
Building Envelope Prefabricated with 3D Printing Technology

 ,
,  ,
, 


Abstract
:1. Introduction
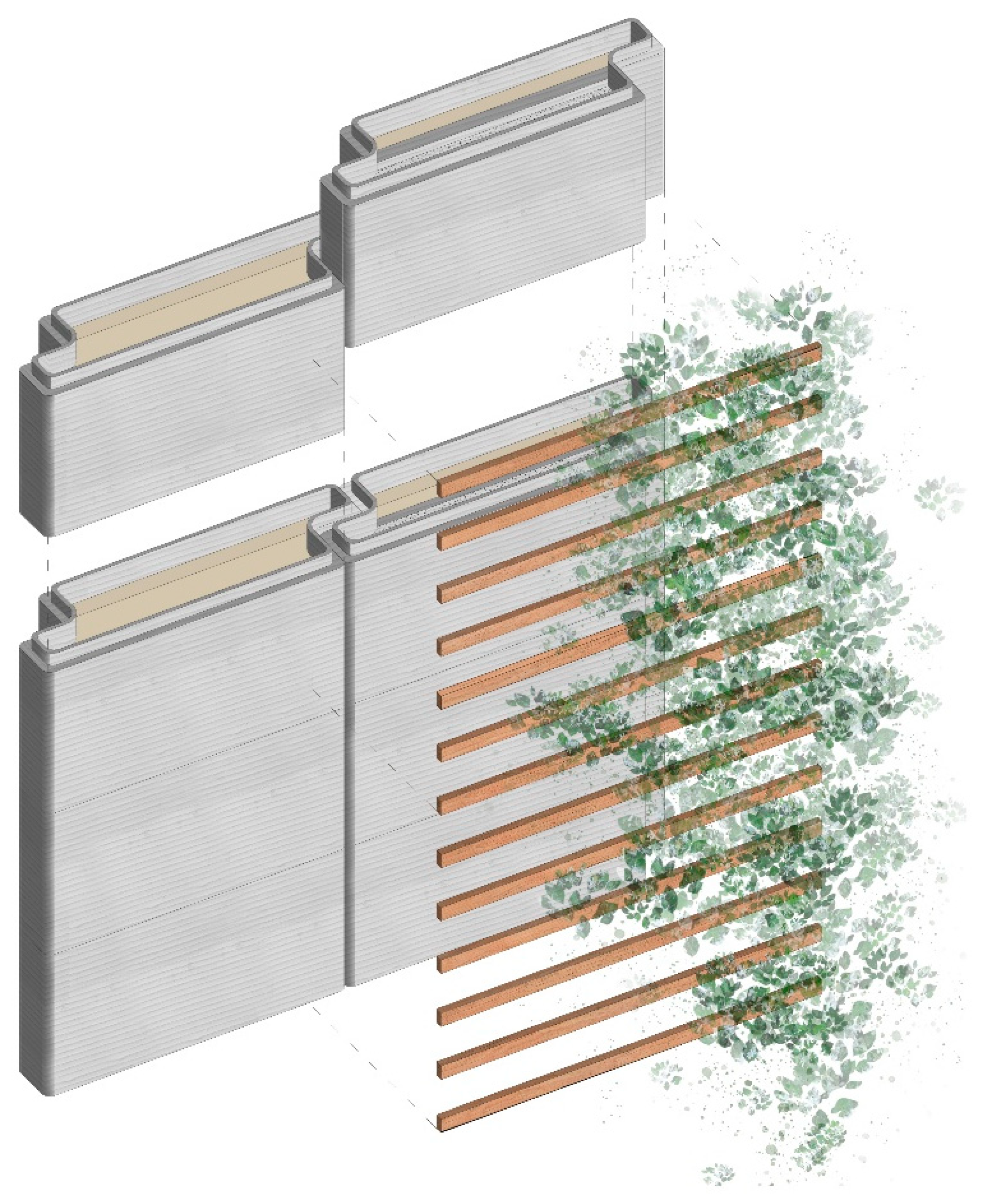
- The combination between 3D printing and prefabrication for the building construction sector is explored in depth by designing a new “printable” prefabricated system.
