1. Introduction
There is an environmental concern worldwide regarding the production of ordinary Portland cement (OPC), as it is widely use in the construction sector. It is commonly accepted that OPC manufacturing causes serious pollution issues, including a considerable amount of CO
2 emissions. The majority of annually produced concrete (10 billion metric tons of concrete) contains OPC [
1]. Every ton of OPC generates approximately one ton of CO
2, and around 7% of all the global CO
2 emissions are ascribed to OPC production and its corresponding raw material extraction process [
2]. It was also estimated that OPC manufacturing would quadruple over the next three decades, which is expected to lead to extensive environmental impacts [
3]. To address this concern, using industrial by-products (green concrete philosophy), instead of raw material extraction in conventional concrete, is recognized as a practical solution for a sustainable and cleaner concrete production. Meanwhile, the disposal of industrial waste materials is associated with undesirable ecological impacts. In contrast, their recycling largely contributes to sustainable design, saving natural resources and preventing waste dumping into landfills. The application of industrial wastes with environmentally friendly (i.e., low energy consumption and low CO
2 emission) and inexpensive properties for partial or full replacement of OPC in concrete have attracted the attention of many researchers [
4,
5,
6,
7]. Allalouex et al. [
8] explored the effects of calcined halloysite nano-clay (CHNC) on the physico-mechanical properties and microstructure of high volume slag (HVS) cement mortar. The study in [
9] investigated the feasibility of novel industrial waste-co-fired blended ash (CBA) in the development of alkali-activated masonry mortar and reinforced alkali-activated mortar. The design and preparation of Mater-Bi/halloysite nanocomposite materials that could be employed as bioplastics alternative to the petroleum derived products was investigated by Lisuzzo et al. [
10]. A novel green protocol for the consolidation and protection of waterlogged archeological woods with wax microparticles has been designed in [
11].
This research considers four different industrial waste materials, granulated blast-furnace slag (GBFS), palm oil fly ash (POFA), fly ash (FA), and waste ceramic powder (WCP) in ternary blended alkali-activated mortars. FA, burnt coal by-product, is among the most attractive industrial wastes for producing AAMs because of several unique properties, such as high levels of SiO
2 and Al
2O
3, low cost and embodied energy, and availability at a large scale in many countries. Ogawa et al. [
12] investigated the contribution of fly ash to the compressive strength development of mortars cured at different temperatures on the basis of the cementing efficiency factor, they concluded that this factor is significantly affected by the curing temperature. An experimental study on the stress-strain characteristics of alkali-activated slag (AAS) and alkali-activated class C fly ash (FAC) mortars subjected to axial compression was presented in [
13]. The authors concluded that the brittleness index estimated from the stress-strain characteristics increases with an increase of activator concentration. In addition, Alkali-activated slag mortar displays highly brittle behaviour marked by no softening behaviour followed by sudden and total failure.
POFA is a by-product mostly produced by various agriculture industries (by burning agricultural waste) in Southeast Asia countries. There is no market value for POFA, and its application is typically limited to landfilling in lagoons and ponds associated with significant environmental pollution. POFA is classified as a pozzolanic substance that is rich in silica content. Accordingly, such an abundant agricultural waste can be used as a partial substitute for OPC, or as a concrete binder to improve strength and durability. The use of an optimum level of POFA, ground granulated blast furnace slag (GGBS), and low calcium FA with manufactured sand (M-sand) to produce geopolymer mortar was investigated by Islam et al. [
14]. They concluded that the increase in the POFA content beyond 30% reduces the compressive strength. In another study, the effects of exposing POFA/FA-based geopolymer mortar to elevated temperatures at an early stage in terms of microstructural and compressive strength was investigated in [
15]. They concluded that that replacement of the 0–100% of POFA in FA-based geopolymer mortar expedites the start of micro-pore formation, due to exposure to high temperatures and shifts the strength peak from 300 °C to 500 °C.
Furthermore, WCP has high durability to harsh environmental (sulfuric acid or sulfate) conditions. Generally, this material waste has mainly been recycled as a filler for applications such as gardening and tartan floors. To follow a sustainable design approach, several studies proposed the application of ceramic waste in concrete and mortar [
16]. The main drawback of using ceramic waste (fine or coarse aggregates) as a replacement of limestone aggregates is its extensive water absorption. Therefore, the durability of such a mix may turn out to be its major deficiency. Harsh environmental agents such as carbonation, chloride, and deleterious salts may easily penetrate the concrete and negatively influence its mechanical properties. Samadi et al. [
17] investigated the long-term performance, mechanical properties, and durability of a mortar comprising ceramic waste as supplementary cementitious material and ceramic particles as fine aggregates. In this study, the structure morphology and thermal traits of the designed mixes were characterized using scanning electron microscopy (SEM), thermogravimetric analysis (TGA), differential thermal analysis (DTA), X-Ray Diffraction (XRD), and Fourier-transform infrared spectroscopy (FTIR) measurements. Mechanical and microstructural properties of mortars incorporating ceramic waste powder exposed to the hydrochloric acid solution was investigated in [
18]. GBFS (a by-product of iron and steel production) has high SiO
2, and CaO content levels in GBFS provide mechanical properties similar to OPC. It can be used as an OPC replacement producing calcium silicate hydrates (C-S-H), which are strength-enhancing compounds that improve the concrete’s strength, durability, and appearance. The effect of granulated blast furnace slag on the self-healing capability of mortar incorporating crystalline admixture was investigated by Li et al. [
19]. The results of this study indicated that the mortar with crystalline admixture and 10 wt % GBFS has the highest self-healing capability, and the healing product is mainly composed of calcium carbonate.
