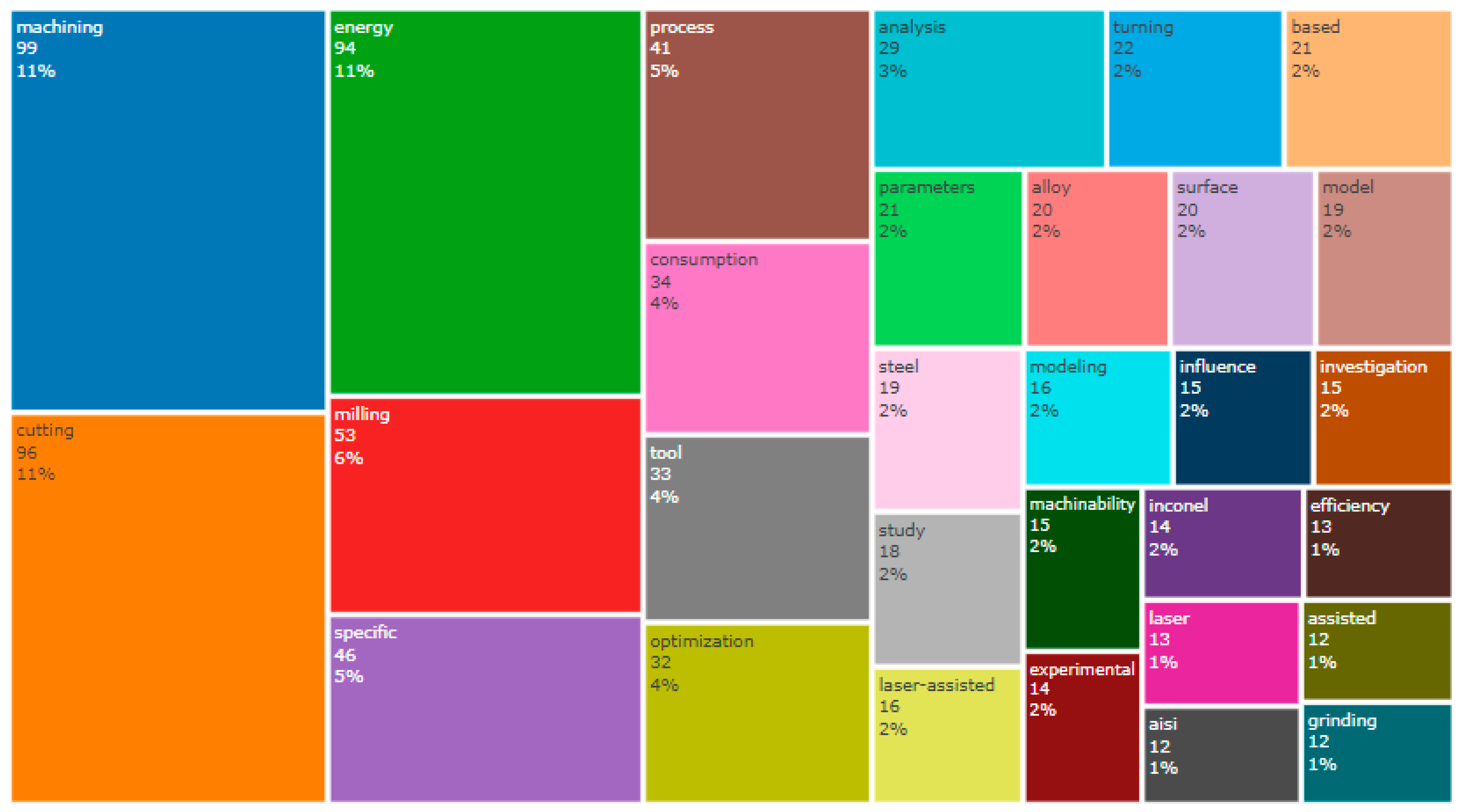
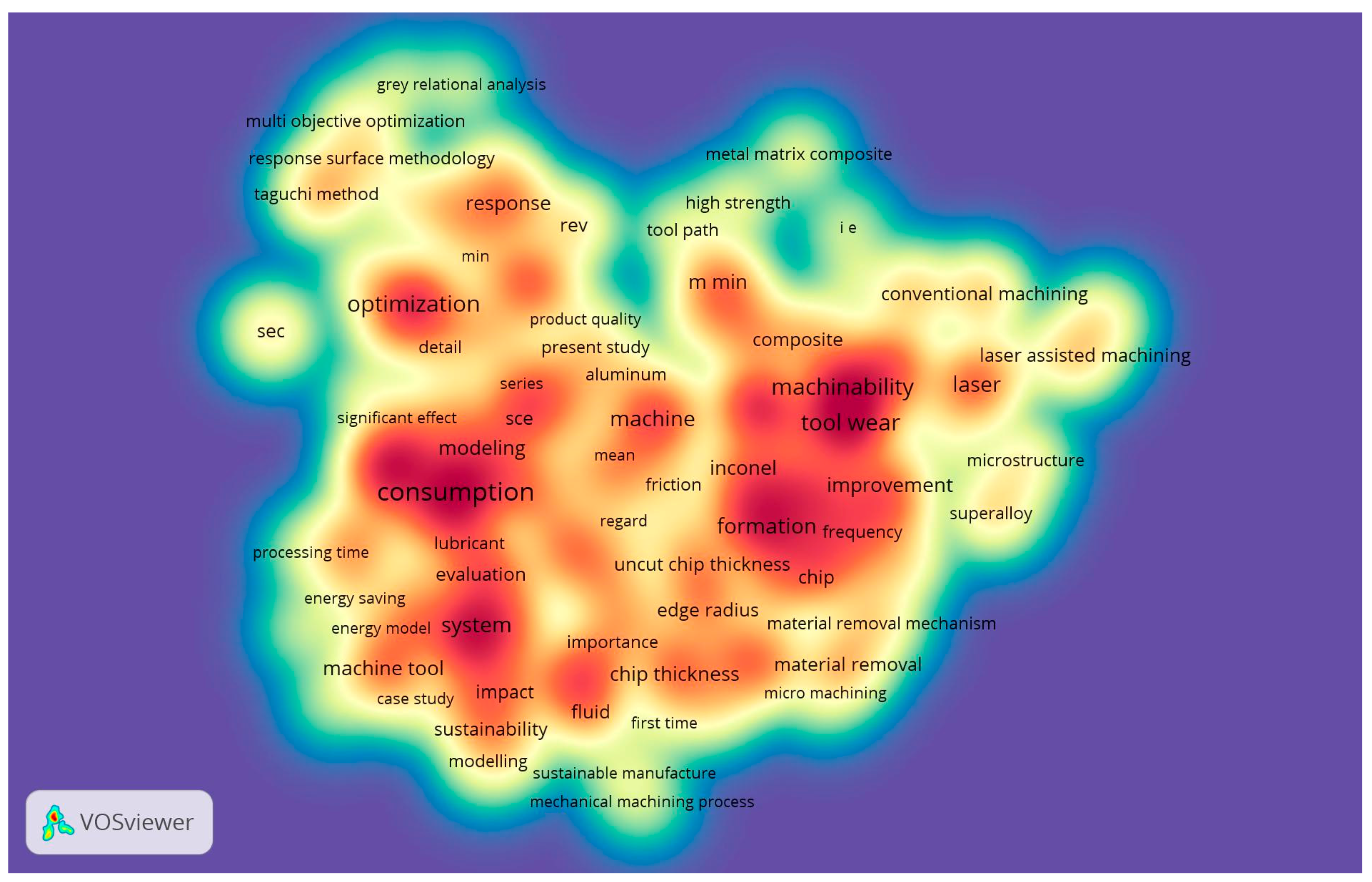
4.3. Text-Data Analysis by VOSviewer
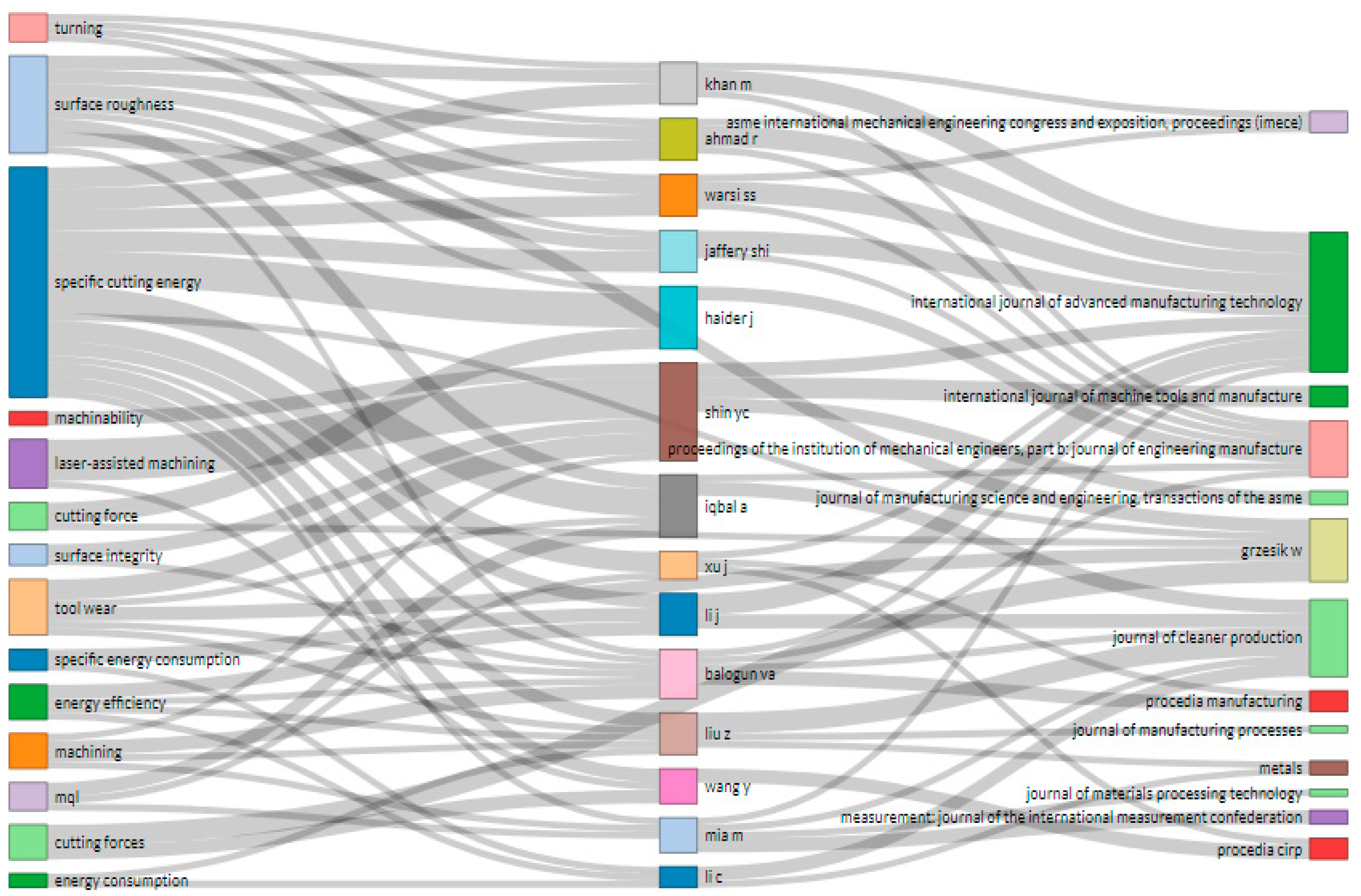
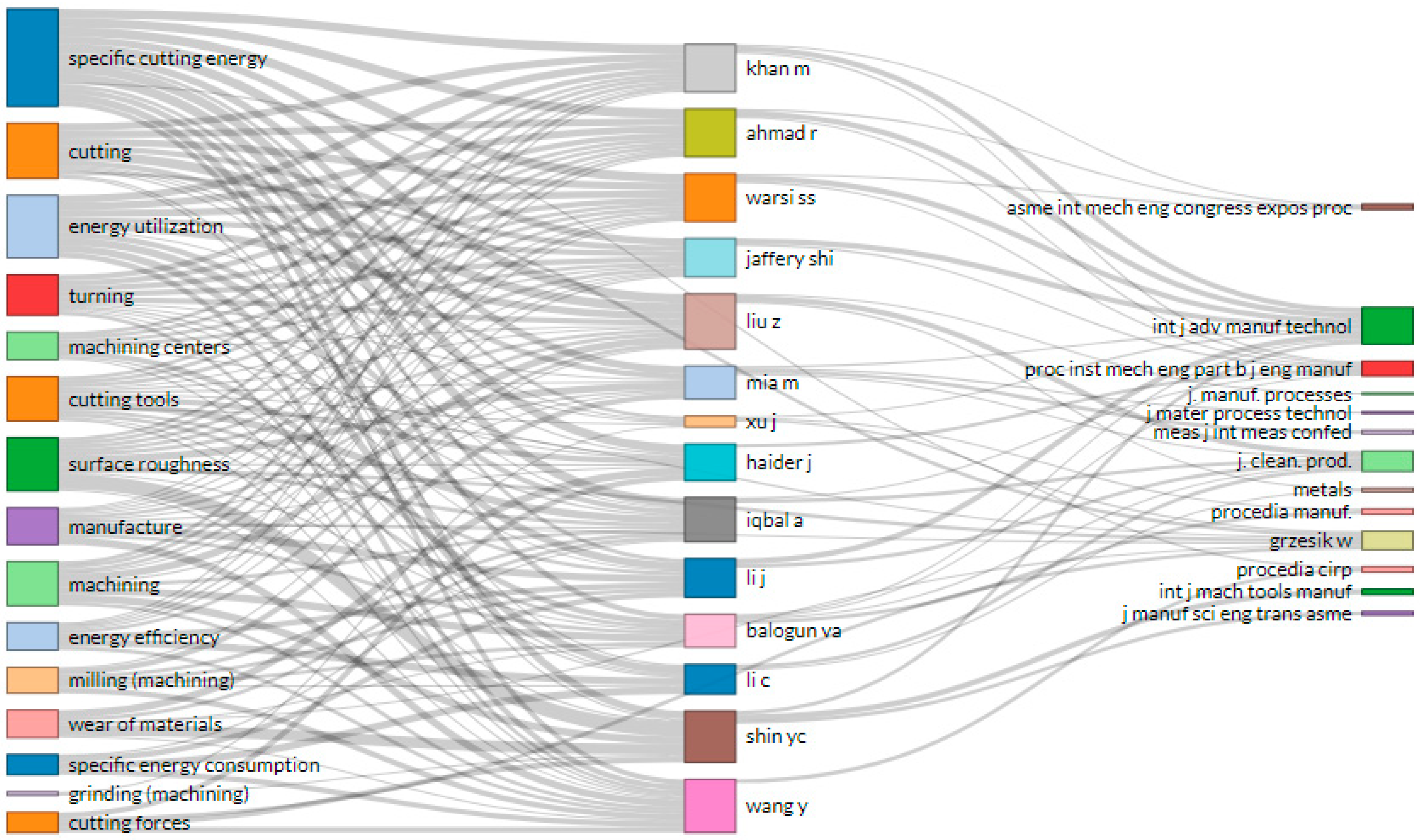
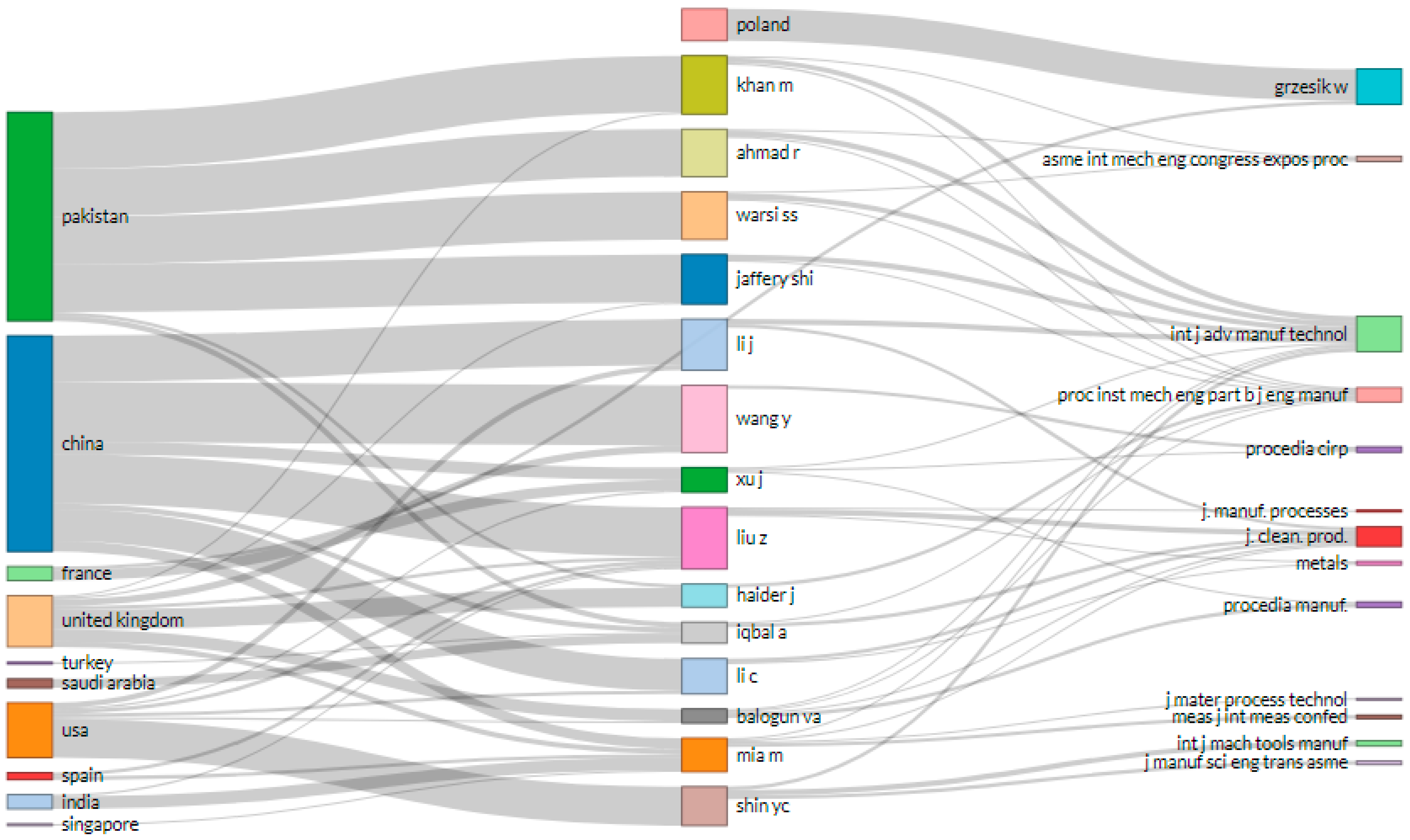
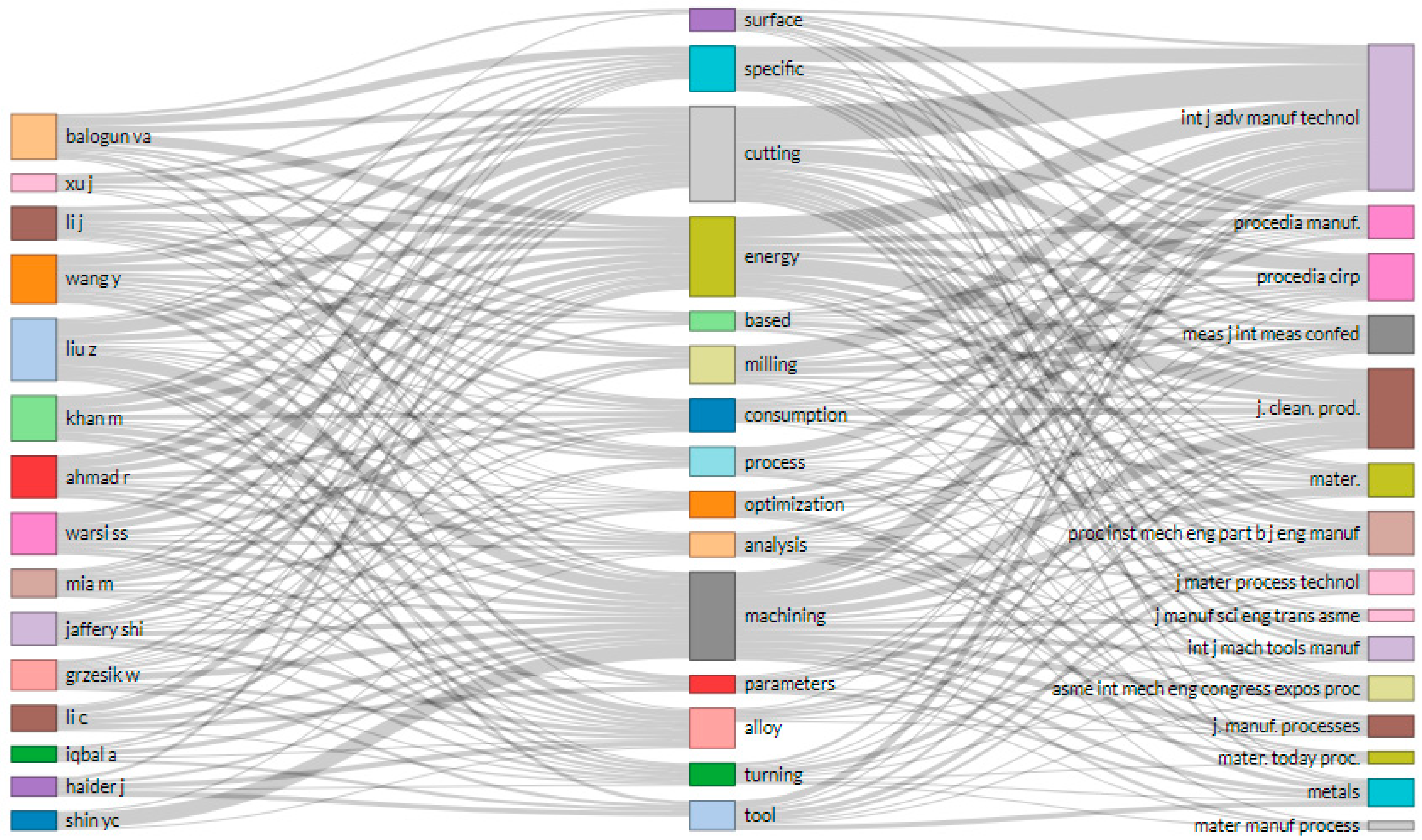
4.4. Sankey Diagrams: Three Field Plots on SEC in Machining Operations
5. Thematic Areas and Research Hotspots of SEC in Machining Operations
5.1. Thematic Areas of SEC in Machining Operations from 2001 to 2020
5.2. Research Gaps and Hotspots
5.3. Managerial Implications of the Review
6. Concluding Remarks
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bonilla-Campos, I.; Nieto, N.; del Portillo-Valdes, L.; Manzanedo, J.; Gaztañaga, H. Energy efficiency optimisation in industrial processes: Integral decision support tool. Energy 2020, 191, 116480. [Google Scholar] [CrossRef]
- Goel, P.; Kaur, H.; Kumar, R.; Bilga, P.S.; Aggarwal, N. Analysis of Air Quality Index During Lockdown: A Case of Ludhiana District-Punjab. In Sustainable Development Through Engineering Innovations: Select Proceedings of SDEI 2020; Springer: Singapore, 2021; pp. 671–681. [Google Scholar]
- Lawrence, A.; Thollander, P.; Andrei, M.; Karlsson, M. Specific Energy Consumption/Use (SEC) in Energy Management for Improving Energy Efficiency in Industry: Meaning, Usage and Differences. Energies 2019, 12, 247. [Google Scholar] [CrossRef] [Green Version]
- Balogun, V.A.; Gu, H.; Mativenga, P.T. Improving the integrity of specific cutting energy coefficients for energy demand modelling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 2109–2117. [Google Scholar] [CrossRef]
- Balogun, V.A.; Mativenga, P.T. Impact of un-deformed chip thickness on specific energy in mechanical machining processes. J. Clean. Prod. 2014, 69, 260–268. [Google Scholar] [CrossRef]
- Balogun, V.A.; Edem, I.F.; Bonney, J.; Ezeugwu, E.; Mativenga, P.T. Effect of Cutting Parameters on Surface Finish when Turning Nitronic 33 Steel alloy. Int. J. Sci. Eng. Res. 2015, 6, 1–9. [Google Scholar]
- Balogun, V.A.; Edem, I.F. Optimum swept angle estimation based on the specific cutting energy in milling AISI 1045 steel alloy. Int. J. Eng. Trans. A Basics 2017, 30, 591–596. [Google Scholar] [CrossRef]
- Chudy, R.; Grzesik, W.; Zak, K. Influence of machining conditions on the energy consumption and productivity in finish hard turning. In 5th International Scientific-Technical Conference on Advances in Manufacturing, MANUFACTURING, Taiyuan, China, 24–25 June 2017; Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M., Eds.; Springer: Heidelberg, Germany, 2018; pp. 697–705. [Google Scholar] [CrossRef]
- Paul, S.; Bandyopadhyay, P.P.; Paul, S. Minimisation of specific cutting energy and back force in turning of AISI 1060 steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 2019–2029. [Google Scholar] [CrossRef]
- Xiao, Q.; Li, C.; Chen, X.; Tang, Y. An investigation into the dependence of energy efficiency on CNC process parameters with a sustainable consideration of electricity and materials. In Proceedings of the 2017 IEEE International Conference on Systems, Man, and Cybernetics, SMC, Banff, AB, Canada, 5–8 October 2017; pp. 1621–1626. [Google Scholar]
