
Utilization of Municipal Solid Waste Incineration Bottom Ash as Fine Aggregate of Cement Mortars

 ,
, 
Abstract
:1. Introduction
2. Experimental Program
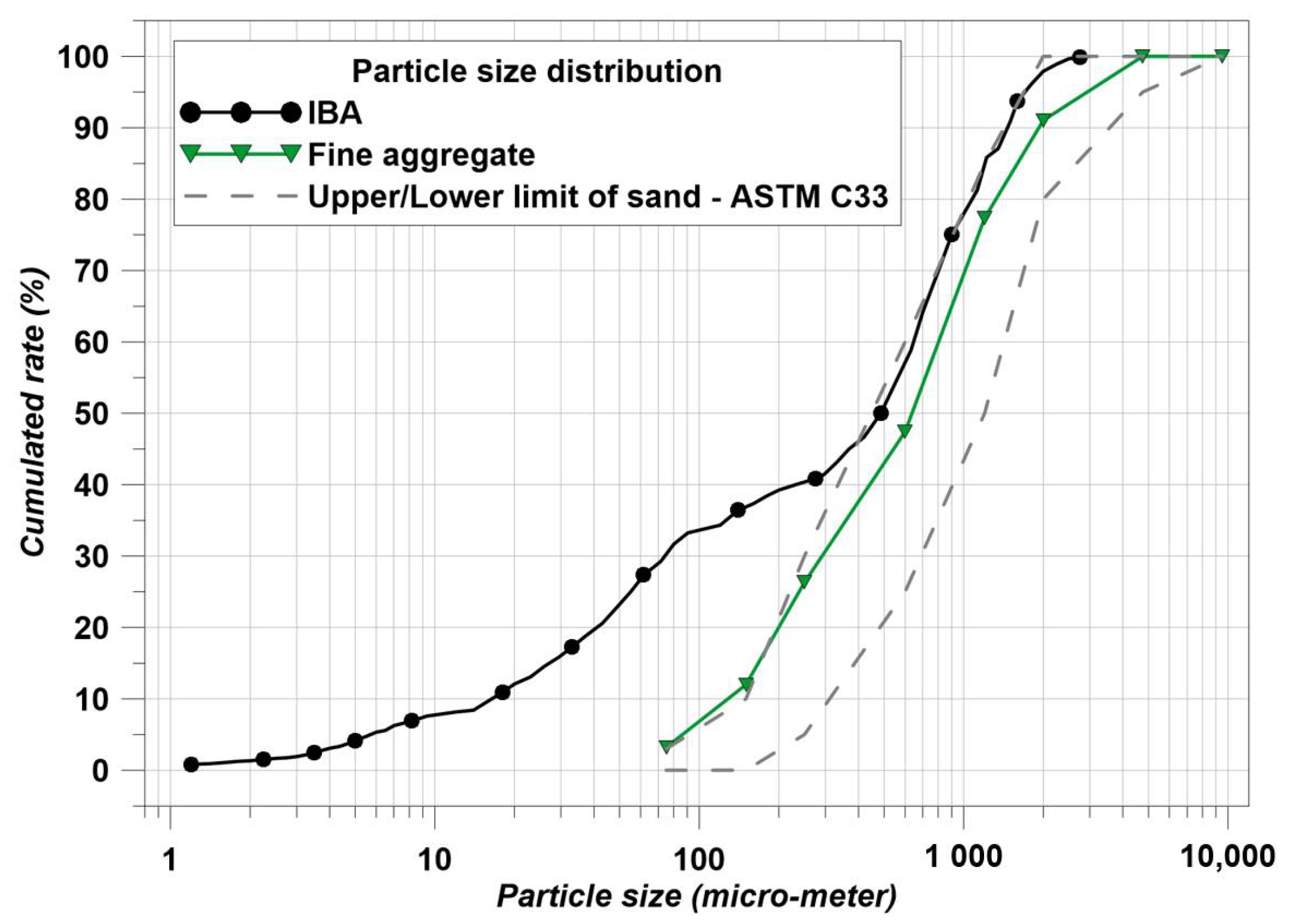
2.1. Materials