Several researchers proposed the consumption of industrial waste materials in AAM designs as a sustainable substitute for OPC [
20,
21,
22]. However, limited research has been done about the mechanical properties of ternary blended alkali-activated mortars composed of industrial waste materials. In this paper, the mechanical properties of zero cement binder with ternary blended AAMs composed of industrial waste materials are investigated using experimental tests at different ages (1, 3, 7, and 28 days of curing). The effects of the SiO
2, CaO, and Al
2O
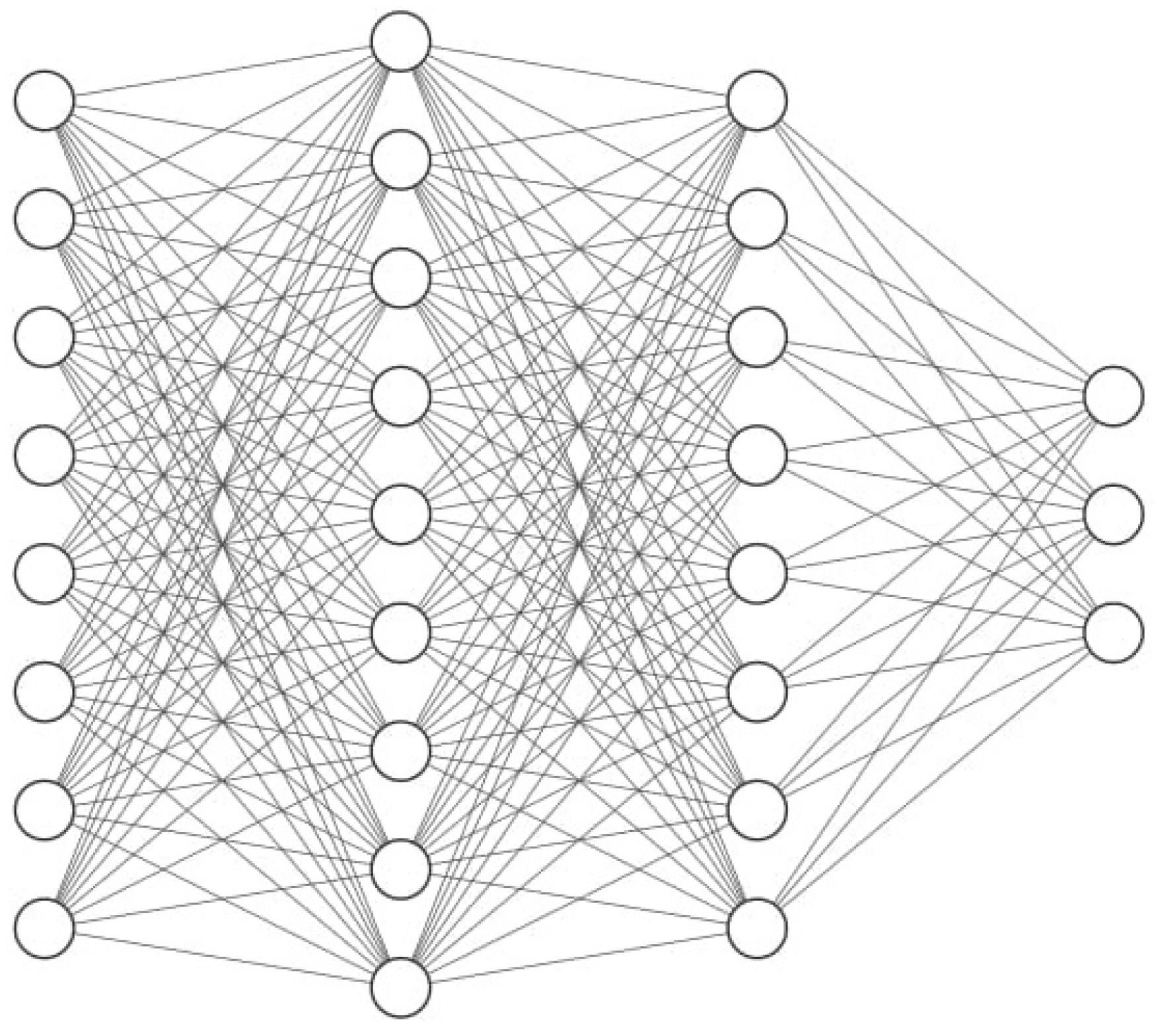
3 contents of each binder mass on mechanical properties are investigated using 42 engineered alkali-activated mixes (AAMs). The structural morphology of AAMs is also investigated by the aid of X-ray diffraction (XRD), scanning electron microscopy (SEM), and Fourier-transform infrared spectroscopy (FTIR) measurements. Furthermore, an optimized artificial neural network (ANN) combined with a metaheuristic Krill Herd algorithm (KHA-ANN) and an ANN-combined genetic algorithm (GA-ANN) are developed and compared with a multiple linear regression (MLR) model. From the three different models, the comparative analysis of collected predictions of mechanical properties for the studied AAMs shows the potential of the KHA-ANN model.
2. Materials and Test Methods
2.1. Material Properties of Industrial Wastes
With the aid of the X-ray fluorescence spectroscopy (XRF) test, the chemical compositions of the studied waste materials were determined, as shown in
Table 1. It was revealed that the main component in WCP, FA, and POFA was SiO
2 (72.6%, 57.2%, and 64.2%, respectively), while in the GBFS it was CaO (51.8%). SiO
2, Al
2O
3, and CaO are important oxides throughout the hydration process and production phases of the C-(A)-S-H gels.
However, the low contents of Al
2O
3 and CaO in WCP require adding materials containing high amounts of Al
2O
3 (FA) and CaO (GBFS) to produce high-performance alkali-activated binders. According to ASTM C618-15 [
23], FA and WCP are classified as class F pozzolans, due to the existence (higher than 70%) of SiO
2 + Al
2O
3 + Fe
2O
3.