- Warsi, S.S.; Ahmad, R.; Jaffery, S.H.I.; Agha, M.H.; Khan, M. Development of specific cutting energy map for sustainable turning: A study of Al 6061 T6 from conventional to high cutting speeds. Int. J. Adv. Manuf. Technol. 2020, 106, 2949–2960. [Google Scholar] [CrossRef]
- Cai, W.; Liu, F.; Dinolov, O.; Xie, J.; Liu, P.; Tuo, J. Energy benchmarking rules in machining systems. Energy 2018, 142, 258–263. [Google Scholar] [CrossRef]
- Yoon, H.-S.; Lee, J.-Y.; Kim, M.-S.; Kim, E.-S.; Ahn, S.-H. Empirical Study of the Power Efficiency of Various Machining Processes. Procedia CIRP 2014, 14, 558–563. [Google Scholar] [CrossRef] [Green Version]
- Zhao, F.; Naik, G.; Zhang, L. Environmental Sustainability of Laser-Based Manufacturing: Case Studies on Laser Shock Peening and Laser Assisted Turning. In Proceedings of the ASME 2009 International Manufacturing Science and Engineering Conference, West Lafayette, IN, USA, 4–7 October 2009; pp. 97–105. [Google Scholar]
- Skvarenina, S.; Shin, Y.C. Laser-assisted machining of compacted graphite iron. Int. J. Mach. Tools Manuf. 2006, 46, 7–17. [Google Scholar] [CrossRef]
- Balogun, V.A.; Edem, I.F.; Mativenga, P.T. E-smart toolpath machining strategy for process planning. Int. J. Adv. Manuf. Technol. 2016, 86, 1499–1508. [Google Scholar] [CrossRef]
- Park, H.-S.; Nguyen, T.-T.; Kim, J.-C. An energy efficient turning process for hardened material with multi-criteria optimization. Trans. Famena 2016, 40, 1–14. [Google Scholar]
- Bilga, P.S.; Singh, S.; Kumar, R. Optimization of energy consumption response parameters for turning operation using Taguchi method. J. Clean. Prod. 2016, 137, 1406–1417. [Google Scholar] [CrossRef]
- Kumar, R.; Bilga, P.S.; Singh, S. Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J. Clean. Prod. 2017, 164, 45–57. [Google Scholar] [CrossRef]
- Kumar, R.; Bilga, P.S.; Singh, S. Optimization of Active Cutting Power Consumption by Taguchi Method for Rough Turning of Alloy Steel. Int. J. Metall. Alloys 2020, 6, 37–45. [Google Scholar] [CrossRef]
- Li, C.; Xiao, Q.; Tang, Y.; Li, L. A method integrating Taguchi, RSM and MOPSO to CNC machining parameters optimization for energy saving. J. Clean. Prod. 2016, 135, 263–275. [Google Scholar] [CrossRef]
- Kumar, R.; Bilga, P.S.; Singh, S. An Investigation of Energy Efficiency in Finish Turning of EN 353 Alloy Steel. Procedia CIRP 2021, 98, 654–659. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, R.; Gaurav, S.; Saurabh, C. Optimization of process parameters during CNC turning by using AHP & VIKOR method. Int. J. Eng. Res. Technol. 2013, 2, 3478–3480. [Google Scholar]
- Kumar, R.; Bilga, P.S.; Singh, S. Optimization and Modeling of Active Power Consumption for Turning Operations. In Proceedings of the ISME 19th Conference on Advances in Mechanical Engineering (Mechanical Systems and Sustainability), Coimbatore, India, 20–22 December 2018; pp. 1–16. [Google Scholar]
- Kumar, R.; Bilga, P.S.; Singh, S. Optimization of Turning Parameters Using Taguchi Method for Reducing Active Cutting Energy. In Proceedings of the 7th International Conference on Advancements in Engineering & Technology (ICAET-2019), Sangrur, India, 15–16 March 2019; pp. 201–205. [Google Scholar]
