1. Introduction
Over the years, migration from rural to urban areas has increased significantly due to employment and other opportunities. Due to the increasing urban population, demand for housing has also increased exponentially [
1]. New infrastructure is predominantly required to enable economic development and meet basic needs such as utilities and transport networks. Building components such as foundation, floor, slab, columns, beams, and masonry require a large amount of construction materials such as concrete, steel, bricks, mortar, etc., which directly or indirectly affects the environment and economy [
2,
3]. Around the globe, consumption of cement for construction materials is reported as 5000 million tons in 2016, and it is forecasted to reach 6000 million tons by 2022. This creates a negative impact on the environment [
4]. Cement manufacturing is an energy-intensive process and imparts a high carbon footprint due to the consumption of a large amount of fossil fuel. For every ton of cement production, about 900 kg of CO
2 is emitted, which contributes to 5–7% of total CO
2 emissions around the globe [
5]. After aluminum and steel, the manufacturing of Portland cement is the most energy-demanding process as it consumes 4GJ per ton of energy. India has signed the Kyoto Protocol, which is an international agreement linked to the United Nations Framework Convention on Climate Change, which commits its parties by setting internationally binding emission reduction targets. Under this agreement, countries commit to reduce their emissions of CO
2 and five other greenhouse gases (GHGs) [
6]. Therefore, the major challenge is to reduce these emissions in the cement industry and use the carbon limits in other manufacturing industries, which will help in GDP increment and national development.
To reduce the demand for cement in the construction industry, it is desired to design and develop a sustainable binder. This can be done by the process called alkali activation that involves activation of raw materials consisting of alumina and silica, which produces alumino-silicate gel and hardens to obtain the desired construction materials. As an alternative solution, sustainable construction materials developed by the alkali activation of aluminosilicates with lesser environmental impact and desired properties were investigated by many researchers [
7,
8]. In addition, the continuous surge in waste generation created a challenge for the researchers to propose solutions for its reuse. The advantage of alkali-activated mortar over conventional masonry mortar is that it uses raw materials that help to reduce the stocks of solid wastes. Masonry is one of the important parts of a building that consists of a masonry unit, which is joined and finished by mortar. Alkali-activated mortar is advantageous over conventional cement or lime mortar as it gains high early strength and is more durable and environmentally friendly [
9]. Various researchers have developed alkali-activated mortars from different industrial wastes such as fly ash (FA), rice husk ash (RHA), bottom ashes, boiler ashes, ground granulated blast furnace slag (GGBS), mine wastes, metal industries, and kaolin which were activated by alkaline hydroxides and silicates (
Table 1). Previous studies stated that ashes with high silica and alumina content are feasible to produce alkali-activated products (geopolymer) [
10]. Application of alkali-activated mortar in masonry construction enhances the structural performance of buildings [
11,
12]. These materials, which are the major source of aluminum and silicates, react in a hydrothermal alkaline environment (hydroxides and silicates of alkalis), resulting in rock-like hard structures. They consist of a polymeric framework of silica-oxygen-aluminum (Si-O-Al) with alternate sharing of four oxygen atoms as SiO
4 and AlO
4. The four-coordinated oxygen of aluminum (Al) imparts free negative charge, which should be balanced with positive ions to have a stable matrix [
13,
14]. These essential cations are calcium (Ca
2+), sodium (Na+), potassium (K+) ions, etc.
The properties of masonry mortar depend on the characterization of raw materials along with the liquid to solid ratio, modulus ratio, and concentration of alkali hydroxide. From the studied literature, the workable ranges of the liquid to solid ratio, concentration of sodium hydroxide, and Na
2SiO
3/NaOH were found to be 0.4–2.5, 6 M to 16 M, and 1–2.5, respectively (
Table 1). In addition, age and curing temperature play a vital role in the mechanical properties of mortar. Sata et al. [
15] found that the compressive strength of bottom ash-based geopolymer mortar was improved with increasing fineness of ash. Moreover, the activators shall be used as per the properties of raw materials. It is possible to achieve compressive strengths of 5 MPa to almost 45 MPa at the age of 28 days for the various molar concentrations of alkali activators [
16]. However, a higher concentration of alkali hydroxide reduces the strength of mortar as it breaks the Si-Al bonding [
17]. Furthermore, it increases the total construction cost of masonry. Researchers have also shown that the addition of the GGBS enhances the setting, strength gain, and durability of a mortar [
18]. Hence, to obtain desired properties, blending of two or more siliceous materials is designed.
