
Development of Eco-Friendly Mortars Produced with Kaolin Processing Waste: Durability Behavior Viewpoint

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Preparation and Curing of the Mortar Samples
2.3. Mortar Durability Assessment
2.4. Characterizations
3. Results and Discussions
3.1. Raw Materials Characterizations
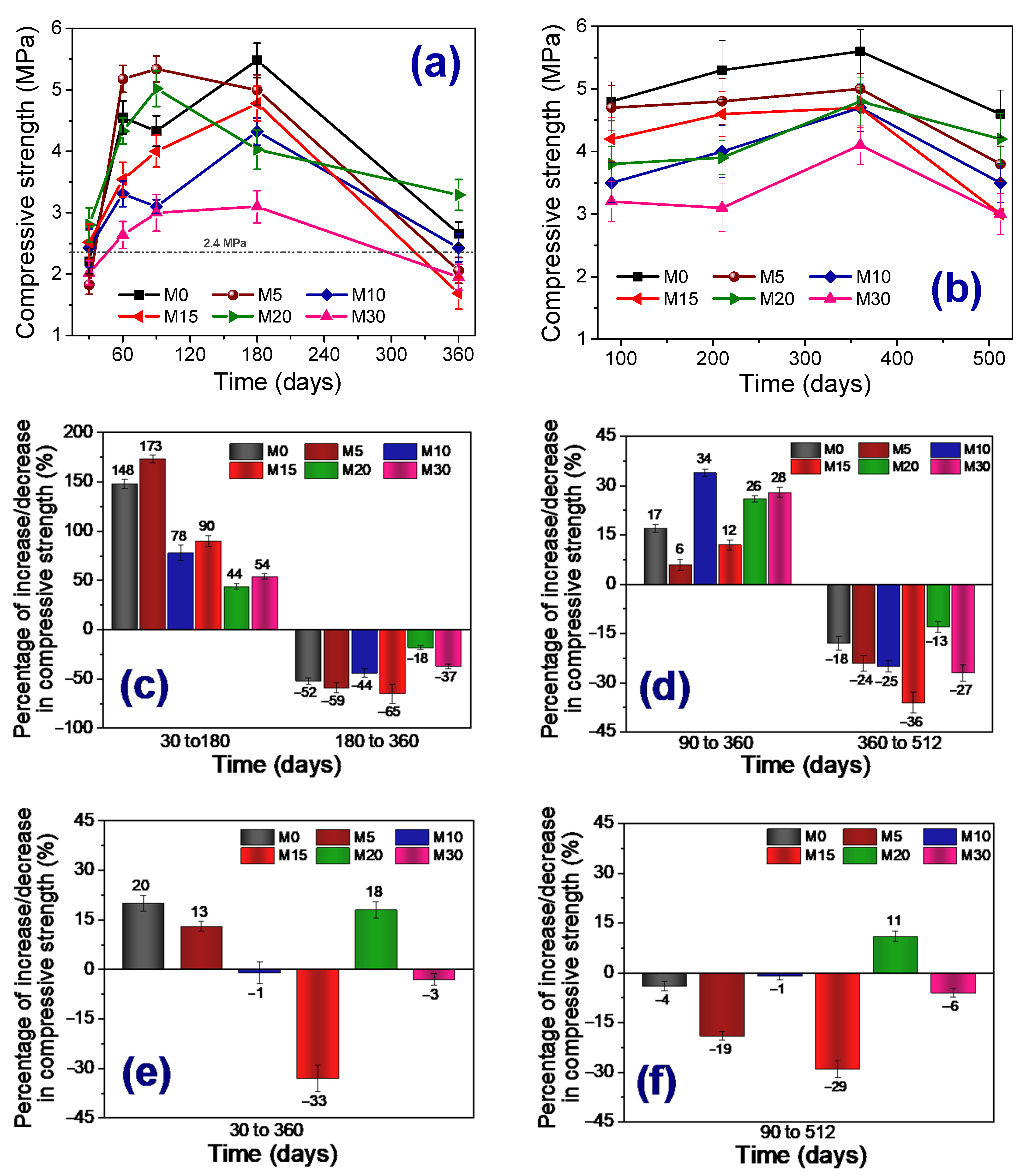
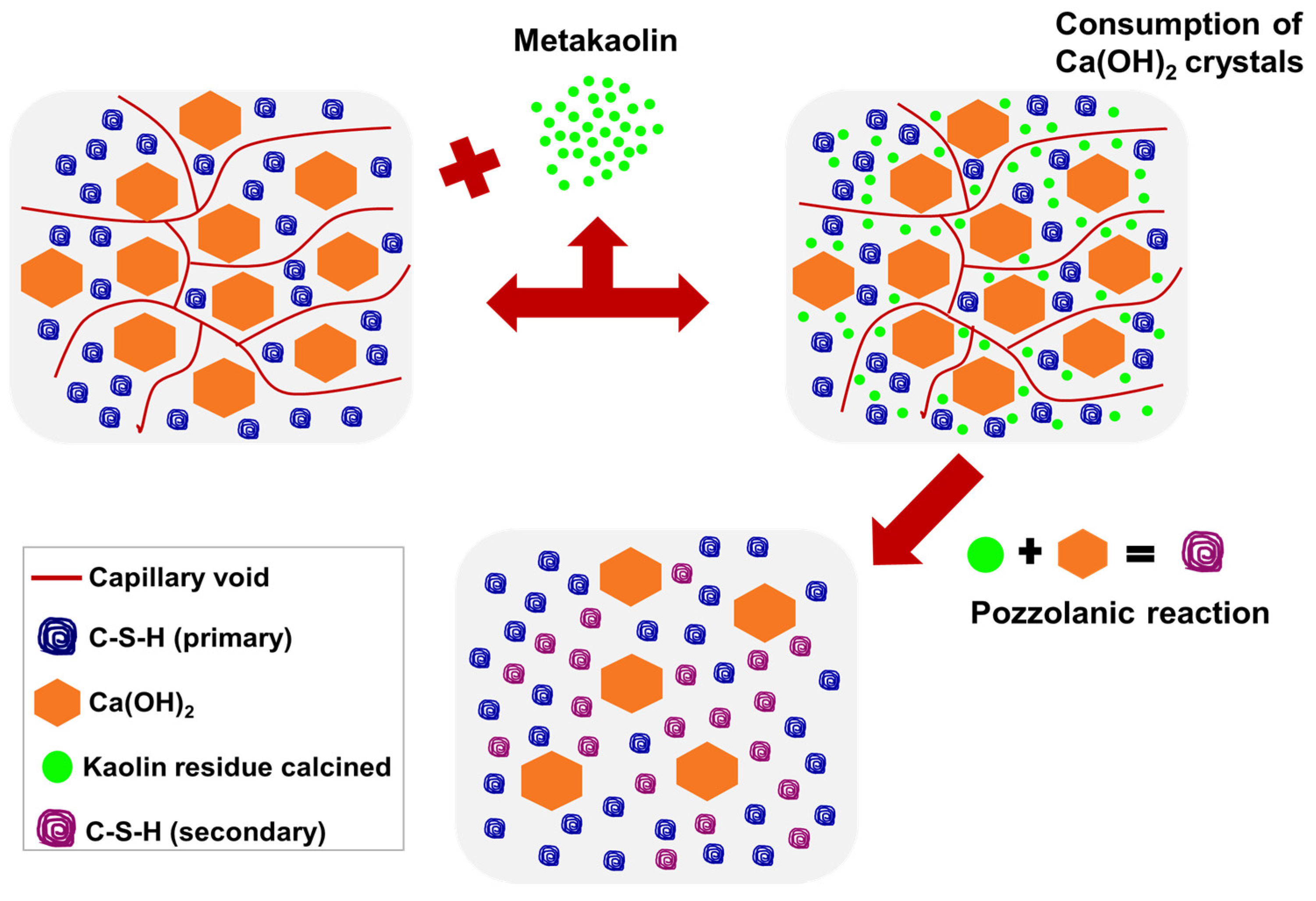
3.2. Mortar Properties after Aging in Internal and External Environments
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Amaral, L.F.; Girondi Delaqua, G.C.; Nicolite, M.; Marvila, M.T.; de Azevedo, A.R.G.; Alexandre, J.; Fontes Vieira, C.M.; Monteiro, S.N. Eco-friendly mortars with addition of ornamental stone waste—A mathematical model approach for granulometric optimization. J. Clean. Prod. 2020, 248, 119283. [Google Scholar] [CrossRef]
- Cree, D.; Pliya, P. Effect of elevated temperature on eggshell, eggshell powder and eggshell powder mortars for masonry applications. J. Build. Eng. 2019, 26, 100852. [Google Scholar] [CrossRef]
- McLellan, B.C.; Williams, R.P.; Lay, J.; Van Riessen, A.; Corder, G.D. Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Poon, C.S. Comparative studies on the effects of sewage sludge ash and fly ash on cement hydration and properties of cement mortars. Constr. Build. Mater. 2017, 154, 791–803. [Google Scholar] [CrossRef]
- Bilir, T.; Gencel, O.; Topcu, I. Properties of mortars with fly ash as fine aggregate. Constr. Build. Mater. 2015, 93, 782–789. [Google Scholar] [CrossRef]
- Hsu, S.; Chi, M.; Huang, R. Effect of fineness and replacement ratio of ground fly ash on properties of blended cement mortar. Constr. Build. Mater. 2018, 176, 250–258. [Google Scholar] [CrossRef]
- Onn, C.C.; Mo, K.H.; Radwan, M.K.; Liew, W.H.; Ng, C.G.; Yusoff, S. Strength, carbon footprint and cost considerations of mortar blends with high volume ground granulated blast furnace slag. Sustainability 2019, 11, 7194. [Google Scholar] [CrossRef] [Green Version]
- Seifi, S.; Sebaibi, N.; Levacher, D.; Boutouil, M. Mechanical performance of a dry mortar without cement, based on paper fly ash and blast furnace slag. J. Build. Eng. 2019, 22, 113–121. [Google Scholar] [CrossRef]