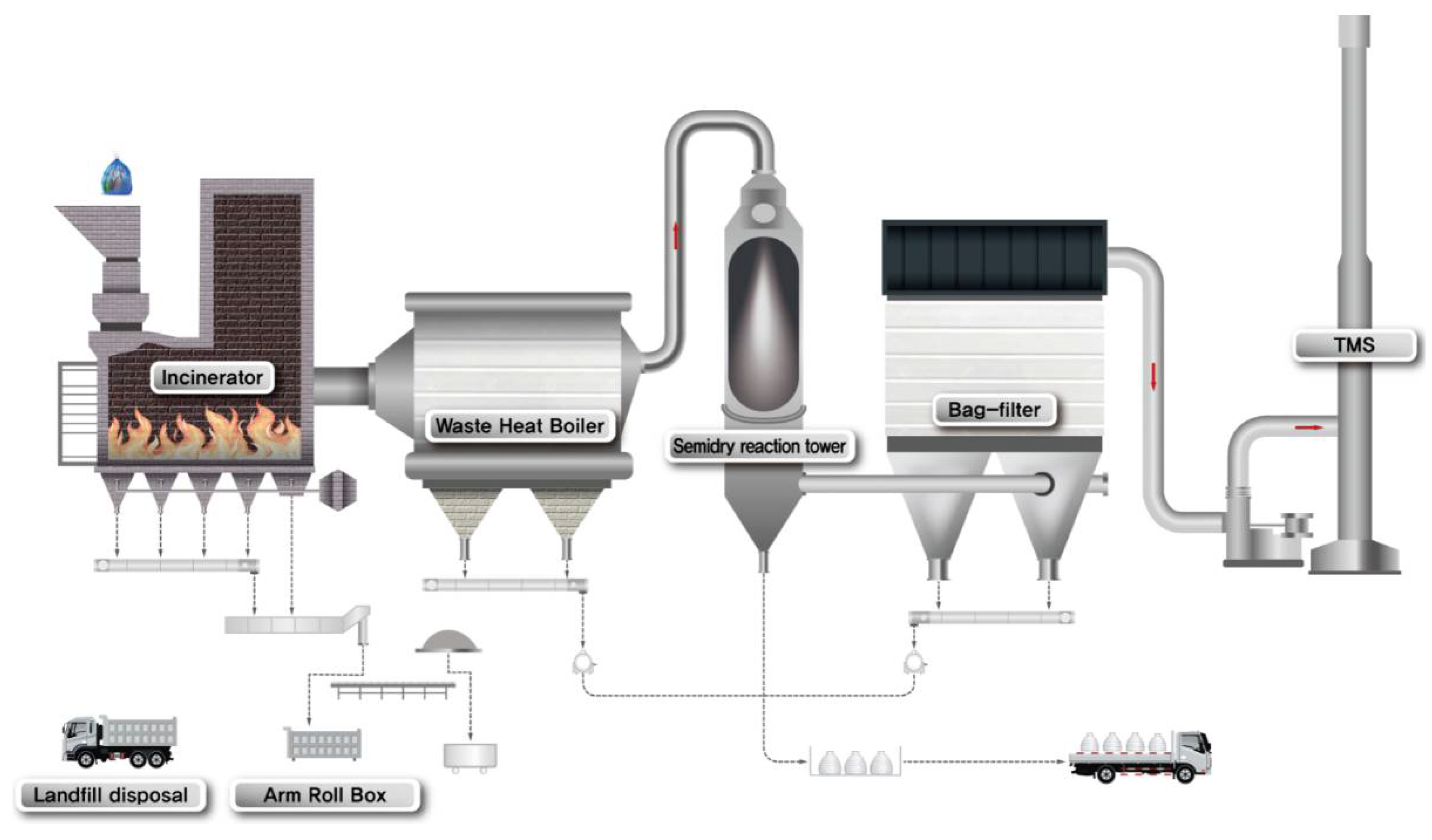
2.2. Preparation of Municipal Solid Waste Incineration Bottom Ash
2.3. Mix Proportions and Fabrication of Mortar Specimens
2.4. Methods
3. Results and Discussion