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Ann. 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Suresh, R.; Basavarajappa, S.; Samuel, G.L. Some studies on hard turning of AISI 4340 steel using multilayer coated carbide tool. Measurement 2012, 45, 1872–1884. [Google Scholar] [CrossRef]
- Guo, Y.; Loenders, J.; Duflou, J.; Lauwers, B. Optimization of Energy Consumption and Surface Quality in Finish Turning. Procedia CIRP 2012, 1, 512–517. [Google Scholar] [CrossRef]
- Li, L.; Yan, J.; Xing, Z. Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modelling. J. Clean. Prod. 2013, 52, 113–121. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Li, W.; Xiao, H.; Zeng, Z.; Ren, Y.; Alsoufi, M.S. Energy conservation and environmental sustainability during grinding operation of Ti–6Al–4V alloys via eco-friendly oil/graphene nano additive and Minimum quantity lubrication. Tribol. Int. 2020, 150, 106387. [Google Scholar] [CrossRef]
- Prasanth, P.; Sekar, T.; Sivapragash, M. Investigations on the effects of nitrogen gas in CNC machining of SS304 using Taguchi and Firefly Algorithm. Bull. Pol. Acad. Sci. Tech. Sci. 2021, 69, e136211. [Google Scholar]
- Peng, T.; Xu, X. Energy-efficient machining systems: A critical review. Int. J. Adv. Manuf. Technol. 2014, 72, 1389–1406. [Google Scholar] [CrossRef]
- Zhou, L.; Li, J.; Li, F.; Meng, Q.; Li, J.; Xu, X. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. J. Clean. Prod. 2016, 112, 3721–3734. [Google Scholar] [CrossRef]
- Sihag, N.; Sangwan, K.S. A systematic literature review on machine tool energy consumption. J. Clean. Prod. 2020, 275, 123125. [Google Scholar] [CrossRef]
- Moradnazhad, M.; Unver, H.O. Energy efficiency of machining operations: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 231, 1871–1889. [Google Scholar] [CrossRef]
- Yoon, H.-S.; Kim, E.-S.; Kim, M.-S.; Lee, J.-Y.; Lee, G.-B.; Ahn, S.-H. Towards greener machine tools—A review on energy saving strategies and technologies. Renew. Sustain. Energy Rev. 2015, 48, 870–891. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Dangayach, G.S.; Gupta, S. Application of optimization techniques in metal cutting operations: A bibliometric analysis. Mater. Today Proc. 2021, 38, 365–370. [Google Scholar] [CrossRef]
- Zhu, J.; Hua, W. Visualizing the knowledge domain of sustainable development research between 1987 and 2015: A bibliometric analysis. Scientometrics 2017, 110, 893–914. [Google Scholar] [CrossRef]
- Singh, H.; Kumar, R.; Prakash, C.; Singh, S. HA-based coating by plasma spray techniques on titanium alloy for orthopedic applications. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Sangwan, K.S.; Mittal, V.K. A bibliometric analysis of green manufacturing and similar frameworks. Manag. Environ. Qual. Int. J. 2015, 26, 566–587. [Google Scholar] [CrossRef]
- Yue, T.; Liu, H.; Long, R.; Chen, H.; Gan, X.; Liu, J. Research trends and hotspots related to global carbon footprint based on bibliometric analysis: 2007–2018. Environ. Sci. Pollut. Res. 2020, 27, 17671–17691. [Google Scholar] [CrossRef]