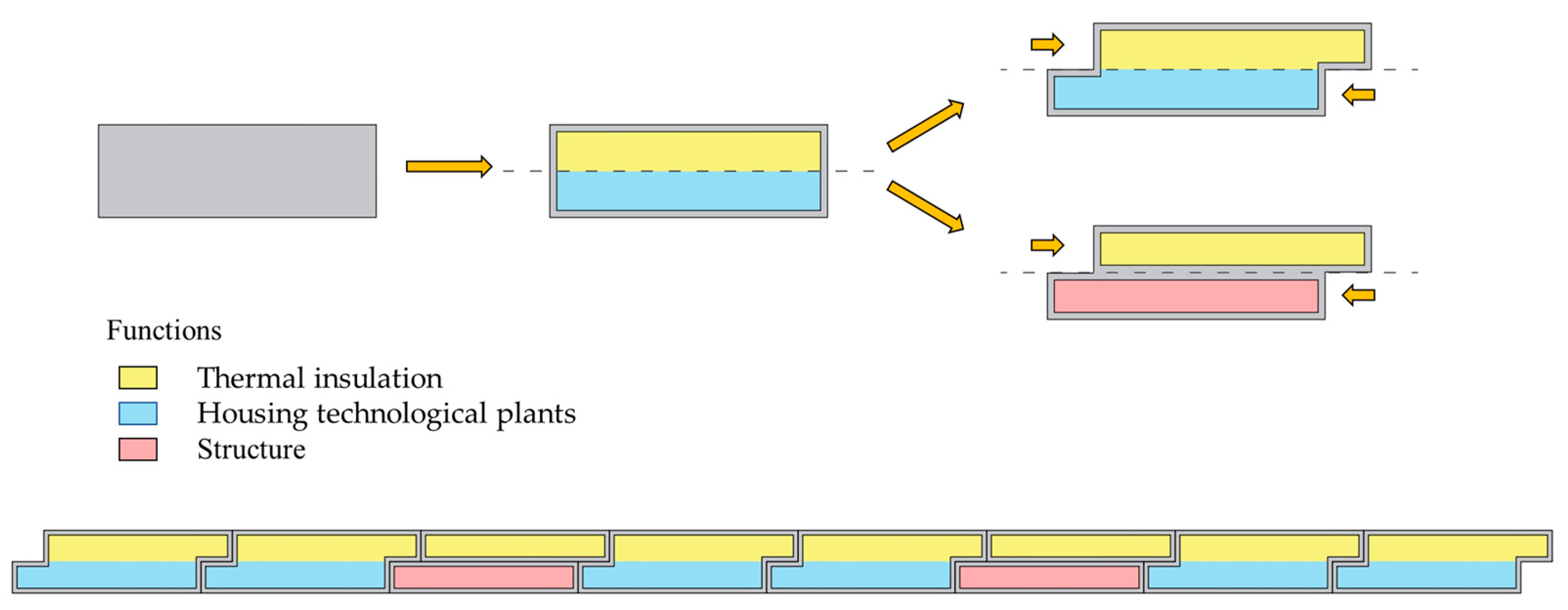
- The proposed multi-objective design combines, for the first time, different important aspects in a precast 3D printed component, including the following functions: thermal insulation, structural reinforcement, and housing of the technological plant.
- A sustainable magnesium potassium phosphate cement (MKPC) is developed for the proposed 3D printed prefabricated system in order to avoid shell collapses during the printing process and to ensure good structural and energy performances.
2. Project Design: The Innovative Building Envelope Designed for 3D Printing
2.1. Concept: The Multi Objective Design
