4.1. Simulation Setting and Kanban Models
A simulation model schematic, shown in
Figure 3, was constructed based on the current value stream map of the whole production processes in this case company, as well as two after-processes: wafer sawing and packing. The demand data were generated according to historical data from the case company. The ramp-up time for the workstations was set to 30 days and the simulation time to 12 months. To minimize the simulation errors, the experiment was repeated 10 times. Line balance analysis identified the ingot-cutting station as the bottleneck station. Data on the production time of each machine are presented in
Table 1. To determine whether the simulation model was reasonable, the analysis results were both verified and validated (
Table 2). The equation for the percentage error is expressed in Equation (3):
Three primary types of pull production systems were incorporated in this study: kanban, CONWIP, and hybrid. The characteristics and parameters of each type of system are described in detail as follows.
In the kanban production system, when the last workstation in the production line receives an order and the finished product is removed, a kanban card transmits a demand request (WIP) from a given station to the immediately preceding station, whereupon the preceding station begins production. Similarly, the preceding station, from which the WIP was taken, receives WIP from its immediately preceding station for further production [
4]. During the implementation, the kanban production system designates a specific kind of kanban card for each type of component. Using kanban cards ensures that the WIP levels at each station do not exceed a predetermined threshold. The purpose of maintaining a certain WIP level is to reduce the impact of an equipment malfunction or an unforeseen stoppage in the production process and to ensure smooth production overall. In this study, kanban stations were installed before each station. In the first type of kanban installation, the number of cards was determined based on the station’s production capacity.
Figure 4 illustrates six workstations denoted A to E, with C as the bottleneck station.
Developed by Spearman et al. [
16], the CONWIP production system is a combination of a push production system and a pull production system. It also uses kanban cards as a tool for regulating WIP levels in the production line, which is regarded as one workstation. When a demand request arrives at the end of the line, the finished product information is transmitted to the front of the production line. Feeding is based on the kanban card information and continues until production is finished. Defining the number of kanban cards ensures that WIP levels in the production line do not exceed a predetermined threshold.
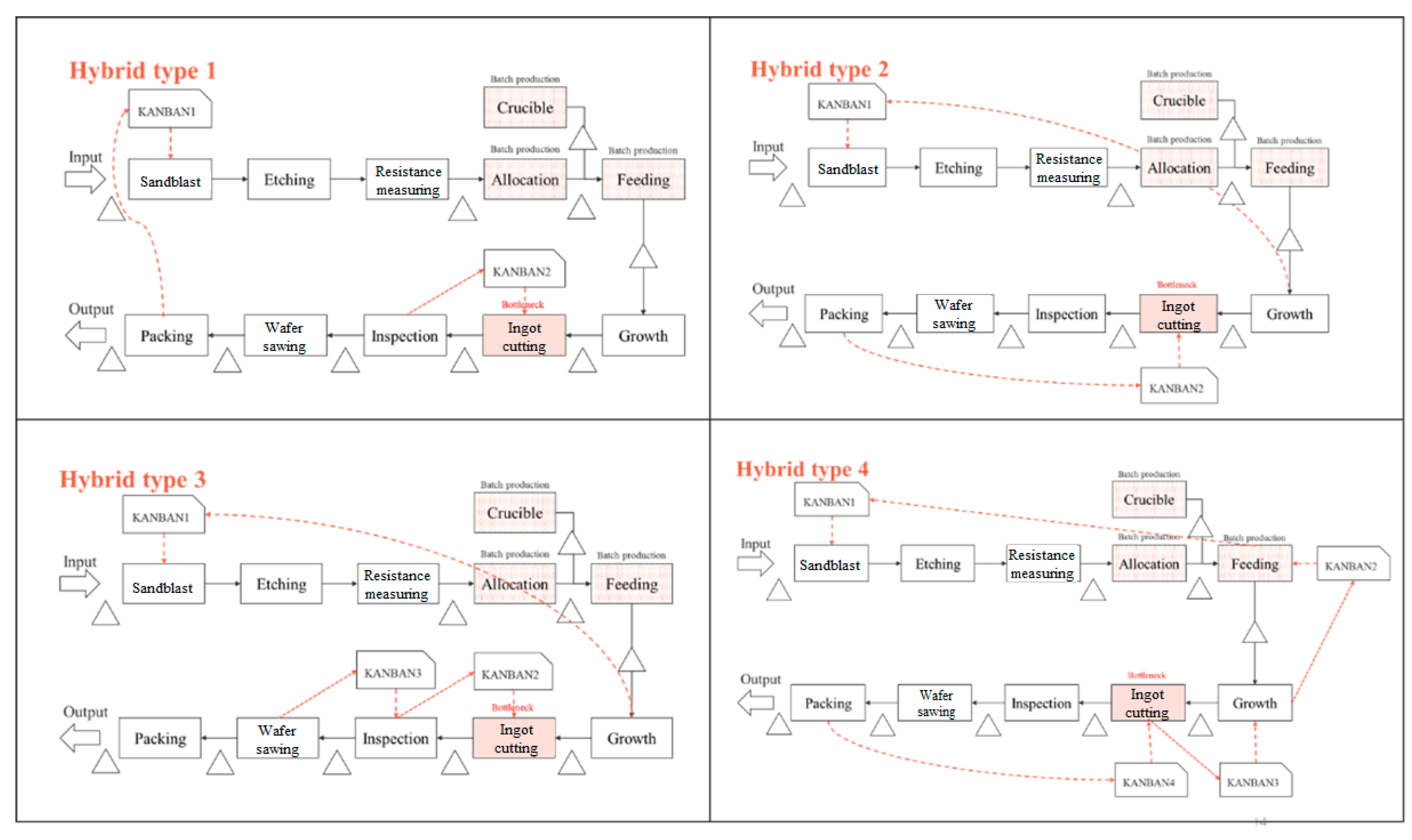
The hybrid production system integrates both kanban and CONWIP systems. Bottleneck stations were determined through a line balance analysis. Four distinct hybrid production systems were analyzed [
28,
29]. The four systems shown in
Figure 3 are briefly described as follows: hybrid type 1—a kanban station was installed before the bottleneck station and a CONWIP system was incorporated for the rest of the production line; hybrid type 2—the bottleneck station was the dividing point for two CONWIP systems; hybrid type 3—a CONWIP system was incorporated before the bottleneck station and a kanban system was incorporated after the bottleneck station; and hybrid type 4—a kanban system was incorporated before the bottleneck station and a CONWIP system was incorporated after the bottleneck station.