- Rakhimova, N.; Rakhimov, R.Z. Alkali-activated cements and mortars based on blast furnace slag and red clay brick waste. Mater. Des. 2015, 85, 324–331. [Google Scholar] [CrossRef]
- Pliya, P.; Cree, D. Limestone derived eggshell powder as a replacement in Portland cement mortar. Constr. Build. Mater. 2015, 95, 1–9. [Google Scholar] [CrossRef]
- Ahmad, M.; Chen, B. Effect of silica fume and basalt fiber on the mechanical properties and microstructure of magnesium phosphate cement (MPC) mortar. Constr. Build. Mater. 2018, 190, 466–478. [Google Scholar] [CrossRef]
- Benli, A. Mechanical and durability properties of self-compacting mortars containing binary and ternary mixes of fly ash and silica fume. Struct. Concr. 2019, 20, 1096–1108. [Google Scholar] [CrossRef]
- Gupta, S.; Kua, H.W. Combination of Biochar and Silica Fume as Partial Cement Replacement in Mortar: Performance Evaluation Under Normal and Elevated Temperature. Waste Biomass Valorization 2020, 11, 2807–2824. [Google Scholar] [CrossRef]
- Chouhan, H.S.; Kalla, P.; Nagar, R.; Gautam, P.K. Gainful utilization of dimensional limestone waste as fine aggregate in cement mortar mixes. Constr. Build. Mater. 2019, 221, 363–374. [Google Scholar] [CrossRef]
- Pozo-Antonio, J. Evolution of mechanical properties and drying shrinkage in lime-based and lime cement-based mortars with pure limestone aggregate. Constr. Build. Mater. 2015, 77, 472–478. [Google Scholar] [CrossRef]
- Hanjitsuwan, S.; Phoo-ngernkham, T.; Li, L.Y.; Damrongwiriyanupap, N.; Chindaprasirt, P. Strength development and durability of alkali-activated fly ash mortar with calcium carbide residue as additive. Constr. Build. Mater. 2018, 162, 714–723. [Google Scholar] [CrossRef] [Green Version]
- Sabir, B.; Wild, S.; Bai, J. Metakaolin and calcined clays as pozzolans for concrete: A review. Cem. Concr. Compos. 2001, 23, 441–454. [Google Scholar] [CrossRef]
- Koutník, P.; Soukup, A.; Bezucha, P.; Šafář, J.; Kohout, J. Low viscosity metakaolinite based geopolymer binders. Constr. Build. Mater. 2020, 230, 116978. [Google Scholar] [CrossRef]
