1. Introduction
There are about 50 million units of end-of-life vehicles (ELV) per year which generate 50 million tonnes of waste annually worldwide [
1]. In recycling ELVs, there are three phases in ELV pre-processing, namely de-pollution, dismantling, and shredding. Initially, in the depollution and dismantling stages, the engine and tires are removed, followed by the removal of batteries, fluid, and fuel. Finally, the final car hulk, which constitutes 60% of the weight, is shredded in a shredding unit. Furthermore, the shredded materials are taken to magnetic separators for the segregation of ferro-metals. As a result, the ferrous fraction represents approximately 70–75% of the total shredded output, while non-ferrous metals represent about 5%. The remaining 20–25% fraction is referred to as automotive shredder residue (ASR).
ASR is an inevitable waste at the end-of-life vehicles’ treatment processes [
2]. ASR consists of plastics (19–35%), textile (10–40%), rubber (20%), some metals (8%), wood (2–5%), and other unspecified materials [
3]. There are no existing technologies to process this type of waste, and these ASR fractions are often disposed of in landfills as municipal solid waste (MSW). The leachate from the ASR landfills has a significant presence of organic compounds and heavy metals, and it is a threat to the environment [
4,
5,
6]. ASR had not been traditionally considered for energy conversion until a study was conducted to investigate energy recovery from ASR by co-incinerating it with MSW [
7]. It was found that ASR can be converted into energy as it contains a high heating value. However, processing ASR via incineration emits toxic gases, which will cause pollution and harm to the environment.
Compared with incineration, pyrolysis provides a more environmentally benign and promising solution to ASR processing as pyrolysis does not involve oxygen in the process, producing higher heating value fuels [
8,
9]. However, the pyrolysis product yield depends upon the composition of ASR and the operating parameters. Due to limited thermal stability, the chemical bonds break when heat is applied, which leads to the formation of smaller molecules, which then interact, further generating more abundant compounds. This process is also known as reverse polymerization, polymer cracking, or thermal depolymerization. The higher-energy-density products obtained during the pyrolysis process are volatile gases and carbonaceous solids (char). Subsequent to that study [
7], several other studies conducted ASR pyrolysis in the temperature range from 450 to 800 °C [
10,
11,
12,
13,
14,
15]. The products obtained from ASR pyrolysis, such as non-condensable gases and condensable (pyrolysis-oil), can be further processed to recover energy. However, the carbonaceous solids obtained after the ASR pyrolysis process may contain residual metal content if ELVs are not fully stripped of metals, which can also cause problems at their disposal [
16]. Hitherto, researchers have developed a treatment process only for plastics components of ASR after sorting them for energy conversion, but not for other components of the ASR waste. Different separation techniques, namely, froth flotation, static hydrodynamic separation, or thermo-mechanical sorting, were used to sort plastics from ASR [
17]. The sorted plastics were then converted into energy by using various thermochemical treatment methods. Previous studies on ASR pyrolysis have mainly focused on converting plastics into energy while ignoring the importance of residual metals that can also be recovered. This is primarily due to the challenges of treating the heterogeneous nature of ASR to be processed in a pyrolysis reactor. As previously mentioned, this fluffy nature makes it difficult to feed the ASR into a reactor. It is important that ASR is pretreated to homogenise the particulate nature before it is processed in the pyrolysis reactor.
However, to the best of the authors’ knowledge, no kinetic data on the pretreated ASR can be found in the literature. Information on ASR pyrolysis kinetics is essential to establish the process parameters, which are also dependent on the chemical composition of the raw material. The ICTAC kinetic committee outlined the guidelines for evaluating kinetic parameters such as the activation energy, pre-exponential factor, and reaction model [
18]. They also recommended that the model fitting methods could be reliable as long as the models under different temperature programs are fitted simultaneously to multiple data sets obtained.
In this work, we propose a method to homogenise the ASR particulate nature and establish the kinetics of the pretreated ASR for the pyrolysis process. We first introduced heat treatment for the ASR to soften the plastics and further ground. We then report the physicochemical characterisation of the pretreated ASR material through X-ray Diffraction (XRD), electron microscopy (SEM), X-Ray Fluorescence (XRF), and Diffuse Reflectance Fourier Transform Spectroscopy (DRIFTS). This is followed by the analysis of the mass loss profiles of pretreated ASR obtained by thermogravimetric analysis following the ICTAC kinetics committee recommendations for different particle sizes and heating rates. A kinetic model was used to estimate the kinetic parameters—activation energy (Ea) and pre-exponential factor (A). Finally, an algorithm for the selection of heating rates for pretreated ASR pyrolysis was developed.
This is the first-of-its-kind work proposing a pretreatment method for ASR followed by physicochemical characterisation of the pretreated ASR and their kinetic analysis to determine the pyrolysis kinetic parameters for scaling-up purposes.