2.2. Design of AAMs
Ternary blended AAMs were examined to determine the influence of calcium oxide on the geopolymerization process. Using trial mixes, the optimum values of sodium silicate to sodium hydroxide ratio, sodium hydroxide molarity, binder to aggregate ratio, and alkaline solution to binder ratio were selected as 0.75, 4 M, 1, and 0.4, respectively, where these values were fixed for all AAMs. Analytical grade sodium silicate solution (Na2SiO3), comprised of H2O (55.80 wt %), SiO2 (29.5 wt %), and Na2O (14.70 wt %), was used as an alkali activator to prepare the proposed AAMs. The sodium hydroxide (NH) pellet was dissolved in water to make the alkaline solution with 4 M concentration. This solution was first cooled for around 24 h and then added to sodium silicate (NS) solution in order to make an alkaline activator solution with a modulus ratio (SiO2 to Na2O) of 1.02. This ratio of NS to NH was fixed to 0.75 for all the alkaline mixtures.
Four ternary blended AAMs were investigated, where at each level, the GBFS percentage as a source of CaO remained constant to a minimum of 20% in the replacement process and a maximum of 70%, as presented in
Table 2. Using the SEM test, the effects of each industrial waste replacement on the contents of SiO
2, CaO, and Al
2O
3 and the AAMs geopolymerization process can be seen.
The essential features of
Table 2 can be summarized as follows:
For AAMs with a high volume of FA, CaO content is observed to increase with increasing GBFS content and decreasing FA and POFA contents. However, Al2O3 content decreases with increasing GBFS and POFA contents and decreasing FA content.
For AAMs with a high volume of POFA, the reduction in the POFA content leads to progressive reduction of the silicate content. Furthermore, the Al2O3 content increases when the ratio of GBFS to FA increases, whereas the CaO content significantly decreases.
For AAMs with a high volume of GBFS, an increase in the GBFS content leads to an increase in CaO content. However, by decreasing GBFS content and increasing POFA content, SiO2 content increases.
For AAMs with a high volume of WCP, finally, an increase in the content of WCP leads to an enhancement of SiO2 content. Additionally, the replacement of WCP by increasing the amount of GBFS results in an increased CaO content.
2.3. Experimental Test Procedure
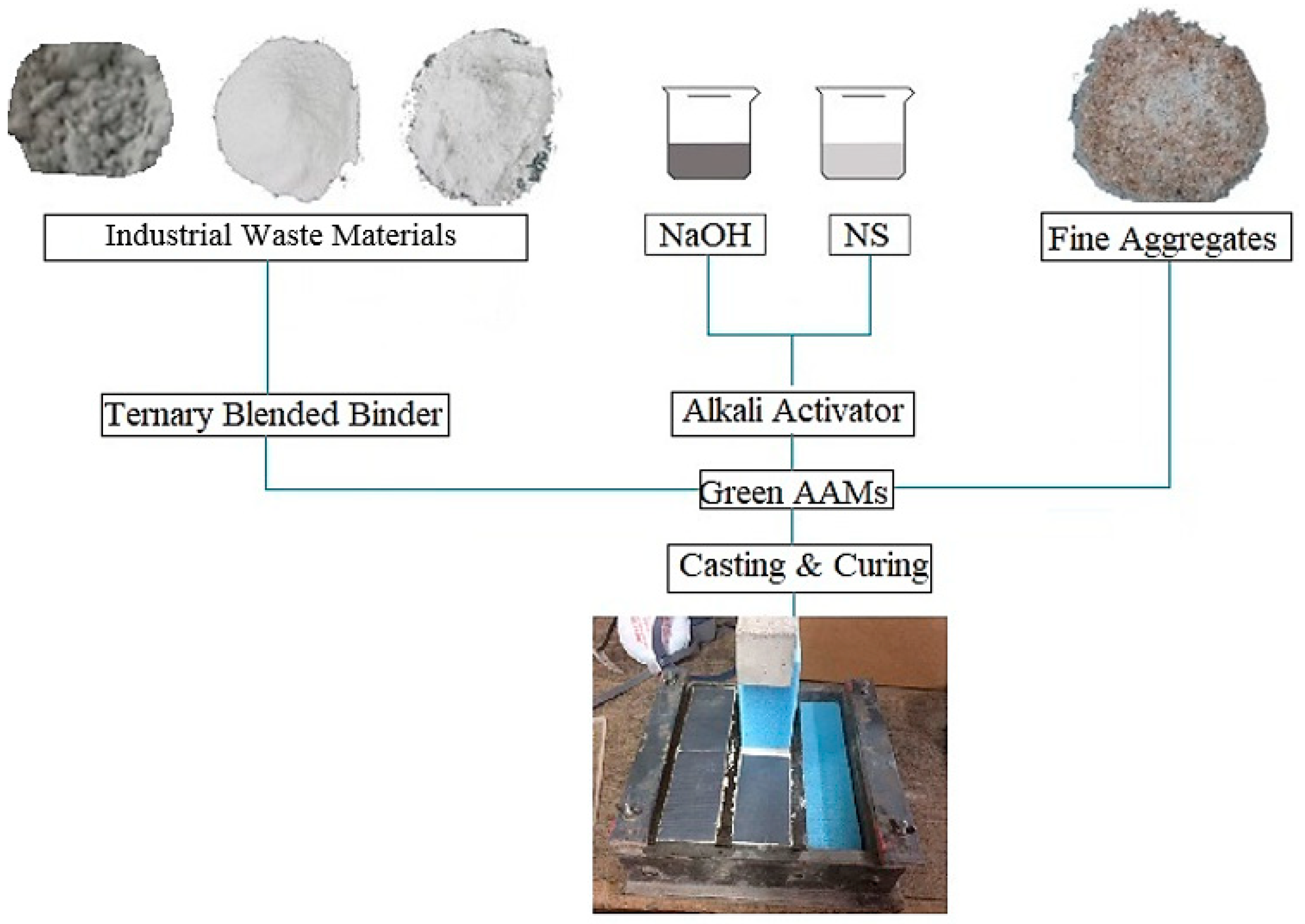
After preparing the AAMs, the experimental program discussed herein involved the casting process, where the resulting mortar was poured into the molds using the two-layers pouring method. To eliminate air pockets within the mixture, each layer was subjected to vibration for 15 s. After finishing the casting process, the AAMs were cured for 24 h in an ambient atmosphere (with a temperature 24 ± 1.5 °C and a relative humidity of 75%).