- Silva, A.S.; Gameiro, A.; Grilo, J.; Veiga, R.; Velosa, A. Long-term behavior of lime-metakaolin pastes at ambient temperature and humid curing condition. Appl. Clay Sci. 2014, 88–89, 49–55. [Google Scholar] [CrossRef] [Green Version]
- Al-Akhras, N.M. Durability of metakaolin concrete to sulfate attack. Cem. Concr. Res. 2006, 36, 1727–1734. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Mermerdaş, K. Improving strength, drying shrinkage, and pore structure of concrete using metakaolin. Mater. Struct. 2008, 41, 937–949. [Google Scholar] [CrossRef]
- Bassuoni, M.T.; Nehdi, M.L. Resistance of self-consolidating concrete to sulfuric acid attack with consecutive pH reduction. Cem. Concr. Res. 2007, 37, 1070–1084. [Google Scholar] [CrossRef]
- Goyal, S.; Kumar, M.; Sidhu, D.S.; Bhattacharjee, B. Resistance of Mineral Admixture Concrete to Acid Attack. J. Adv. Concr. Technol. 2009, 7, 273–283. [Google Scholar] [CrossRef] [Green Version]
- Senhadji, Y.; Escadeillas, G.; Khelafi, H.; Mouli, M.; Benosman, A.S. Evaluation of natural pozzolan for use as supplementary cementitious material. Eur. J. Environ. Civ. Eng. 2012, 16, 77–96. [Google Scholar] [CrossRef]
- ASTM International. ASTM C150/C150M-20, Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM International. ASTM C1437, Standard Test Method for Flow of Hydraulic Cement Mortar; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM International. ASTM C311-18-Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- ASTM International. ASTM C39/C39M-20-Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Huang, Y.; Deng, J.; Wang, W.; Feng, Q.; Xu, Z. Preliminary investigation of pozzolanic properties of calcined waste kaolin. Medziagotyra 2018, 24, 177–184. [Google Scholar] [CrossRef] [Green Version]
- Almeida, E.P.; Carreiro, M.E.A.; Rodrigues, A.M.; Ferreira, H.S.; Santana, L.N.L.; Menezes, R.R.; Neves, G.A. A new eco-friendly mass formulation based on industrial mining residues for the manufacture of ceramic tiles. Ceram. Int. 2020. [Google Scholar] [CrossRef]
- Da Silva, V.J.; da Silva, M.F.; Gonçalves, W.P.; de Menezes, R.R.; de Araújo Neves, G.; de Lucena Lira, H.; de Lima Santana, L.N. Porous mullite blocks with compositions containing kaolin and alumina waste. Ceram. Int. 2016, 42, 15471–15478. [Google Scholar] [CrossRef]
