1. Introduction
In 2018, the European Commission adopted a European strategy for plastics [
1] as part of the EU’s circular economy action plan [
2] with the intention to support, enhance, and accelerate the use of measures to reduce plastic waste. One key element in this action plan is “improving the economics and quality of plastics recycling”. In addition, as an important goal, it is mentioned that by 2030, all plastics packaging placed on the EU market must either be reusable or can be recycled in a cost-effective manner. When considering that closed-loop recycling is also on this agenda, i.e., the recycling of food packaging into new food packaging materials, the question arises as to what impact will the European Union’s strategies for plastics in a circular economy have on food safety, and can any associated risk to food safety be identified and quantified [
3]. Due to this demanding EU policy the packaging industry is heavily challenged to recycle their packaging polymers. In fact, nearly all big food or packaging companies, as well as industrial associations, published their re-collection and recycling goals for 2025 and beyond [
4].
In the light of these developments, it appears that the circular economy is currently in its infancy in Europe. However, the circular economy has actually a long history in the packaging area, especially when it comes to PET mineral water and soft drink bottles. Back in 1998, the first PET bottle-to-bottle recycling plant of Europe was installed in Beaune, France. It produced so-called super-clean PET recyclate, to be re-used in direct food contact packaging applications. Several other recycling plants followed then all over Europe [
5]. In this early phase of PET bottle-to-bottle recycling the re-use of post-consumer recycled PET (PCR PET) was regulated on a national law basis [
6,
7]. In 2008, the European Recycling Regulation 282/2008 [
8] was published, which regulates the use of post-consumer polymers in direct contact with food on a European level. The European Commission mandated the European Food Safety Authority (EFSA) to perform a safety assessment of recycling processes based on the submitted dossiers from industry petitioners prior to their authorization by the EU Commission. Due to the fact that nearly all incoming petitions to EFSA were on PET bottle recycling, EFSA published an opinion on safety evaluation criteria for mechanical PET bottle recycling for direct food contact [
9] before starting the enormous workload of evaluating a large number of PET recycling dossiers. In fact, up until December 2021, about 180 EFSA opinions on the safety assessment of PET recycling processes and technologies have been published and can be found on the EFSA homepage [
10]. In the US, until now, the US Food and Drug Administration FDA has issued about 160 opinions (until December 2021) on the suitability of a physical PET recycling process for producing PCR PET to be used in the manufacturing of food contact articles [
11]. These are strong indicators that PET is the most promising packaging polymer for closed-loop recycling of post-consumer waste into new food packaging applications and primarily into PET beverage bottles.
As a result of the above-mentioned favorable situation, PET mineral water and soft drink bottles have been recycled for two decades, and recycled PET bottles with up to 100% recyclate content are on the market. Moreover, PET trays for food contact are found in great amounts on the market. However, significant amounts of the PET tray fraction in post-consumer waste are not yet recycled into new packaging materials. This shows that the PET material properties alone do not trigger successful recycling. There are other factors that determine the success of PET bottle-to-bottle recycling. PET bottles are available world-wide in huge amounts on the market and functional targeted re-collection systems have been established in several countries. Most of the re-collected PET bottles are clear and even if they are colored, only three colors are typically used, which are blue, green, and brown. This allows effective sorting of colored bottles in separate recycling streams. PET bottles are also manufactured only from one material, and the level of polymer additives are, if any, quite low. As a consequence, huge amounts of re-collected, well-sortable PET bottles are available to be recycled. This situation is much favorable compared to other packaging polymers. This makes PET recycling attractive for machinery manufacturers to engineer the needed technical equipment and design special recycling processes for PET bottles. Nowadays, recyclers can purchase turnkey and ready-to-use recycling plants from many machinery manufacturers.
Another important factor is the polyester-type chemical nature of PET. The chemical ester bonding is a reversible process. Broken polymer chains during first use, or within the recycling steps, can be easily rebuilt by heating the polymer up in high vacuum or dry inert gas streams in so-called solid-state polycondensation processes [
12,
13]. This gives PCR PET nearly the same or even better material properties as virgin polyester. In addition, PET has a very low intrinsic diffusivity for organic molecules, which means very low interaction between packaging material and food. Therefore, only very low amounts, either of flavor substances from infilled beverages, or contaminants in the after-use life of the empty bottle, can be absorbed into the packaging material. This means that in the second life of the PET packaging material, only very low amounts of PCR substances, which might not have been completely removed during super-clean recycling, can potentially migrate into food. Usually, limonene, a universally used flavor substance, and virtually present in all soft drinks, cannot be detected anymore in super-clean PCR PET [
14,
15,
16]. This means that super-clean PCR PET can converted back into a PET quality such as virgin PET, and contains only monomers and additives, which are listed in the positive list of European Regulation 10/2011 [
17]. However, PET is not the only polymer that is already established as circular economy packaging polymer. In the UK, the recycling of high-density polyethylene (HDPE) milk bottles has also a long history in Europe. In 2004, within a public funded research project, the super-clean recycling of HDPE milk bottles from the UK market was established [
18]. Based on these results a petition was filed to the US FDA who gave a favorable opinion concluding that the recycling of post-consumer milk bottles would be safe when the articles consist of up to 50% PCR HDPE. The approval was for contact with fresh milk under refrigeration temperatures, provided the PCR HDPE comes from milk bottles only, and complies with all existing applicable authorizations [
11] (FDA database, recycle number 108). In the follow-up two companies installed a HDPE super-clean recycling annual capacity of approximately 30,000 t of HDPE recyclate, intended for direct food contact with fresh milk, with a level of up to 15% recycled HDPE in the new milk bottles. This amount for PCR HDPE is far below the mass of PCR PET used in mineral water and beverage bottles but is much higher compared to other packaging polymers like polypropylene (PP) or polystyrene (PS). It appears that there are still road blocks to overcome to enter all packaging polymers into the circular economy.
The recycling of cellulose fiber (shortly paper and board, P&B)-based food contact materials (FCM) represent another area of food safety concern and consideration. Given the nature of P&B materials, their physico-chemical and mechanical properties as well as P&B applications and re-collection systems, it is quite obvious that they cannot be directly compared to polymer recycling. P&B recycling represents an important economic factor with a high ecological dimension and has a long history in Europe. Safety assessment, according to the EFSA criteria as applied to PCR PET, are (as will be shown and discussed in this article) by no means applicable to P&B recycling for direct food contact. Potential contaminants transferring from PCR P&B containing FCMs are still in the focus of numerous publications [
19,
20,
21,
22,
23,
24] so that the safety assessment of recycled P&B needs great attention and improvement, and better practical solutions [
25,
26].
The objective of this article is to provide a (re)view on the closed-loop of packaging materials from different perspectives. The major focus will be on polymers with PCR PET as the currently highest market share candidate presenting, first of all, chemical/technical principles of recycling, followed by legal frameworks. Safety assessment criteria as developed by the EFSA in particular for PET will be presented, explained, and critically discussed. In addition, the applicability of EFSA safety evaluation criteria to other polymers and P&B FCM will be discussed. Practical applications to a way forward, including other promising recyclable polymers, will be proposed. Some road-blocks and drawbacks that may prevent circular economy in the food packaging area will be highlighted.
2. Short Review of Packaging Recycling Principles
Taking the nature of materials into account, it is quite obvious that recycling processes for P&B versus packaging polymers need to apply totally different technologies. Where used P&B materials are physically disintegrated and broken down into the paper fibers within a paper mill and fed together with fresh fibers into a papermaking process, packaging polymers can be mechanically recycled, i.e., maintaining the polymer backbone or chemically by depolymerization via their monomers or other small molecular units such as oligomers. In principle, the paper recycling process is the same as the one for paper from virgin fibers [
27]. However, a number of sorting steps to remove certain paper qualities such as hygienic products, and cleaning steps to remove non-fibrous materials such as plastics, inks, and others, have to be involved to make it suitable for papermaking. Depending on the required properties and quality of the finished P&B FCM the recycled (secondary) fibers can be mixed with fresh fibers. Many packaging manufacturers therefore use mixed types of paper for recycling, which can ultimately give rise for the presence of unwanted contaminants in the ready-to-use P&B FCM.