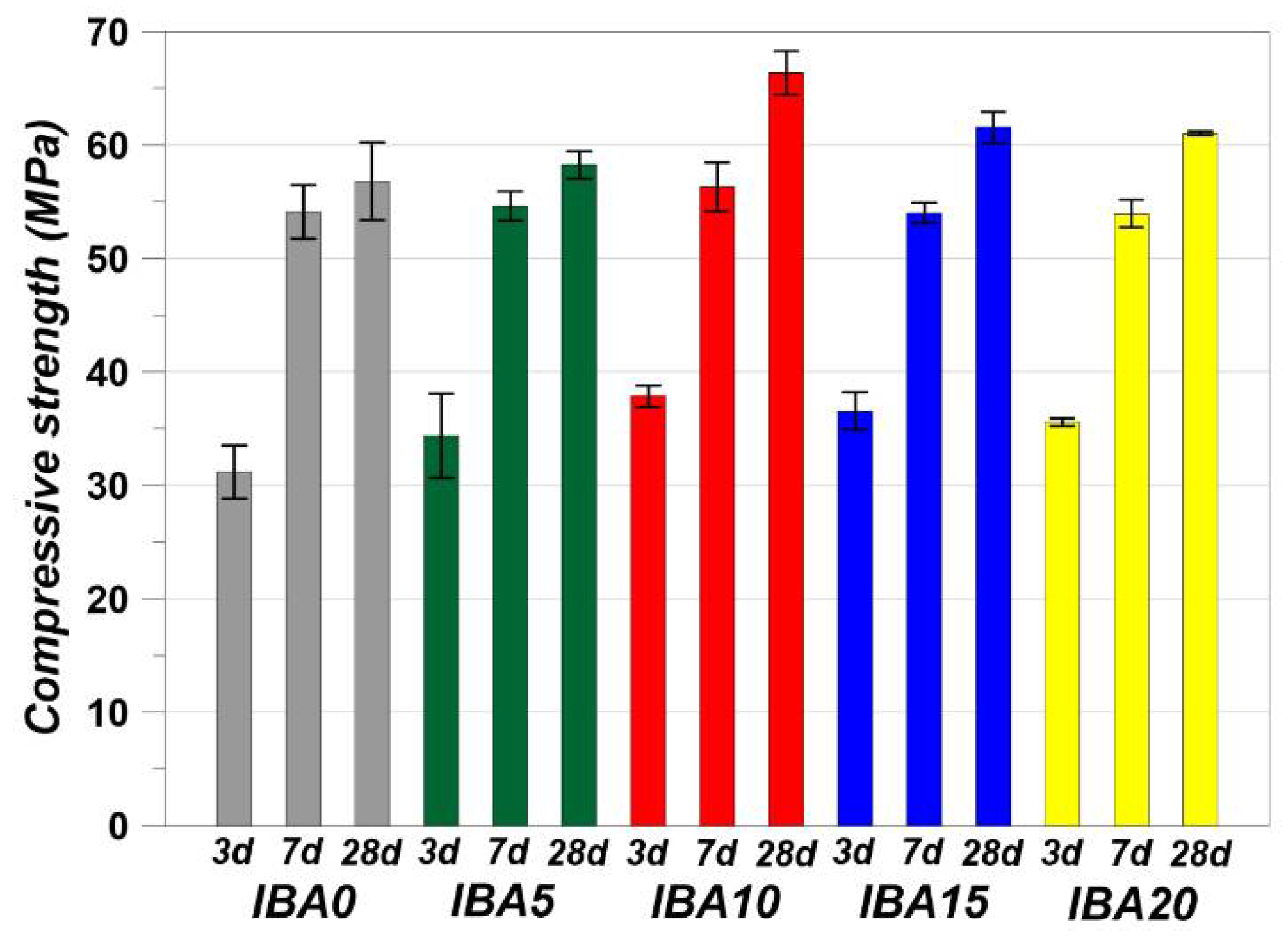
3.1. Compressive Strength Results
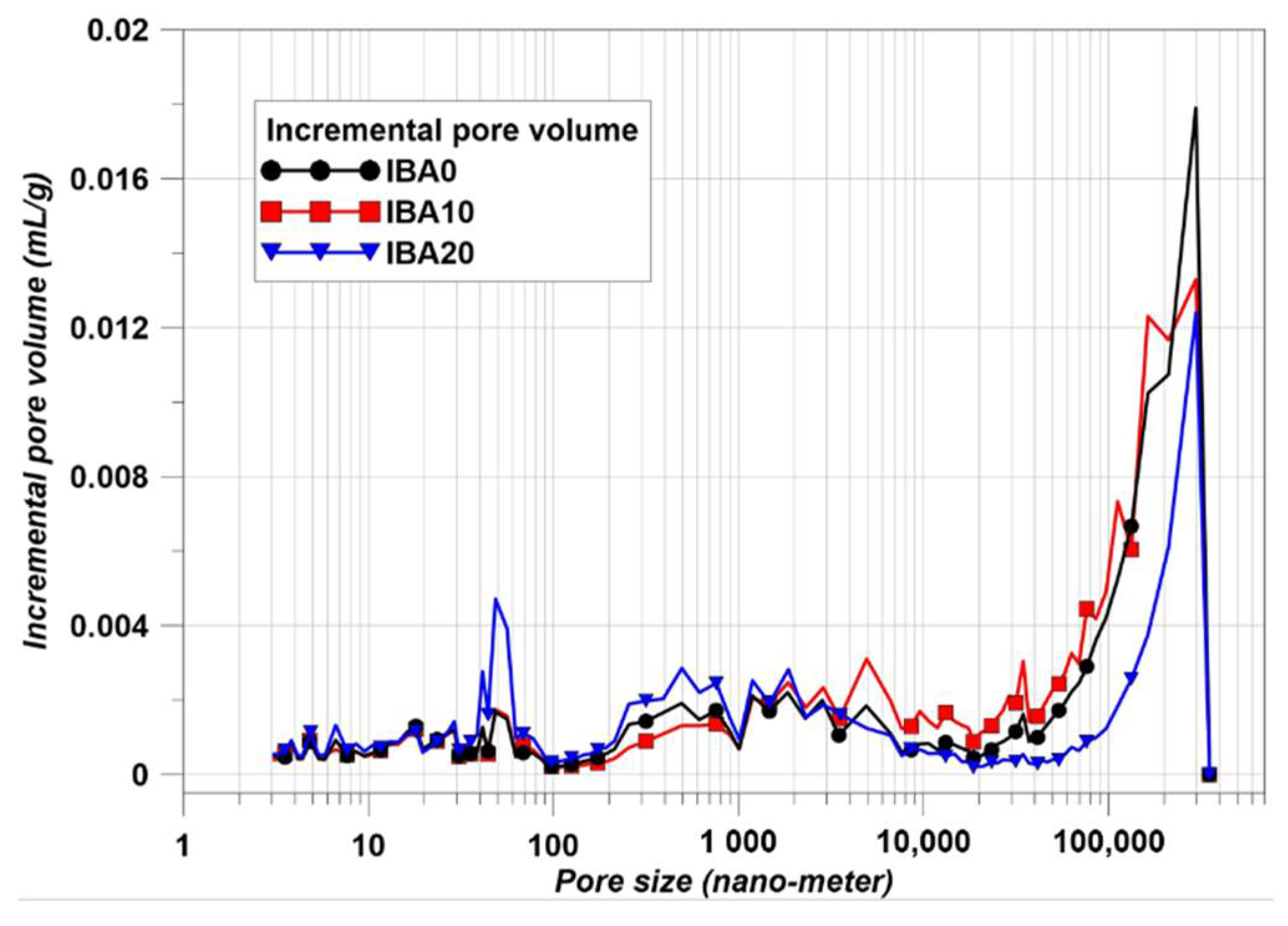
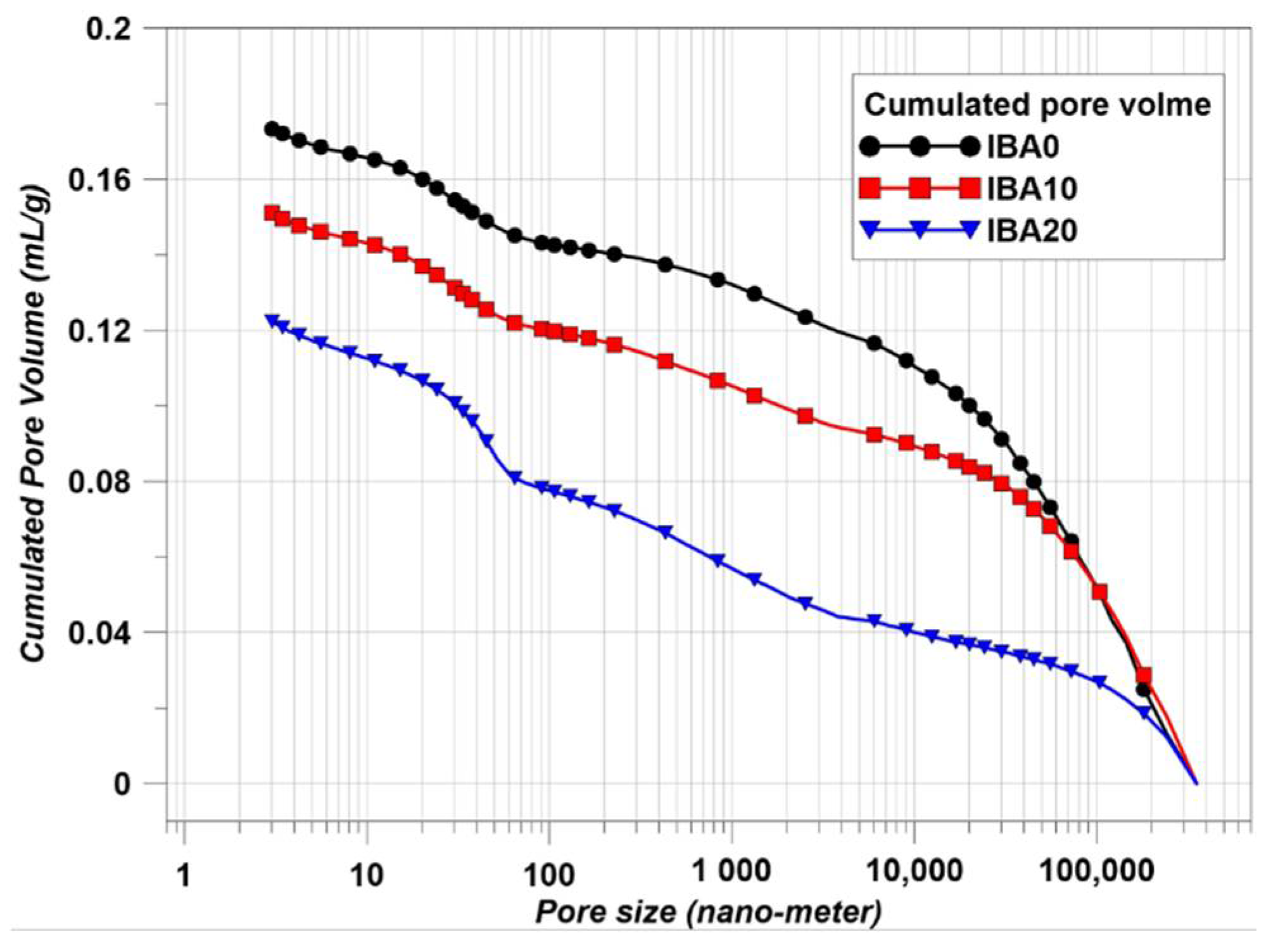
3.2. Mercury Intrusion Porosimetry Results
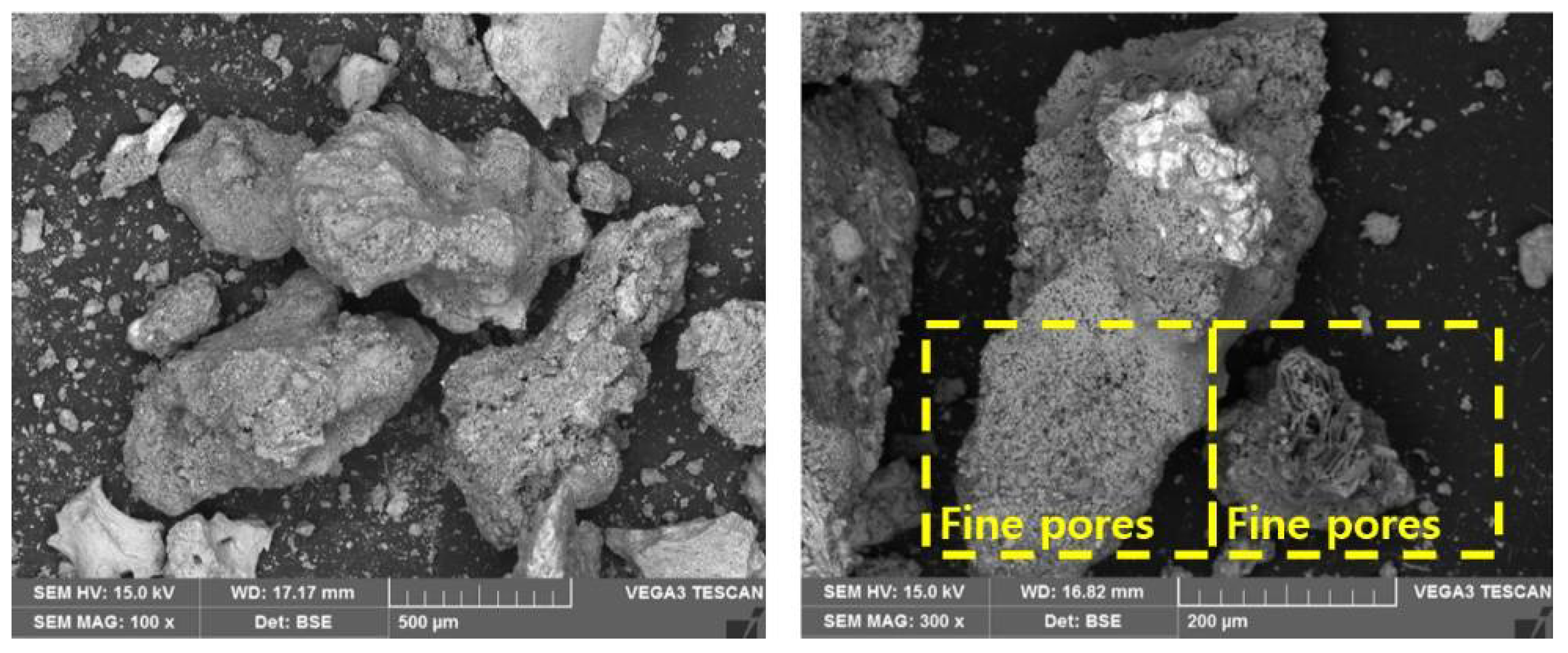
