


Reduction of High-Chromium-Containing Wastewater in the Leaching of Pyritic Waste Rocks from Coal Mines

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
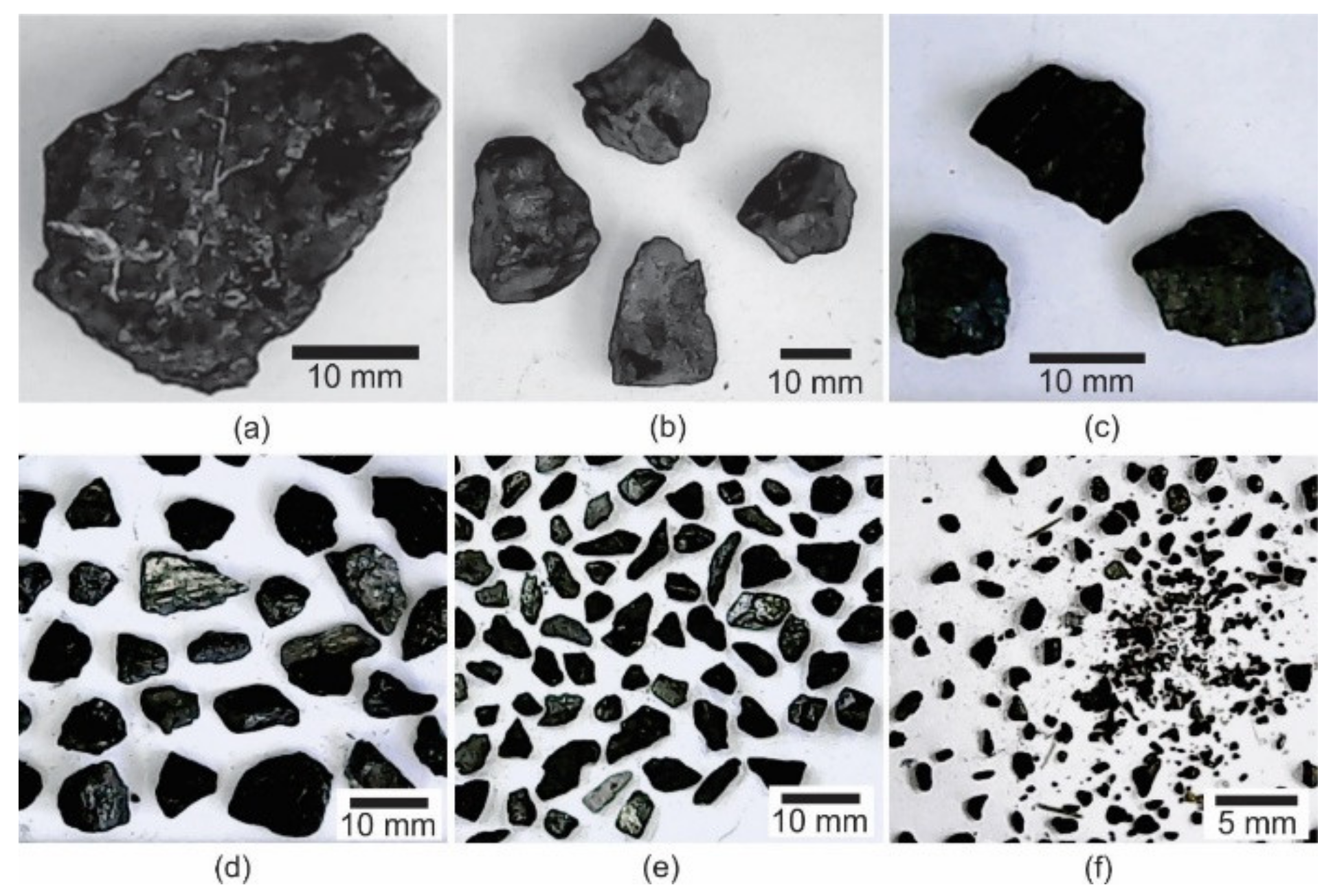
2.1. Materials
2.2. Experimental Equipment and Procedure
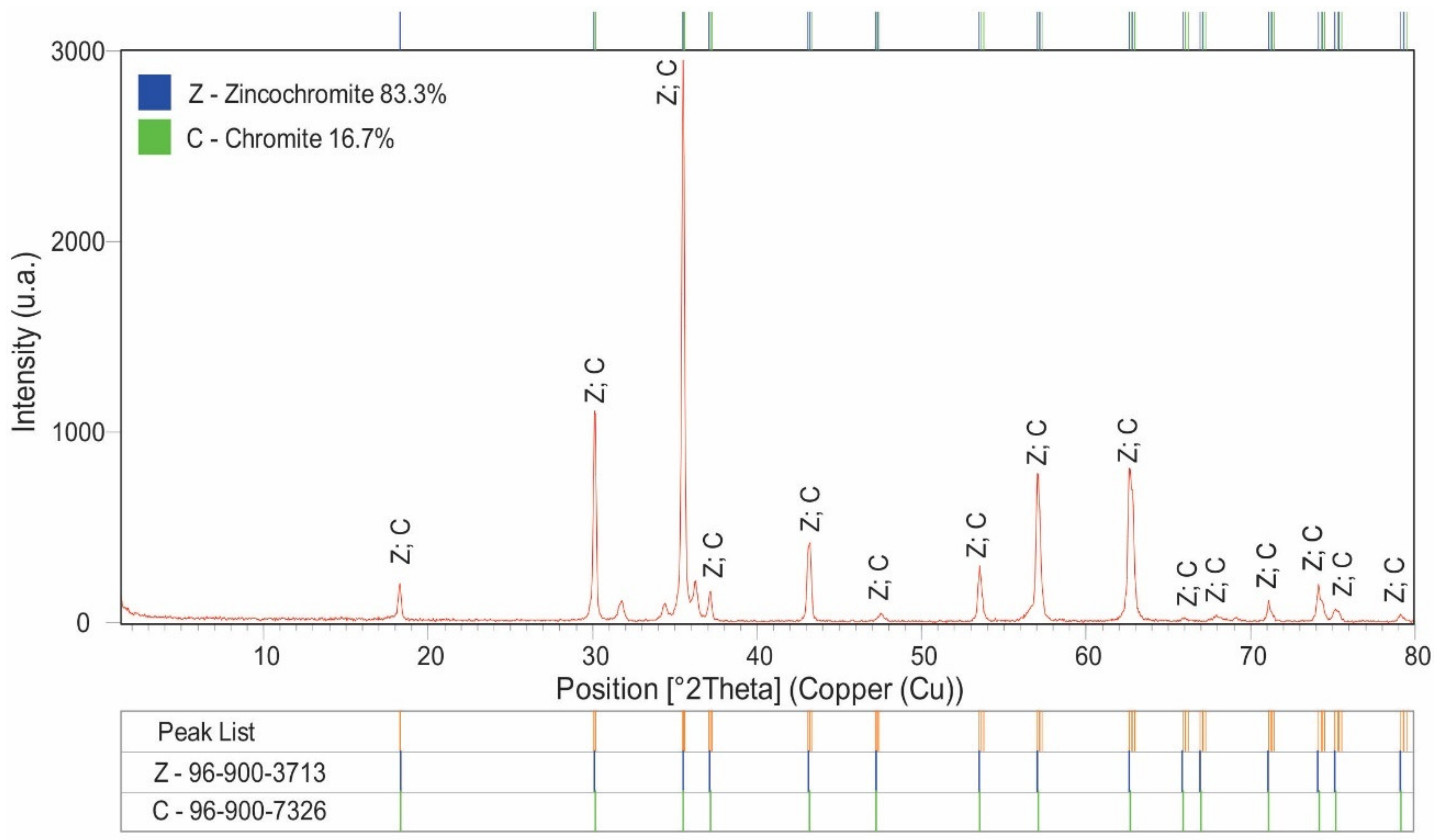
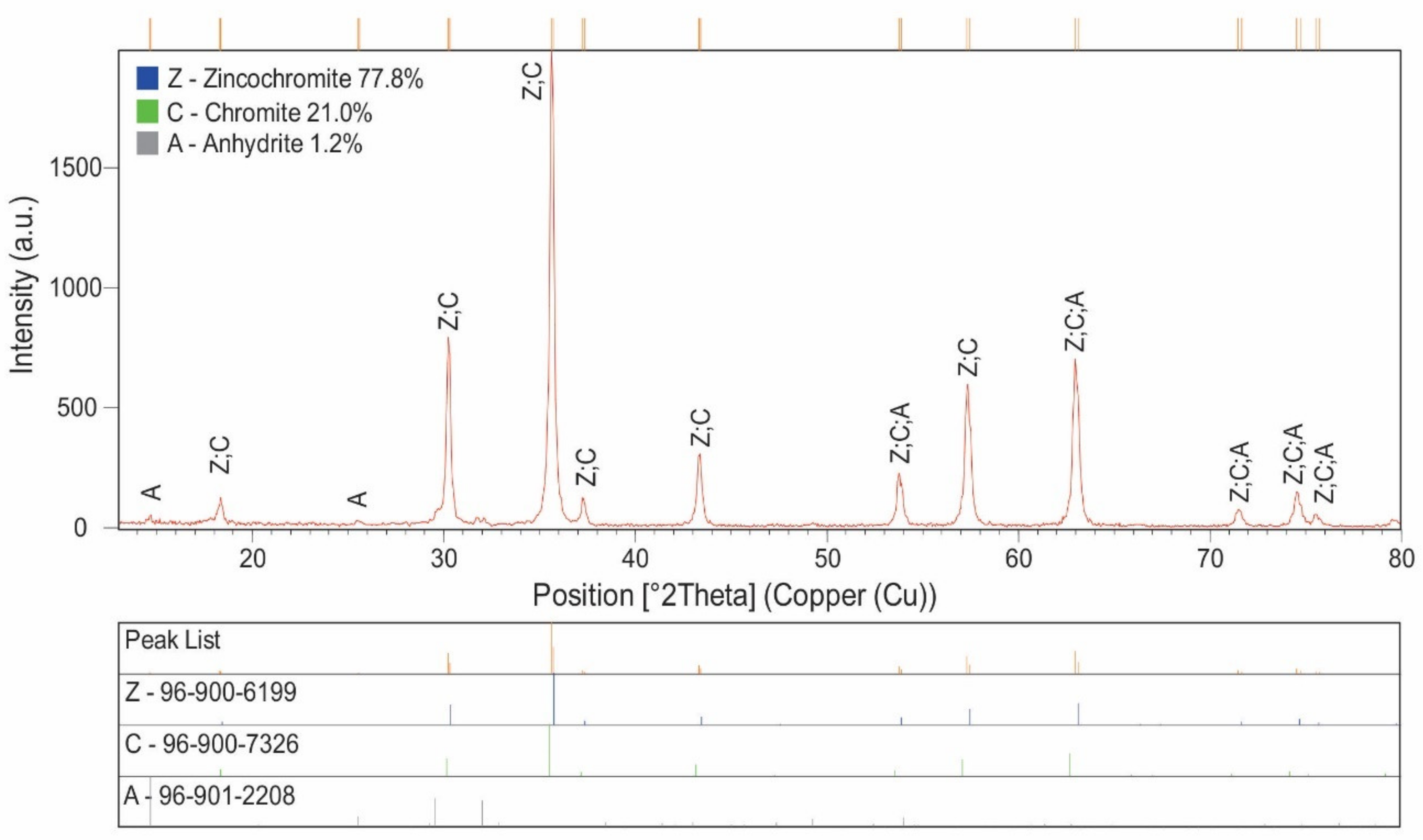
2.3. XRD Methodology
2.4. XRF Methodology
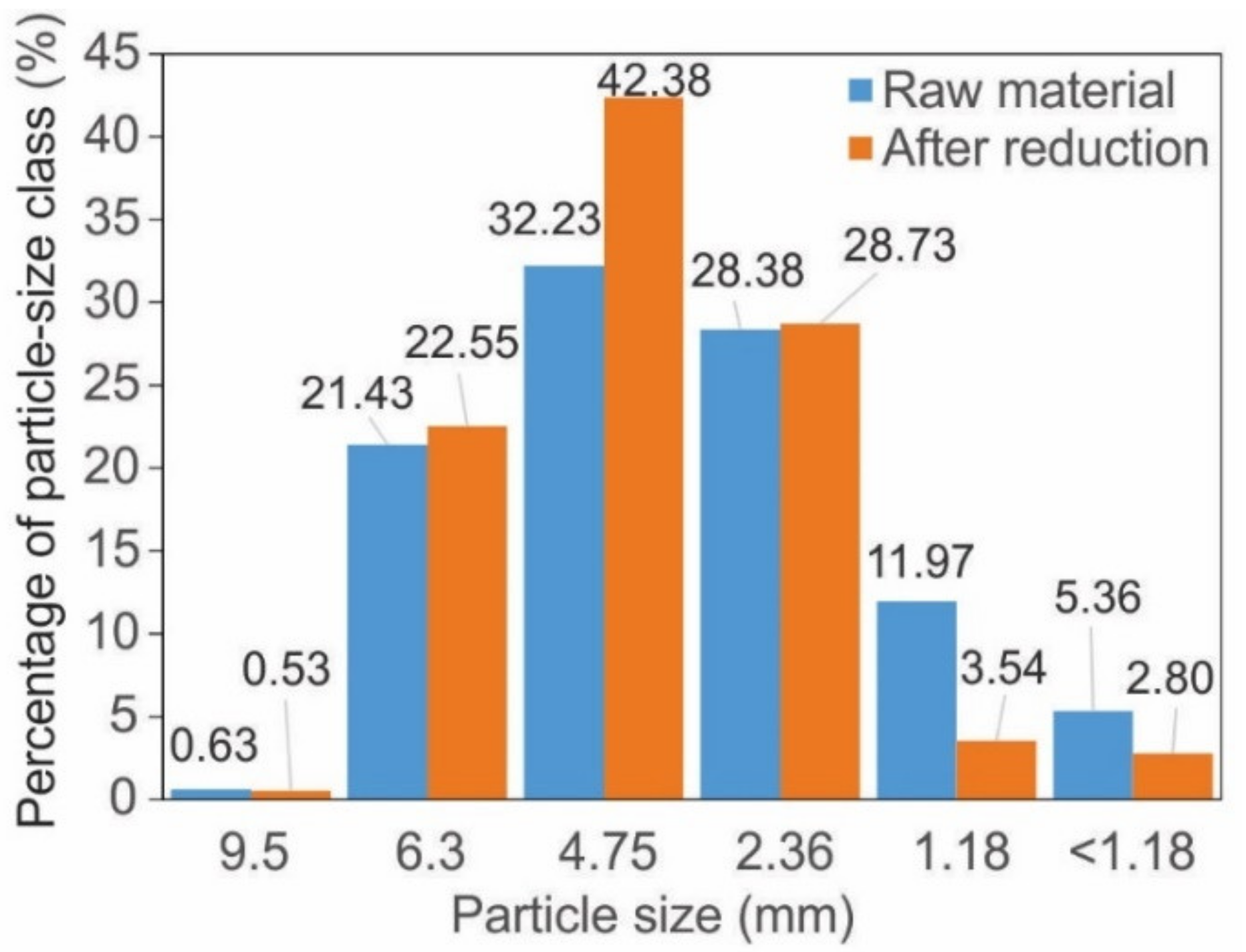
2.5. Particle Size
2.6. Colorimetric Parameters
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Weiler, J.; Firpo, B.A.; Schneider, I.A.H. Coal Waste Derived Soil-like Substrate: An Opportunity for Coal Waste in a Sustainable Mineral Scenario. J. Clean. Prod. 2018, 174, 739–745. [Google Scholar] [CrossRef]
- Bi, G.; Shao, Y.; Song, W.; Yang, F.; Luo, Y. A Performance Evaluation of China’s Coal-Fired Power Generation with Pollutant Mitigation Options. J. Clean. Prod. 2018, 171, 867–876. [Google Scholar] [CrossRef]
- Bian, Z.; Dong, J.; Lei, S.; Leng, H.; Mu, S.; Wang, H. The Impact of Disposal and Treatment of Coal Mining Wastes on Environment and Farmland. Environ. Geol. 2009, 58, 625–634. [Google Scholar] [CrossRef]
- Oliveira, C.M.; Machado, C.M.; Duarte, G.W.; Peterson, M. Beneficiation of Pyrite from Coal Mining. J. Clean. Prod. 2016, 139, 821–827. [Google Scholar] [CrossRef]
- Yang, Y.; Zheng, X.; Sun, Z. Coal Resource Security Assessment in China: A Study Using Entropy-Weight-Based TOPSIS and BP Neural Network. Sustainability 2020, 12, 2294. [Google Scholar] [CrossRef]