Mortar is a binding material that glues individual units (bricks or blocks) together and seals the building against moisture and air penetration. Even though mortar shares only 7% of the total masonry wall volume, it plays a crucial role in the structural performance [
24]. The inclusion of fibers in mortar plays a vital role in strengthening. A number of researchers have evaluated the properties of basalt fiber-reinforced mortars and concrete. Several comparative studies of reinforced mortar with basalt fiber (treated/untreated, chopped/long, etc.) and other natural (banana, coconut, sisal) and artificial fiber (carbon, glass, steel, polyvinyl alcohol, polyethylene) were carried out by various researchers [
25,
26,
27,
28]. Preferred dimensions of basalt fibers for improved performance were observed to be in the range of about 8 to 14 µm (microns) in diameter and 3 to 6 mm in length. For reinforced mortar, fibers shall be in the proportional range of 0.1–1.5% that gives better mechanical strength and durability [
29]. Ralegaonkar et al. [
28] studied the effect of chopped and long basalt fibers in reinforced cement mortar. The study concluded that 1% of long fibers is the optimum percentage for reinforced cement mortar. Fenu et al. [
25] found that basalt fibers are suitable to be used in acidic as well as alkaline matrix, unlike glass fibers. This is the reason researchers have chosen basalt fibers for reinforcing geopolymer concrete [
30,
31]. Although several studies were carried out on basalt fiber reinforced mortar, investigation of reinforcing chopped basalt fibers in alkali-activated mortar is limited. Celik et al. [
32] found that basalt fiber mortar shows maximum flexural strength at 1.2% basalt fibers with 12 M NaOH concentration. A similar increase in flexural strength of mortar by 10% to 20% was found at 12 M NaOH concentration by using metakaolin and slag as a source material [
33]. Ali et al. [
34] studied the combination of basalt fiber with metakaolin alkali-activated mortar, for a Na
2SiO
3 to NaOH ratio of two. Guo et al. [
35] found better results with basalt fiber in combination with fly ash and steel slag-based alkali-activated mortar for a constant sand to binder ratio of 2.5. Although studies were carried out for designing mortar using ash, alkali activator, and basalt fiber, there is very limited work on the application of locally available co-fired ash with a lower concentration of alkali activators.
The present paper deals with the study of alkali-activated mortar design using blended ash, which was obtained from co-combustion of rice husk and coal in 80:20 (by weight), with sodium-based alkali activators. It also investigates the application of basalt fiber in reinforced alkali-activated mortar. The ratio of Na
2SiO