- Tavares-Lehmann, A.T.; Varum, C. Industry 4.0 and Sustainability: A Bibliometric Literature Review. Sustainability 2021, 13, 3493. [Google Scholar] [CrossRef]
- Hallinger, P. A Meta-Synthesis of Bibliometric Reviews of Research on Managing for Sustainability, 1982–2019. Sustainability 2021, 13, 3469. [Google Scholar] [CrossRef]
- Cavalieri, A.; Reis, J.; Amorim, M. Circular Economy and Internet of Things: Mapping Science of Case Studies in Manufacturing Industry. Sustainability 2021, 13, 3299. [Google Scholar] [CrossRef]
- Van Eck, N.J.; Waltman, L. Software survey: VOSviewer, a computer program for bibliometric mapping. Scientometrics 2010, 84, 523–538. [Google Scholar] [CrossRef] [Green Version]
- Anderson, M.; Patwa, R.; Shin, Y.C. Laser-assisted machining of Inconel 718 with an economic analysis. Int. J. Mach. Tools Manuf. 2006, 46, 1879–1891. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C.; Barnes, J. Machinability improvement of titanium alloy (Ti-6Al-4V) via LAM and hybrid machining. Int. J. Mach. Tools Manuf. 2010, 50, 174–182. [Google Scholar] [CrossRef]
- Rahim, E.A.; Sasahara, H. A study of the effect of palm oil as MQL lubricant on high speed drilling of titanium alloys. Tribol. Int. 2011, 44, 309–317. [Google Scholar] [CrossRef]
- Chou, Y.K.; Song, H. Tool nose radius effects on finish hard turning. J. Mater. Process. Technol. 2004, 148, 259–268. [Google Scholar] [CrossRef]
- Gente, A.; Hoffmeister, H.W. Chip formation in machining Ti6AI4V at extremely high cutting speeds. CIRP Ann. Manuf. Technol. 2001, 50, 49–52. [Google Scholar] [CrossRef]
- Pfefferkorn, F.E.; Shin, Y.C.; Tian, Y.; Incropera, F.P. Laser-assisted machining of magnesia-partially-stabilized zirconia. J. Manuf. Sci. Eng. Trans. ASME 2004, 126, 42–51. [Google Scholar] [CrossRef]
- Arif, M.; Zhang, X.; Rahman, M.; Kumar, S. A predictive model of the critical undeformed chip thickness for ductile-brittle transition in nano-machining of brittle materials. Int. J. Mach. Tools Manuf. 2013, 64, 114–122. [Google Scholar] [CrossRef]
- Bakkal, M.; Shih, A.J.; Scattergood, R.O. Chip formation, cutting forces, and tool wear in turning of Zr-based bulk metallic glass. Int. J. Mach. Tools Manuf. 2004, 44, 915–925. [Google Scholar] [CrossRef]
- Davim, J.P.; Sreejith, P.S.; Silva, J. Turning of brasses using minimum quantity of lubricant (MQL) and flooded lubricant conditions. Mater. Manuf. Process. 2007, 22, 45–50. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C. Laser-assisted machining of a fiber reinforced metal matrix composite. In Proceedings of the ASME International Manufacturing Science and Engineering Conference 2009, MSEC2009, West Lafayette, IN, USA, 4–7 October 2009; pp. 579–588. [Google Scholar]
- Ding, H.; Shin, Y.C. Improving machinability of high chromium wear-resistant materials via laser-assisted machining. Mach. Sci. Technol. 2013, 17, 246–269. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C. Laser-assisted machining of a fiber reinforced metal matrix composite. J. Manuf. Sci. Eng. Trans. ASME 2010, 132. [Google Scholar] [CrossRef]