Concerning recycling of plastics waste, the main five packaging polymers to be mentioned are PET, HDPE, PP, polyvinylchloride (PVC), and PS. Out of these five, PET and HDPE (together with low density polyethylene (LDPE) make up 40% and 22% of the total plastic waste collected from kerbside, respectively [
28]. In general, besides pyrolysis of plastics, there are three definitions of main categories of polymer recycling: primary, secondary, and tertiary recycling. Primary and secondary recycling involve mechanical reprocessing, e.g., bottle-to-bottle closed-loop recycling (primary) or recycling into lower value plastic (secondary). Tertiary recycling is understood as chemical recycling, most importantly for PET as a polycondensate, which can be based on a variety of chemical steps such as hydrolysis, methanolysis, glycolysis, as well as combinations, etc. General reviews about these technologies can be found in the scientific literature [
28,
29]. A specific overview of various recycling technologies for PCR PET bottles has also been compiled in the scientific literature [
5]. With regard to potential contamination of foods packed in recycled polymers, primary mechanical recycling is of highest relevance concerning the question of potential contamination by unwanted post-consumer substances, which represents a major aspect of this publication.
3. Regulations Relevant for Recycling into FCM
First of all, it has to be noted that European Legislation on FCM is not fully harmonized and does not include any specific regulations either on virgin or recycled P&B-based FCM. However, concerning recycled PCR plastics, several European Regulations are relevant for the manufacturing of packaging materials. The most important and evident ones are the European Framework Regulation 1935/2004 [
30], the European Plastics Regulation 10/2011 (and amendments) [
17], and the European Recycling Regulation 282/2008 [
8], which are shortly discussed in the following. Besides these, EC Regulation No 2023/2006 [
31], as a more general document, lays down the rules on good manufacturing practice (GMP) for materials and articles, including recycled ones intended for food contact.
3.1. Framework Regulation 1935/2004
The Framework Regulation 1935/2004 [
30] deals with the general safety aspects of food packaging materials. This Regulation is overarching and prescribes essentially that each and every food contact material, with or without recyclates, has to comply with the general requirements according to its Article 3, which states that “materials and articles, including active and intelligent materials and articles, shall be manufactured in compliance with good manufacturing practice so that, under normal or foreseeable conditions of use, they do not transfer their constituents to food in quantities that could:
It is interesting to note that in article 24 of this Framework Regulation, it is said that “the use of recycled materials and articles should be favored in the Community for environmental reasons, provided that strict requirements are established to ensure food safety and consumer protection.” In addition, “priority should be given to the harmonization of rules on recycled plastic material and articles.” As postulated in this Regulation, more specific safety issues related to the use of PCR recyclates are laid down in the Recycling Regulation 282/2008 (see
Section 3.3) together with the criteria listed in Plastics Regulation 10/2011 (see
Section 3.2). In this context, it is also relevant to note that off-flavors from packaging materials, which is a case potentially occurring in PCR plastics, are in the scope of Article 3 of the Framework Regulation 1935/2004.
3.2. Plastics Regulation 10/2011
This Regulation contains a positive list (Union list) of substances approved under given restrictions for the use in packaging polymers. Such a positive list is not directly useful for the evaluation of recycled packaging polymers because the input of the recycling process is not strictly well-defined compared to the manufacture of virgin packaging polymers. Of course, PCR plastics must also be in compliance with the specific restrictions of Regulation 10/2011, i.e., any monomers and additives used must respect the prescribed migration limits. As a consequence, non-food packaging materials that might not be compliant with Regulation 10/2011 need to be sorted out or kept at a minimum level in the recycling feedstock to avoid non-listed additives coming into contact with food in the second life of a packaging material.
As the safety evaluation of post-consumer polymers automatically involves the question about PCR substances as potential contaminants in recyclate containing packages, the question of non-intentionally substances (NIAS) arises in this context. In Article 6 of Regulation 10/2011, it is stated that NIAS as substances not specifically included in the Union list may be present in plastics. However, in Article 3 a definition is given: “non-intentionally added substance means an impurity in the substances used or a reaction intermediate formed during the production process or a decomposition or reaction product”. Strictly and formalistically speaking, a PCR substance would not fall under this definition; however, what they have in common is that in both cases, it would need to perform a risk assessment based on toxicological properties and potential exposure.
3.3. Recycling Regulation 282/2008
This Regulation is a specific measure for PCR plastics recyclates intended for direct food contact. It covers mechanical recycling of polymers only. The objective of this Regulation is to assure that PCR recyclates in plastic packaging do not pose a risk for the consumer. The evaluation of PCR plastics is driven by the possibility that: (i) packaging waste may contain residues from the first use of the packaging, (ii) contaminants from non-authorized additives, (iii) toxic substances from incidental misuse by the consumer, or (iv) cross-contaminants from other (non-food) fillings during re-collections. The key element of this Regulation is that it lays down the rules for an authorization procedure of recycling processes based on safety evaluations by the EFSA and with the intention to have all approved processes then listed in a European Community register.
From the scope of Regulation 282/2008, excluded are plastics recyclates obtained from chemical recycling and depolymerization processes since these are considered to be new materials falling under the Plastics Regulation 10/2011. For the same reasoning, also excluded is post-industrial scrap from the production of FCM that has not yet been in contact with food or otherwise contaminated, and is considered as suitable for food contact applications. Furthermore, PCR recyclates behind a functional barrier are also not in the scope of Regulation 282/2008.
3.4. Paper and Board Recycling
Besides the general provisions of the Framework Regulation 1935/2004 and the GMP Regulation 2023/2006, there is no specific European legislation available for P&B recycling. A useful relevant system of rules with quasi-legislative character can be seen in the Recommendation XXXVI on paper and board of the German Federal Institute for Risk Assessment (BfR). It lists a large number of substances that are recommended to be used under specified conditions and restrictions for the manufacture of P&B [
32]. Concerning the use of recycled fibers as raw material, the finished articles have to comply with all requirements of BfR Recommendation XXXVI, which defines some important preconditions in its Annex whereby, “substances, such as ingredients of printing inks or adhesives, which can be in the recovered paper used as raw material have to comply with additional requirements. Regarding conformity with the rules of the Good Manufacturing Practice the possible presence of these substances, depending on the use of the papers and boards manufactured from recycled fibers, has to be considered by a careful selection of the grade of recycled paper and the use of suitable cleaning methods.” Furthermore, it emphasizes that particular care has to be taken with respect to possible migration of substances of health-concern into foodstuffs and provides a short list of substances (some benzophenones, phthalates, and bisphenols) known to be present in recycled paper with specified migration limits into foodstuffs. Of course, this short list cannot be exhaustive and many other substances may be present in recovered P&B materials. One of these substance groups, which has drawn very high attention in the last few years, is mineral oil hydrocarbons (MOH), among which the aromatic ones (MOAH) are the most critical ones. According to the German draft mineral oil regulation a migration of MOAH from P&B FCM containing recycled fibers (and behind a functional barrier) is not considered to occur when MOAH are not detectable in foods at 0.5 mg/kg or 0.15 mg/kg food simulant [
33]. This, of course, represents a conventional (and not a toxicology-based) migration limit due to the inherent analytical deficiencies, and does not compare at all to the considerably more severe criteria set by EFSA for PCR plastics (see
Section 5).
4. Materials and Methods
The work was mainly a literature review. Experimental work was not conducted as part of this study. However, diffusion modeling was applied to predict the migration from the recyclate containing FCMs. Diffusion modelling was performed using the AKTS SML software version 4.54 (AKTS AG, Siders, Switzerland). The program uses finite element analysis [
34]. The modelling parameters used by EFSA are given in [
35]. The modelling conditions are the same as given in the EFSA evaluations of mechanically recycled polymers [
9,
36,
37].
5. EFSA Safety Assessment Approach and Criteria for Direct Food Contact
EFSA has published 190 opinions (as of December 2021) on recycling processes with the vast majority (around 180) on PET bottle flakes to beverage bottles or food trays. Besides a few cases of HDPE and PP multi-use trays and boxes for agricultural products with a lower risk sensitivity, two more sensitive cases of HDPE milk bottle flakes recycling into bottles for fresh milk have also been evaluated by EFSA [
10]. As important general elements determining food safety the following are to mentioned:
Specifications of the input materials for the recycling process and its characteristic post-consumer contamination profile,
Sorting efficiency and cleaning efficiency of the recycling process; and
Food type and time-temperature contact conditions of the PCR FCM.
Since these elements are always co-occurring and co-acting in case-specific combinations and are specific to type and diffusivity of a polymer, it is obvious that it needs case specific safety evaluations (conducted by EFSA) and individual process/application authorizations (conducted by the EU Commission).
5.1. PET Recycling
Recycling processes use as an input conventionally recycled (washed and dried) PCR PET bottle flakes to produce PET articles intended for food contact, typically in most cases for mineral water and soft drink bottles. The EFSA safety assessment is based on three elements [
9]:
Input concentration of PCR substances in re-collected and washed PET flakes;
Cleaning efficiency of the applied super-clean recycling process;
Level of exposure of the consumer towards potentially residual PCR substances.