- Bui, D.D.; Hu, J.; Stroeven, P. Particle size effect on the strength of rice husk ash blended gap-graded Portland cement concrete. Cem. Concr. Compos. 2005, 27, 357–366. [Google Scholar] [CrossRef]
- Kiattikomol, K.; Jaturapitakkul, C.; Songpiriyakij, S.; Chutubtim, S. A study of ground coarse fly ashes with different finenesses from various sources as pozzolanic materials. Cem. Concr. Compos. 2001, 23, 335–343. [Google Scholar] [CrossRef]
- Da Costa, F.P.; da Silva Morais, C.R.; Rodrigues, A.M. Sustainable glass-ceramic foams manufactured from waste glass bottles and bentonite. Ceram. Int. 2020, 46, 17957–17961. [Google Scholar] [CrossRef]
- Da Costa, F.P.; da Silva Morais, C.R.; Pinto, H.C.; Rodrigues, A.M. Microstructure and physico-mechanical properties of Al2O3-doped sustainable glass-ceramic foams. Mater. Chem. Phys. 2020, 256, 123612. [Google Scholar] [CrossRef]
- ASTM International. ASTM C618-19-Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete 1; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar] [CrossRef]
- Sun, C.; Sun, M.; Tao, T.; Qu, F.; Wang, G.; Zhang, P.; Li, Y.; Duan, J. Chloride binding capacity and its effect on the microstructure of mortar made with marine sand. Sustainability 2021, 13, 4169. [Google Scholar] [CrossRef]
- Michel, M.; Georgin, J.F.; Ambroise, J. Improving the mechanical performance of high-grade slag cement by the addition of Portland cement and sulfoaluminate cement. Constr. Build. Mater. 2012, 37, 291–300. [Google Scholar] [CrossRef]
- De Weerdt, K.; Kjellsen, K.O.; Sellevold, E.; Justnes, H. Synergy between fly ash and limestone powder in ternary cements. Cem. Concr. Compos. 2011, 33, 30–38. [Google Scholar] [CrossRef]
- Song, H.; Jeong, Y.; Bae, S.; Jun, Y.; Yoon, S.; Oh, J.E. A study of thermal decomposition of phases in cementitious systems using HT-XRD and TG. Constr. Build. Mater. 2018, 169, 648–661. [Google Scholar] [CrossRef]
- Liu, C.; Yang, L.; Wang, F.; Hu, S. Enhace the durability of heat-cured mortars by internal curing and pozzolanic activity of lightweight fine aggregates. Constr. Build. Mater. 2021, 270, 121439. [Google Scholar] [CrossRef]