2. Materials and Methods
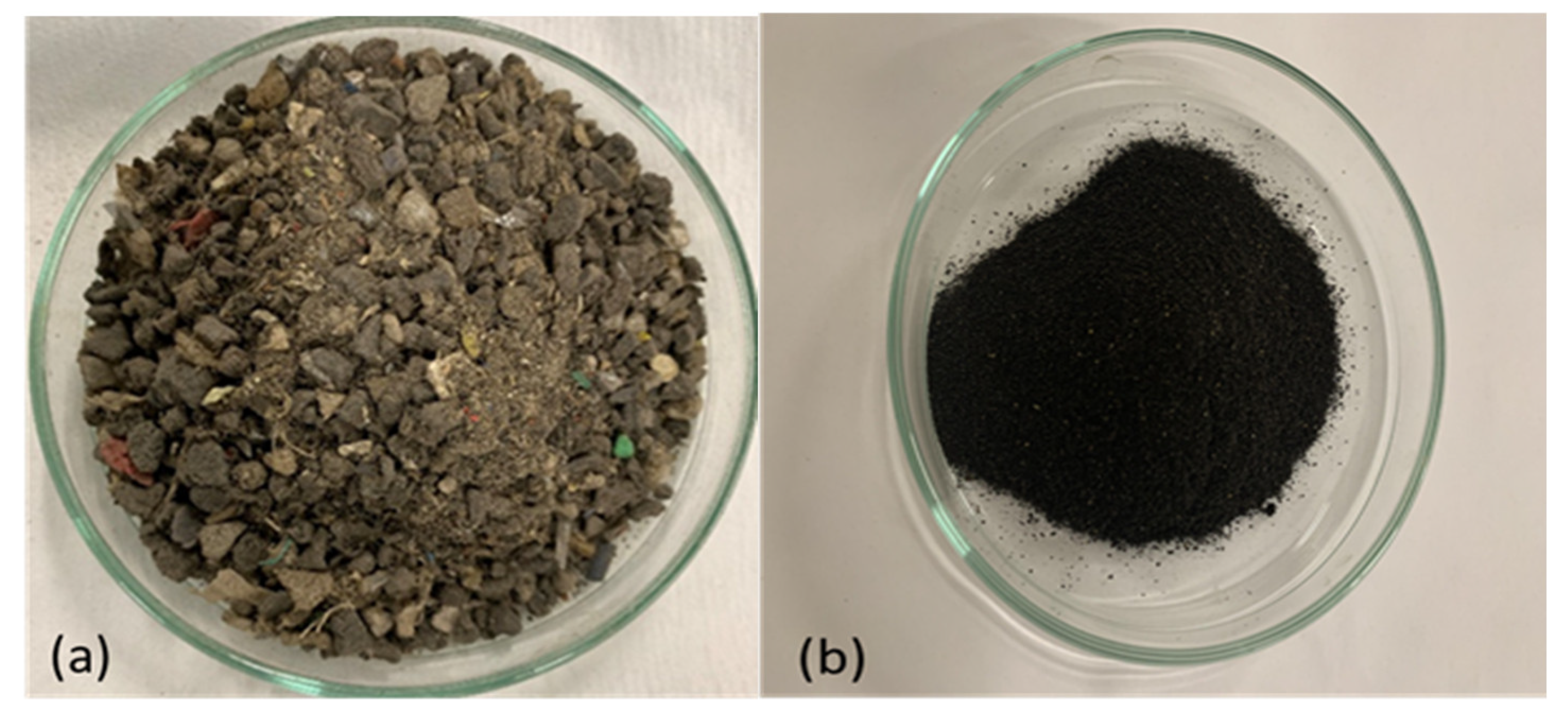
For this study, Automotive Shredder Residue (ASR) was obtained from a commercial supplier in Victoria, Australia. The ASR (as received) was a mixture that contained different particle sizes with plastics and metals, as seen from
Figure 1a. Feeding this ASR (as received) into the pyrolysis reactor was difficult as it was heterogeneous in nature and could not be ground and was non-uniform particle size. To ensure easier feeding to the pyrolysis reactor, developing a particulate nature in the sample; therefore, the ASR (as received) was pretreated in a horizontal tubular furnace as described below.
2.1. Pretreatment of ASR
The volatile content in the ASR (as received) arises mainly from its plastics content. The plastics start to soften around 200 °C [
19], and the devolatilization of any plastic components starts above 280 °C [
20]. Hence, the temperature for ASR pretreatment was chosen below the devolatilization temperature of plastics to avoid loss of volatiles. The pretreatment includes heating the ASR sample to 200 °C in a horizontal tubular furnace (Model: HTHTF80/15: P059) at a slow heating rate of around 20°C/min and holding it there for one hour. Subsequently, the samples were cooled and then ground. The sample was then sieved to particle sizes in the range from 38–63 µm, 63–90 µm, and 90–106 µm.
Figure 1 shows the ASR (as received) and after pretreatment. Clearly, the fluffy heterogeneous nature in the as-received sample is replaced by a particulate nature in the pretreated sample. The pretreatment process also made grinding the sample possible and subsequent sieving was easier.
2.2. Sample Characterization
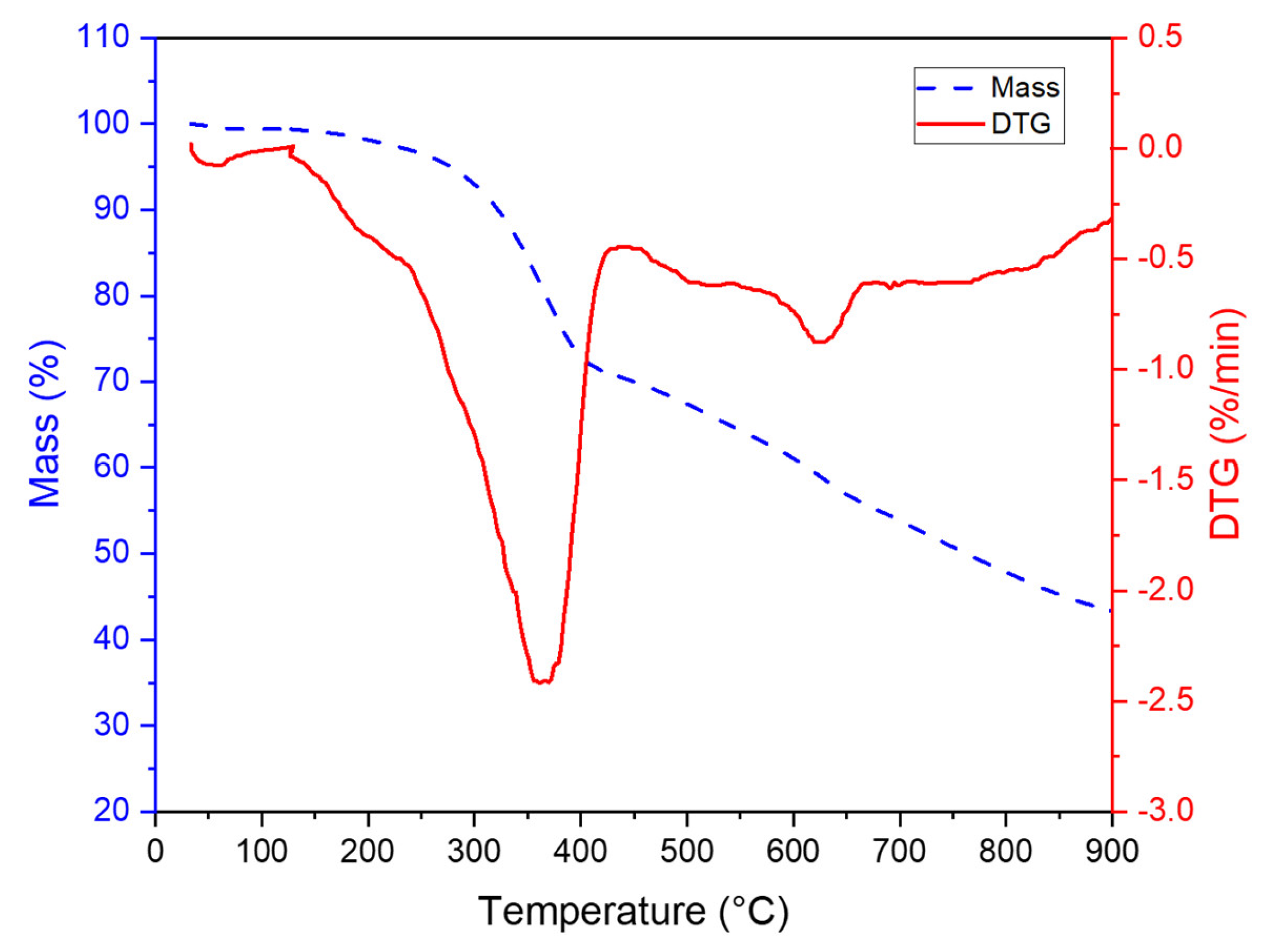
The proximate analysis of the ASR sample was determined in a thermo-gravimetric analyser (Model STA 449F3, NETZSCH, Selb, Germany) according to AS2434 standard. Approximately 10 ± 1 mg of ASR sample (both pretreated and raw) was taken to analyse in the TGA to obtain a simultaneous mass loss and differential mass profile with respect to time and temperature. The conditions were carried out initially in a nitrogen environment, with a heating rate of 10 °C/min up to 105 °C, isothermal at 105 °C for 20 min, then heating up to 900 °C at 10 °C/min, isothermal at 900 °C for 7 min. Finally, it was cooled to 550 °C at 50 °C/min in a nitrogen environment and isothermal in the air at 550 °C for 40 min. A blank correction was also performed with the same process condition to be subtracted from the measurement data.