Figure 1 illustrates the typical procedure to obtain AAMs with varying ratios of industrial wastes.
A standard test rig was used for the experimental derivation of compressive strength (CS), tensile strength (TS), and flexural strength (FS). All the mechanical properties were recorded at the age of 1, 3, 7, 28 days, following ASTM C109-109M [
24]. Cube molds of the dimension (50 × 50 × 50) mm were prepared for hardened tests of compressive strength. Prisms of the dimension (40 × 40 × 160) mm were used to prepare the samples for flexural strength test, while for tensile strength tests, cylinders were prepared with a diameter of 75 mm and depth of 150 mm. For the compressive test, a universal testing machine was used, and a constant loading rate of 2.5 kN/s was applied to all tested specimens. The equivalent compressive strength values were hence recorded automatically, on the basis of the specimens’ size. A similar approach was applied to calculate the TS of specimens in compliance with ASTM C496/C496M [
25], in which the splitting TS can be predicted as:
In Equation (1), TS is the splitting tensile capacity (MPa), P is the maximum axial load resistance (N), D is the diameter of the cylinder (mm), and L is the length of the cylinder (mm).
The flexural strength—also called modulus of rupture, bend strength, or fracture strength—is another essential measure of the mechanical performance for brittle materials. This is defined as the material’s ability to resist deformation under load. The flexural strength test was carried out using the ASTM C78/C78M [
26] procedure, where adequately cured prismatic specimens were tested. Similar to CS and TS, the universal testing machine was employed, in which the FS value is expressed as:
where
F is the applied load at the fracture point (N),
L is length of the support span (mm),
b is the width (mm), and
d is the thickness (mm).
All the CS, TS, and FS tests were performed on three specimens for each design mix, after each curing age, and their average prediction was considered. Several test methods such as X-ray diffraction (XRD) and scanning electron microscopy (SEM) were also adopted to access the microstructural properties of alkali-activated binder incorporating industrial wastes. The XRD test is a rapid and straightforward technique for the non-destructive characterization of crystalline materials. It provides information on phases, preferred crystal orientations, and structural parameters. In this research study, the alkali-activated paste powders were scanned in the 2-theta range of 5 to 60 degrees at the step size of 0.02 degrees. To analyze XRD data, the MDI Jade software (version 6.5) and Match software (version 3.10.2.173) were used to verify the glassy nature of the specimens. SEM with high magnifications was finally used to examine the surface morphology of the tested specimens. Operating conditions consisted in a beam energy of 20 keV, beam current of 726 pA, and count time of 10 s with 3500 counts per second, reported as relative atomic concentrations.
At the first stage, the alkali-activated samples were collected from the specimens subjected to the CS test setup, and then each sample was sowed on to the double cellophane sheets followed by attaching to the coin. In the second stage, each sample was placed in the brass stub holder and dried for 5 minutes using IR radiations before using a Blazer sputter coater to cover with gold. The SEM was in fact performed by coating the mortar samples with a thin layer of gold (1.5 nm to 3.0 nm its thickness) prior to the analysis. The resultant patterns were thus monitored using 20 kV with 1000× magnification, at a working distance in the range of 1 to 50 mm, depending on the operational conditions. Significant morphology images were captured immediately after, by selecting reasonably high image magnifications.
5. Discussion
The overall analysis of mechanical properties and structural morphology of all alkali-activated mix categories can be summarized in the following outcomes:
The results indicate that AAMs with a high volume of GBFS provide the highest mechanical properties. The SEM results also confirm that the alkali activation in this category can produce hydration products in the form of C-S-H, which is the primary reaction product for OPC strength development.