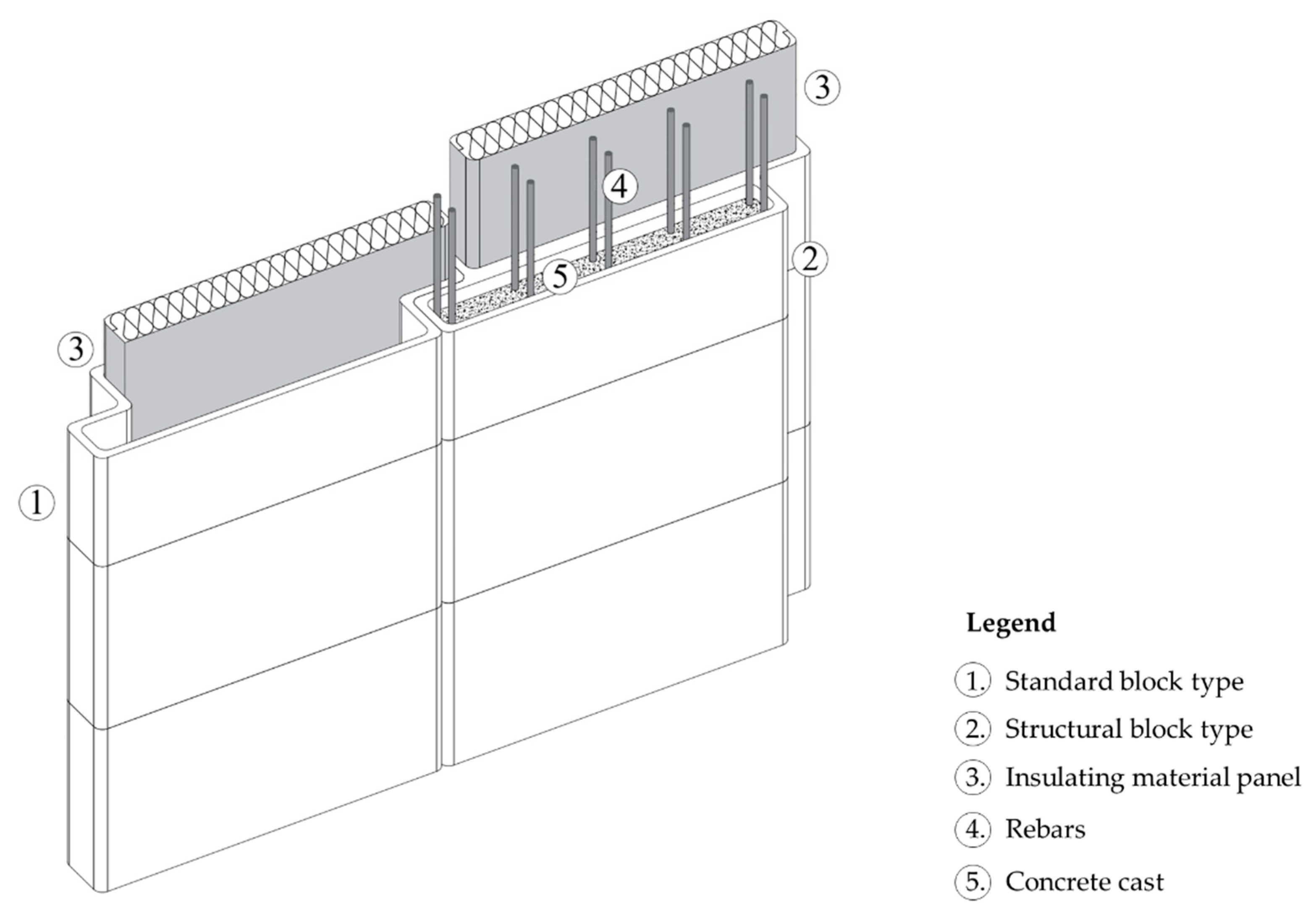
2.2. Precast Elements: Dry Assembly, Modularity and Adaptability
2.3. Material: Printability and Sustainability
- the initial yield stress must be greater than g·h0 where g is the gravitational acceleration.
- Yield stress in the bottom layer must be greater than g·ρ·H/√3 where ρ is the material density.
- Initial shear elastic modulus must be higher than g∙h0/εtol where εtol is the tolerable deformation of the layer.
- Young elastic modulus must be higher than 3·g∙H3/22.
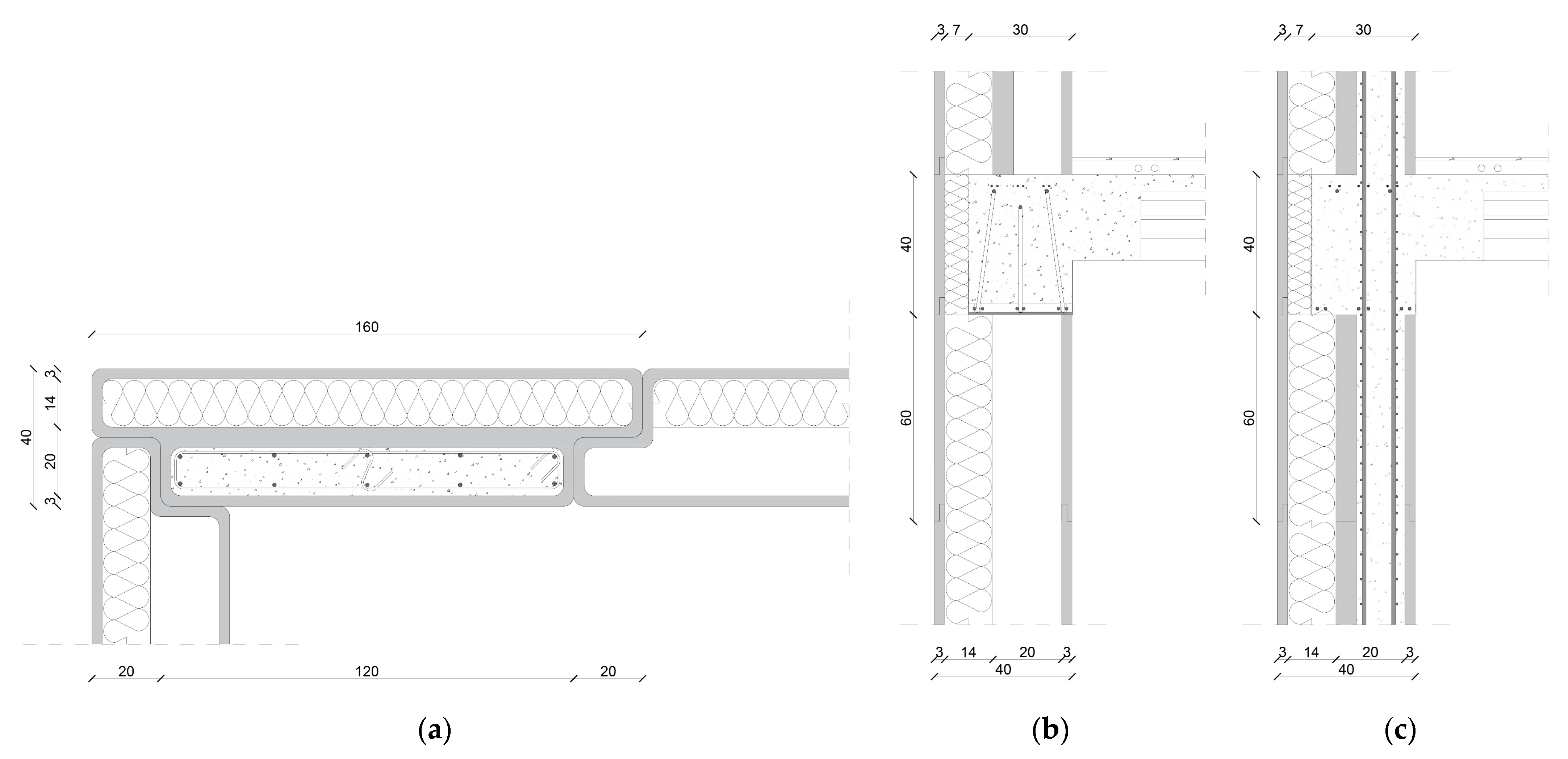
2.4. Structural and Energy Performances
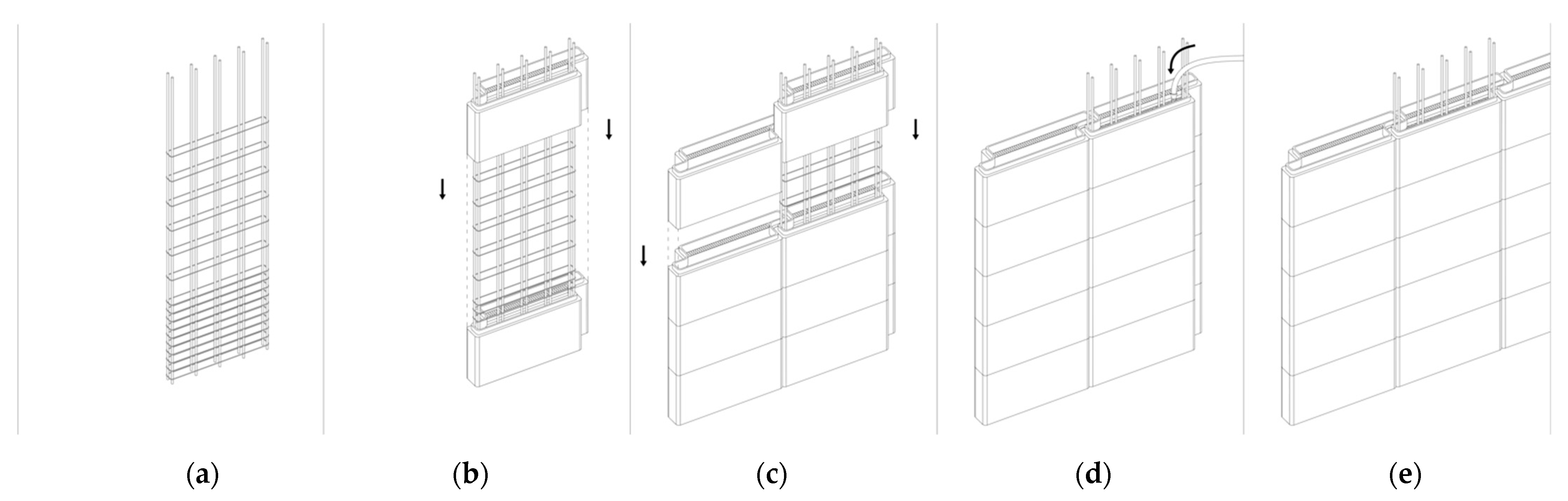
2.5. On Site Assembly and Fast Implementation
- The reinforcing bars are placed in the position where the structural blocks are to be assembled (Figure 5a);
- The structural blocks are stacked on rebars (Figure 5b) and then the walls are completed by placing the standard block;
- The blocks are fitted together by rotating the single element to the correct position and then placing it on the element below (Figure 5c). In this step, blocks at the corner should be placed first to facilitate assembly;
- The concrete is cast in the formwork part of the structural block (Figure 5d);
- After the setting time, the wall is complete (Figure 5d), and the next step concerns the realization of a beam over the wall.