The ultimate analysis was carried out in a FLASH 2000 CHNS analyser (Thermo Scientific, Milan, Italy) operating based on dynamic flash combustion for both ASR (as received) and the pretreated ASR.
The ash composition of the pretreated ASR sample was analysed using X-Ray Fluorescence spectroscopy (XRF-EDX-720: Shimadzu Corp, Kyoto, Japan) with a voltage of 15–50 kV in the air atmosphere. The resulting fluorescence spectra was used to determine the elements in the sample from Na to U. Before XRF analysis, ash was prepared from the parent ASR sample at 900 °C for 6 h in a muffle furnace.
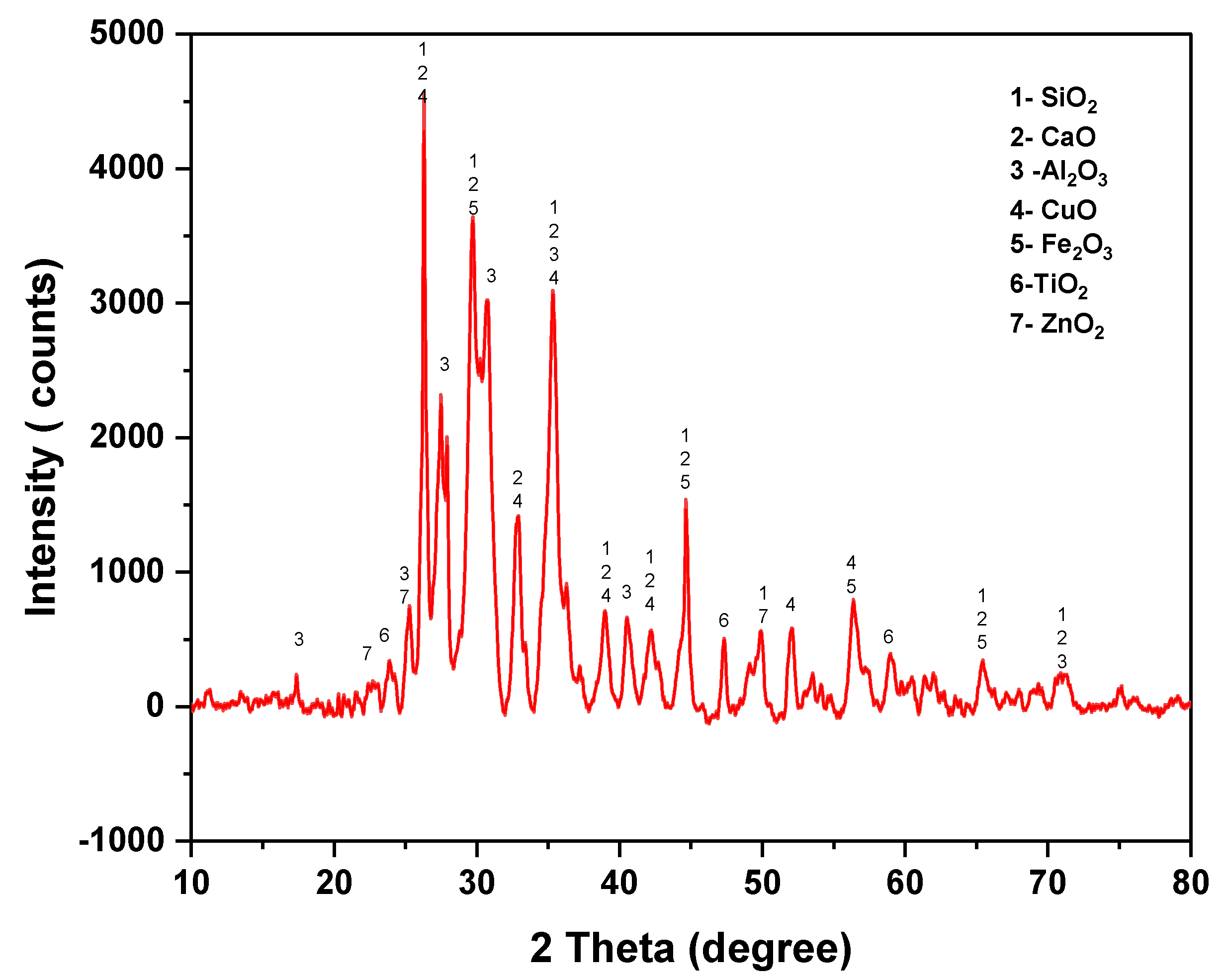
X-ray diffraction measurements were conducted in Rigaku MiniFlex 600 operating in Bragg–Brentano geometry and with unfiltered Cu Kα radiation at a scanning rate (2θ) of 1.3° min −1 over a range 2θ = 10–80° to identify crystalline mineral matter. The pretreated ASR was burned at 600 °C for 2 h in a muffle furnace to remove the amorphous carbon.