For the kanban production system, kanban stations were installed at each workstation. Because the processes from the sandblasting station to the batching station required only manual labor, this section was considered a single workstation, and a kanban station was implemented only at the sandblasting station to pull production. Kanban stations were installed at all the other workstations (
Figure 5). The CONWIP production system involved installing one kanban station at the foremost end, which pulled production for the entire system (
Figure 6). The hybrid type 1 production system involved installing one kanban station before the bottleneck station and implementing the CONWIP system for the rest of the production line.
Figure 7 shows a process flow of the hybrid type 1 simulated system. KANBAN2 was established before the ingot-cutting station. The electrical-property-testing station transmits production information to KANBAN2, and production at the ingot-cutting station does not begin until it receives information from KANBAN2. The rest of the system is pulled using CONWIP. When the final workstation transmits kanban information to KANBAN1, the sandblasting station initiates production. The hybrid type 2 production system involved implementing two CONWIP sections divided by the bottleneck station. As shown in
Figure 7, the sandblasting station was the dividing point for the two CONWIP sections. In the front section, the crystal-growing station transmits kanban information to KANBAN1, which was installed at the sandblasting station. In the back section, the packaging station transmits kanban information to KANBAN2. The hybrid type 3 production system involved a simulation divided by the bottleneck station, in which the CONWIP system was implemented before the bottleneck station and the kanban system is implemented after the bottleneck, as shown in
Figure 7. The ingot-cutting station was the bottleneck station. Production from the crystal-growing station transmits kanban information to KANBAN1, which was located at the sandblasting station. Each station after the ingot-cutting station had a kanban station, forming a pull production system. The hybrid type 4 production system is the reverse of the hybrid type 3 system. Kanban stations were installed at each station before the bottleneck station. After the bottleneck station, the CONWIP system was implemented by installing one kanban station for pull production.
4.2. Optimal Configuration
Because each of the pull production systems requires its own specific kanban configurations and the number of kanban cards affects the system output, the number of kanban cards was identified as a factor in each pull production system that must be accounted for when attempting to obtain the best performance from that system. In this section, RSM was employed to determine the optimal combination of factor levels. The measurable objectives were defined as the WIP level and cycle time. Based on an annual production of 5840 ingots, the production system yielding the lowest WIP level and the shortest cycle time was identified.
Using the hybrid type 1 production system as an example, the two primary goals were to reduce both the WIP level and the cycle time. The experimental procedure solved for an optimal WIP level as an example and performed sensitivity analysis on the optimal pull production system determined is as follows:
(1) Define the initial value for each of the factors
Two kanban stations were installed in the hybrid type 1 production system, one at the etching station and the other at the ingot-cutting station. The parameters KANBAN1 and KANBAN2 were initially set at 90 and 11, respectively. The combination of an initial experimental range of 70–110 for KANBAN1 and 9–13 for KANBAN2 was chosen.
(2) Fit a first-order regression model
To fit the WIP data to the first-order regression model, the least-squares method was adopted with the level of significance set at α = 0.05. The relationship between the WIP level and all the other variables was obtained. Minitab software was employed to determine the first-order regression model that fit the WIP level and all the other variables (Equation (4)). The WIP target value was set at
. Among all the regression coefficients, only
was smaller than 0.05 such that this model contained only one variable:
. The adjusted coefficient of determination
R-sq(adj) was high, indicating a significant linear correlation between the variable and response values:
(3) Fit a second-order regression model
To fit an appropriate second-order model, central composite design (CCD) was adopted. The CCD was an experimental design that included a factorial or partial factorial design, 2k axial points, the distance from the axial points to the central point determined by (where nf is the number of experiments), and a center point nc. This example included 22 experiments, with α set at 1.414. Five center point experiments were added for a total of 13 experiments.