3 to NaOH was kept as a unity, and the molar concentration of NaOH was 8 M. From the literature, it was inferred that less energy is required to produce basalt fiber and that it is obtained from naturally available basalt rock [
36]. Besides this, chopped basalt fiber (CBF) has a lower impact on human beings and minimal toxic effects [
37]. These fibers are non-reactive in saline water, acidic environment, and alkaline system. They are non-reactive with chemicals either, thus making them more suitable to be used with geopolymeric solution [
38]. The present study also examined the use of chopped basalt fiber in an alkali-activated composite for masonry application. This experimental study evaluated the rheological, mechanical, and durability properties of reinforced alkali-activated masonry mortar in comparison with the unreinforced mortar.
3. Results and Discussion
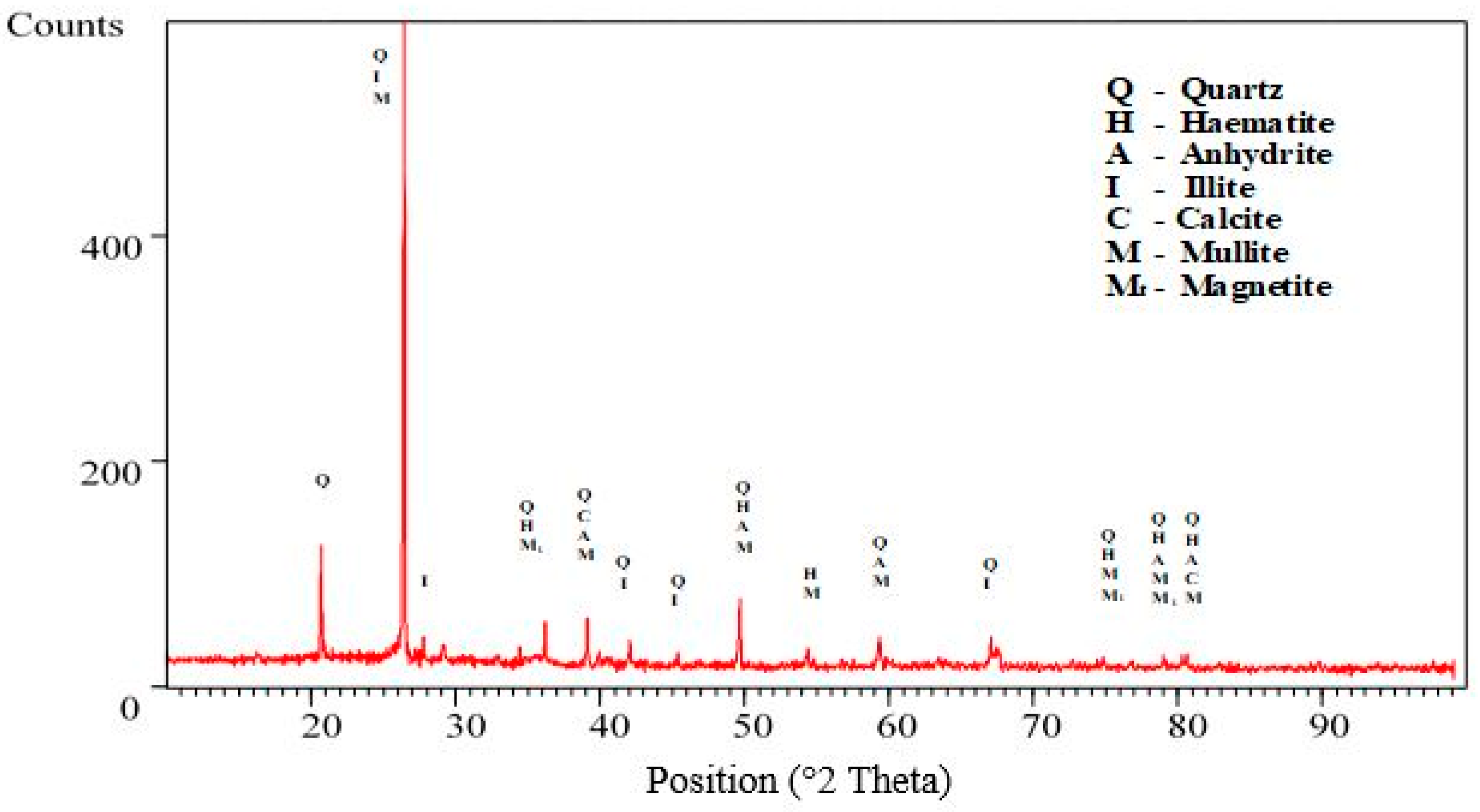
The mineralogical (
Figure 8) and morphological characteristics (
Figure 9) of ash were evaluated by XRD and SEM analysis. The XRD of CBA depicts an amorphous nature of ash that enhances the reaction and imparts good strength (
Figure 8). The sharp peak shows the silica present in the form of quartz, which is crystalline. Other broad and diffused humps represent an amorphous nature of the ash. Moreover, after the alkali activation process, peak shifts to the right side, i.e., 2Ө value will increase due to the formation of aluminosilicate gel [
49].
Figure 9 shows the morphology of raw materials that depicts the porous nature of CBA. The ash was examined for chemical composition, which was carried out by XRF (
Table 5). The blended ash contains silica, alumina, and iron, having 68.5 + 3.39 + 8.89 = 80.78% of SiO
2 + Fe
2O
3 + Al
2O
3 (percentage) and 9.7% LOI. This indicates the identified ash has the potential to be used for alkali activation. In addition, loss on ignition (LOI) was obtained through thermogravimetric (TgDTG) analysis (
Figure 10) where, DTG and DSC is derivative thermogravimetry and differential scanning calorimetry respectively. The mass drops of 3.19% (250 °C) and 5.83% (750 °C) were observed due to the evaporation of water present in the ash sample. The last drop of 0.67% resulted due to the decomposition of carbonaceous matter and impurities present. In addition to the source material, well-graded river sand (
Table 6) and the chopped basalt fibers were used (
Table 7).
The masonry mortar mixes were further analyzed for the determination of air content [
42]. The resulted range of evaluated air content for the analyzed mortar mixes was found to comply with ASTM C185, 2015. It was observed that with the increase in ash content, the air content also increases (
Table 8) due to its porous nature and bumpy surface (
Figure 9).