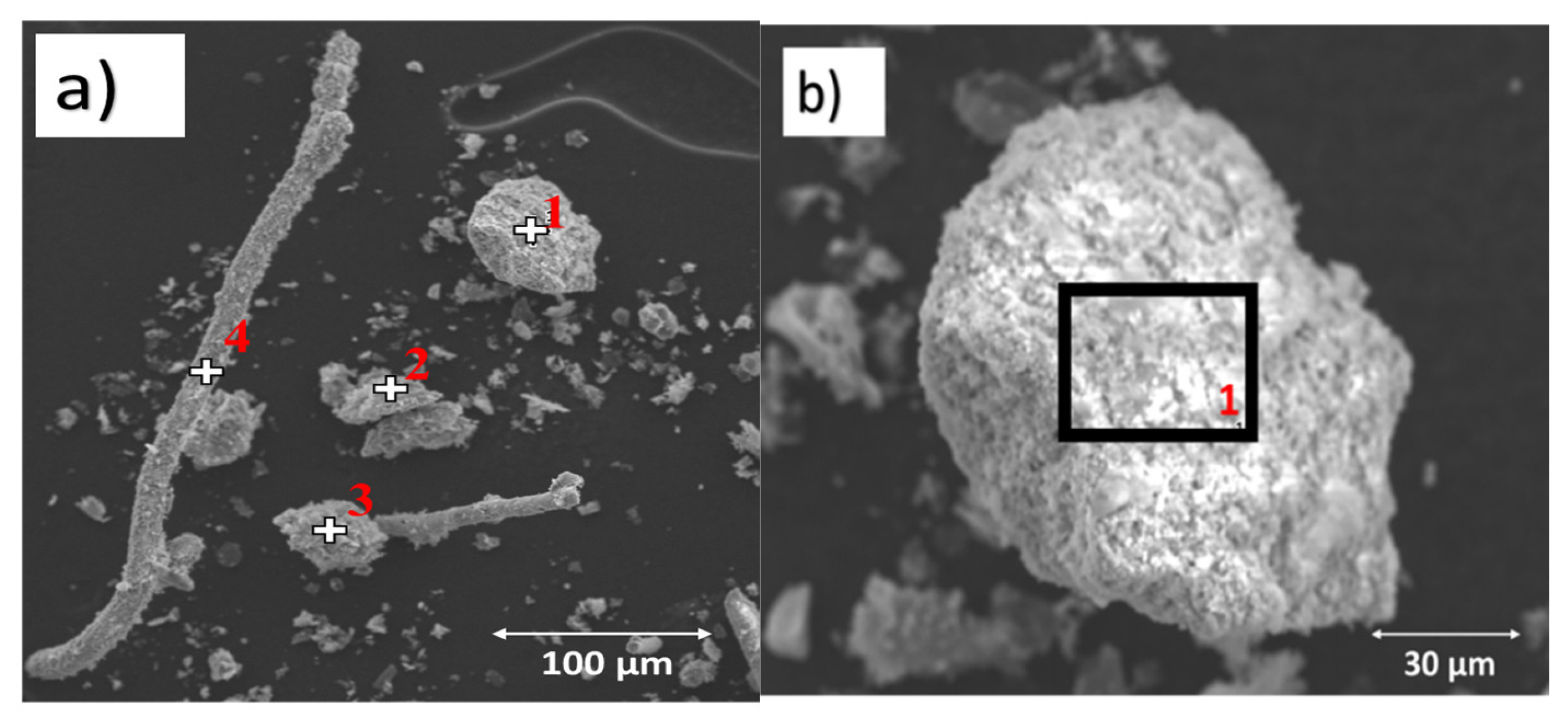
Scanning Electron Microscopy coupled with an Energy Dispersive Spectroscopy (SEM-EDX) was conducted using Phenom XL to observe the morphologies and semi-quantitative analysis of the ASR ash and pyrolysis residue samples.
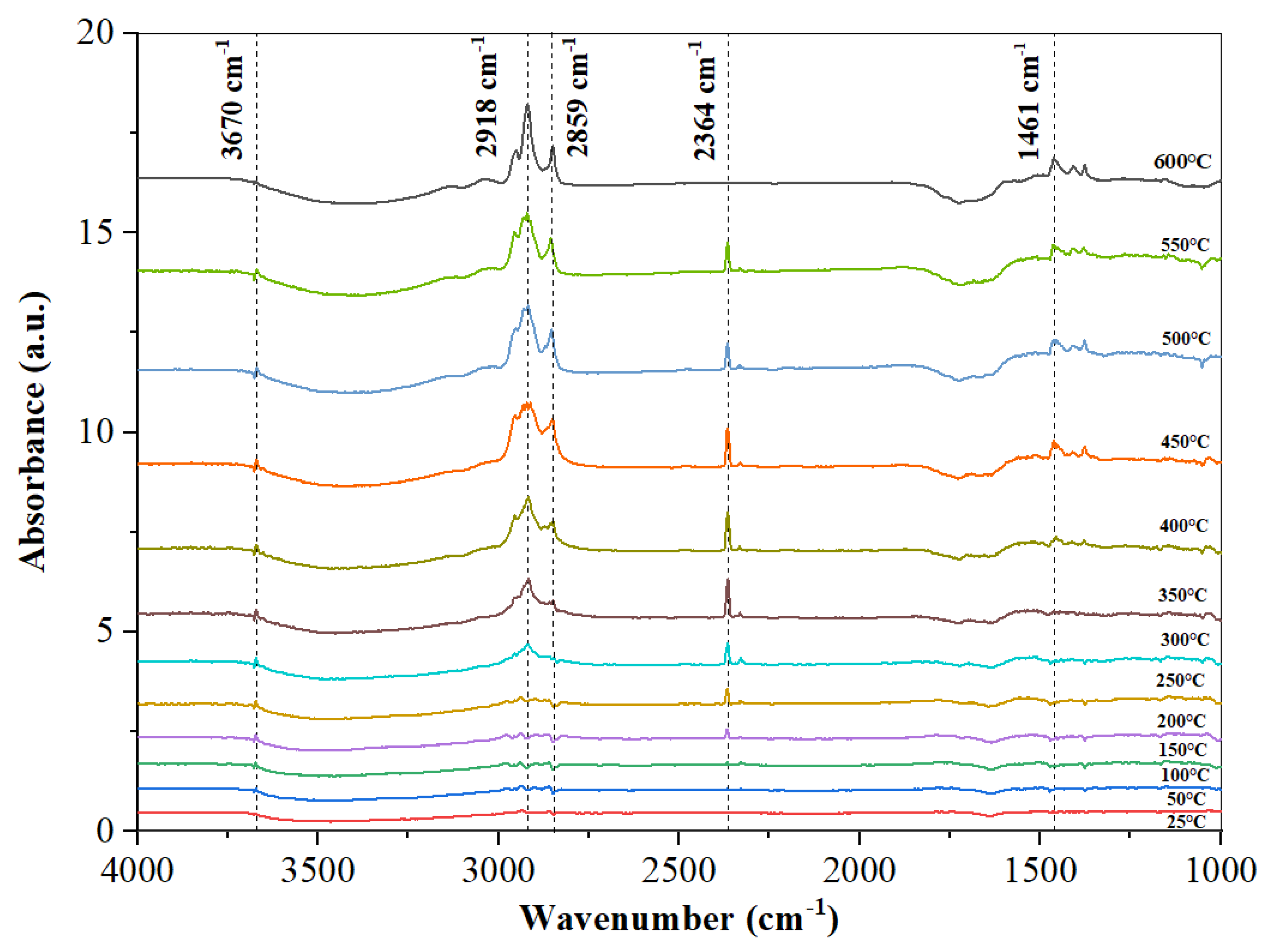
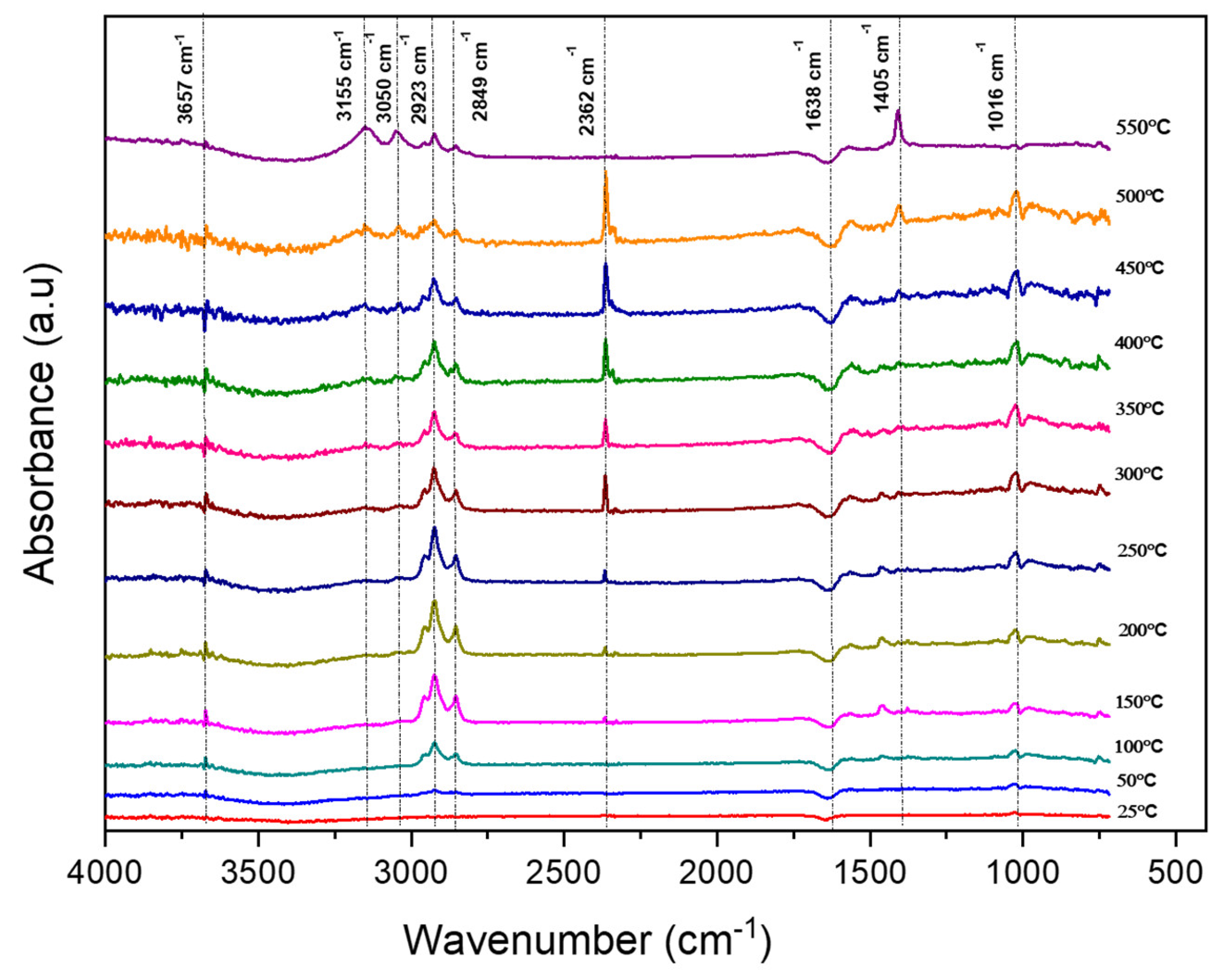
DRIFTS were obtained using a Perkin Elmer (Beaconsfield, UK) Spectrum instrument mounted with a Praying Mantis DRIFTS cell fitted with ZnSe windows. The sample 25 mg (approx.) was loaded into the reactor to collect the spectra (single-beam mode) from room temperature to 600 °C at every 2 °C as an aggregate of 32 scans in the range of 450–4000 cm−1 and a resolution of 4 cm−1.