- Rupasinghe, M.; Nicolas, R.S.; Mendis, P.; Sofi, M.; Ngo, T. Investigation of strength and hydration characteristics in nano-silica incorporated cement paste. Cem. Concr. Compos. 2017, 80, 17–30. [Google Scholar] [CrossRef]
- Krishnan, S.; Bishnoi, S. Understanding the hydration of dolomite in cementitious systems with reactive aluminosilicates such as calcined clay. Cem. Concr. Res. 2018, 108, 116–128. [Google Scholar] [CrossRef]
- Antoni, M.; Rossen, J.; Martirena, F.; Scrivener, K. Cement substitution by a combination of metakaolin and limestone. Cem. Concr. Res. 2012, 42, 1579–1589. [Google Scholar] [CrossRef]
- Zajac, M.; Rossberg, A.; Le Saout, G.; Lothenbach, B. Influence of limestone and anhydrite on the hydration of Portland cements. Cem. Concr. Compos. 2014, 46, 99–108. [Google Scholar] [CrossRef]
- Nasser, A.; Clément, A.; Laurens, S.; Castel, A. Influence of steel–concrete interface condition on galvanic corrosion currents in carbonated concrete. Corros. Sci. 2010, 52, 2878–2890. [Google Scholar] [CrossRef]
- Heukamp, F.H.; Ulm, F.-J.; Germaine, J.T. Poroplastic properties of calcium-leached cement-based materials. Cem. Concr. Res. 2003, 33, 1155–1173. [Google Scholar] [CrossRef]
- Singh, M.; Garg, M. Reactive pozzolana from Indian clays—their use in cement mortars. Cem. Concr. Res. 2006, 36, 1903–1907. [Google Scholar] [CrossRef]
- Morandeau, A.; Thiery, M.; Dangla, P. Investigation of the carbonation mechanism of CH and CSH in terms of kinetics, microstructure changes and moisture properties. Cem. Concr. Res. 2014, 56, 153–170. [Google Scholar] [CrossRef] [Green Version]
- Aguirre-Guerrero, A.M.; Mejía-de-Gutiérrez, R.; Montês-Correia, M.J.R. Corrosion performance of blended concretes exposed to different aggressive environments. Constr. Build. Mater. 2016, 121, 704–716. [Google Scholar] [CrossRef]
- ASTM International. ASTM C270-19-Standard Specification for Mortar for Unit Masonry; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Percentage of PC Replaced by KR (%) | |
|---|---|---|
| PC | KR | |