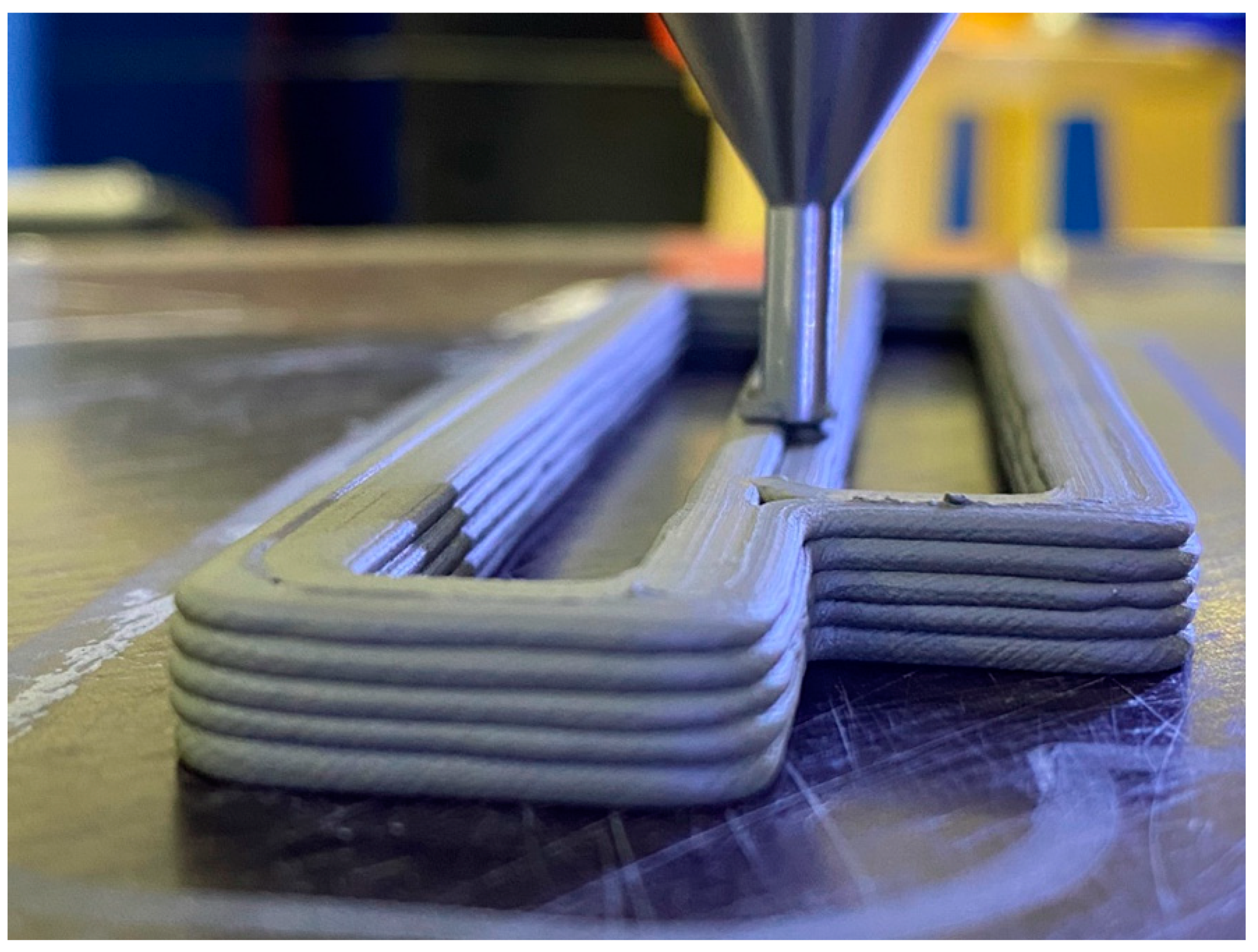
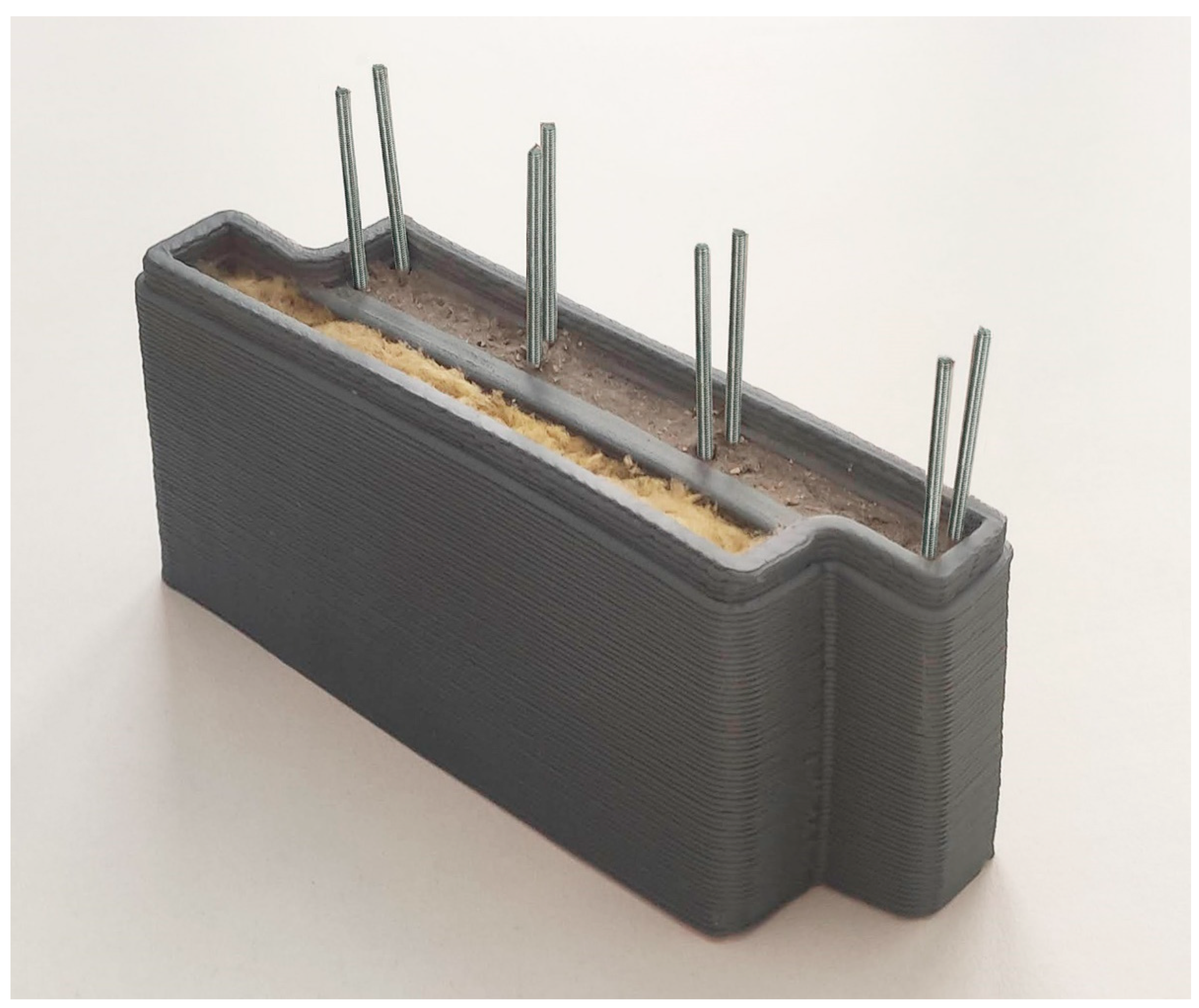
3. Prototype
3.1. Printability and the Extruder Path
3.2. The Prototype Result
4. Discussion and Comparison
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Delgado, J.M.D.; Oyedele, L.; Ajayi, A.; Akanbi, L.; Akinade, O.; Bilal, M.; Owolabi, H. Robotics and automated systems in construction: Understanding industry-specific challenges for adoption. J. Build. Eng. 2019, 26, 100868. [Google Scholar] [CrossRef]
- Bock, T. Construction Robotics enabling Innovative Disruption and Social Supportability. In Proceedings of the 32nd International Symposium on Automation and Robotics in Construction (ISARC), Oulu, Finland, 15–18 June 2015; Volume 32, pp. 1–11. [Google Scholar]
- Wangler, T.P.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Picon, A.; Ahrens, C.; Sprecher, A. Digital Fabrication, Between Disruption and Nostalgia. In Instabilities and Potentialities, 1st ed.; Routledge: New York, NY, USA, 2019; pp. 223–238. [Google Scholar]
- Buswell, R.A.; Leal da Silva, W.R.; Bos, F.P.; Schipper, H.R.; Lowke, D.; Hack, N.; Kloft, H.; Mechtcherine, V.; Wangler, T.; Rousseli, N. A process classification framework for defining and describing Digital Fabrication with Concrete. Cem. Concr. Res. 2020, 134, 106068. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J. Current Progress of 3D Concrete Printing Technologies. In Proceedings of the International Symposium on Automation and Robotics in Construction, Taipei, Taiwan, 28 June–1 July 2017; IAARC Publications: Taipei, Taiwan, 2017. [Google Scholar]
- Pacewicz, K.; Sobotka, A.; Gołek, Ł. Characteristic of materials for the 3D printed building constructions by additive printing. MATEC Web Conf. 2018, 222, 01013. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- d-shape. Available online: https://d-shape.com (accessed on 21 July 2021).