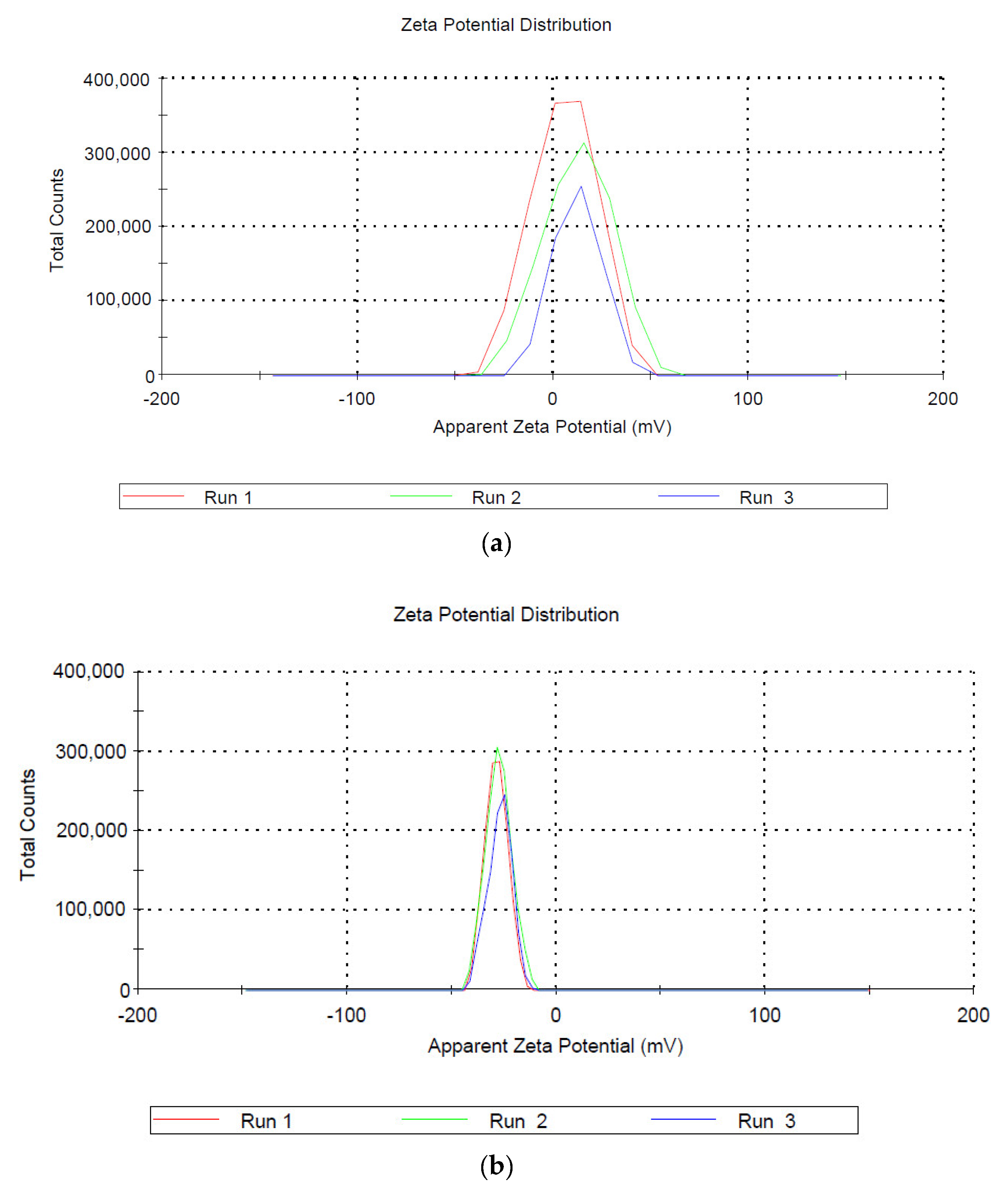
The zeta potential of pyrolysis char and its ash from pretreated ASR was measured by Malvern Zetasizer Nano ZS. Approximately 5mg of the sample particles was dispersed in 750 µL of ethanol (1 mg/mL) and the ash of the same in 5 ml of milliQ water in a vortex. Then, the dispersion was transferred into a disposable zeta potential sample cell for the measurement at room temperature of 25 °C. The zeta potential values were averaged from more than three measurements.
2.3. Thermogravimetric Analysis (TGA) Procedure for Kinetic Study
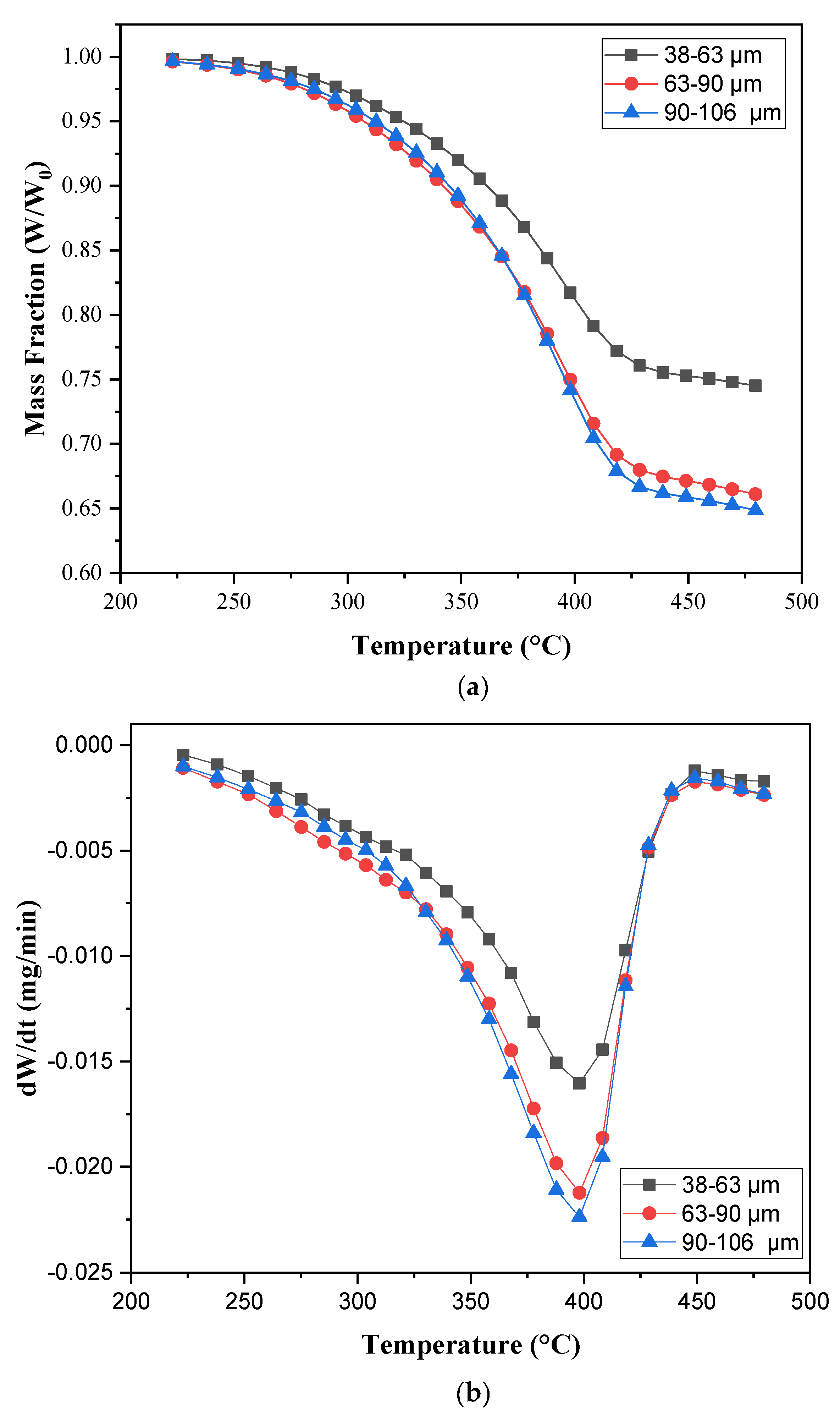
Pyrolysis experiments for kinetic analysis and effects of heating rate and particle size were performed in a thermogravimetric analyser. The pyrolysis conditions for the investigations were according to ICTAC kinetics committee recommendations [
21]. For non-isothermal pyrolysis experiments, approximately 6 mg of pretreated ASR sample is spread on the alumina crucible for each experiment to reduce the mass transfer and internal heat transfer effects. The sample is heated in a nitrogen atmosphere at a flow rate of 100 cm