At first, the input concentration of any post-consumer substances, which also include the potential presence of degradation products of polymers or additives during recycling steps, is considered. EFSA assumes a maximum concentration of 3 mg/kg as the input concentration for PCR PET bottle flakes. This upper-bound value was derived from an experimental database determined within the European Project “Recyclability” [
14,
38], where an incidence of 0.03–0.04% of misused bottles in the recycling feedstock was found at average concentrations in potentially harmful substances like solvents, such as toluene or xylene, ranging from 1.4 to 2.7 mg/kg. It should be noted that EFSA assumes in an extremely conservative approach that any PCR PET bottle flake feedstock would always be contaminated by genotoxic substances at this upper-bound input concentration of 3 mg/kg. Similar concentrations of food-related PCR substances such as flavor compounds of soft drinks were also found. Limonene, as the major component, was present in average at an average level of 2.9 mg/kg. Re-collection systems for post-consumer PET bottles unavoidably include some PET containers previously in contact with non-food products such as mouthwash, detergents, shampoos, household cleaners, etc. The potential contamination effect due to these fillings is already covered by the above-mentioned upper-bound reference concentration of 3 mg/kg. However, such non-food PET containers may introduce PET additives and monomers, which are non-compliant with Regulation 10/2011 [
17]. Therefore, EFSA considers that non-food PET containers should not be intentionally used as feedstock input, and that the non-food fraction should not exceed 5% of the input material.
Secondly, EFSA evaluates the decontamination efficiency of the petitioned super-clean recycling process. The cleaning efficiency is determined by means of a so-called challenge test using physically–chemically representative organic substances (so-called surrogates). A compilation of chemicals typically used for such challenge tests is given in [
39]. These surrogates are added at high levels to the washed PET flakes followed by a soaking phase at elevated temperature to make the surrogates penetrate into the PET flakes. The so established initial surrogate concentrations in the flakes are compared with their final concentration after the super-cleaning process. The cleaning efficiency for each surrogate is then expressed as percentage of the concentration reduction achieved by the recycling process. As sort of a down-scaling or normalizing measure, the obtained percentage is then mathematically applied to the upper-bound input concentration of 3 mg/kg PET. This gives the expected hypothetical residual concentration (c
res) for any potentially genotoxic contaminant present in the PCR PET from which new bottles are produced. For example, if the cleaning efficiency of a post-consumer substance, or even a genotoxic substance in PET recycling, was 95%, then the concentration in PCR PET would be 0.15 mg/kg.
In the third step the exposure of post-consumer substances to the relevant consumer group (infants, toddlers, and/or adults) from consumption of a packed food is considered. The maximum toxicologically allowable exposure is compared with the exposure that correlates with the migration potential in PCR PET (c
res). As mentioned above, EFSA assumes as a worst case that any (unknown) PCR substance might be genotoxic and, therefore, according to the Threshold of Toxicological Concern (TTC) concept [
40], EFSA applies as a maximum allowable exposure level of 0.0025 µg per kg body weight and day. From this level, for each exposure scenario a maximum allowable migration value can be derived, which, in turn, can be back-calculated by migration modelling into a corresponding concentration in PCR PET (c
mod). In this logic, when c
res is lower than c
mod, the PCR PET is considered to be safe.
In the following, exposure scenarios from three PCR PET food contact applications are presented and discussed. An overview of the related EFSA safety assessment parameters and criteria is given in
Table 1.
5.1.1. Bottle-to-Bottle (for Beverages) Recycling
The worst case in bottle-to-bottle recycling would be mineral water applications because this also concerns the most vulnerable consumer group: infants. EFSA considers an infant with 5 kg body weight consuming 0.75 L water from a PET bottle made of 100% recyclate. This results in a maximum allowable migration of any PCR substance at the end of shelf life of 0.017 µg/L. For comparison with this limit, the migration into food is calculated from the c
res values obtained for each surrogate by the use of diffusion modelling based on the so-called A
P model [
35]. However, EFSA assumes that the applied migration model over-estimates the migration by a factor of at least five. The calculated migration should be therefore lower than 0.1 μg/L. For toddlers and adults (body weight 10 kg and 60 kg, respectively) with different food consumption (0.833 L and 1.0 L water or beverages consumed, respectively) corresponding higher acceptable migration limits of 0.15 µg/L and 0.75 µg/L, respectively, can be derived. So, if a recycling process is able to reduce an input reference contamination of 3 mg/kg PET to a c
res, which is not higher than a c
mod (that corresponds to the above given maximum allowable migration limits), then the potential dietary exposure cannot be higher than 0.0025 μg per kg b.w. per day. In this case, the EFSA concludes that the petitioned PET recycling process and the application are considered to be safe.
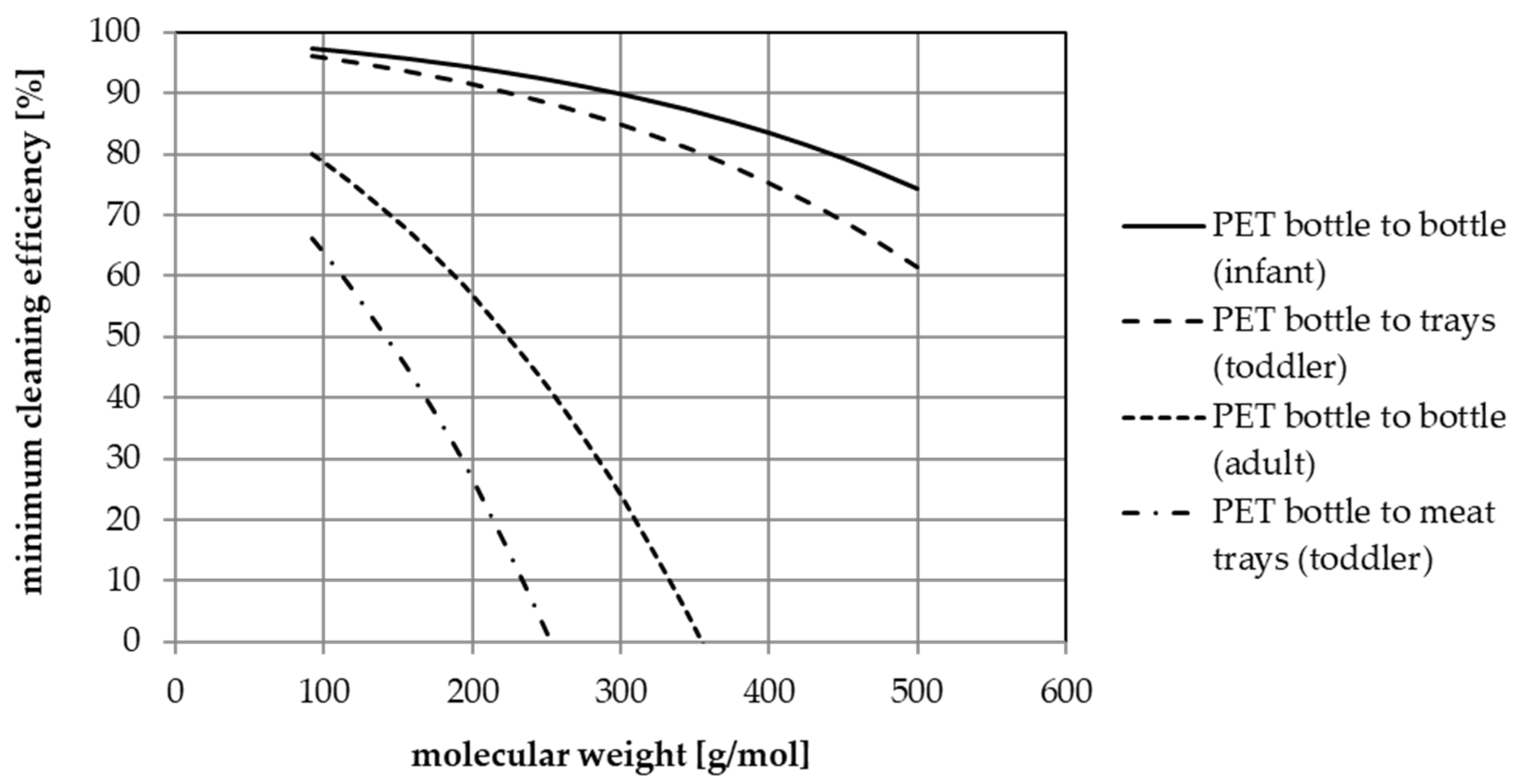
This very structured and well-defined approach allows for the easy calculating of the minimum needed cleaning efficiencies of recycling processes as a function of the EFSA criteria for the foreseen packaging applications. This can be done specifically for each surrogate, or more generally, as a function of molecular weight of any potential contaminant (
Figure 1). The cleaning efficiencies are calculated by use of migration modelling (A
P model with A
P = 3.1, τ = 1577 K) as applied by EFSA. Food contact storage conditions are 365 d at 25 °C at a packaging surface to volume ratio of 6 dm
2 for 1 L (EU cube) and with PET density = 1.4 g/cm
3. As expected, substances with a higher molecular weight show a lower diffusion coefficient, which reduces their mobility in the PET polymer. Therefore, larger substances could be present in higher concentrations compared to smaller molecules without compromising the positive result of the safety assessment. It is interesting to note from
Figure 1 that for a hypothetical beverage bottle for which only adults (e.g., for energy drinks or beer) would be the relevant consumer groups, then the required cleaning efficiencies would be significantly lower compared to the infants or toddler exposure scenario.