- Komnitsas, K.; Paspaliaris, I.; Zilberchmidt, M.; Groudev, S. Environmental Impacts at Coal Waste Disposal Sites-Efficiency of Desulfurization Technologies. Glob. Nest Int. J. 2001, 3, 135–142. [Google Scholar]
- Zhao, Q.; Guo, F.; Zhang, Y.; Ma, S.; Jia, X.; Meng, W. How Sulfate-Rich Mine Drainage Affected Aquatic Ecosystem Degradation in Northeastern China, and Potential Ecological Risk. Sci. Total Environ. 2017, 609, 1093–1102. [Google Scholar] [CrossRef]
- Burmistrz, P.; Kogut, K.; Marczak, M.; Dziok, T.; Górecki, J. Mercury in Polish Coking Bituminous Coals. Energy Fuels 2018, 32, 5677–5683. [Google Scholar] [CrossRef]
- Krūmiņš, J.; Kļaviņš, M.; Ozola-Davidāne, R.; Ansone-Bērtiņa, L. The Prospects of Clay Minerals from the Baltic States for Industrial-Scale Carbon Capture: A Review. Minerals 2022, 12, 349. [Google Scholar] [CrossRef]
- Amaral Filho, J.R.D.; Schneider, I.A.H.; de Brum, I.A.S.; Sampaio, C.H.; Miltzarek, G.; Schneider, C. Characterization of a Coal Tailing Deposit for Integrated Mine Waste Management in the Brazilian Coal Field of Santa Catarina. Rem Rev. Esc. Minas 2013, 66, 347–353. [Google Scholar] [CrossRef]
- Nie, J.; Kuang, L.; Li, Z.; Xu, W.; Cheng, W.; Chen, Q.; An, L.I.; Zhao, X.; Xie, H.; Zhao, D. Assessing the Concentration and Potential Health Risk of Heavy Metals in China’s Main Deciduous Fruits. J. Integr. Agric. 2016, 15, 1645–1655. [Google Scholar] [CrossRef] [Green Version]
- Keith, M.; Smith, D.J.; Jenkin, G.R.T.; Holwell, D.A.; Dye, M.D. A Review of Te and Se Systematics in Hydrothermal Pyrite from Precious Metal Deposits: Insights into Ore-Forming Processes. Ore Geol. Rev. 2018, 96, 269–282. [Google Scholar] [CrossRef]