3 min
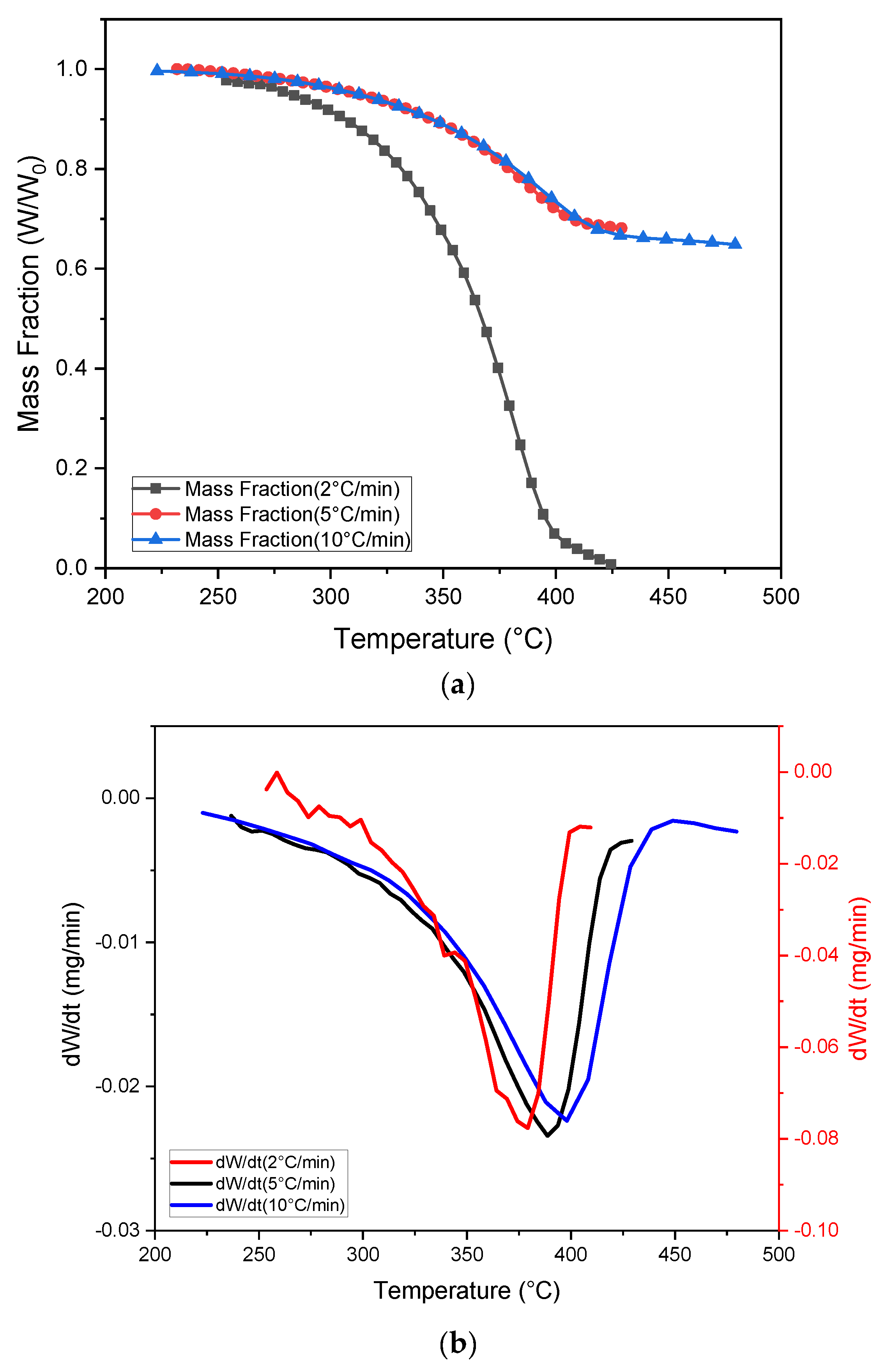
−1 to maintain steady pyrolysis and prevent combustion of the sample. The temperature was programmed between ambient (25 °C) to 800 °C at different heating rates of 2, 5, and 10 °C/min.
2.4. Pyrolysis Kinetics
The general kinetic models are used to describe the overall thermal degradation behaviour of the sample. The focus of this section was to obtain the kinetics parameters such as activation energy and pre-exponential factor of pretreated ASR samples. The kinetic model of pyrolysis can be expressed as:
where
X is the degree of the conversion rate of the decomposed sample,
is the reaction rate constant (temperature functions), and
n is the order of the reaction
The conversion rate
X is calculated by the following expression:
where
wo is the initial mass of the sample,
w is the sample mass at present; and
wf is the final mass of the sample.