- Xia, M.; Sanjayan, J.G. Method of formulating geopolymer for 3D printing for construction application. Mater. Des. 2016, 110, 382–390. [Google Scholar] [CrossRef]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction—Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- apis cor. Available online: https://www.apis-cor.com/ (accessed on 12 July 2021).
- Icon. Available online: https://www.iconbuild.com/ (accessed on 1 July 2021).
- Sakin, M.; Kiroglu, Y.C. 3D Printing of Buildings: Construction of the Sustainable Houses of the Future by BIM. Energy Procedia 2017, 134, 702–711. [Google Scholar] [CrossRef]
- Aghaei Meibodi, M.; Jipa, A.; Giesecke, R.; Shammas, D.; Bernhard, M.; Leschok, M.; Dillenburger, B. Smart Slab: Computational Design and Digital Fabrication of a Lightweight Concrete Slab. In ACADIA 2018 Recalibration: On Imprecision and Infidelity, Proceedings of the 38th Annual Conference of the Association for Computer Aided Design in Architecture; Acadia Publishing Company: 55 Cottage St, Bar Harbor, Mexico, 2018; pp. 434–443. [Google Scholar]
- Burger, J.; Lloret-Fritschi, E.; Scotto, F.; Demoulin, T.; Gebhard, L.; Mata-Falco, J.; Gramazio, F.; Kohler, M.; Flatt, R.J. Eggshell: Ultra-Thin Three-Dimensional Printed Formwork for Concrete Structures. 3D Print. Addit. Manuf. 2020, 7, 48–59. [Google Scholar] [CrossRef]
- Dubai Future Foundation. Available online: https://www.dubaifuture.gov.ae/ (accessed on 22 June 2021).
- Hansemann, G.; Schmid, R.; Holzinger, C.; Tapley, J.P.; Kim, H.H.; Sliskovic, V.; Freytag, B.; Trummer, A.; Peters, S. Additive fabrication of concrete elements by robots: Lightweight concrete ceiling. In Fabricate 2020: Making Resilient Architecture; UCL Press: London, UK, 2020; pp. 124–129. [Google Scholar]
- Anton, A.; Jipa, A.; Reiter, L.; Dillenburger, B. Fast Complexity: Additive Manufacturing for Prefabricated Concrete Slabs. In Second RILEM International Conference on Concrete and Digital Fabrication; RILEM Bookseries; Springer: Cham, Switzerland, 2020; pp. 1067–1077. [Google Scholar]
- Jipa, A.; Meibodi, M.A.; Giesecke, R.; Shammas, D.; Leschok, M.; Bernhard, M.; Dillenburger, B. 3D-Printed Formwork for Prefabricated Concrete Slabs. In Proceedings of the 1st International Conference on 3D Construction Printing (3DcP), Hawthorn, Australia, 26–28 November 2018. [Google Scholar]
- Anton, A.; Reiter, L.; Wangler, T.; Frangez, V.; Flatt, R.J.; Dillenburger, B. A 3D concrete printing prefabrication platform for bespoke columns. Autom. Constr. 2021, 122, 103467. [Google Scholar] [CrossRef]
- Volpe, S.; Petrella, A.; Sangiorgio, V.; Notarnicola, M.; Fiorito, F. Preparation and characterization of novel sustainable composites based on magnesium potassium phosphate cement for additive manufacturing. submitted under review 2021.
- Haque, M.A.; Chen, B. Research progresses on magnesium phosphate cement: A review. Constr. Build. Mater. 2019, 211, 885–898. [Google Scholar] [CrossRef]
- Yang, N.; Shi, C.; Yang, J.; Chang, Y. Research Progresses in Magnesium Phosphate Cement–Based Materials. J. Mater. Civ. Eng. 2014, 26, 04014071. [Google Scholar] [CrossRef]
- Bienvenido-Huertas, D.; Oliveira, M.; Rubio-Bellido, C.; Marín, D. A Comparative Analysis of the International Regulation of Thermal Properties in Building Envelope. Sustainability 2019, 11, 5574. [Google Scholar] [CrossRef] [Green Version]
- Fernandes, M.S.; Rodrigues, E.; Gaspar, A.R.; Costa, J.; Álvaro, G. The impact of thermal transmittance variation on building design in the Mediterranean region. Appl. Energy 2019, 239, 581–597. [Google Scholar] [CrossRef] [Green Version]
- Directive 2010/31/EU of the European Parliament and of the Council of 19 May 2010 on the Energy Performance of Buildings. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:32010L0031 (accessed on 6 July 2021).