- Berner, R.A. Sedimentary Pyrite Formation: An Update. Geochim. Cosmochim. Acta 1984, 48, 605–615. [Google Scholar] [CrossRef]
- Akcil, A.; Koldas, S. Acid Mine Drainage (AMD): Causes, Treatment and Case Studies. J. Clean. Prod. 2006, 14, 1139–1145. [Google Scholar] [CrossRef]
- Simate, G.S.; Ndlovu, S. Acid Mine Drainage: Challenges and Opportunities. J. Environ. Chem. Eng. 2014, 2, 1785–1803. [Google Scholar] [CrossRef]
- Skousen, J.G.; Ziemkiewicz, P.F.; McDonald, L.M. Acid Mine Drainage Formation, Control and Treatment: Approaches and Strategies. Extr. Ind. Soc. 2019, 6, 241–249. [Google Scholar] [CrossRef]
- Moreno-González, R.; Macías, F.; Olías, M.; Cánovas, C.R. Temporal Evolution of Acid Mine Drainage (AMD) Leachates from the Abandoned Tharsis Mine (Iberian Pyrite Belt, Spain). Environ. Pollut. 2022, 295, 118697. [Google Scholar] [CrossRef]
- Kim, J.; Jung, P.-K.; Moon, H.-S.; Chon, C.-M. Reduction of Hexavalent Chromium by Pyrite-Rich Andesite in Different Anionic Solutions. Environ. Geol. 2002, 42, 642–648. [Google Scholar] [CrossRef]
- Vigânico, E.M.; Colling, A.V.; de Almeida Silva, R.; Schneider, I.A.H. Biohydrometallurgical/UV Production of Ferrous Sulphate Heptahydrate Crystals from Pyrite Present in Coal Tailings. Miner. Eng. 2011, 24, 1146–1148. [Google Scholar] [CrossRef]
- Kontopoulos, A.; Castro, S.H.; Vergara, F.; Sánchez, M.A. Acid Mine Drainage Control, Effluent Treatment in the Mining Industry. Univ. Concepción–Chile 1998, 57, 75. [Google Scholar]