- Ding, H.; Shin, Y.C. Improvement of machinability of Waspaloy via laser-assisted machining. Int. J. Adv. Manuf. Technol. 2013, 64, 475–486. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C. Experimental evaluation of laser-assisted machining of silicon carbide particle-reinforced aluminum matrix composites. Int. J. Adv. Manuf. Technol. 2013, 66, 1603–1610. [Google Scholar] [CrossRef]
- Xu, X.; Li, F.; Kong, W.; Yu, W.; Zhou, J.; Zhou, L. Energy Consumptions Modeling and Simulation of Machine Tools Based on Vericut. Zhongguo Jixie Gongcheng 2018, 29, 2533–2538. [Google Scholar] [CrossRef]
- Zhou, L.; Li, F.; Zhao, F.; Li, J.; Sutherland, J.W. Characterizing the effect of process variables on energy consumption in end milling. Int. J. Adv. Manuf. Technol. 2019, 101, 2837–2848. [Google Scholar] [CrossRef]
- Zhou, L.; Li, J.; Li, F.; Xu, X.; Wang, L.; Wang, G.; Kong, L. An improved cutting power model of machine tools in milling process. Int. J. Adv. Manuf. Technol. 2017, 91, 2383–2400. [Google Scholar] [CrossRef]
- Liu, G.; Özel, T.; Li, J.; Wang, D.; Sun, S. Optimization and fabrication of curvilinear micro-grooved cutting tools for sustainable machining based on finite element modelling of the cutting process. Int. J. Adv. Manuf. Technol. 2020, 110, 1327–1338. [Google Scholar] [CrossRef]
- Mahboob Ali, M.A.; Azmi, A.I.; Mohd Zain, M.Z.; Murad, M.N.; Mohd Khalil, A.N.; Abd Rahim, M.S. New bio-based nanolubricants for turning of Inconel 718 towards improvement of tool wear resistance and specific cutting energy. In Proceedings of the 6th International Conference on Applications and Design in Mechanical Engineering 2019, ICADME, Penang Island, Malaysia, 26–27 August 2019. [Google Scholar]
- Abdul Sani, A.S.; Rahim, E.A.; Sharif, S.; Sasahara, H. Machining performance of vegetable oil with phosphonium- and ammonium-based ionic liquids via MQL technique. J. Clean. Prod. 2019, 209, 947–964. [Google Scholar] [CrossRef]
- Van Eck, N.J.W. Text mining and visualization using VOSviewer. Issi Newsl. 2011, 7, 50–54. [Google Scholar]
- Riehmann, P.; Hanfler, M.; Froehlich, B. Interactive Sankey diagrams. In Proceedings of the IEEE Symposium on Information Visualization, INFOVIS 2005, Minneapolis, MN, USA, 23–25 October 2005; pp. 233–240. [Google Scholar]
- Kumar, R.; Singh, S.; Bilga, P.S.; Jatin, K.; Singh, J.; Singh, S.; Scutaru, M.-L.; Pruncu, C.I. Revealing the benefits of entropy weights method for multi-objective optimization in machining operations: A critical review. J. Mater. Res. Technol. 2021, 10, 1471–1492. [Google Scholar] [CrossRef]
- Sandhu, K.; Singh, G.; Singh, S.; Kumar, R.; Prakash, C.; Ramakrishna, S.; Królczyk, G.; Pruncu, C.I. Surface Characteristics of Machined Polystyrene with 3D Printed Thermoplastic Tool. Materials 2020, 13, 2729. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Bhattacherjee, A.; Singh, A.D.; Singh, S.; Pruncu, C.I. Selection of portable hard disk drive based upon weighted aggregated sum product assessment method: A case of Indian market. Meas. Control 2020, 53, 1218–1230. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, R.; Rai, J.S.; Virk, N.S. Analysis the effects of process parameters in EN24 alloy steel during CNC turning by using MADM. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 1131–1145. [Google Scholar]