5.1.2. Bottle to Sheet or Tray (for All Foods) Recycling
EFSA has evaluated several petitions for the application of super-cleaned PCR PET in PET trays for all food types. EFSA took the same approach as described above for beverage bottles, but with the difference being that toddlers (instead of infants) were the relevant worst-case consumer group. EFSA assumes that toddlers eat 833 g food per day (
Table 1). For this exposure scenario, the maximum migration into food was set at 0.15 µg/kg food. Concerning food contact time and temperature, 365 d at 25 °C was applicable.
Figure 1 shows also the minimum cleaning efficiencies for this bottle to tray scenario. Consequently, the higher allowable migration for toddlers results in slightly lower minimum cleaning efficiencies compared to the infant scenario.
5.1.3. Bottle to Meat Tray Recycling
Basically, the approach taken by EFSA for PCR PET flakes in meat trays is the same as the toddler scenario above, from which a maximum allowable migration of 0.15 µg/kg follows. The difference, however, is that meat trays are distributed and stored under cooling conditions (e.g., 6 °C) and the shelf life is only 3–4 weeks [
41]. For migration modelling, appropriate contact conditions might be therefore 30 d at 6 °C. However, EFSA decided to use 10 d at 20 °C, as these are the assigned migration test conditions according to Regulation 10/2011 [
17]. As shown in
Figure 1, due to the slightly lower temperature (20 °C instead of 25 °C) and the much shorter storage (10 d instead of 365 d), the required minimum cleaning efficiencies are significantly lower compared to the other cases mentioned above.
5.2. HDPE Milk Bottle Recycling
For the safety evaluation of two processes for recycled HDPE milk bottles, EFSA followed the same principle as for recycled PET [
37]. At first, the potential post-consumer HDPE input contamination was considered. From published data [
18], EFSA assumed that the highest potentially misuse contamination level in washed and dried PCR HDPE flakes was 6500 mg/kg HDPE with an incidence of 0.008%, which results in an average initial contamination level of 0.5 mg/kg. Again, the evaluation was focused on the requirement that the residual concentrations (c
res) of potentially present and unknown contaminants in the cleaned recycled HDPE material are not higher than their back-calculated maximum allowable concentrations (c
mod) in the final PCR HDPE milk bottle. The maximum dietary exposure limit was set again at 0.0025 µg per kg b.w per day for genotoxic chemicals. C
mod was obtained by back-calculation of maximum allowable migration values using of the generally recognized conservative A
P migration model [
35]. For the exposure scenario, toddlers were identified as the concerned worst-case consumer group with a consumption of 900 g dairy products per day for a toddler with 10 kg body weight. From this and typical fresh milk storage conditions of up to 30 d at 5 °C, the migration criterion from PCR HDPE bottles was calculated to be 0.028 µg/kg in food. As the migration model (parameters for HDPE: A
P = 14.5, τ = 1577 K) is known to over-estimate the real migration, EFSA assumes an over-estimation factor of two. This increases the maximum allowable migration to 0.06 µg/L. From this migration value the c
mod value was back-calculated and compared with the residual concentrations (c
res) of each surrogate in the recycled HDPE. The results are shown in
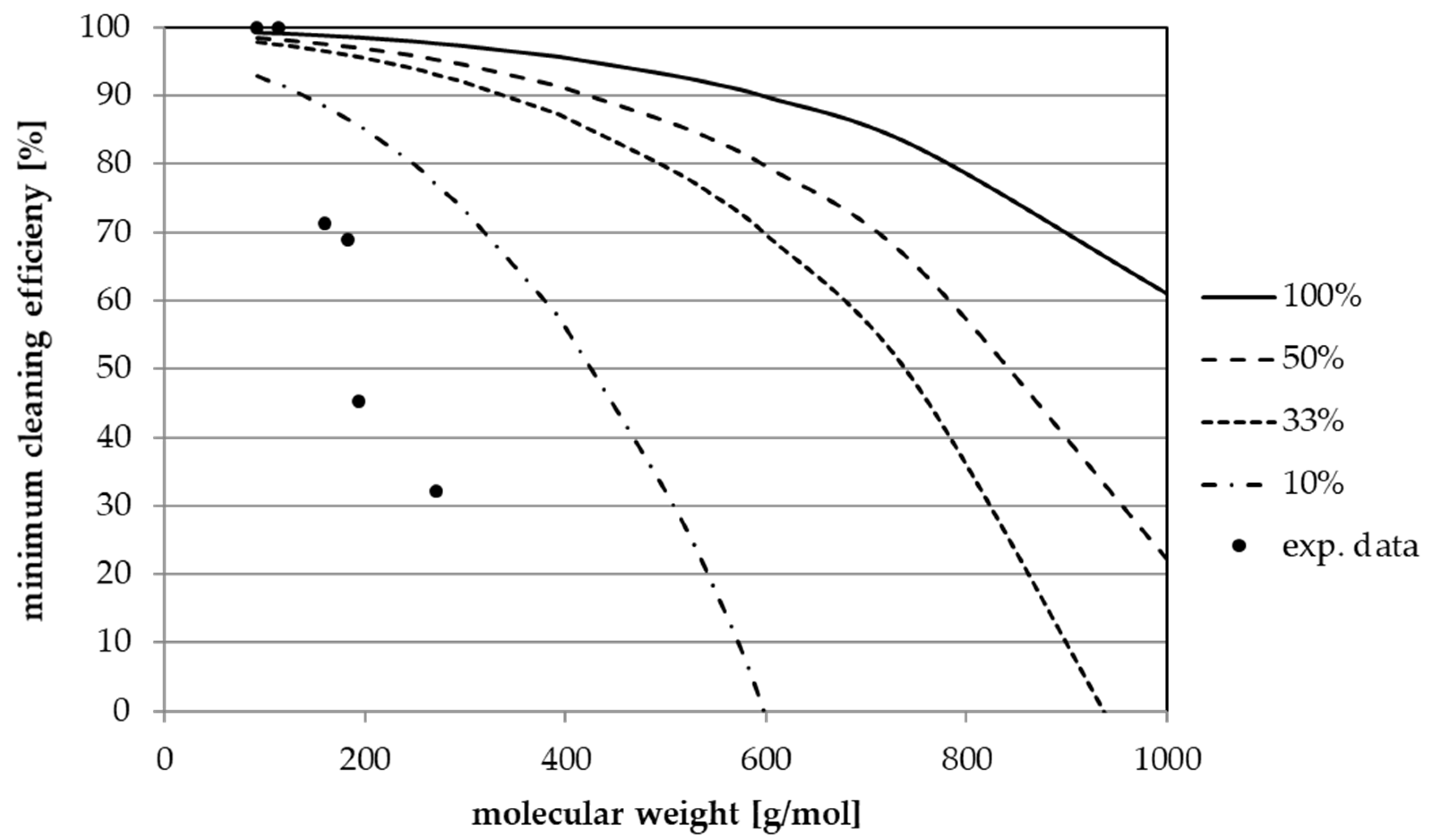
Figure 2 for a storage time of 30 d at 5 °C. The calculations were applied for different recyclate amounts in the final milk bottle with 100%, 50%, 30%, and 10%. As expected, the lower the recyclate amount in the milk bottle, the lower are the requirements on the minimum cleaning efficiencies of the applied super-clean recycling process. The experimental determined cleaning efficiencies of the super-clean process in [
37] are given as dots in
Figure 2. It gets evident from
Figure 2 that the cleaning efficiencies of the investigated HDPE recycling processes are by far too low to meet the required EFSA criteria, especially for higher molecular weight compounds. Even if the cleaning efficiency may be technically doubled for the studied surrogates, the maximum recyclate content would still be below 10%. Therefore, due to the limited decontamination efficiency under the conditions of testing, the processes did not satisfy the criteria set by EFSA for HDPE [
37].