- Evangelou, V.P.; Zhang, Y.L. A Review: Pyrite Oxidation Mechanisms and Acid Mine Drainage Prevention. Crit. Rev. Environ. Sci. Technol. 1995, 25, 141–199. [Google Scholar] [CrossRef]
- Rosso, K.M. Structure and Reactivity of Semiconducting Mineral Surfaces: Convergence of Molecular Modeling and Experiment. Rev. Miner. Geochem. 2001, 42, 199–271. [Google Scholar] [CrossRef]
- Rimstidt, J.D.; Vaughan, D.J. Pyrite Oxidation: A State-of-the-Art Assessment of the Reaction Mechanism. Geochim. Cosmochim. Acta 2003, 67, 873–880. [Google Scholar] [CrossRef]
- Concer, P.H.; de Oliveira, C.M.; Montedo, O.R.K.; Angioletto, E.; Peterson, M.; Fiori, M.A.; Moreira, R. Kinetics of the Oxidation Reactions and Decomposition of Pyrite. Cerâmica 2017, 63, 39–43. [Google Scholar] [CrossRef]
- Kim, T.B.; Choi, J.W.; Ryu, H.S.; Cho, G.B.; Kim, K.W.; Ahn, J.H.; Cho, K.K.; Ahn, H.J. Electrochemical Properties of Sodium/Pyrite Battery at Room Temperature. J. Power Sources 2007, 174, 1275–1278. [Google Scholar] [CrossRef]
- Strauss, E.; Ardel, G.; Livshits, V.; Burstein, L.; Golodnitsky, D.; Peled, E. Lithium Polymer Electrolyte Pyrite Rechargeable Battery: Comparative Characterization of Natural Pyrite from Different Sources as Cathode Material. J. Power Sources 2000, 88, 206–218. [Google Scholar] [CrossRef]
- Min, X.; Li, Q.; Zhang, X.; Liu, L.; Xie, Y.; Guo, L.; Liao, Q.; Yang, Z.; Yang, W. Characteristics, Kinetics, Thermodynamics and Long-Term Effects of Zerovalent Iron/Pyrite in Remediation of Cr (VI)-Contaminated Soil. Environ. Pollut. 2021, 289, 117830. [Google Scholar] [CrossRef]