Regression analysis was performed on the results of the experimental designs of the second-order models. The fit of these second-order models was calculated using Equation (5). These results (
Table 3) showed that the adjusted coefficient of determination
R-sq(adj) was high, indicating a strong relationship between the response values and the variables:
(4) Multi-objective optimization
Although the experiment described above resulted in models that fit the WIP level and cycle time regressions, the obtained solutions were individual target response values because different response values have different target values. The maximum daily demand was approximately 16 ingots, and the yearly output was 5860 ingots. Output within a margin of error of 5% was deemed acceptable. Thus, the objectives were defined as a minimum output of 5700 ingots, a maximum WIP level of 90 ingots, and a maximum cycle time of 9000 min. Accordingly, a solution satisfying these parameter requirements was sought.
First, the WIP and cycle time models in the aforementioned experiment were rewritten in equation form, each with its own target values:
for the WIP level,
for the cycle time, and
for the output. Targets were set for the contour maps of models that fit the various response values. The overlapping regions on these contour maps were the regions containing the optimal solution. Minitab software was used to overlay the contour plot tool to solve for the optimal overlapping region (
Figure 8). CT is the cycle time and OT is the output. The blank region in
Figure 8 contains the optimal parameter settings for this study, and the optimal solution was solved using the simultaneous optimization method.
This study used Minitab software to solve the focal functions (i.e., parameter settings that could satisfy the target values for , , and ). This yielded the coded variables of = 0.8714 and = 1.4142 and the predictive values of = 84.28, = 8562.35, and = 5796.31.
Transforming the factors to natural variables yielded KANBAN1 ≈ 92.4 and KANBAN2 ≈ 13.828. Using these data in the system simulation yielded WIP = 81.75, cycle time = 8729.29, and output = 5711. These values matched the anticipated targets set in this study. The kanban stations for the hybrid type 1 production system were, therefore, set to KANBAN1 = 92 and KANBAN2 = 13.
When RSM is used, the needed target can be quickly obtained at a lower experimental cost and less time. Six different pull production systems and optimal kanban configuration combinations were examined, and the results are shown in
Table 4. A comparison of the six pull production systems showed that all outputs were similar, but the hybrid type 1 showed the best performance with the lowest WIP level and the shortest cycle time.
In the simulations, the degree of improvement was compared by incorporating the pull production systems into the existing conditions.
Table 5 shows that hybrid type 1 showed the highest percentage of improvement: its WIP decreased from 110 ingots to 81 ingots, an improvement of approximately 25.68%, and its cycle time decreased from 10,448.36 min to 8729.29 min, an improvement of approximately 16.45%. These results indicate that the hybrid type 1 system outperformed the other systems in this environment. The sensitivity analysis of this system is described in the following section.
The line balance analysis results showed that the bottleneck station was at the back end of the production line. The number of machines at the bottleneck station was reduced to increase the workstation load and exacerbate the production line imbalance. These changes were input into the system to analyze their effect on the bottleneck station load in the existing system and all the pull production systems. Four levels of bottleneck station loads were defined based on increasing the load by a specific percentage, and the resulting output was compared with that of the current system and each of the pull production systems. Results that differed from each other by less than 5% were deemed to be equivalent.
Table 6 shows changes in WIP levels and cycle times resulting from changes to the bottleneck station load. In the existing system, an increase in WIP levels was observed when an increase in the bottleneck station load occurred. WIP levels in the pull production systems were lower than those in the existing system.
Figure 9 shows a comparison of the changes observed in the pull production systems resulting from an increase in the bottleneck station load. The cycle time and WIP levels were lower in the hybrid type 1 system than in the other systems.
The sensitivity analysis of the bottleneck station load described above revealed that in the existing production system, an increase in the bottleneck station load led to increases in both the WIP level and the cycle time. However, the hybrid type 1 production system was unaffected by the increase in the bottleneck station load. Thus, this system outperformed the existing production system.
Further analysis of customer demand was performed in this study based on the pull production system with the best performance (i.e., the hybrid type 1 system). The configuration of factors obtained through this study was examined at various levels of demand to determine how this would affect both the hybrid type 1 system and the current system. First, customer demand levels were defined as high, intermediate, and low. A high level of demand was defined as the current annual demand (5840 ingots), an intermediate level of demand was defined as 75% of high demand (5840 × 0.75 = 4380), and a low level of demand was defined as 50% of high demand (5840 × 0.5 = 2920).
Table 7 shows the results based on these three levels of demand and the optimal configuration of the factor levels for the hybrid type 1 system, as determined by the system simulation and RSM.
Table 8 shows the results of the system simulations of the current system and the hybrid type 1 system.
Figure 10 was produced based on the results in
Table 8. Both the WIP level and the cycle time were lower in the hybrid type 1 system than in the current system. The sensitivity analysis results showed that the hybrid type 1 system was suitable for this production environment and that it effectively improved the WIP level and the cycle time.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}