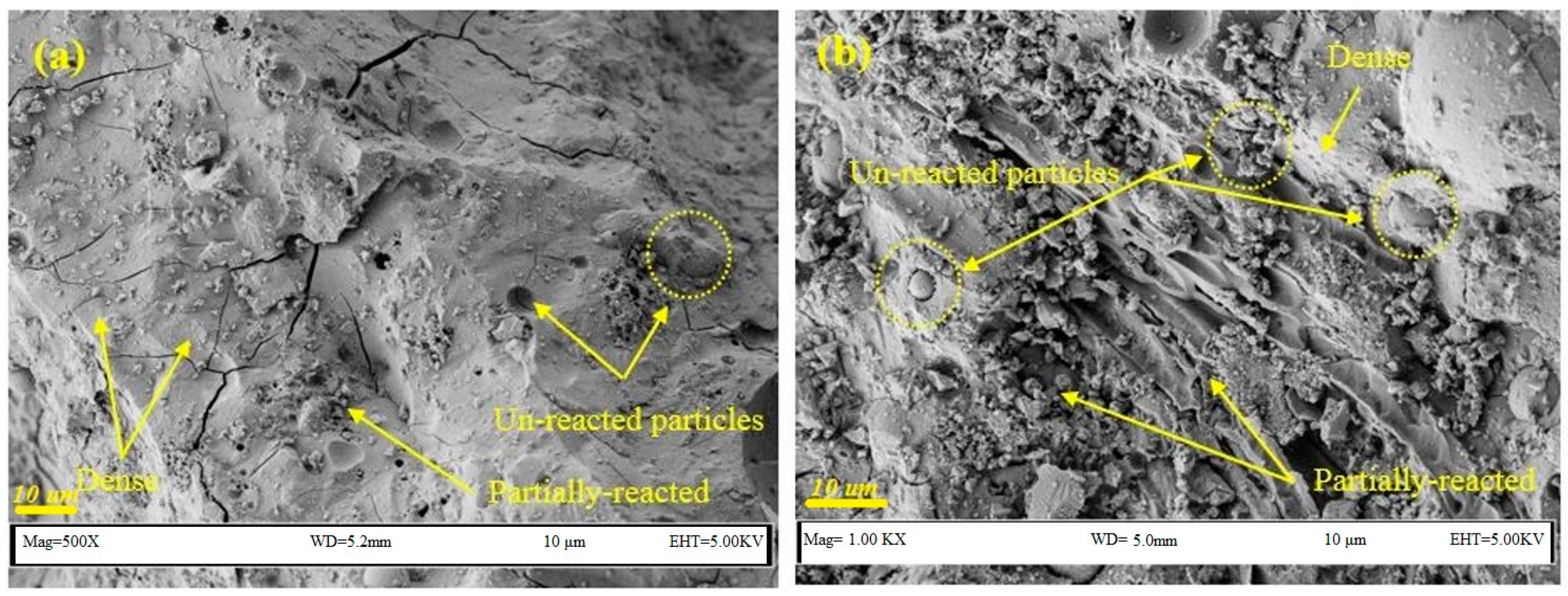
In the design mixes with high volume FA, by replacing FA with GBFS, a dense gel dominated the AAMs structure, and this results in the further improvement of the observed mechanical properties. The fact is that GBFS has a significant contribution to the geopolymerization process in AAMs, thus leading the paste to reach higher mechanical performances.
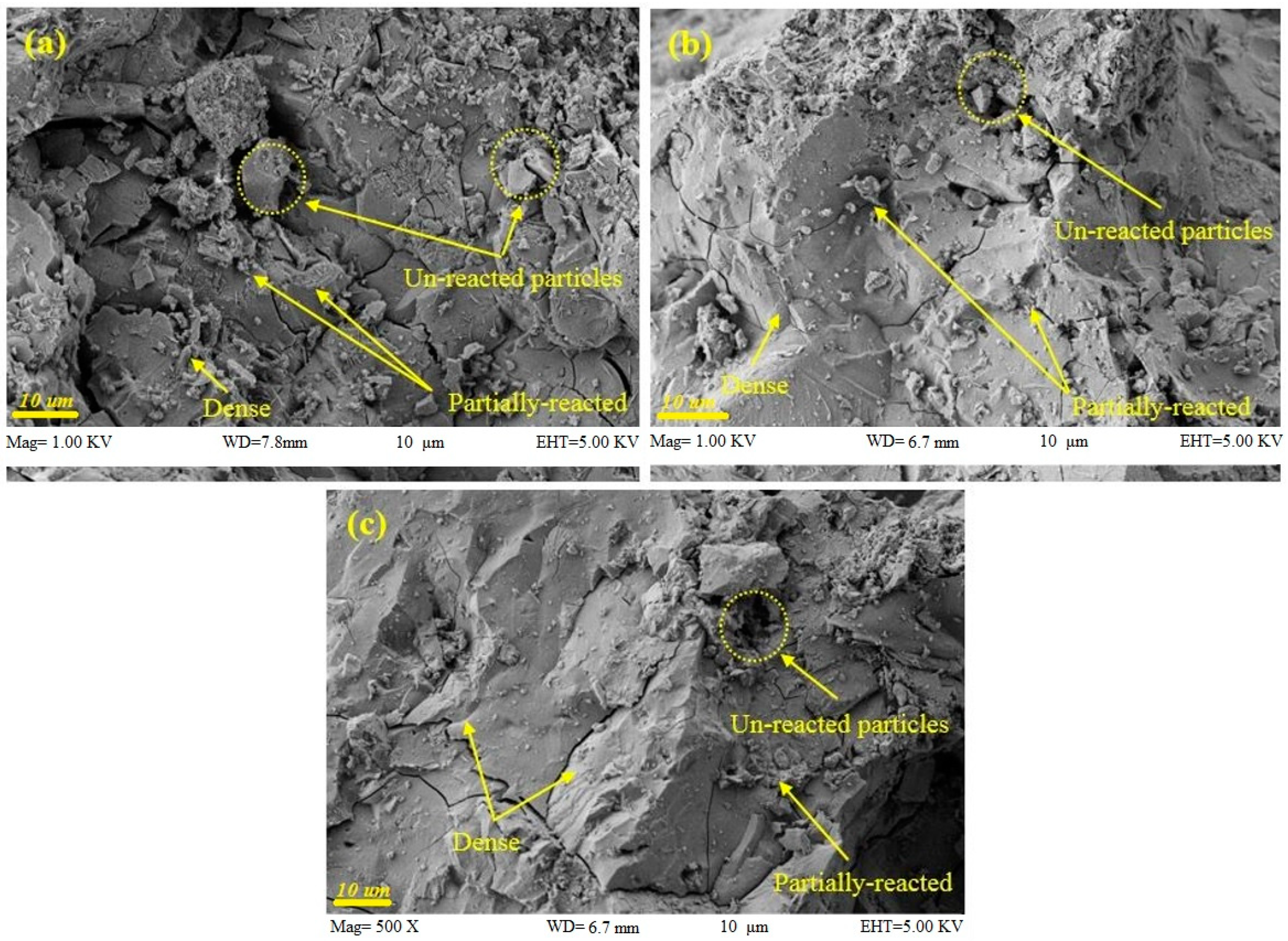
An increase in the POFA content was found to reduce the mechanical properties of AAMs. The morphology tests also confirmed that increasing the POFA percentage in AAMs can be associated to the rise in the unreacted silicate and reduced the C-S-H product, which significantly affected the CS and microstructure of AAMs. The results show that the ratio of SiO2:Al2O3 above 3.5 negatively affects the overall AAMs mechanical properties and microstructure.