- Benincasa, E.; Brigatti, M.F.; Franchini, G.; Malferrari, D.; Medici, L.; Poppi, L.; Tonelli, M. Reactions between Cr (VI) Solutions and Pyrite: Chemical and Surface Studies. Geol. Carpathica 2002, 53, 79–85. [Google Scholar]
- Zouboulis, A.I.; Kydros, K.A.; Matis, K.A. Arsenic (III) and Arsenic (V) Removal from Solutions by Pyrite Fines. Sep. Sci. Technol. 1993, 28, 2449–2463. [Google Scholar] [CrossRef]
- Houda, Z.; Wang, Q.; Wu, Y.; Xu, X. Reduction Remediation of Hexavalent Chromium by Pyrite in the Aqueous Phase. J. Appl. Sci. 2007, 7, 1522–1527. [Google Scholar] [CrossRef]
- Lu, A.; Zhong, S.; Chen, J.; Shi, J.; Tang, J.; Lu, X. Removal of Cr (VI) and Cr (III) from Aqueous Solutions and Industrial Wastewaters by Natural Clino-Pyrrhotite. Environ. Sci. Technol. 2006, 40, 3064–3069. [Google Scholar] [CrossRef] [PubMed]
- Kantar, C.; Ari, C.; Keskin, S.; Dogaroglu, Z.G.; Karadeniz, A.; Alten, A. Cr (VI) Removal from Aqueous Systems Using Pyrite as the Reducing Agent: Batch, Spectroscopic and Column Experiments. J. Contam. Hydrol. 2015, 174, 28–38. [Google Scholar] [CrossRef] [PubMed]
- Luz, A.B.D.; Lins, F.A.F. Rochas & Minerais Industriais: Usos e Especificações; CETEM/MCT: Rio de Janeiro, Brazil, 2008. [Google Scholar]
- Kapoor, R.T.; Mfarrej, M.F.B.; Alam, P.; Rinklebe, J.; Ahmad, P. Accumulation of Chromium in Plants and Its Repercussion in Animals and Humans. Environ. Pollut. 2022, 301, 119044. [Google Scholar] [CrossRef] [PubMed]
- Ober, J.A. Mineral Commodity Summaries 2016; US Geological Survey: Reston, VA, USA, 2016.