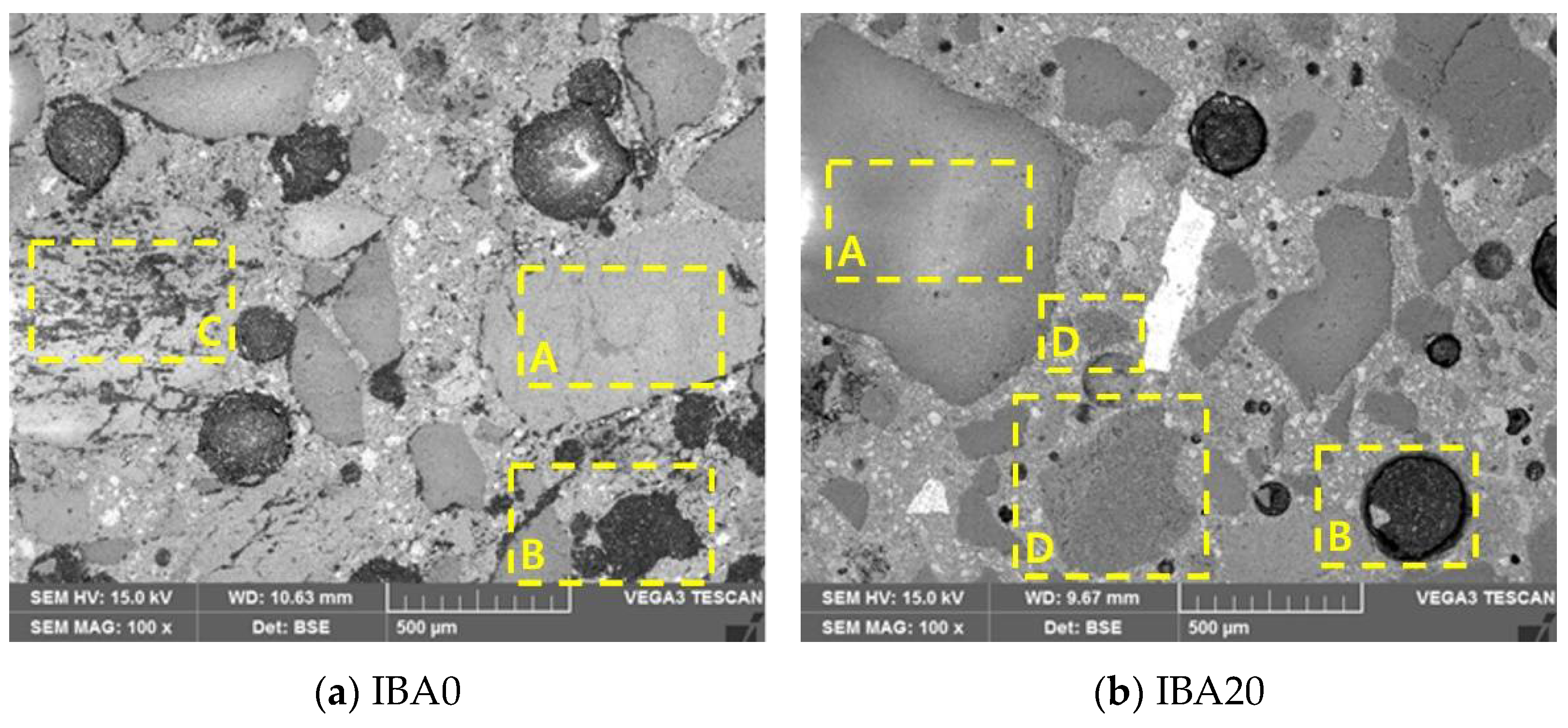
3.3. SEM-BSE Image Analysis
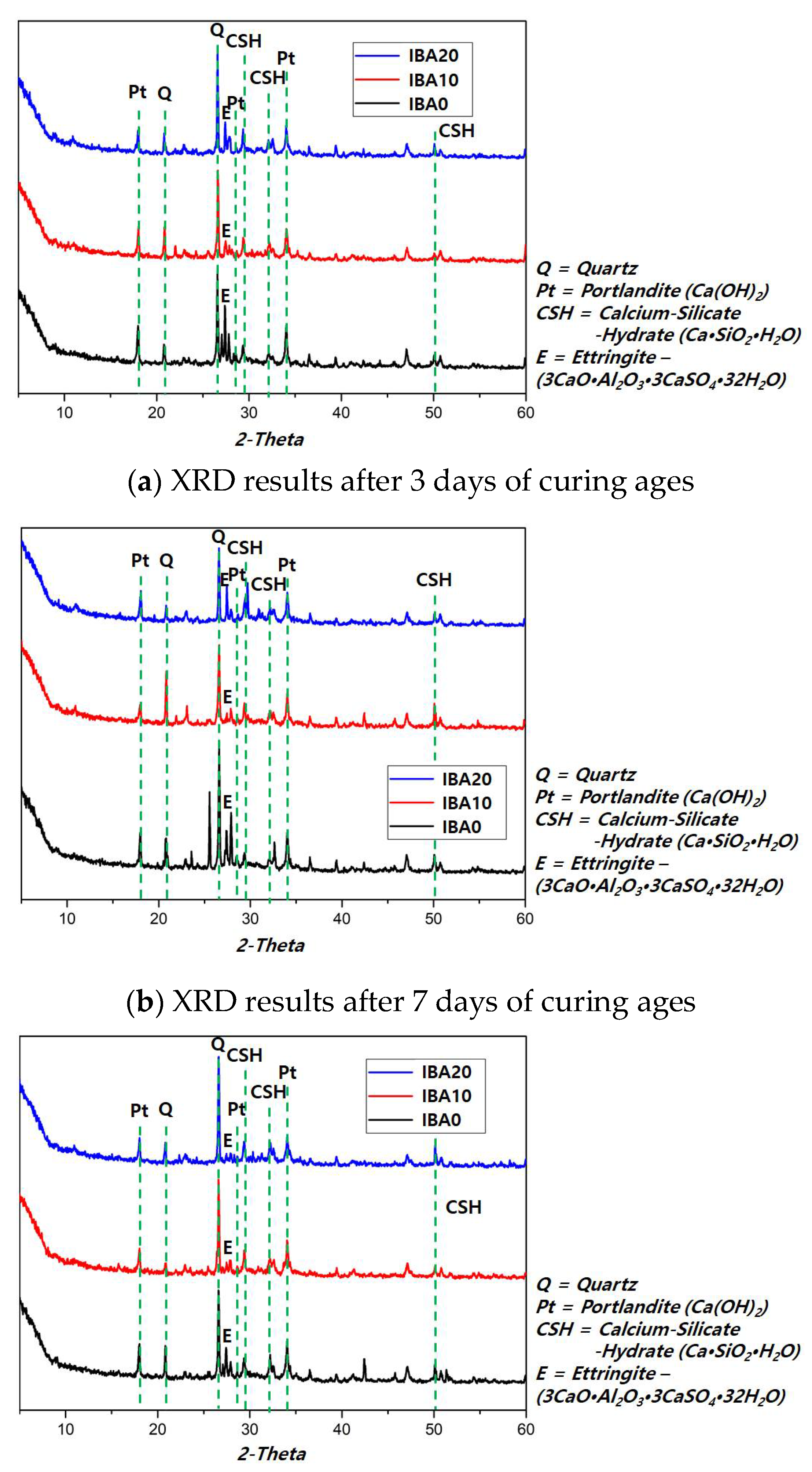
3.4. XRD Analysis
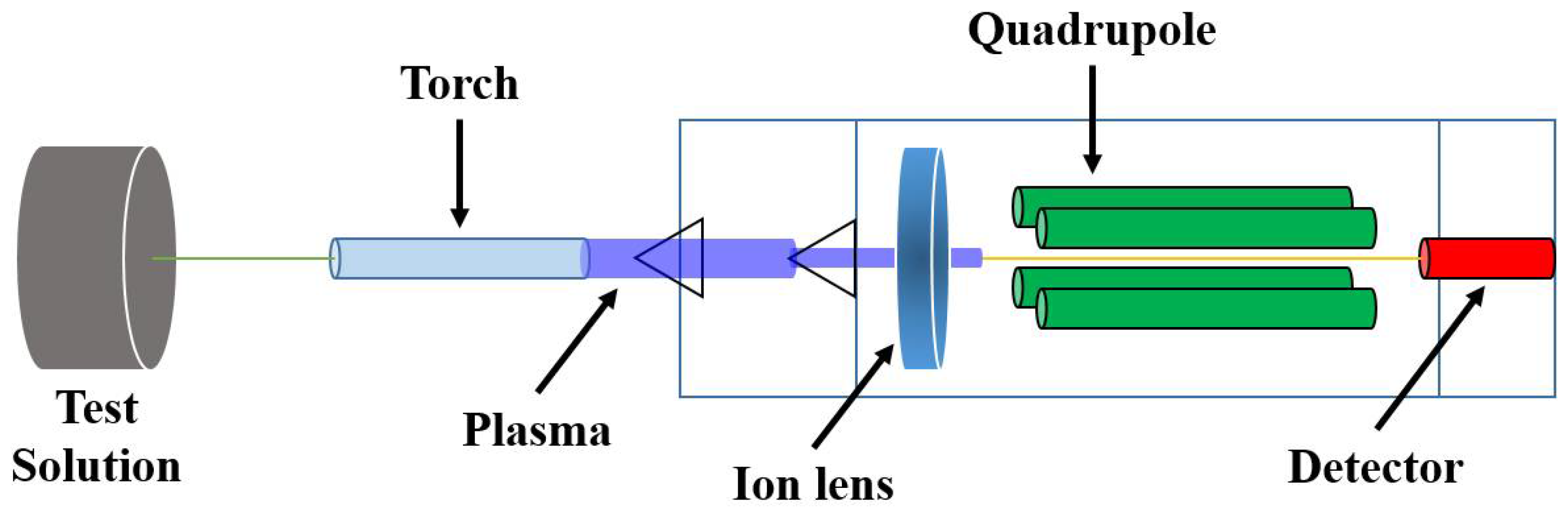
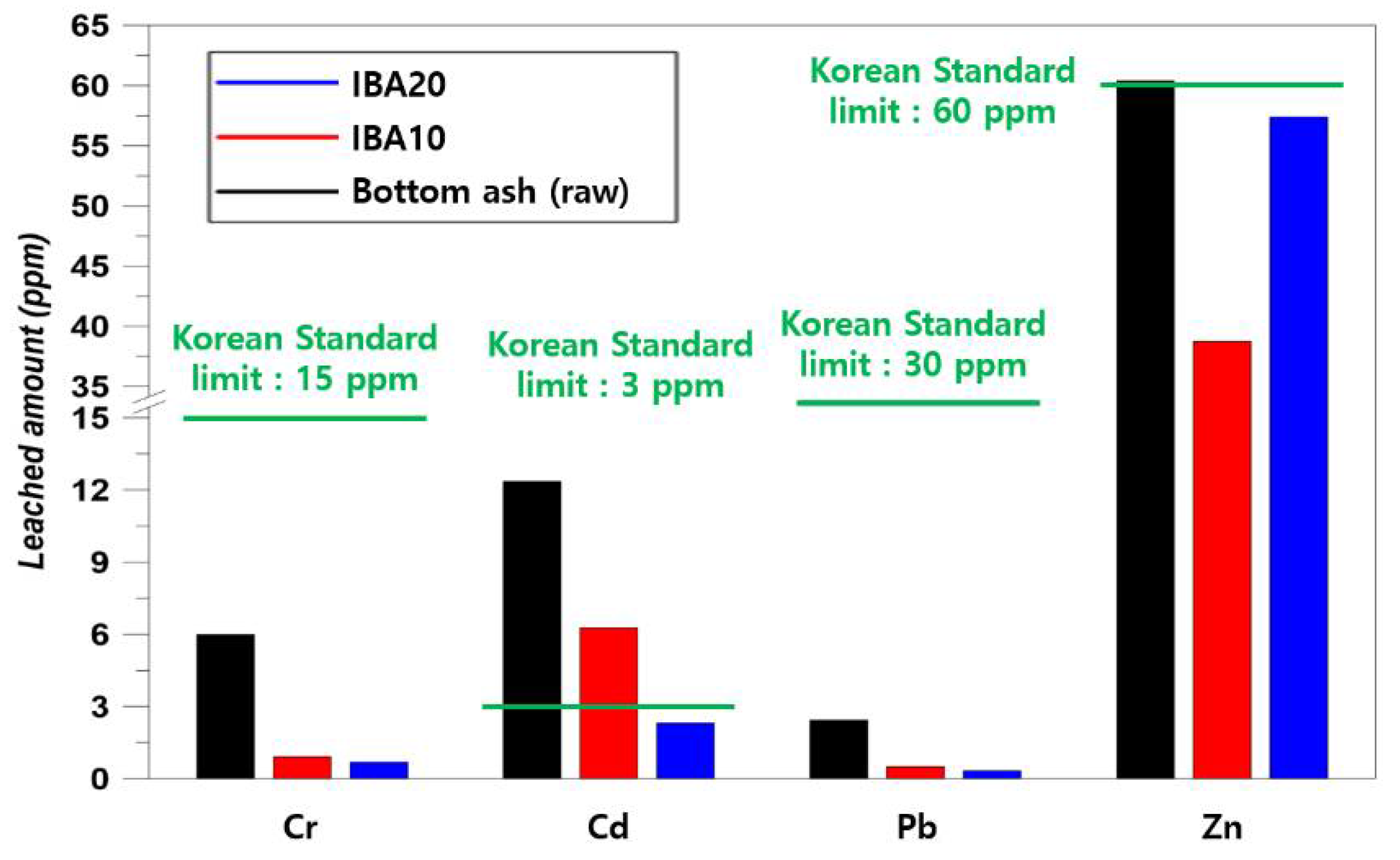