The thermal decomposition of ASR can be expressed [
22] as:
From the above Equation (3), the solid is the pretreated ASR, volatiles are the gases evolved during the reaction, char is the residual formed after decomposition of the solid, and y is the yield of gases produced. The devolatilization rate can be expressed according to [
23]:
where
is the reaction rate constant, and its temperature dependence is described by the Arrhenius equation as follows:
where
A is the pre-exponential factor (frequency factor),
is the apparent activation energy, R is the universal gas constant (8.314 J mol
−1K
−1), and T is the temperature.
Substituting
Equation (5) in (4) yields:
Rearranging Equation (6) in terms of temperature derivatives, one can obtain:
where
β is the temperature derivative and can be defined as
β =
dT/
dt:
In order to predict kinetic parameters, a linearized form of Equation (7) is considered.
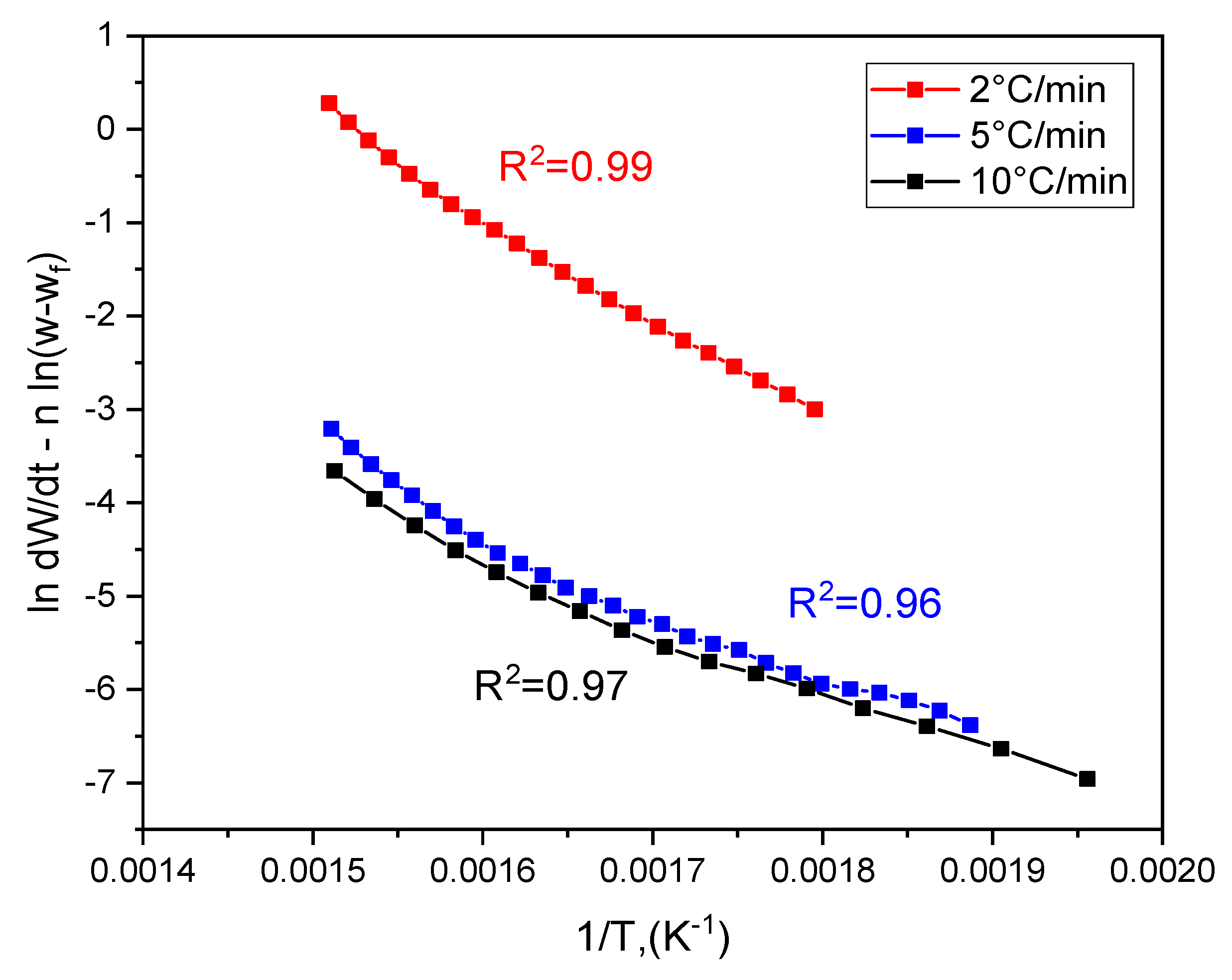
Hence, taking a natural logarithm on both sides:
Plotting vs. 1/T with an optimized reaction order will produce a straight line whose intercept is and having a slope of .
4. Conclusions
This work proposed a new procedure for the pretreatment of ASR to introduce ‘homogeneity’ for easier feeding into the pyrolysis plant. By pretreatment of ASR, there is not much loss in volatiles, which can be harnessed for energy recovery. The DRIFT spectroscopy results confirm the presence of polymers in the pretreated ASR that can be converted into pyrolytic products during the pyrolysis process. The elemental composition of pretreated ASR reveals that the residual metals are not oxidized from their original state. This work also investigates the thermal decomposition characteristics of pretreated ASR performed in a thermogravimetric analyzer according to the ICTAC kinetics committee recommendations. The effect of varying particle size and heating rate was also studied. After that, a kinetic model was used to estimate the kinetic parameters, the activation energy, the pre-exponential factor, and the reaction order for all three heating rates at the given particle size of 90 to 106 µm. Then, the heating rate required in a commercial scale rotary kiln pyrolyser for pretreated ASR pyrolysis was found by mathematical calculation. The calculated heating rate was on par with the obtained kinetics parameter for 2 °C/min. The wastes of similar nature to the automotive shredder residue, such as municipal solid waste, can also be combined for processing through slow pyrolysis.
The main conclusions of this study are as follows:
The heterogeneous ASR (as received) was pretreated to bring about homogeneity in the sample for easier feeding.
The TGA analysis showed that the decomposition occurs at a temperature range between 216 °C and 450 °C. It was also observed that particle size influences the final residue’s yield as mass loss decreased as the particle size increased.
The activation energy obtained from the kinetic model for 2 °C/min for the particle size 90–106 µm was 94.5 kJ/mol.
The calculated heating rate for pretreated ASR pyrolysis was 2 °C/min to process in a commercial rotary kiln pyrolyser.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}