6. Potential Further Applications of Post-Consumer Recyclates
Taking the strong requirements from the circular economy and the current packaging developments into account, then besides the already EFSA evaluated cases, further applications for packaging recyclates can be envisaged. The following recyclate applications are examples of cases that could appear on the market, and will be discussed more in depth below:
PET trays to PET trays;
Polylactic acid PLA trays to trays;
Polystyrene PS cups and trays to cups;
Polypropylene PP cups and trays to cups.
It should be noted that none of these applications have been submitted to EFSA so far and, therefore, have not been evaluated by the authority. However, following the EFSA safety assessment principles and criteria as applied to the already published cases (see
Section 5), an attempt can be made to evaluate these cases within this publication and define conditions of use under which these applications can be considered to be safe. As a disclaimer: the discussion and safety assessment below is personal science based opinion of the authors and it is not anticipated that EFSA would evaluate these applications in the same way and with the same conclusions.
6.1. PET Tray-to-Tray Recycling
Regarding PET, till now, mainly PET soft drink and mineral water bottles are used as input materials for a closed-loop recycling. PET trays, however, also represent a huge fraction in re-collected plastics, which potentially can be used for manufacturing of new food trays. A big advantage can be seen in the fact that the recycling processes for PET are developed and established all over Europe. So, it would be easy to establish a re-collection and recycling stream for PET trays without too much of an investment. The major drawback, however, is that data on the concentration of post-consumer substances in flakes from PET trays are not publicly available, and most likely do not yet exist, at all. PET trays are often directly printed and also contain labels. So, the influence of printing inks and glues must be evaluated in washed PET flakes from PET trays. Moreover, sealing and barrier layers are often applied in these trays, which increases the amount of polymers other than PET in the re-collection stream. Therefore, the input reference contamination of 3 mg/kg for PET bottle flakes might be different. Most likely, residual substances from printing inks glues or other polymers will increase the input contamination levels in PET tray flakes compared to PET bottle wall flakes. On the other hand, the misuse incidence should be much lower than for PET bottles because trays cannot be closed or re-sealed. If the misuse incidence alone triggers input contamination levels in PET tray flakes, then the initial concentrations should be much lower than those in PET bottle flakes. This could be an argument to overtake the 3 mg/kg reference value for PET trays, taking into account that the residual levels of migratable substances in printed and glued PET trays are expected to be low.
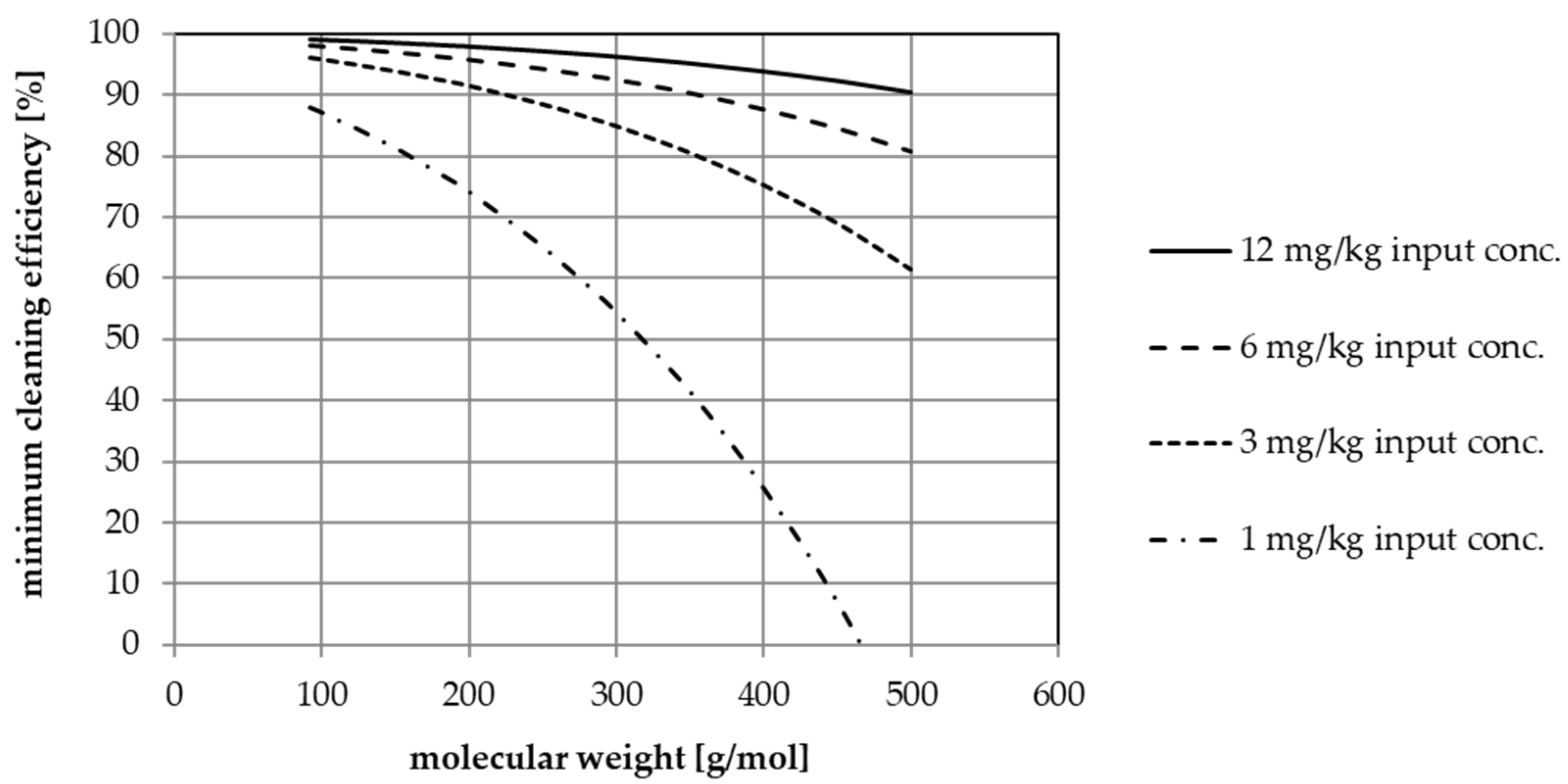
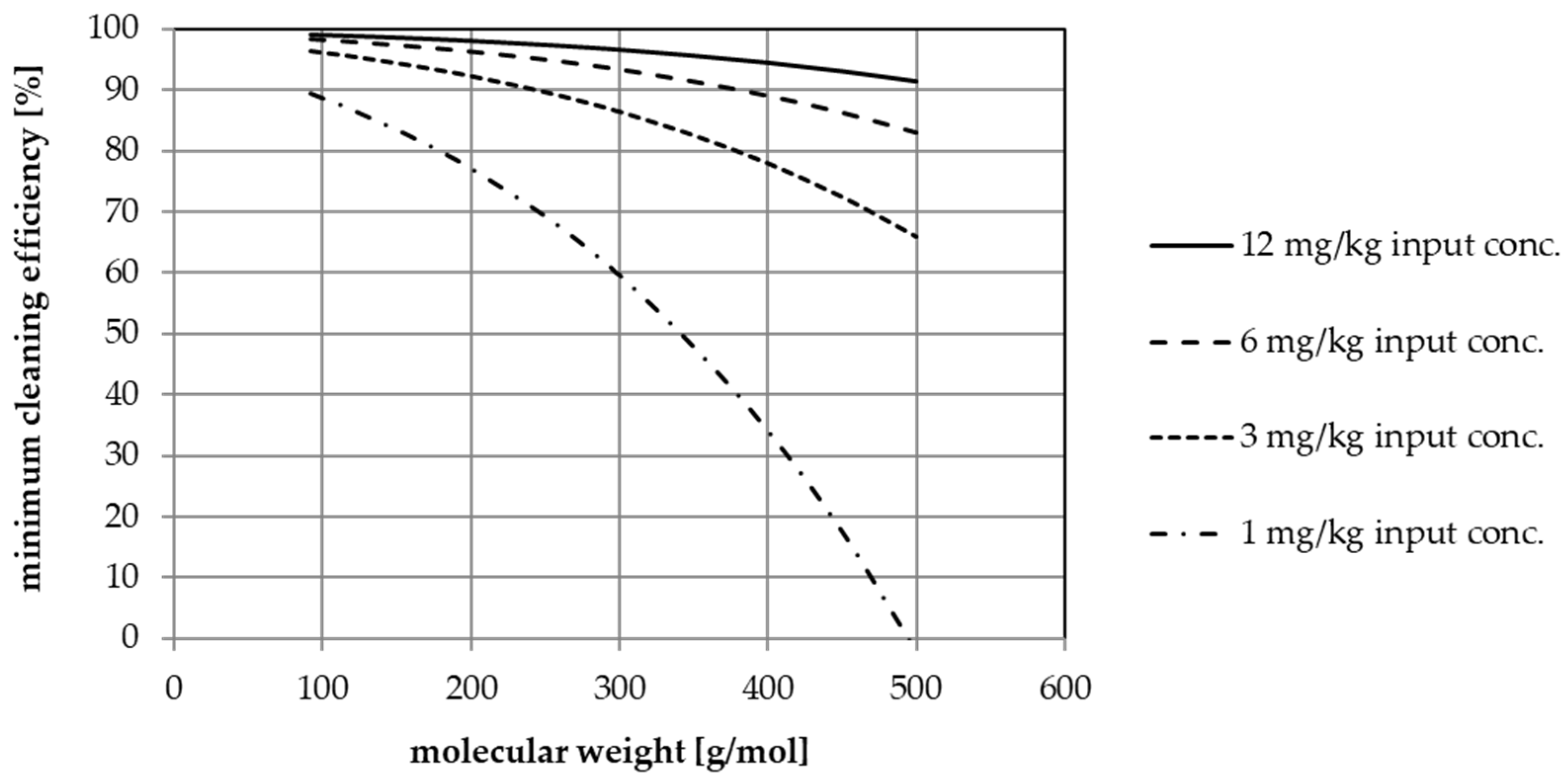
An overview of the main parameters for PET and PLA tray (see
Section 6.2) recycling evaluation is given in
Table 2. The needed minimum cleaning efficiencies for the PET recycling processes are visualized in
Figure 3. Within this figure the minimum cleaning efficiencies for tray-to-tray recycling was calculated for all kinds of food, as well as for long terms storage up to 365 d. However, due to the fact, that the input concentration is not available from the scientific literature, the minimum cleaning efficiencies were calculated using four different input contamination levels of 1 mg/kg, 3 mg/kg (used for PET beverage bottle input), and even more worse input concentrations of 6 mg/kg and 12 mg/kg. The curve for 3 mg/kg in
Figure 3 is the same as shown for the toddler scenario in
Figure 1. As expected, the lower the input contamination level in the washed flakes from PET trays, the lower are the minimum cleaning efficiencies for the applied super-clean processes.