3.5. TCLP Results
4. Conclusions
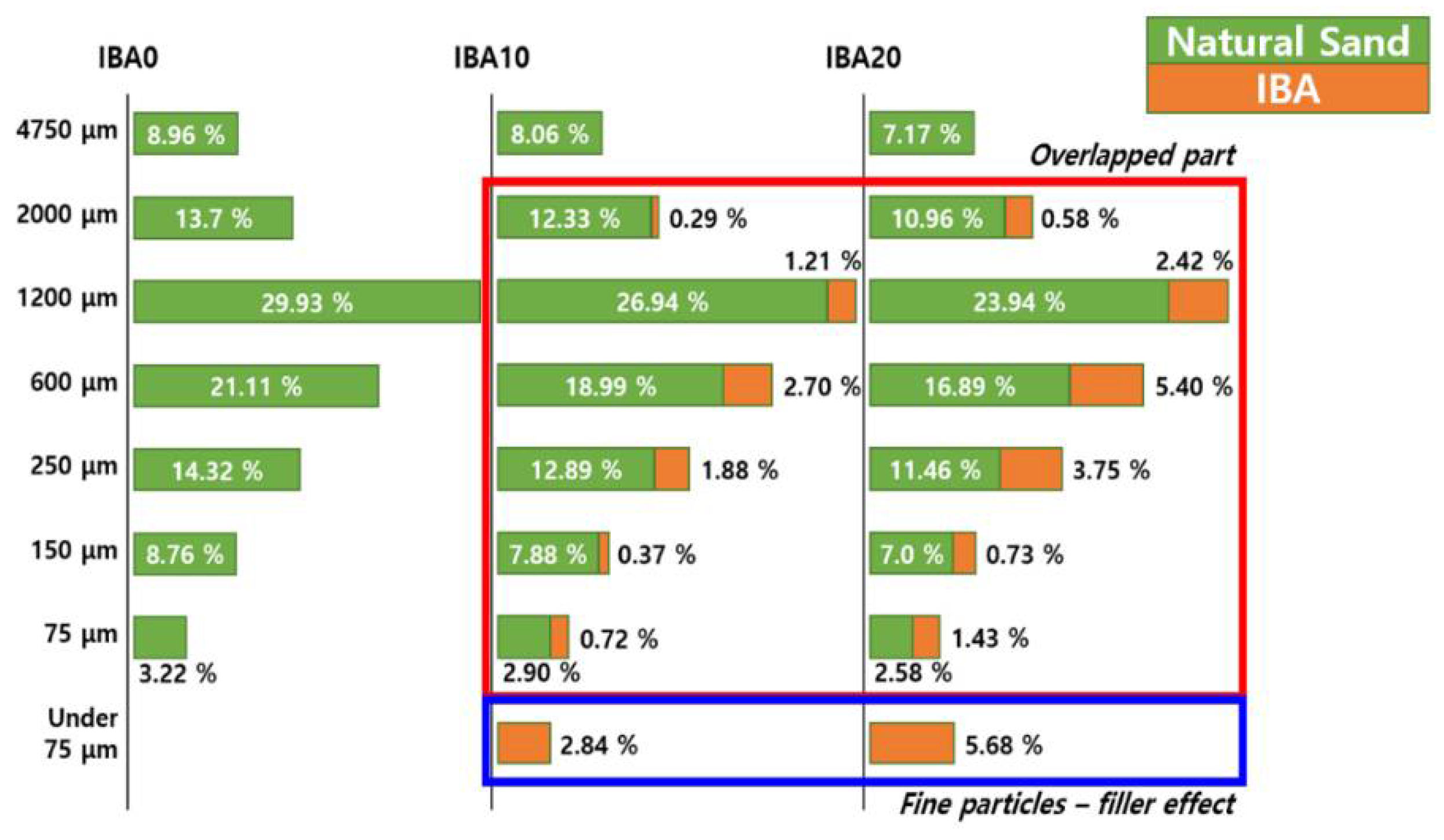
- Compressive strength was increased in all cases. IBA10 showed the highest value and IBA20 showed a relatively decreased value compared to IBA10. IBA10 showed the filler effect well, and IBA20 also showed filler effect. However, the reason for the reduction of compressive strength compared to IBA10 is that IBA is a kind of lightweight aggregate.