- SIMPLIFY3D. Available online: www.simplify3d.com/support/print-quality-troubleshooting (accessed on 5 July 2021).
- Baghban, M.H. Thermal insulating cementitious composite containing aerogel and phosphate-based binder. IOP Conf. Ser. Mater. Sci. Eng. 2019, 609, 062024. [Google Scholar] [CrossRef]
- Falliano, D.; De Domenico, D.; Ricciardi, G.; Gugliandolo, E. 3D-printable lightweight foamed concrete and comparison with classical foamed concrete in terms of fresh state properties and mechanical strength. Constr. Build. Mater. 2020, 254, 119271. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Kaszynka, M.; Olczyk, N.; Techman, M.; Skibicki, S.; Zielinski, A.; Filipowicz, K.; Wroblewski, T.; Hoffmann, M. Thermal-Humidity Parameters of 3D Printed Wall. IOP Conf. Ser. Mater. Sci. Eng. 2019, 471, 082018. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Pessoa, S.; Guimarães, A.S.; Lucas, S.S.; Simões, N. 3D printing in the construction industry—A systematic review of the thermal performance in buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.-T.; Yeh, Z. Mega-scale fabrication by contour crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | MgO | KDP | FA | Borax | SF | Water | Aggregates |
|---|---|---|---|---|---|---|---|
| 1st with sand | 5% | 6% | 8% | 52% | 2% | 19% | 8% |
| 2nd with glass | 5% | 5% | 8% | 51% | 2% | 21% | 8% |
| Compositions | Density | Flow | Flexural Strength [MPa] | Compressive Strength [MPa] | ||
|---|---|---|---|---|---|---|
| 90 min | 7 days | 90 min | 7 days | |||
| 1st with sand | 1350 kg/m3 | 46% | 1.23 ± 0.06 | 1.71 ± 0.09 | 3.14 ± 0.16 | 5.73 ± 0.29 |
| 2nd with glass | 950 kg/m3 | 23% | 0.94 ± 0.05 | 1.63 ± 0.08 | 1.99 ± 0.10 | 4.80 ± 0.24 |
| Stratigraphy | Thickness (m) | Thermal Conductivity (W/(m·K)) | Thermal Insulance ((m2⋅K)/W) | Thermal Transmittance (W/(m2·K)) | |
|---|---|---|---|---|---|
 | MKPC | 0.03 | 0.70 | 0.04 | |
| Rock wool | 0.14 | 0.04 | 3.68 | ||
| Air | 0.20 | ||||
| MKPC | 0.03 | 0.70 | 0.04 | ||
| Envelope | 3.91 | 0.26 |
| Stratigraphy | Thickness (m) | Thermal Conductivity (W/(m·K)) | Thermal Insulance ((m2⋅K)/W) | Thermal Transmittance (W/(m2·K)) | |
|---|---|---|---|---|---|
 | MKPC | 0.03 | 0.70 | 0.04 | |
| Rock wool | 0.14 | 0.04 | 3.68 | ||
| MKPC | 0.06 | 0.7 | 0.04 | ||
| Concrete | 0.14 | 1.80 | 0.08 | ||
| MKPC | 0.03 | 0.70 | 0.04 | ||
| Envelope | 4.07 | 0.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Volpe, S.; Sangiorgio, V.; Petrella, A.; Coppola, A.; Notarnicola, M.; Fiorito, F. Building Envelope Prefabricated with 3D Printing Technology. Sustainability 2021, 13, 8923. https://doi.org/10.3390/su13168923
Volpe S, Sangiorgio V, Petrella A, Coppola A, Notarnicola M, Fiorito F. Building Envelope Prefabricated with 3D Printing Technology. Sustainability. 2021; 13(16):8923. https://doi.org/10.3390/su13168923
Chicago/Turabian StyleVolpe, Stelladriana, Valentino Sangiorgio, Andrea Petrella, Armando Coppola, Michele Notarnicola, and Francesco Fiorito. 2021. "Building Envelope Prefabricated with 3D Printing Technology" Sustainability 13, no. 16: 8923. https://doi.org/10.3390/su13168923
APA StyleVolpe, S., Sangiorgio, V., Petrella, A., Coppola, A., Notarnicola, M., & Fiorito, F. (2021). Building Envelope Prefabricated with 3D Printing Technology. Sustainability, 13(16), 8923. https://doi.org/10.3390/su13168923