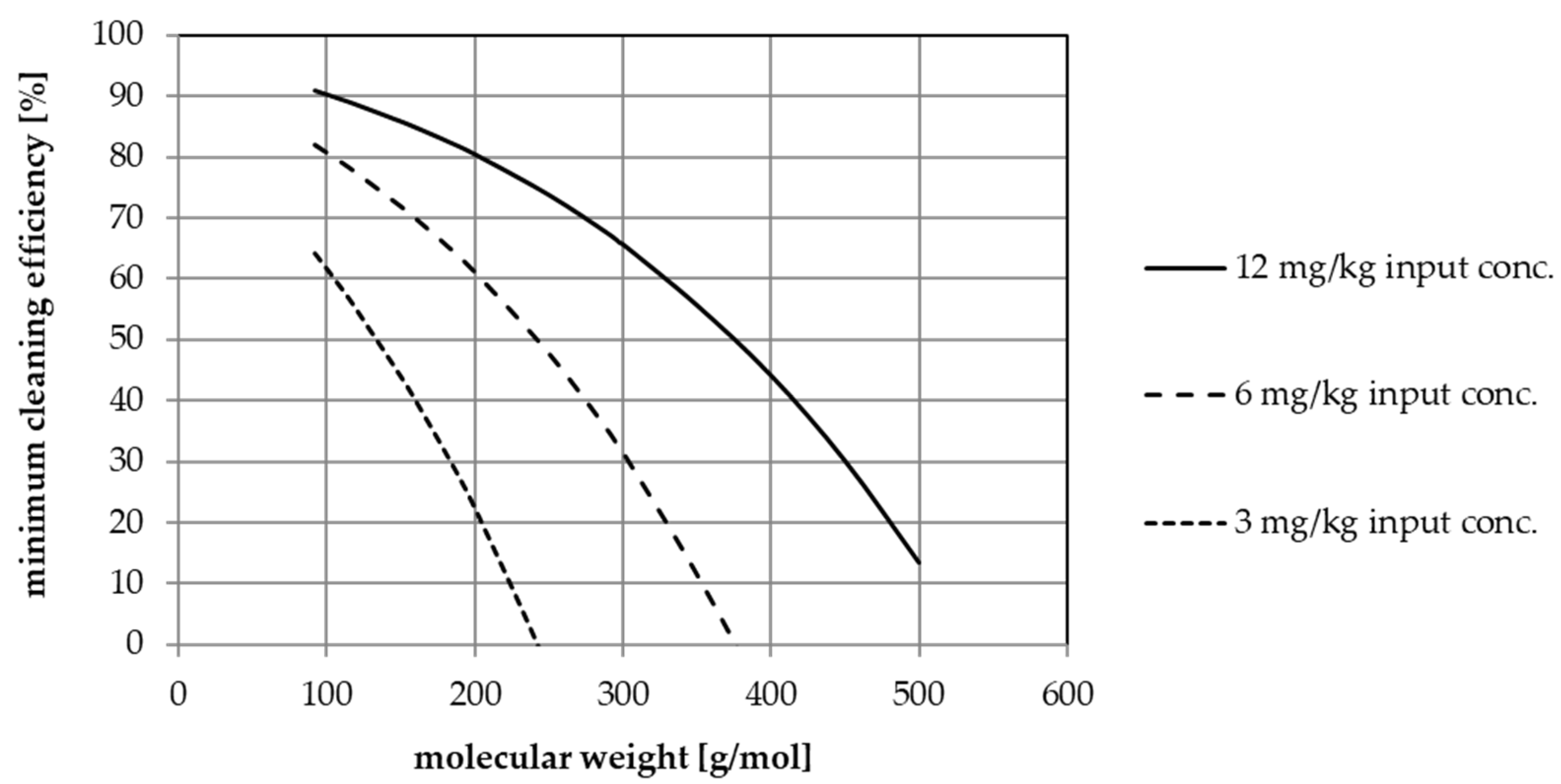
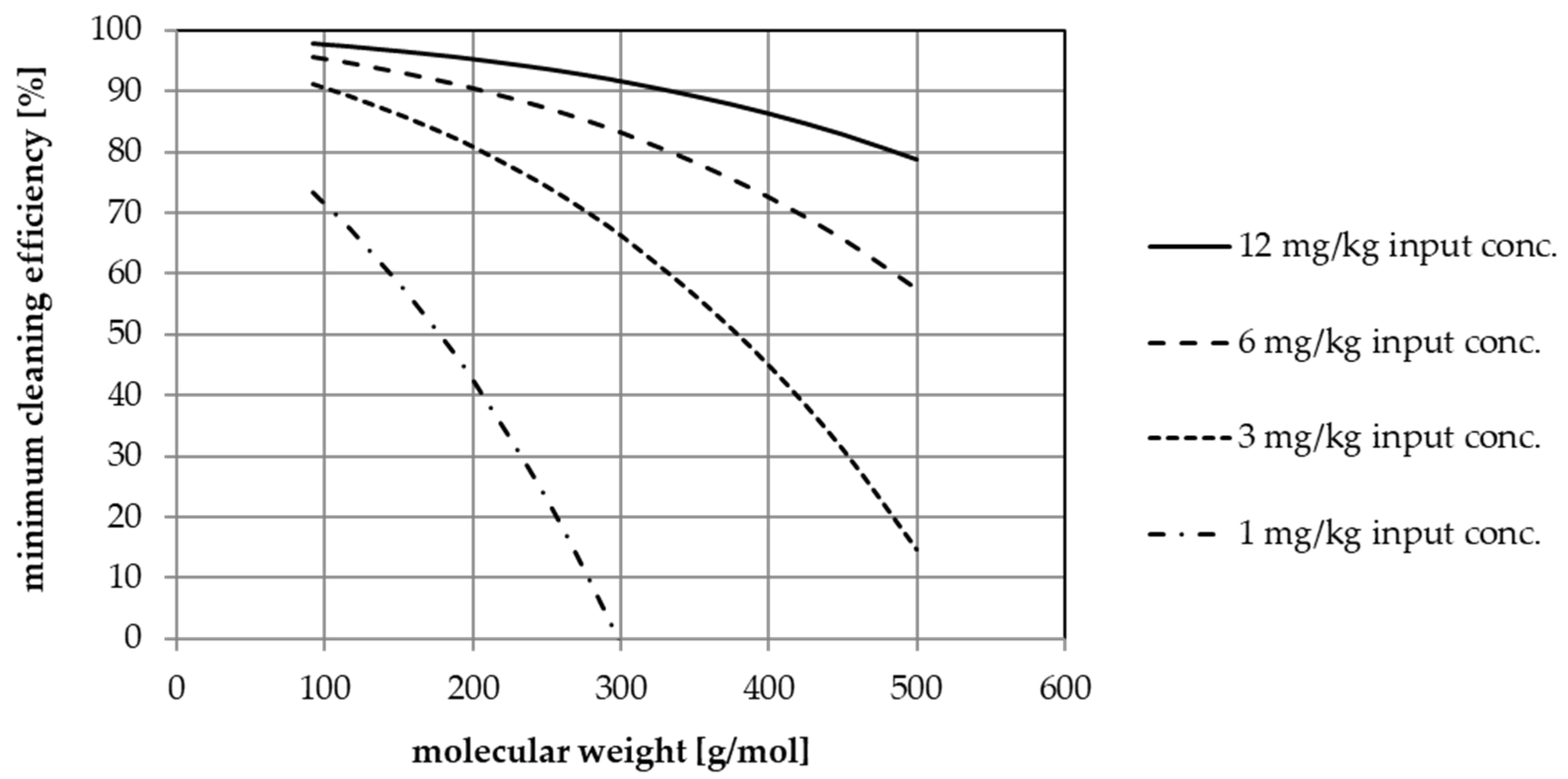
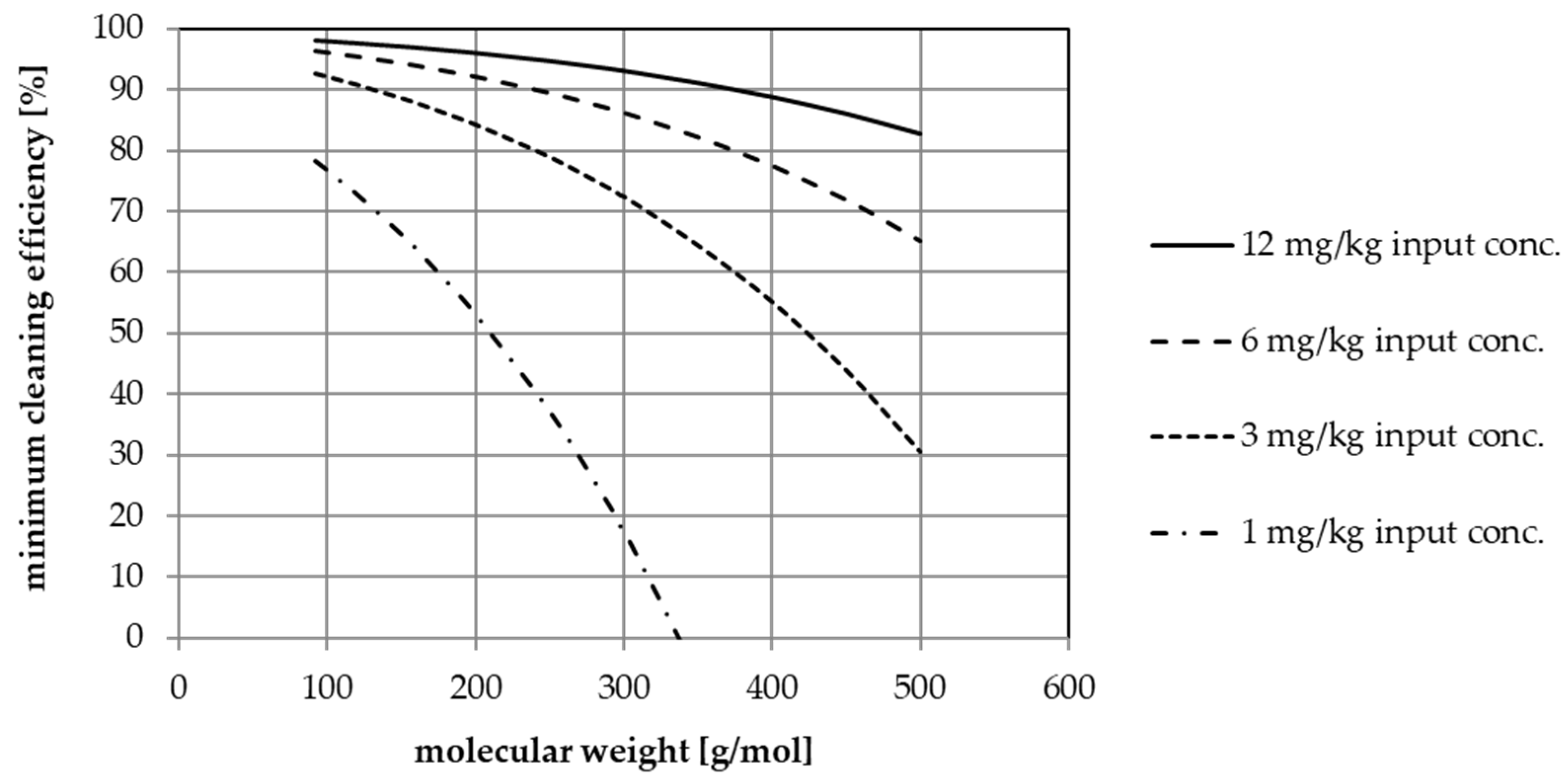
Figure 4 shows the minimum cleaning efficiencies for PET tray recycling to meat trays, which are stored under cold-chain conditions and calculated for 10 d at 20 °C. Again, the input concentration levels in the PET tray flakes are not known and four input contamination levels are calculated. As expected, the input contamination level has a great influence on the required minimum cleaning efficiency. The lower the input contamination level the lower is the required cleaning efficiency, and of course, there is an input contamination level where a cleaning efficiency of the applied super-clean process is no longer necessary to guaranty the safety of the FCM. In case of PCR PET meat trays, an input concentration PET tray flakes of only 1 mg/kg requires no cleaning efficiency of the super-clean recycling process at all because the migration cannot exceed the maximum tolerable migration limit of 0.15 µg/kg after storage for 10 d at 20 °C for all kind of substances. In general, PCR PET trays that are produced specifically for fresh meat packaging are considerably less demanding with regards to safety assessment compared to trays for general use with all food types and long-term storage.
6.2. Polylactic Acid (PLA) Recycling
Trays made from polylactic acid (PLA) are not on the market in huge numbers, and recycling streams for the re-collection of PLA have not yet been established. However, PLA might be a biodegradable alternative for PET trays. PLA is still a polyester and most probably the good material properties, as well the diffusion behavior of PLA, is as low as for PET. However, for PLA, the migration modelling parameters have not yet been published. Therefore, the minimum cleaning efficiencies of PLA recycling processes cannot be calculated on a generally accepted basis. Assuming that the diffusion behavior of PLA is similar to PET, the PET modelling parameters can be used as to estimate the diffusion behavior of PLA and set up preliminarily safe scenarios. The minimum cleaning efficiencies are than equal to PET as given in
Figure 3. For a final evaluation of PLA recyclates in FCM, however, the modelling parameters for PLA need to be established.