| M0 | 100 | - |
| M5 | 95 | 5 |
| M10 | 90 | 10 |
| M15 | 85 | 15 |
| M20 | 80 | 20 |
| M30 | 70 | 30 |
| Raw Materials | Oxides | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | K2O | MgO | CaO | SO3 | Others | LOI 1 | |
| PC | 19.6 | 10.3 | 1.1 | - | 11.5 | 38.0 | 8.3 | 1.5 | 9.7 |
| HL | 1.6 | 0.6 | 0.1 | 0.3 | 1.6 | 72.3 | - | 0.4 | 23.1 |
| KR | 58.8 | 36.0 | 0.2 | 1.6 | 2.2 | - | - | 0.4 | 0.8 |
| Diameter and Specific Area | Raw Materials | |||||||
|---|---|---|---|---|---|---|---|---|
| PC | HL | KR Natural | KR 600 °C | KR 650 °C | KR 700 °C | KR 750 °C | KR 800 °C | |
| D10 (µm) | 1.8 | 0.8 | 1.4 | 2.9 | 1.6 | 2.8 | 2.6 | 1.5 |
| D50 (µm) | 13.8 | 5.7 | 9.3 | 14.3 | 10.1 | 14.1 | 13.8 | 9.4 |
| D90 (µm) | 43.9 | 21.1 | 25.8 | 42.7 | 29.7 | 42.5 | 42.8 | 27.8 |
| Dm (µm) | 19.1 | 9.0 | 12.1 | 19.0 | 13.6 | 18.8 | 18.7 | 12.8 |
| Specific area (m2/g) | - | - | 29.73 | 24.98 | 23.18 | 25.10 | 20.52 | 25.95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodrigues, A.M.; Costa, F.P.d.; Beltrão, S.L.D.; Fernandes, J.V.; Menezes, R.R.; Neves, G.d.A. Development of Eco-Friendly Mortars Produced with Kaolin Processing Waste: Durability Behavior Viewpoint. Sustainability 2021, 13, 11395. https://doi.org/10.3390/su132011395
Rodrigues AM, Costa FPd, Beltrão SLD, Fernandes JV, Menezes RR, Neves GdA. Development of Eco-Friendly Mortars Produced with Kaolin Processing Waste: Durability Behavior Viewpoint. Sustainability. 2021; 13(20):11395. https://doi.org/10.3390/su132011395
Chicago/Turabian StyleRodrigues, Alisson Mendes, Fabiana Pereira da Costa, Suellen Lisboa Dias Beltrão, Jucielle Veras Fernandes, Romualdo Rodrigues Menezes, and Gelmires de Araújo Neves. 2021. "Development of Eco-Friendly Mortars Produced with Kaolin Processing Waste: Durability Behavior Viewpoint" Sustainability 13, no. 20: 11395. https://doi.org/10.3390/su132011395
APA StyleRodrigues, A. M., Costa, F. P. d., Beltrão, S. L. D., Fernandes, J. V., Menezes, R. R., & Neves, G. d. A. (2021). Development of Eco-Friendly Mortars Produced with Kaolin Processing Waste: Durability Behavior Viewpoint. Sustainability, 13(20), 11395. https://doi.org/10.3390/su132011395