The compressive strength of masonry mortar samples for various mix proportions at the age of 7, 14, and 28 days were obtained (
Figure 11). Like cementitious materials, the compressive strength of alkali-activated mortar increases with an increase in age. With respect to 28 days compressive strength, developed masonry mortar achieved almost 45%, 50%, and 55% strength at the age of seven days for the ash to sand ratio of 1:1, 1.5:1, and 2:1, respectively. The results indicate that as the content of ash increased, the percentage gain in early strength also increased. However, the later strength (28 days) of masonry mortar was estimated as highest for 1:1 and lowest for 2:1 proportion of CBA and sand. With the increase in CBA content, the surface area also increased, which led to an increase in the alkali-activated solution absorption affecting the dissolution of aluminosilicates and resulting in comparatively lower strength.
The compressive strength increases as the alkali activator (AA)/solid ratio increases from 0.3 to 0.4, but the further increment to 0.5 decreases the compressive strength. This is due to the lower content of the alkali activator not being enough to leach the amorphous aluminum silicates from the blended ash for the alkali activation process. On the other hand, a higher liquid to solid ratio produces a larger amount of hydroxide ions than the required for alkali activation reaction. This reduces the strength of masonry mortar [
52]. The trend of 28 days strength for different alkali activator to solid ratios with the variation of ash proportions is shown in
Figure 12a–c. It indicates the negative trend for compressive strength when compared with the ash to sand ratio. From
Figure 13, it is inferred that the compressive strength of masonry mortar decreases with the increase in air content.
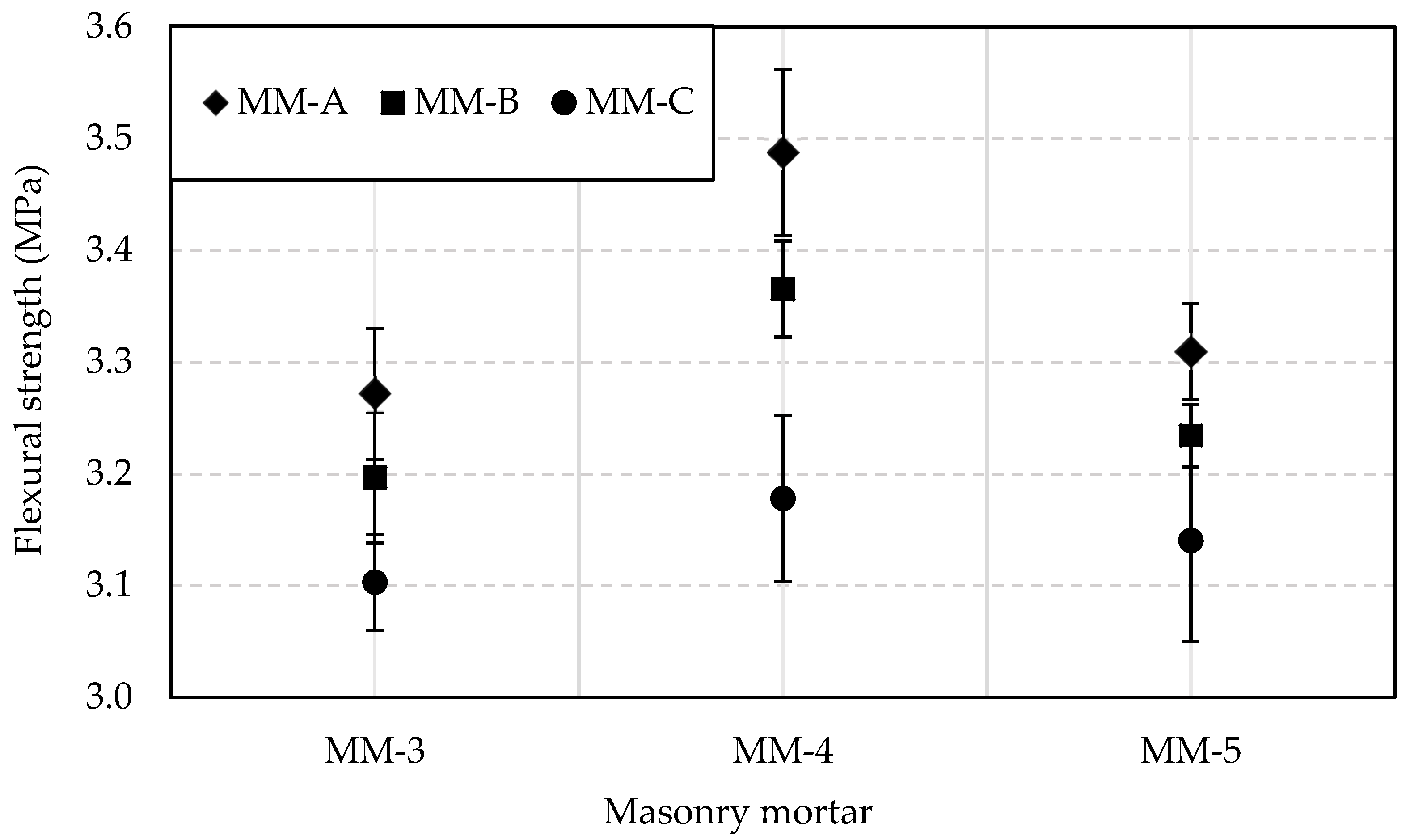
The flexural strength of masonry mortars at the age of 28 days was determined. It was observed that there was no significant variation in the obtained results.