The mechanical parameters of AAMs containing high volume WCP was observed as significantly lower than the other mixes. The ratio of SiO2:Al2O3 was relatively high in this category, which negatively affected the forming C-S-H gels in geopolymerization process. The sodium oxide content (Na2O) was also observed at a high ratio (13.5%) in the WCP chemical composite, compared to 0.08% with FA and 0.45% with GBFS. The negative effect of a high content of silica and low calcium content contributed to the rather poor mechanical performance of these design mixes.
Different amounts of waste were investigated to optimize the mechanical properties and consumption of waste materials in each ternary blended AAMs. Therefore, depending on the availability of the particular waste material and required mechanical properties, a proper design mix can be selected. While GBFS and FA are commonly used in the concrete industry, WCP and POFA have lower interest. This research developed new environmentally-friendly AAMs with WCP, as the main binder, combined by GBFS and FA for various construction applications. The results confirmed that using 50% to 70% of WCP in AAMs provided a considerable (36–70 MPa) CS for many building and construction purposes. By exciding this value, the calcium oxide content was reduced and negatively affected the formation of C-S-H gel. The mix prepared with 50% WCP, 40% GBFS, and 10% FA (mix number 40) may represent optimum AAMs in this category, once the consumption of WCP and relatively high CS are needed.
Furthermore, to take advantage of the plentiful amount of POFA as a waste by-product provided by palm oil industries in several South-East Asian nations, this research proposed ternary blended AAMs containing 50% to 70% POFA as the binder mass and different amounts of GBFS and FA. FA is an abundant and cheap waste by-product, and its application in the production of geopolymer and alkali-activated mortar/concrete could lead to sustainable development. On the other hand, the inclusion of GBFS produces secondary hydration that resulted in higher C-S-H formation. This research confirms that the GBFS/FA ratio affects the structural morphology and mechanical properties in AAMs containing high volume POFA. GBFS-rich AAMs had higher mechanical properties and a more dense structure. Depending on the application and the availability of the waste material, each of the AAMs can be selected. For instance, if a high CS is required, the mix number 15 can be considered (around 55 MPa). On the other hand, if using FA has a high priority, mix number 18 would be recommended, and mix number 10 consumes a high amount of POFA with reasonable CS for many building and construction purposes.
From the developed algorithms to support the mix design, finally, it is also concluded that the KHA-ANN model, on the basis of its final weight and bias values, can be efficiently used to design AAMs with targeted mechanical properties, in which the desired amounts of waste consumption can be optimized on the basis of available local waste materials.
6. Concluding Remarks
This study assessed the mechanical properties of ternary blended alkali-activated mortars composed of industrial waste materials, using experimental tests and structural morphology evaluation. To examine the effect of each binder mass percentage on the compressive, tensile and flexural mechanical strength values, 42 engineered AAMs were investigated. By using the available experimental test database, three different models were presented to estimate the mechanical properties of AAMs depending on binder mass constituents. The following provides the main findings of this research:
Test results indicated that the highest mechanical properties were achieved by AAMs with a high volume of GBFS, while the AAMs with a high volume of POFA resulted in the lowest mechanical properties. Furthermore, the average CS, FS, and TS of studied AAMs were predicted in 61.3, 7.92, and 4.33 MPa, respectively, which, compared to traditional cement-based mortar, is highly satisfactory from a mechanical point of view, but also characterized by reduced embodied energy and CO2 emission.
SEM images revealed that the microstructure of the AAMs containing a high amount of FA was less dense compared to other matrices, due to lack of C-S-H gel formation, where, by the replacement of FA with GBFS, the microstructure of AAMs was enhanced and provided a denser surface. Besides the SEM images have shown that increasing the content of POFA has affected the calcium (CaO) content, as well as the creation of a larger amount of crystalline Ca(OH)2 in hexagonal plate-like structures (unreacted particles/partially reacted matrix) in AAMs with 60% and 70% of WCP, both producing poor microstructure and mechanical properties.
The XRD pattern of AAMs containing a high volume of FA indicated that the peak intensity corresponds to crystalline quartz (SiO2) and mullite (3Al2O32SiO2 or 2Al2O3 SiO2) phases, in which by increasing the FA content, the C-S-H gel peak was replaced by a quartz peak where more quartz appeared to be non-reactive. Furthermore, the XRD tests have shown that by replacing GBFS with POFA in AAMs containing 50% FA, the peak intensity corresponded to the quartz, whereas the peak intensity was dedicated to C-S-H gel in the AAMs with 0% POFA (50% FA +50% GBFS).