- Singh, G.; Singh, S.; Prakash, C.; Kumar, R.; Kumar, R.; Ramakrishna, S.J.P.C. Characterization of three-dimensional printed thermal-stimulus polylactic acid-hydroxyapatite-based shape memory scaffolds. Polym. Compos. 2020, 41, 3871–3891. [Google Scholar] [CrossRef]
- Kumar, R.; Dubey, R.; Singh, S.; Singh, S.; Prakash, C.; Nirsanametla, Y.; Królczyk, G.; Chudy, R. Multiple-Criteria Decision-Making and Sensitivity Analysis for Selection of Materials for Knee Implant Femoral Component. Materials 2021, 14, 2084. [Google Scholar] [CrossRef] [PubMed]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Search Steps | Query on Scopus | Description | Number of Documents |
|---|---|---|---|
| 1 | TITLE-ABS-KEY | ((“Specific cutting energy”) OR (“Specific energy consumption”) OR (“Specific power consumption”) OR (“Specific cutting power”) AND (“machining”)) | 528 |
| 2 | OR LIMIT-TO PUBYEAR | (2001 to 2020) | 477 |
| 3 | AND EXCLUDE (EXACT KEYWORD) | (“Particle Size”, “Grinding (comminution)”, “Ball Mills”, “Cements”, “Comminution”, “Grinding Mills”, “Particle Size Analysis”, “Forecasting”, “Ternary Alloys”, “Size Determination”, “High Pressure Grinding Rolls”, “Reinforcement”, “Grinding Machines”, ”Size Effect”, “Biomass”, “Vertical Roller Mills”, “Minerals”, “Moisture”, “Wood”, “Additives”, “Cement Grinding”, “Cement Industry”, “Computer Control Systems”, “Fine Grinding”, “Grinding Characteristics”, “Operating Parameters”, “Rollers (machine Components)”, “Stirred Media Mill”, “Dry Grinding”) | 268 |
| Description | Results |
|---|---|
| Timespan | 2001:2020 |
| Sources (Journals, Books, etc.) | 122 |
| Documents | 268 |
| Average years from publication | 5.87 |
| Average citations per documents | 16.88 |
| Average citations per year per doc | 2.288 |
| References | 6708 |
| Document types | |
| Article | 186 |
| Book chapter | 2 |
| Conference paper | 77 |
| Erratum | 1 |
| Review | 2 |
| Document contents | |
| Keywords plus or index keywords | 1863 |
| Author’s keywords | 719 |
| Authors | |
| Authors | 719 |
| Author appearances | 962 |
| Authors of single-authored documents | 11 |
| Authors of multi-authored documents | 708 |
| Authors collaboration | |
| Single-authored documents | 13 |
| Documents per author | 0.373 |
| Authors per document | 2.68 |
| Co-authors per documents | 3.59 |
| Collaboration index | 2.78 |
| Rank | Document | TCi | Rank on TCi | TLS | Rank on TLS | SYoA | CiY | TCi/y | Rank on TCi/y | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Anderson M. (2006) | 246 | 1 | 13 | 1 | 2006 | 14 | 17.57 | 4 | [46] |
| 2 | Dandekar C.R. (2010) | 213 | 2 | 9 | 2 | 2010 | 10 | 21.30 | 3 | [47] |
| 3 | Zhou L. (2016) | 211 | 3 | 6 | 4 | 2016 | 4 | 52.75 | 1 | [33] |
| 4 | Rahim E.A. (2011) | 200 | 4 | 2 | 7 | 2011 | 9 | 22.22 | 2 | [48] |
| 5 | Chou Y.K. (2004) | 148 | 5 | 3 | 5 | 2004 | 16 | 9.25 | 6 | [49] |
| 6 | Gente A. (2001) | 136 | 6 | 0 | 10 | 2001 | 19 | 7.16 | 9 | [50] |
| 7 | Pfefferkorn F.E. (2004) | 123 | 7 | 9 | 2 | 2004 | 16 | 7.69 | 7 | [51] |
| 8 | Arif M. (2013) | 111 | 8 | 3 | 5 | 2013 | 7 | 15.86 | 5 | [52] |
| 9 | Bakkal M. (2004) | 104 | 9 | 2 | 7 | 2004 | 16 | 6.50 | 10 | [53] |
| 10 | Davim J.P. (2007) | 97 | 10 | 2 | 7 | 2007 | 13 | 7.46 | 8 | [54] |