Figure 14 presents the variation in flexural strength of various mixes of masonry mortar. MM-3, MM-4, and MM-5 indicate a masonry mortar mix with an AA to solids ratio of 0.3, 0.4, and 0.5, respectively. Meanwhile, MM-A, MM-B, and MM-C represent mortar mixes of blended ash and sand in the ratio of 1:1, 1.5:1, and 2:1, respectively. It was clearly observed that mortar with high ash content possesses lesser flexural strength, which is similar to the compressive strength trend.
Further, mix designs with a 0.4 alkali activator to dry mix ratio were selected for investigating the effect of CBF in it by experimentation. Addition of fibers (0.5%, 1%, and 1.5%) reduced the compressive strength by around 23%, 40%, and 50% for the ash to sand ratio of 1:1; 23%, 33%, and 50% for the 1.5:1 ash to sand ratio and 18%, 27%, and 50% for the ash to sand ratio of 2:1, respectively (
Figure 15). From the analysis, it is observed that, with the increase in fiber content, there is an exponential reduction in strength.
An increase in the percentage of fibers results in increased air content that gives lower compressive strength as compared to unreinforced mortar. However, the failure pattern of the blocks was depicted by the cracks present on the surface (
Figure 16a,b). It did not leave the material apart, unlike unreinforced mortar blocks, which indicates the homogeneity and holding property of fiber that shall reduce the structural damage.
Although there was a reduction in compressive strength with the increase in fiber percentage, flexural strength and flexural bond strength of reinforced masonry mortars were observed to be higher than the unreinforced mortar. Masonry is one of the primary structures, and it plays a vital role in reinforced concrete (RC)-framed structure. It is weak in tension and has a low ductility response. For strengthening the brick masonry, it is essential to increase the strength of masonry mortar. Masonry walls subjected to lateral load should possess high flexural bond strength to avoid failure.
Figure 17 shows the flexure strength variation of plain and fiber-reinforced alkali-activated mortar. It was observed that for the variation of fiber from 0.5% to 1.5%, there was an increase in flexural strength. For the ash to sand ratio of 1:1, 1.5:1, and 2:1, as the percentage of fiber increased (0.5%, 1%, and 1.5%), the flexure strength also got increased by 12%, 14%, and 17%, 11%, 13%, and 15%, and 12%, 16%, and 17%, respectively, as compared to unreinforced alkali-activated masonry mortar.
Application of fiber into the design mix resulted in a rise of 6–14% in the flexure bond strength (
Figure 18). After mixing the fiber to the proportion of 0.5%, 1%, and 1.5% of dry mix, there was an increase in the flexural bond strength by 9%, 6%, and 7%, 12%, 9%, and 9%, and 14%, 11%, and 11% of MM-A4, MM-B4, and MM-C4, respectively.
Although a high percentage of CBF performs better for flexural stresses, there was a significant reduction in compressive strength. The mortar with a fiber content of 0.5% showed significant improvement in flexural strength compared to 0% fiber content. Further, an increase in fiber content by 1% and 1.5% showed a slight improvement compared to 0.5%. However, the reduction in compressive strength was significant in 1% and 1.5%. Hence, the percentage of 0.5% CBF was found to be the optimum proportion to achieve the desired properties of alkali-activated masonry mortar.
Careful selection of the mix and materials is necessary so that deleterious constituents do not exceed the limits. Samples with an alkali activator to mix ratio of 0.4% and 0.5% CBF for all mixes 1:1, 1.5:1, and 2:1 (ash: sand) were evaluated for sulfate and chloride content in order to check its durability. The chloride and sulfate contents of crushed samples—MM-A4-0.5, MM-B4-0.5, and MM-C4-0.5—were observed to be 198, 232.1, and 258.4 mg/L and 74, 103.6, and 150.14 mg/L, respectively. The above-mentioned values for chloride and sulfate content in the analyzed design mix were found within the prescribed limits (IS 456: 2000).
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}