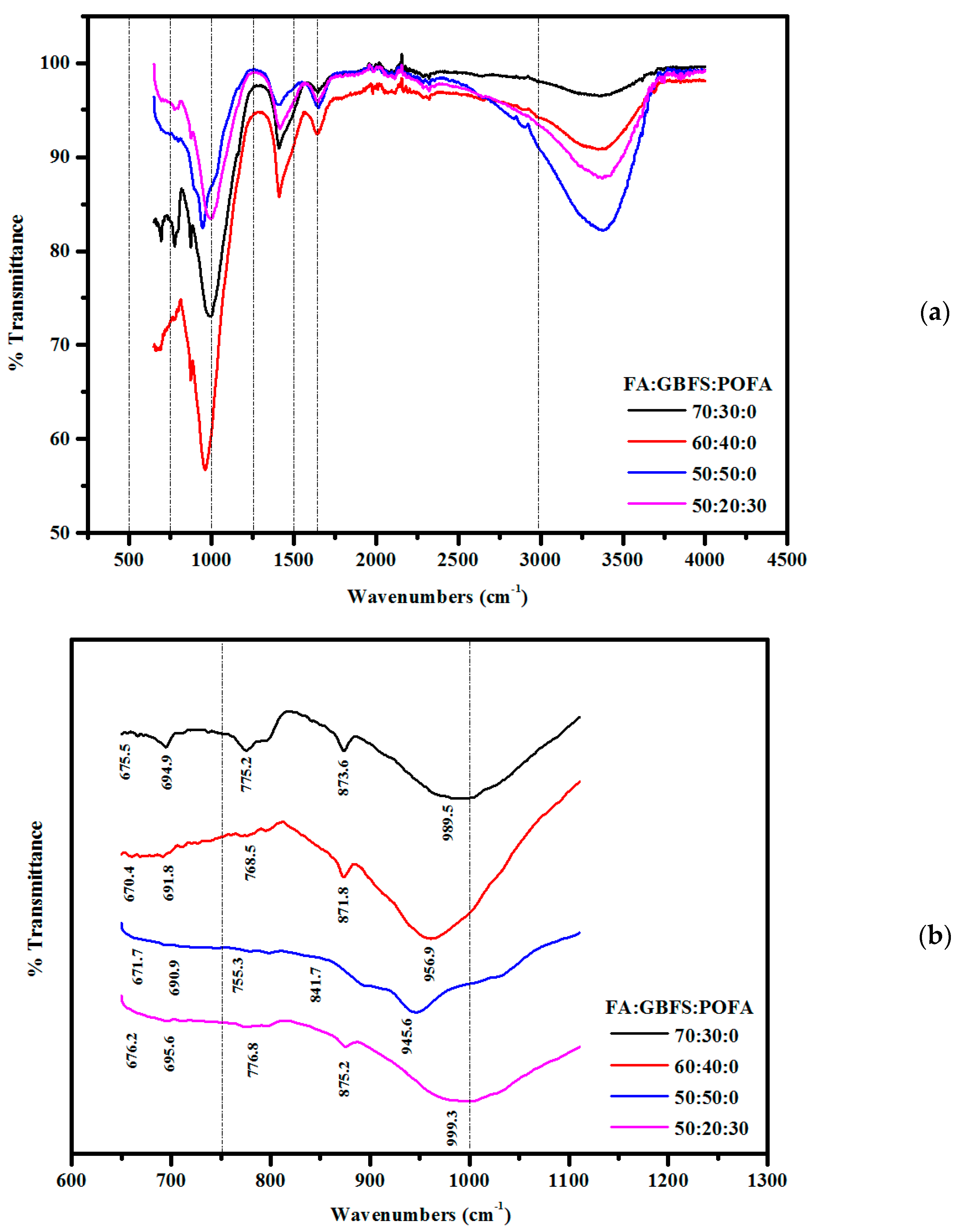
FTIR spectra and the FTIR fingerprint zone reveal that by increasing the FA content from 50% to 70% in AAMs, the band of C(N)ASH gel product increased from 945.6 to 989.5 cm−1 along with increasing the C-S-H and Si–O band frequency, leading to the less homogenous structure and smaller silicate re-organization, and subsequently negatively affected the mechanical properties of AAMs. Furthermore, the results indicated that GBFS released soluble Ca that displaced the Si atoms from Si–O bonds, leading to a reduction in the vibrational frequency.
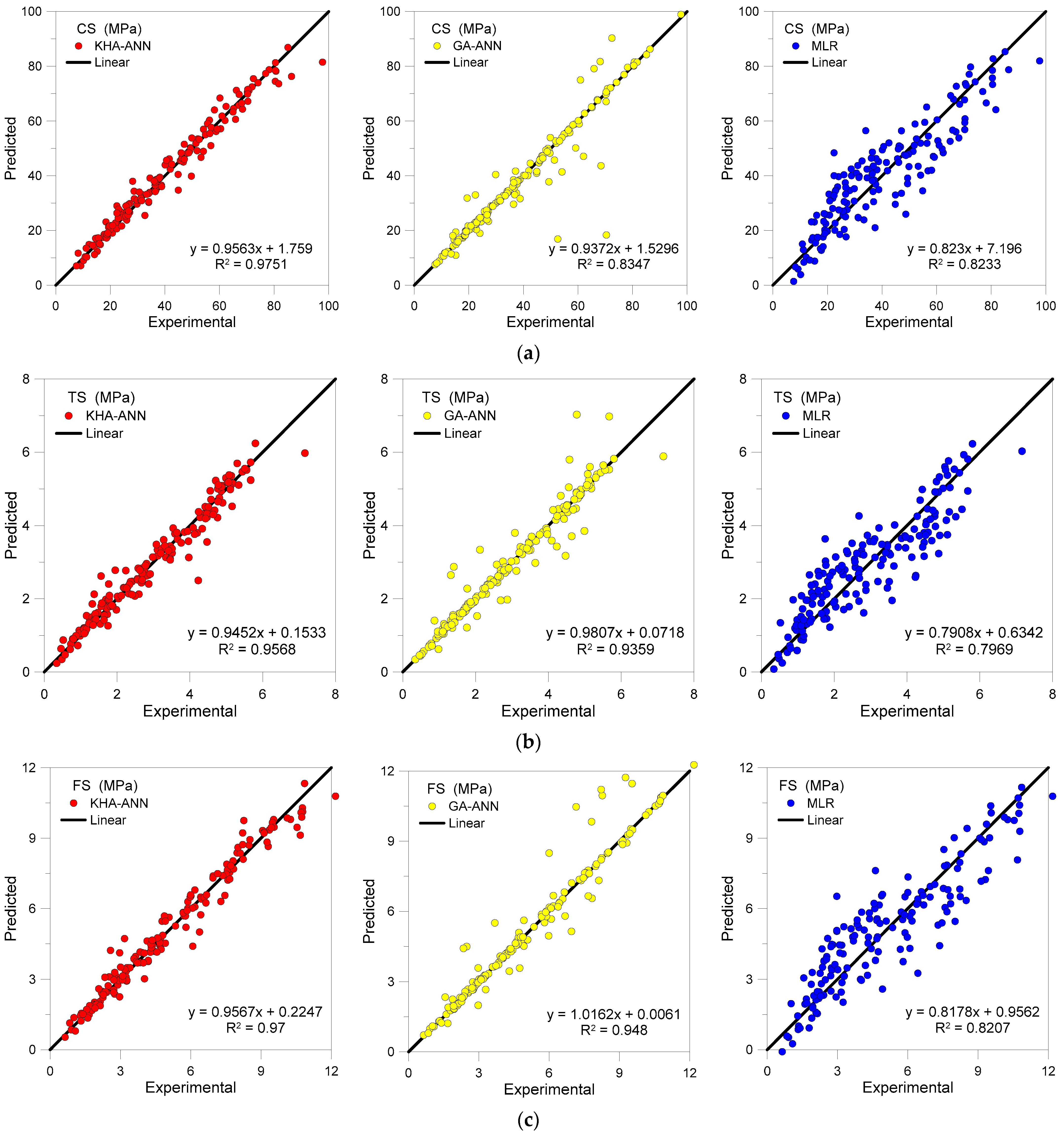
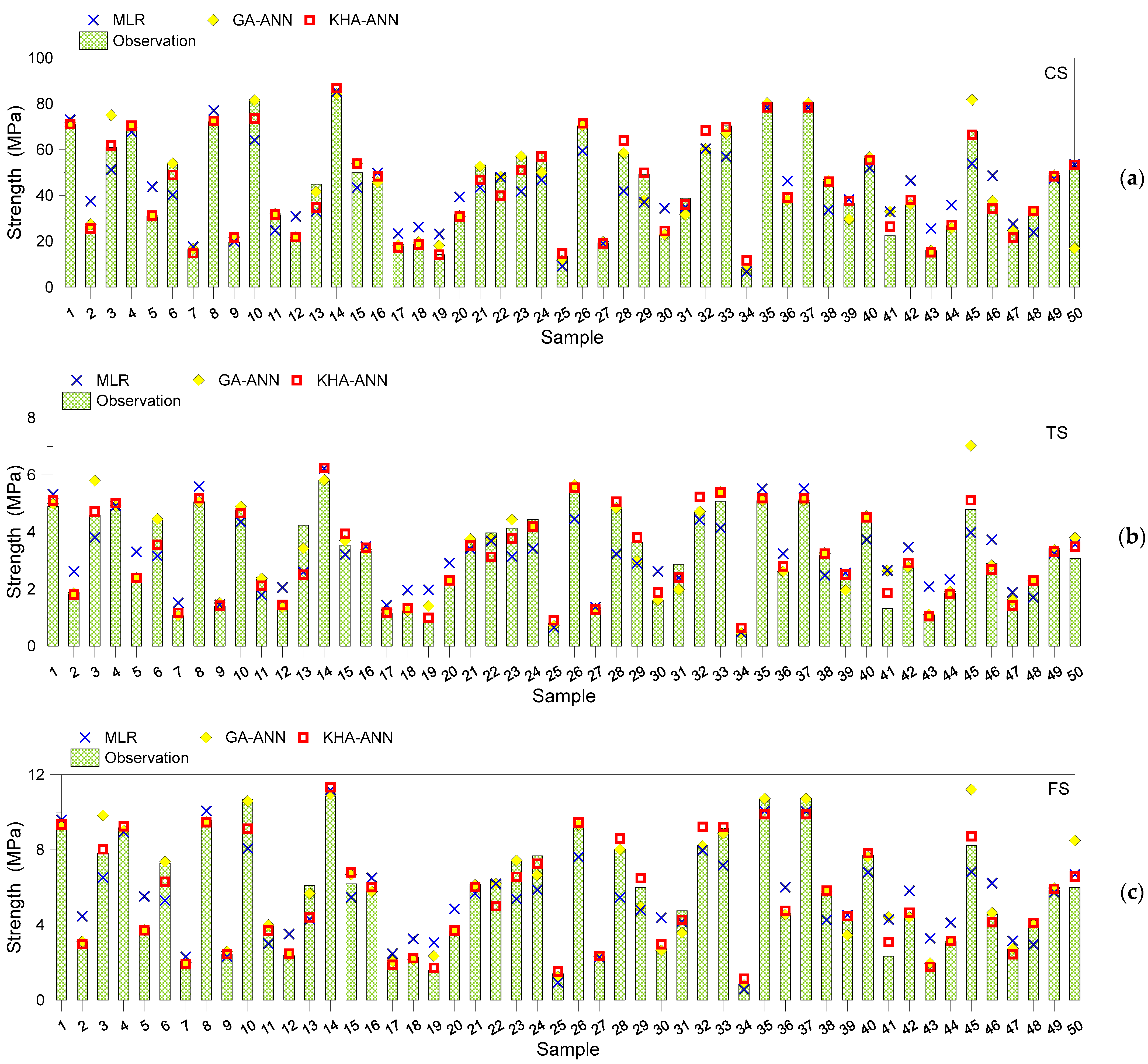
The ANN combined with the metaheuristic Krill Herd algorithm provided satisfactorily results to estimate the mechanical properties of AAMs compared to the ANN combined with the genetic algorithm and multiple linear regression models where statistical indexes such as R2 value, EF, and VAF had higher values, indicating a lower error of this model. Furthermore, the Krill Herd algorithm optimization can also be used as a powerful tool in optimizing ANN weights. By using the optimized weight and bias of KHA-ANN, it is possible to design AAMs with targeted mechanical properties and simultaneously manage the consumption of waste materials depending on their availability.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}