| Rank | Source | TCi | Rank on TCi | NoA | Rank on NoA | TLS | Rank on TLS | AACi | Rank on AACi | h_ Index | g_ Index | m_ Index | PSY |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Int J Mach Tools Manuf | 903 | 1 | 8 | 4 | 36 | 1 | 112.88 | 1 | 8 | 8 | 0.44 | 2004 |
| 2 | J. Clean. Prod. | 639 | 2 | 13 | 2 | 36 | 1 | 49.15 | 4 | 11 | 13 | 1.22 | 2013 |
| 3 | Int J Adv Manuf Technol | 428 | 3 | 28 | 1 | 36 | 1 | 15.29 | 9 | 13 | 20 | 1.18 | 2011 |
| 4 | J Manuf Sci Eng Trans ASME | 257 | 4 | 6 | 6 | 14 | 4 | 42.83 | 5 | 4 | 6 | 0.22 | 2004 |
| 5 | J Mater Process Technol | 230 | 5 | 7 | 5 | 4 | 7 | 32.86 | 7 | 6 | 7 | 0.33 | 2004 |
| 6 | Tribol Int | 215 | 6 | 3 | 9 | 2 | 9 | 71.67 | 2 | 3 | 3 | 0.27 | 2011 |
| 7 | CIRP Ann Manuf Technol | 179 | 7 | 3 | 9 | 0 | 10 | 59.67 | 3 | 2 | 2 | 0.50 | 2018 |
| 8 | Mater Manuf Process | 167 | 8 | 5 | 8 | 3 | 8 | 33.40 | 6 | 5 | 5 | 0.33 | 2007 |
| 9 | Meas J Int Meas Confed | 148 | 9 | 6 | 6 | 7 | 6 | 24.67 | 8 | 5 | 6 | 1.00 | 2017 |
| 10 | Proc Inst Mech Eng Part B J Eng Manuf | 145 | 10 | 11 | 3 | 9 | 5 | 13.18 | 10 | 8 | 11 | 0.53 | 2007 |
| Author | TCi | Rank on TCi | NoA | Rank on NoA | TLS | Rank on TLS | AACi | Rank on AACi | h_ Index | g_ Index | m_ Index | PSY | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Shin Y.C. | 810 | 1 | 9 | 1 | 109 | 1 | 90 | 5 | 8 | 9 | 0.44 | 2004 | [15,46,47,51,55,56,57,58,59] |
| Dandekar C.R. | 302 | 2 | 4 | 2 | 52 | 2 | 75.5 | 7 | 3 | 4 | 0.23 | 2009 | [47,55,57,59] |
| Anderson M. | 246 | 3 | 1 | 9 | 32 | 6 | 246 | 1 | 1 | 1 | 0.06 | 2006 | [46] |
| Patwa R. | 246 | 3 | 1 | 9 | 32 | 6 | 246 | 1 | 1 | 1 | 0.06 | 2006 | [46] |
| Li F. | 240 | 5 | 4 | 2 | 35 | 4 | 60 | 8 | 3 | 4 | 0.50 | 2016 | [33,60,61,62] |
| Li J. | 240 | 5 | 4 | 2 | 40 | 3 | 60 | 8 | 3 | 4 | 0.50 | 2016 | [33,61,62,63] |
| Zhou L. | 240 | 5 | 4 | 2 | 35 | 4 | 60 | 8 | 3 | 4 | 0.50 | 2016 | [33,60,61,62] |
| Rahim E.A. | 231 | 8 | 2 | 7 | 4 | 9 | 115.5 | 3 | 2 | 2 | 0.18 | 2011 | [64,65] |
| Sasahara H. | 231 | 8 | 2 | 7 | 4 | 9 | 115.5 | 3 | 2 | 2 | 0.18 | 2011 | [48,65] |
| Xu X. | 231 | 8 | 3 | 6 | 30 | 8 | 77 | 6 | 2 | 3 | 0.33 | 2016 | [33,60,62] |
| Organization | NoA | Rank on NoA | TCi | Rank on TCi | TLS | Rank on TLS | AACi | Rank on AACi |
|---|---|---|---|---|---|---|---|---|
| School of Mechanical Engineering, Purdue University, United States | 2 | 1 | 459 | 1 | 27 | 5 | 230 | 1 |
| School of Mechanical Engineering, Shandong University, China | 2 | 11 | 220 | 2 | 14 | 3 | 110 | 9 |
| Advanced Development Programs, United States | 1 | 11 | 213 | 3 | 13 | 13 | 213 | 2 |
| Tokyo University of Agriculture and Technology, Japan | 1 | 11 | 200 | 4 | 8 | 9 | 200 | 3 |
| Universiti Tun, Hussein Onn Malaysia, Malaysia | 1 | 11 | 200 | 5 | 8 | 8 | 200 | 3 |
| University of Alabama, United States | 2 | 8 | 148 | 6 | 1 | 19 | 74 | 10 |
| Technical University of Braunschweig, Germany | 1 | 8 | 136 | 7 | 0 | 1 | 136 | 5 |
| University of Notre Dame, United States | 1 | 11 | 123 | 7 | 10 | 17 | 123 | 6 |
| Purdue University, United States | 1 | 2 | 123 | 9 | 10 | 5 | 123 | 6 |
| National University of Singapore, Singapore | 1 | 6 | 111 | 10 | 5 | 13 | 111 | 8 |