- Kumari, B.; Tiwary, R.K.; Srivastava, K.K. Physico-Chemical Analysis and Correlation Study of Water Resources of the Sukinda Chromite Mining Area, Odisha, India. Mine Water Environ. 2017, 36, 356–362. [Google Scholar] [CrossRef]
- Murthy, Y.R.; Tripathy, S.K.; Kumar, C.R. Chrome Ore Beneficiation Challenges & Opportunities–a Review. Miner. Eng. 2011, 24, 375–380. [Google Scholar]
- Barnhart, J. Occurrences, Uses, and Properties of Chromium. Regul. Toxicol. Pharmacol. 1997, 26, S3–S7. [Google Scholar] [CrossRef]
- Fazzo, L.; Minichilli, F.; Santoro, M.; Ceccarini, A.; della Seta, M.; Bianchi, F.; Comba, P.; Martuzzi, M. Hazardous Waste and Health Impact: A Systematic Review of the Scientific Literature. Environ. Health 2017, 16, 1–11. [Google Scholar] [CrossRef]
- Lunk, H.-J. Discovery, Properties and Applications of Chromium and Its Compounds. ChemTexts 2015, 1, 1–17. [Google Scholar] [CrossRef]
- Koleli, N.; Demir, A. Chromite. In Environmental Materials and Waste: Resource Recovery and Pollution Prevention; Academic Press: Cambridge, MA, USA, 2016; ISBN 012803906X. [Google Scholar]
- Della, V.P.; Junkes, J.A.; Kuhn, I.; Hiella, H.G.; Hotza, D. Utilização Do Subproduto Da Recuperação Metálica de Escórias de Aços Inoxidáveis Na Síntese de Pigmentos Cerâmicos; Caracterização Da Matéria-Prima. Cerâmica 2005, 51, 111–116. [Google Scholar] [CrossRef]
- GracePavithra, K.; Jaikumar, V.; Kumar, P.S.; SundarRajan, P. A Review on Cleaner Strategies for Chromium Industrial Wastewater: Present Research and Future Perspective. J. Clean. Prod. 2019, 228, 580–593. [Google Scholar] [CrossRef]
- Beukes, J.P.; du Preez, S.P.; van Zyl, P.G.; Paktunc, D.; Fabritius, T.; Päätalo, M.; Cramer, M. Review of Cr (VI) Environmental Practices in the Chromite Mining and Smelting Industry–Relevance to Development of the Ring of Fire, Canada. J. Clean. Prod. 2017, 165, 874–889. [Google Scholar] [CrossRef]
- McLean, J.E.; McNeill, L.S.; Edwards, M.A.; Parks, J.L. Hexavalent Chromium Review, Part 1: Health Effects, Regulations, and Analysis. J.-Am. Water Work. Assoc. 2012, 104, E348–E357. [Google Scholar] [CrossRef]
- Tiwari, A.K.; Orioli, S.; de Maio, M. Assessment of Groundwater Geochemistry and Diffusion of Hexavalent Chromium Contamination in an Industrial Town of Italy. J. Contam. Hydrol. 2019, 225, 103503. [Google Scholar] [CrossRef]
- Jin, W.; Du, H.; Zheng, S.; Zhang, Y. Electrochemical Processes for the Environmental Remediation of Toxic Cr (VI): A Review. Electrochim. Acta 2016, 191, 1044–1055. [Google Scholar] [CrossRef]
- Liu, C.; Fiol, N.; Poch, J.; Villaescusa, I. A New Technology for the Treatment of Chromium Electroplating Wastewater Based on Biosorption. J. Water Process Eng. 2016, 11, 143–151. [Google Scholar] [CrossRef]
- Ye, Z.; Yin, X.; Chen, L.; He, X.; Lin, Z.; Liu, C.; Ning, S.; Wang, X.; Wei, Y. An Integrated Process for Removal and Recovery of Cr (VI) from Electroplating Wastewater by Ion Exchange and Reduction–Precipitation Based on a Silica-Supported Pyridine Resin. J. Clean. Prod. 2019, 236, 117631. [Google Scholar] [CrossRef]
- Qin, G.; McGuire, M.J.; Blute, N.K.; Seidel, C.; Fong, L. Hexavalent Chromium Removal by Reduction with Ferrous Sulfate, Coagulation, and Filtration: A Pilot-Scale Study. Environ. Sci. Technol. 2005, 39, 6321–6327. [Google Scholar] [CrossRef]
- Kaprara, E.; Simeonidis, K.; Zouboulis, A.I.; Mitrakas, M. Evaluation of Current Treatment Technologies for Cr (VI) Removal from Water Sources at Sub-Ppb Levels. In Proceedings of the 13th International Conference on Environmental Science and Technology, Athens, Greece, 5–7 September 2013; pp. 5–7. [Google Scholar]