- MIP and SEM-BSE showed how the fine particles fill the pores. This was demonstrated using SEM-BSE, showed visually, and MIP, showed quantitatively. The fine pores were decreased with the increase of IBA, and the images of SEM-BSE clearly show that IBA is a kind of lightweight aggregate.
- XRD and TCLP results showed the application risk of IBA to cement composites. XRD results indicated the possibility of ASR. On the other hand, TCLP results showed the low value of heavy metals. However, it is considered that a pre-treatment for eliminating or reducing the heavy metals in raw IBA is needed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jurič, B.; Hanžič, L.; Ilić, R.; Samec, N. Utilization of municipal solid waste bottom ash and recycled aggregate in concrete. Waste Manag. 2006, 26, 1436–1442. [Google Scholar] [CrossRef]
- Xuan, D.; Zhan, B.; Poon, C.S. Assessment of mechanical properties of concrete incorporating carbonated recycled concrete aggregates. Cem. Concr. Compos. 2016, 65, 67–74. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials—A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- Quina, M.J.; Bordado, J.M.; Quinta-Ferreira, R.M. Recycling of air pollution control residues from municipal solid waste incineration into lightweight aggregates. Waste Manag. 2014, 34, 430–438. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pérez-Martínez, S.; Giro-Paloma, J.; Maldonado-Alameda, A.; Formosa, J.; Queralt, I.; Chimenos, J.M. Characterisation and partition of valuable metals from WEEE in weathered municipal solid waste incineration bottom ash, with a view to recovering. J. Clean. Prod. 2019, 218, 61–68. [Google Scholar] [CrossRef]
- Loginova, E.; Volkov, D.; Van de Wouw, P.; Florea, M.; Brouwers, H. Detailed characterization of particle size fractions of municipal solid waste incineration bottom ash. J. Clean. Prod. 2019, 207, 866–874. [Google Scholar] [CrossRef]
- Cabrera, M.; Galvin, A.P.; Agrela, F.; Beltran, M.G.; Ayuso, J. Reduction of leaching impacts by applying biomass bottom ash and recycled mixed aggregates in structural layers of roads. Materials 2016, 9, 228. [Google Scholar] [CrossRef] [Green Version]
- Xu, F.; Wang, B.; Yang, D.; Qiao, Y.; Tian, Y. The steam gasification reactivity and kinetics of municipal solid waste chars derived from rapid pyrolysis. Waste Manag. 2018, 80, 64–72. [Google Scholar] [CrossRef] [PubMed]
- Seo, Y. Current MSW Management and Waste-to-Energy Status in the Republic of Korea; Columbia University: New York, NY, USA, 2013; pp. 49–58. [Google Scholar]
- Wiles, C.C. Municipal solid waste combustion ash: State-of-the-knowledge. J. Hazard. Mater. 1996, 47, 325–344. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, X.; Struble, L.J.; Yang, E.-H. Characterization of calcium-containing phases in alkali-activated municipal solid waste incineration bottom ash binder through chemical extraction and deconvoluted Fourier transform infrared spectra. J. Clean. Prod. 2018, 192, 782–789. [Google Scholar] [CrossRef]
- Ge, D.; You, Z.; Chen, S.; Liu, C.; Gao, J.; Lv, S. The performance of asphalt binder with trichloroethylene: Improving the efficiency of using reclaimed asphalt pavement. J. Clean. Prod. 2019, 232, 205–212. [Google Scholar] [CrossRef]
- Ghouleh, Z.; Shao, Y. Turning municipal solid waste incineration into a cleaner cement production. J. Clean. Prod. 2018, 195, 268–279. [Google Scholar] [CrossRef]
- Le, N.H.; Razakamanantsoa, A.; Nguyen, M.-L.; Dao, P.-L.; Nguyen, D.H. Evaluation of physicochemical and hydromechanical properties of MSWI bottom ash for road construction. Waste Manag. 2018, 80, 168–174. [Google Scholar] [CrossRef]
- Tang, P.; Florea, M.; Brouwers, H. Employing cold bonded pelletization to produce lightweight aggregates from incineration fine bottom ash. J. Clean. Prod. 2017, 165, 1371–1384. [Google Scholar] [CrossRef]
- Lynn, C.J.; OBE, R.K.D.; Ghataora, G.S. Municipal incinerated bottom ash characteristics and potential for use as aggregate in concrete. Constr. Build. Mater. 2016, 127, 504–517. [Google Scholar] [CrossRef]
- Siddique, R. Use of municipal solid waste ash in concrete. Resour. Conserv. Recycl. 2010, 55, 83–91. [Google Scholar] [CrossRef]
- ASTM. C150, Standard specification for portland cement. In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM. C33, standard specifications for concrete aggregates. In ASTM Standard Book; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Saffarzadeh, A.; Shimaoka, T.; Wei, Y.; Gardner, K.H.; Musselman, C.N. Impacts of natural weathering on the transformation/neoformation processes in landfilled MSWI bottom ash: A geoenvironmental perspective. Waste Manag. 2011, 31, 2440–2454. [Google Scholar] [CrossRef] [PubMed]
- Meima, J.A.; Comans, R.N. The leaching of trace elements from municipal solid waste incinerator bottom ash at different stages of weathering. Appl. Geochem. 1999, 14, 159–171. [Google Scholar] [CrossRef]