| Country | TCi | Rank on TCi | NoA | Rank on NoA | TLS | Rank on TLS | AACi | Rank on AACi |
|---|---|---|---|---|---|---|---|---|
| United States | 1386 | 1 | 43 | 2 | 42 | 2 | 32.23 | 5 |
| China | 776 | 2 | 55 | 1 | 52 | 1 | 14.11 | 8 |
| India | 515 | 3 | 38 | 3 | 29 | 4 | 13.55 | 9 |
| United Kingdom | 334 | 4 | 23 | 4 | 35 | 3 | 14.52 | 7 |
| Malaysia | 289 | 5 | 7 | 6 | 9 | 6 | 41.29 | 2 |
| Japan | 287 | 6 | 5 | 9 | 7 | 7 | 57.40 | 1 |
| Italy | 212 | 7 | 6 | 7 | 3 | 9 | 35.33 | 4 |
| Germany | 181 | 8 | 5 | 9 | 1 | 10 | 36.20 | 3 |
| South Korea | 175 | 9 | 13 | 5 | 11 | 5 | 13.46 | 10 |
| Bangladesh | 160 | 10 | 6 | 7 | 4 | 8 | 26.67 | 6 |
| Rank | Term | Occurrences | Relevance Score | Rank | Term | Occurrences | Relevance Score |
|---|---|---|---|---|---|---|---|
| 1 | Consumption | 66 | 0.3804 | 1 | Optimal combination | 5 | 3.1753 |
| 2 | Specific energy consumption | 57 | 0.7001 | 2 | RSM | 7 | 2.9339 |
| 3 | Optimization | 46 | 0.9216 | 3 | Response surface methodology | 9 | 2.9264 |
| 4 | Tool wear | 45 | 0.5272 | 4 | Multi objective optimization | 9 | 2.8559 |
| 5 | Machinability | 43 | 0.4807 | 5 | Taguchi | 6 | 2.7537 |
| 6 | Temperature | 36 | 0.4222 | 6 | Grey relational analysis | 5 | 2.6301 |
| 7 | Formation | 31 | 0.3439 | 7 | Material removal temperature | 11 | 2.5555 |
| 8 | Laser | 31 | 1.4546 | 8 | Mechanical machining process | 5 | 2.3462 |
| 9 | System | 29 | 0.5531 | 9 | Tool wear rate | 5 | 2.3061 |
| 10 | Machine | 28 | 0.3554 | 10 | Micro machining | 6 | 2.2469 |
| 11 | M min | 25 | 0.4139 | 11 | Laser assisted machining | 13 | 2.2285 |
| 12 | Response | 24 | 1.1249 | 12 | Taguchi method | 11 | 2.0718 |
| 13 | Machine tool | 22 | 0.9897 | 13 | Sustainable manufacture | 5 | 1.9545 |
| 14 | Machining parameter | 22 | 0.7547 | 14 | Genetic algorithm | 8 | 1.927 |
| 15 | Tool life | 22 | 0.8989 | 15 | Microstructure | 11 | 1.7553 |
| 16 | Chip thickness | 20 | 0.7097 | 16 | Conventional machining | 17 | 1.7418 |
| 17 | Improvement | 20 | 0.5595 | 17 | Sec | 13 | 1.7309 |
| 18 | Inconel | 20 | 0.3357 | 18 | Room temperature | 7 | 1.7193 |
| 19 | Manufacturing | 20 | 0.6485 | 19 | T6 alloy | 5 | 1.7114 |
| 20 | Modeling | 20 | 0.66 | 20 | Diamond tool | 7 | 1.7006 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, R.; Singh, S.; Sidhu, A.S.; Pruncu, C.I. Bibliometric Analysis of Specific Energy Consumption (SEC) in Machining Operations: A Sustainable Response. Sustainability 2021, 13, 5617. https://doi.org/10.3390/su13105617
Kumar R, Singh S, Sidhu AS, Pruncu CI. Bibliometric Analysis of Specific Energy Consumption (SEC) in Machining Operations: A Sustainable Response. Sustainability. 2021; 13(10):5617. https://doi.org/10.3390/su13105617
Chicago/Turabian StyleKumar, Raman, Sehijpal Singh, Ardamanbir Singh Sidhu, and Catalin I. Pruncu. 2021. "Bibliometric Analysis of Specific Energy Consumption (SEC) in Machining Operations: A Sustainable Response" Sustainability 13, no. 10: 5617. https://doi.org/10.3390/su13105617
APA StyleKumar, R., Singh, S., Sidhu, A. S., & Pruncu, C. I. (2021). Bibliometric Analysis of Specific Energy Consumption (SEC) in Machining Operations: A Sustainable Response. Sustainability, 13(10), 5617. https://doi.org/10.3390/su13105617