- Fu, F.; Cheng, Z.; Dionysiou, D.D.; Tang, B. Fe/Al Bimetallic Particles for the Fast and Highly Efficient Removal of Cr (VI) over a Wide PH Range: Performance and Mechanism. J. Hazard. Mater. 2015, 298, 261–269. [Google Scholar] [CrossRef]
- Barrera-Díaz, C.E.; Lugo-Lugo, V.; Bilyeu, B. A Review of Chemical, Electrochemical and Biological Methods for Aqueous Cr (VI) Reduction. J. Hazard. Mater. 2012, 223, 1–12. [Google Scholar] [CrossRef]
- Almeida, J.C.; Cardoso, C.E.D.; Tavares, D.S.; Freitas, R.; Trindade, T.; Vale, C.; Pereira, E. Chromium Removal from Contaminated Waters Using Nanomaterials–a Review. TrAC Trends Anal. Chem. 2019, 118, 277–291. [Google Scholar] [CrossRef]
- Zeng, J.; Yue, Y.; Gao, Q.; Zhang, J.; Zhou, J.; Pan, Y.; Qian, G.; Tang, J.; Ruan, J. Co-Treatment of Hazardous Wastes by the Thermal Plasma to Produce an Effective Catalyst. J. Clean. Prod. 2019, 208, 243–251. [Google Scholar] [CrossRef]
- Frondel, M.; Horbach, J.; Rennings, K. End-of-pipe or Cleaner Production? An Empirical Comparison of Environmental Innovation Decisions across OECD Countries. Bus. Strategy Environ. 2007, 16, 571–584. [Google Scholar] [CrossRef]
- Gayo, G.X.; Lavat, A.E. Green Ceramic Pigment Based on Chromium Recovered from a Plating Waste. Ceram. Int. 2018, 44, 22181–22188. [Google Scholar] [CrossRef]
- Pelino, M. Recycling of Zinc-Hydrometallurgy Wastes in Glass and Glass Ceramic Materials. Waste Manag. 2000, 20, 561–568. [Google Scholar] [CrossRef]
- Garcia-Valles, M.; Avila, G.; Martinez, S.; Terradas, R.; Nogués, J.M. Heavy Metal-Rich Wastes Sequester in Mineral Phases through a Glass–Ceramic Process. Chemosphere 2007, 68, 1946–1953. [Google Scholar] [CrossRef] [PubMed]
- Costa, G.; Ribeiro, M.J.; Trindade, T.; Labrincha, J.A. Development of Waste-Based Ceramic Pigments. Bol. Soc. Esp. Ceram. Y Vidr. 2007, 46, 7–13. [Google Scholar] [CrossRef]
- Costa, G.; Della, V.P.; Ribeiro, M.J.; Oliveira, A.P.N.; Monrós, G.; Labrincha, J.A. Synthesis of Black Ceramic Pigments from Secondary Raw Materials. Dye. Pigment. 2008, 77, 137–144. [Google Scholar] [CrossRef]
- Berry, F.J.; Costantini, N.; Smart, L.E. Synthesis of Chromium-Containing Pigments from Chromium Recovered from Leather Waste. Waste Manag. 2002, 22, 761–772. [Google Scholar] [CrossRef]
- Abreu, M.A. de Reciclagem Do Resíduo de Cromo Da Indústria Do Curtume Como Pigmentos Cerâmicos. Ph.D. Thesis, Escola Politécnica da Universidade de São Paulo (USP), São Paulo, SP, Brasil, 2006. [Google Scholar]
- Menezes, J.; Colling, A.V.; Silva, R.A.S.; dos Santos, R.H.; Scheneider, I.A.H. Ferric Sulphate Coagulant Obtained by Leaching from Coal Tailings. Mine Water Environ. 2017, 36, 457–460. [Google Scholar] [CrossRef]
- Ozel, E.; Turan, S. Production and Characterisation of Iron-Chromium Pigments and Their Interactions with Transparent Glazes. J. Eur. Ceram. Soc. 2003, 23, 2097–2104. [Google Scholar] [CrossRef]
- CONAMA Resolução 357/2005. 2005.
- American Public Health Association. APHA Standard Methods for the Examination of Water and Wastewater. In Standard Methods for the Examination of Water & Wastewater; American Public Health Association: Washington, DC, USA, 2005. [Google Scholar]
- Markiewicz, B.; Komorowicz, I.; Sajnóg, A.; Belter, M.; Barałkiewicz, D. Chromium and Its Speciation in Water Samples by HPLC/ICP-MS–Technique Establishing Metrological Traceability: A Review since 2000. Talanta 2015, 132, 814–828. [Google Scholar] [CrossRef] [PubMed]
- Vogel, A.I. A Text-Book of Macro and Semimicro Qualitative Inorganic Analysis, 5th ed.; Svehla, G., Ed.; Longman: London, UK; New York, NY, USA, 1979; Volume 1. [Google Scholar]
- ASTM D7348-21; Standard Test Methods for Loss on Ignition (LOI) of Solid Combustion Residues. EUA: West Conshohocken, PA, USA, 2021.