- Chimenos, J.; Fernández, A.; Miralles, L.; Segarra, M.; Espiell, F. Short-term natural weathering of MSWI bottom ash as a function of particle size. Waste Manag. 2003, 23, 887–895. [Google Scholar] [CrossRef]
- ASTM. C109/109M, Standard test method for compressive strength of hydraulic cement mortars (using 2-in. or [50-mm] cube specimens). In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2016; Volume 4. [Google Scholar]
- Gallé, C.J.C. Effect of drying on cement-based materials pore structure as identified by mercury intrusion porosimetry: A comparative study between oven-, vacuum-, and freeze-drying. Cem. Concr. Res. 2001, 31, 1467–1477. [Google Scholar] [CrossRef]
- Diamond, S. Mercury porosimetry: An inappropriate method for the measurement of pore size distributions in cement-based materials. Cem. Concr. Res. 2000, 30, 1517–1525. [Google Scholar] [CrossRef]
- Walker, H.N.; Lane, D.S.; Stutzman, P.E. Petrographic Methods of Examining Hardened Concrete: A Petrographic Manual; Federal Highway Administration: McLean, VA, USA, 2006. [Google Scholar]
- USEPA. Method 1311: Toxicity Characteristic Leaching Procedure (TCLP), Test Methods for Evaluating Solid Wast, Physical/Chemical Methods; USEPA: Washington, DC, USA, 1992. [Google Scholar]
- Mohammadhosseini, H.; Lim, N.H.A.S.; Tahir, M.M.; Alyousef, R.; Alabduljabbar, H.; Samadi, M. Enhanced performance of green mortar comprising high volume of ceramic waste in aggressive environments. Constr. Build. Mater. 2019, 212, 607–617. [Google Scholar] [CrossRef]
- Jeon, I.K.; Qudoos, A.; Jakhrani, S.H.; Kim, H.G.; Ryou, J.-S. Investigation of sulfuric acid attack upon cement mortars containing silicon carbide powder. Powder Technol. 2020, 359, 181–189. [Google Scholar] [CrossRef]
- Yu, A.-B.; Bridgwater, J.; Burbidge, A. On the modelling of the packing of fine particles. Powder Technol. 1997, 92, 185–194. [Google Scholar] [CrossRef]
- Giro-Paloma, J.; Ribas-Manero, V.; Maldonado-Alameda, A.; Formosa, J.; Chimenos, J. Use of municipal solid waste incineration bottom ash and crop by-product for producing lightweight aggregate. In Proceedings of the 3rd International Conference on Innovative Materials, Structures and Technologies (IMST 2017), Riga, Latvia, 27–29 September 2017; p. 012126. [Google Scholar]
- Karthika, R.; Vidyapriya, V.; Sri, K.N.; Beaula, K.M.G.; Harini, R.; Sriram, M. Experimental study on lightweight concrete using pumice aggregate. Mater. Today Proc. 2021, 43, 1606–1613. [Google Scholar] [CrossRef]
- Zou, D.; Wang, Z.; Shen, M.; Liu, T.; Zhou, A. Improvement in freeze-thaw durability of recycled aggregate permeable concrete with silane modification. Constr. Build. Mater. 2021, 268, 121097. [Google Scholar] [CrossRef]
- Huang, Q.; Qian, Z.; Hu, J.; Zheng, D.; Chen, L.; Zhang, M.; Yu, J. Investigation on the properties of aggregate-mastic interfacial transition zones (ITZs) in asphalt mixture containing recycled concrete aggregate. Constr. Build. Mater. 2021, 269, 121257. [Google Scholar] [CrossRef]
- Jun, S.-S.; Jin, C.-S. Effect of Fineness Modulus of Reactive Aggregate on Alkali Silica Reaction. Int. J. Concr. Struct. Mater. 2010, 4, 119–125. [Google Scholar]
- Yun, J.M.; Kim, T.H.; Song, Y.S. Analysis of leaching characteristics of heavy metals in bottom ash. J. Korean Soc. Geosyst. Eng. 2006, 43, 633–640. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | CaO | P2O5 | Al2O3 | SiO2 | Fe2O3 | MgO | SO3 | TiO2 | Na2O | Cl | K2O | L.O.I |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight occupancy (%) | 43.97 | 12.01 | 10.3 | 8.98 | 7.79 | 4.96 | 3.02 | 2.12 | 1.95 | 1.83 | 0.99 | 1.24 |
| Composition | W/C (%) | Water (g) | Cement (g) | Fine Aggregate (g) | IBA (g) | Water Reducer (g) |
|---|---|---|---|---|---|---|
| IBA0 | 40 | 280 | 700 | 1400 | 0 | 7 |
| IBA5 | 1330 | 70 | ||||
| IBA10 | 1260 | 140 | ||||
| IBA15 | 1190 | 210 | ||||
| IBA20 | 1120 | 280 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woo, B.-H.; Jeon, I.-K.; Yoo, D.-H.; Kim, S.-S.; Lee, J.-B.; Kim, H.-G. Utilization of Municipal Solid Waste Incineration Bottom Ash as Fine Aggregate of Cement Mortars. Sustainability 2021, 13, 8832. https://doi.org/10.3390/su13168832
Woo B-H, Jeon I-K, Yoo D-H, Kim S-S, Lee J-B, Kim H-G. Utilization of Municipal Solid Waste Incineration Bottom Ash as Fine Aggregate of Cement Mortars. Sustainability. 2021; 13(16):8832. https://doi.org/10.3390/su13168832
Chicago/Turabian StyleWoo, Byeong-Hun, In-Kyu Jeon, Dong-Ho Yoo, Seong-Soo Kim, Jeong-Bae Lee, and Hong-Gi Kim. 2021. "Utilization of Municipal Solid Waste Incineration Bottom Ash as Fine Aggregate of Cement Mortars" Sustainability 13, no. 16: 8832. https://doi.org/10.3390/su13168832
APA StyleWoo, B. -H., Jeon, I. -K., Yoo, D. -H., Kim, S. -S., Lee, J. -B., & Kim, H. -G. (2021). Utilization of Municipal Solid Waste Incineration Bottom Ash as Fine Aggregate of Cement Mortars. Sustainability, 13(16), 8832. https://doi.org/10.3390/su13168832