- Liao, C.; Tang, Y.; Liu, C.; Shih, K.; Li, F. Double-Barrier Mechanism for Chromium Immobilization: A Quantitative Study of Crystallization and Leachability. J. Hazard. Mater. 2016, 311, 246–253. [Google Scholar] [CrossRef] [PubMed]
- Li, B.; Chen, C.; Zhang, Y.; Yuan, L.; Deng, H.; Qian, W. Preparation of Glass-Ceramics from Chromite-Containing Tailings Solidified with Red Mud. Surf. Interfaces 2021, 25, 101210. [Google Scholar] [CrossRef]
- Silva, R.d.A.; Petter, C.O.; Schneider, I.A.H. Avaliação Da Perda Da Coloração Artificial de Ágatas. Rem Rev. Esc. Minas 2007, 60, 477–482. [Google Scholar] [CrossRef] [Green Version]
- Witt, K. CIE Guidelines for Coordinated Future Work on Industrial Colour-difference Evaluation. Color Res. Appl. 1995, 20, 399–403. [Google Scholar] [CrossRef]
- Marcello, R.R.; Galato, S.; Peterson, M.; Riella, H.G.; Bernardin, A.M. Inorganic Pigments Made from the Recycling of Coal Mine Drainage Treatment Sludge. J. Environ. Manag. 2008, 88, 1280–1284. [Google Scholar] [CrossRef]
- Burlakovs, J.; Jani, Y.; Kriipsalu, M.; Vincevica-Gaile, Z.; Kaczala, F.; Celma, G.; Ozola, R.; Rozina, L.; Rudovica, V.; Hogland, M. On the Way to ‘Zero Waste’Management: Recovery Potential of Elements, Including Rare Earth Elements, from Fine Fraction of Waste. J. Clean. Prod. 2018, 186, 81–90. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Cr2O3 | Fe2O3 | ZnO | SiO2 | SO3 | CaO | CuO | Others |
|---|---|---|---|---|---|---|---|---|
| ChSlPi | 50.45 | 13.64 | 30.19 | 0.36 | 3.46 | 1.38 | 0.06 | 0.46 |
| InPi | 29.32 | 28.99 | 40.89 | 0.35 | 0.32 | 0.06 | 0.06 | 0.02 |
| Pigment Type | L* | a* | b* | DEL*a*b* |
|---|---|---|---|---|
| InPi | 30.61 | 16.50 | 10.80 | 0.00 |
| ChSlPi | 28.29 | 10.10 | 12.83 | 25.24 |
| Parameter | Wastewater | Treated Wastewater | Brazilian Standards CONAMA 430/2011 |
|---|---|---|---|
| Trivalent chromium (mg/L) | 236.90 | 0.80 | 1.00 |
| Hexavalent chromium (mg/L) | 500.00 | ND | 0.10 |
| Total iron (mg/L) | 16.20 | 1.80 | 15.00 |
| Zinc (mg/L) | 210.50 | ND | 5.00 |
| Manganese (mg/L) | 3.40 | 0.30 | 1.00 |
| Total solids (mg/L) | 11,240.00 | 0.30 | - |
| Turbidity (mg/L) | 6.00 | 8.79 | 5.00 |
| Conductivity (mg/L) | 600.00 | 9.57 | - |
| pH | 2.39 | 6.70 | 5.00–9.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, R.d.A.; Secco, M.P.; Menezes, J.C.S.d.S.; Schneider, I.A.H.; Lermen, R.T. Reduction of High-Chromium-Containing Wastewater in the Leaching of Pyritic Waste Rocks from Coal Mines. Sustainability 2022, 14, 11814. https://doi.org/10.3390/su141911814
Silva RdA, Secco MP, Menezes JCSdS, Schneider IAH, Lermen RT. Reduction of High-Chromium-Containing Wastewater in the Leaching of Pyritic Waste Rocks from Coal Mines. Sustainability. 2022; 14(19):11814. https://doi.org/10.3390/su141911814
Chicago/Turabian StyleSilva, Rodrigo de Almeida, Marina Paula Secco, Jean Carlo Salomé dos Santos Menezes, Ivo André Homrich Schneider, and Richard Thomas Lermen. 2022. "Reduction of High-Chromium-Containing Wastewater in the Leaching of Pyritic Waste Rocks from Coal Mines" Sustainability 14, no. 19: 11814. https://doi.org/10.3390/su141911814
APA StyleSilva, R. d. A., Secco, M. P., Menezes, J. C. S. d. S., Schneider, I. A. H., & Lermen, R. T. (2022). Reduction of High-Chromium-Containing Wastewater in the Leaching of Pyritic Waste Rocks from Coal Mines. Sustainability, 14(19), 11814. https://doi.org/10.3390/su141911814