6.3. PS Cup-to-Cup Recycling
Polystyrene (PS) represents also an enormous fraction of collected post-consumer packaging material in Europe, which could be used for being recycled into new food contact applications such PS cups for yogurt or beverages. Similar to PET trays, PS trays and cups might be directly printed and may be equipped with labels glued on the surface. Therefore, again, the levels of post-consumer substances might be influenced by the applied amounts of printing ink and glue substances. Data on the input contamination levels, however, are not publicly available in the scientific literature. An overview of evaluation criteria for PS yogurt cup to yogurt cup recycling is given in
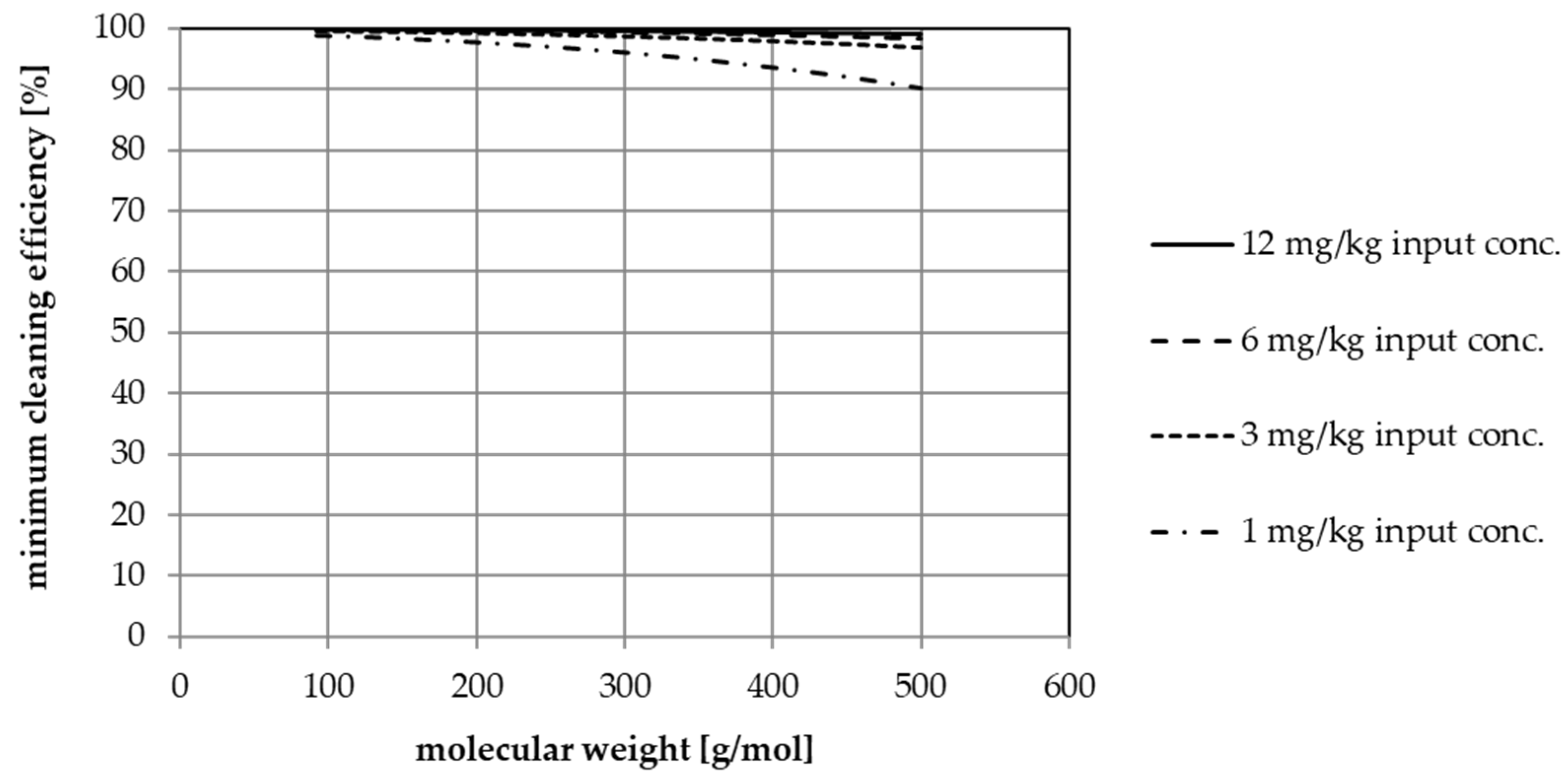
Table 3. This table also shows the data for PS cup-to-cup intended for cold and hot drinks. The minimum cleaning efficiencies are presented in
Figure 5,
Figure 6 and
Figure 7. The applied exposure scenario is applied as published by EFSA for PET for beverages [
9] and HDPE milk bottles [
37]. The diffusion calculation was performed with the worst-case A
P modelling parameters for HIPS [
35]. It should be noted that the applied exposure scenario includes over-estimation factors (five for PET and two for HDPE). These factors are not changed here, because it is not known which over-estimation factors EFSA will assume for HIPS. Most probably, the over-estimation factor of the A
P parameters for PS will be more like PET than HDPE, or even higher, as can be expected from a recent publication of realistic and not worst-case diffusion coefficients for HIPS [
42]. As a low diffusive polymer, the minimum required cleaning efficiencies are in a similar range as found for PET. Notably, the low contact times of yogurt cups, as well as cups for drinks, give a high safety factor in the exposure scenario. Again, the evaluation criteria are derived from EFSA opinions for PET and HDPE. Post-consumer PS recyclates in FCM materials have not yet been evaluated by EFSA. Even if it is not clear how EFSA will evaluate the possible forthcoming submission, the applied exposure scenario can be considered as worst-case scenario. The applied scenario assumes that all yogurt cups are made from HIPS. However, yogurt cups are also made from polypropylene (PP). In addition, the consumption of 900 g milk products packed in HIPS for a toddler with 10 kg body weight also seems to be unrealistically high. A more realistic yogurt consumption might be only 200 g of yogurt per day. Such a more realistic exposure scenario will reduce the minimum cleaning efficiencies significantly.
6.4. PP Cup-to-Cup Recycling
Another major fraction in recollected plastic waste streams in Europe consists of polypropylene PP. Most of the PP bottles and trays that are re-collected have been used for non-food products. Therefore, this input stream is most-probably not be in compliance with the 99% food contact materials criteria given for HDPE [
37] of the input stream for food contact applications and therefore not qualify for being recycled for food contact. However, as a not fully hypothetical but rather realistic case re-collected PP cups for beverages and other PP food contact applications could be recycled into new cups for cold and hot drinks. An overview of the applicable evaluation criteria is given in
Table 4 and the needed minimum cleaning efficiencies are shown in
Figure 8. Similar as with the HDPE milk bottle case (
Figure 2) the demands on the cleaning efficiency are quite high, which is due to the relatively high diffusivity of PP polymer. This could be overcome only with effective realization of very high re-collection control and sorting PP food contact materials for the recycling process. The minimum cleaning efficiencies in
Figure 8 are given for a PP cup-to-cup recycling with an exposure scenario for cold drinks. Regarding PP yogurt cups the minimum cleaning efficiencies will be very similar. The differences to the cup-to-cup scenario for drinks is the low threshold limit of 0.06 µg/L compared to the drink scenario (0.15 µg/L), but the yogurt consumption of 900 g per day seems to be extremely high. In addition, the competitive cup material PS has also a huge fraction as packaging for yogurt, which also reduces the exposure and consequently reduces the minimum cleaning efficiencies of the applied super-clean PP recycling processes. Similar to PS cups also PP cups are not yet evaluated by EFSA and the above-mentioned scenario is derived only from analogous EFSA evaluations for PET and HDPE. However, even if EFSA opinions are not available due to the high diffusion rates of PP, it will be hard to establish a recycling stream for post-consumer PP. As can be shown from
Figure 8 the minimum cleaning efficiencies for the applied PP recycling processes needs to be above 90% for post-consumer contaminants up to a molecular weight of 500 g/mol even if the input contamination level is only 1 mg/kg. This seems to be unrealistic and for the high diffusive polymer PP. In addition, also higher molecular weight surrogates should be taken into account as recommended by EFSA for HDPE [
37].
7. Critical Discussion of the EFSA Evaluation Criteria
When carefully looking into the details of EFSA’s evaluation criteria it becomes obvious that the approach taken for post-consumer PET into bottle or tray applications is extremely conservative and, to a high degree, unrealistic. In every evaluation step EFSA uses worse or even worst-case assumptions for the safety evaluation of recycling processes. For example, for the input concentration, the food contact conditions, as well as the consumption data used for the exposure scenario, the worse or worst-case assumptions were used. In addition, EFSA assumes the presence of genotoxic substances in the recycling feedstock, and that over-estimative prediction models for the migration calculation are used. These worst-case assumptions in every step of the evaluation make the overall evaluation extremely conservative.
From understandable reasons, the obligatory pre-cautionary principle requires a conservative safety assessment. However, over-conservatism might over-protect the consumer, and on the other hand, generate insurmountable barriers to the application of post-consumer recyclates for food packaging and, hence, counteract the targets of circular economy. It is well understood that the safety of FCMs is the first objective of EFSA’s mandate, and one which must not be compromised. However, as will be shown below, less conservative and more realistic approaches will bring more flexibility without jeopardizing the so important sight of consumer protection.
7.1. Input Concentration Levels
Consideration of the input levels of possible harmful contaminants in the recycling stream is a primary pillar in EFSA’s safety assessment framework. The statistical determination of such concentrations in washed flakes as raw input material for super-clean recycling is therefore important. It is quite obvious that this element is not a static figure. These levels will change if different re-collection streams are used. Moreover, once re-collection streams are established the input concentrations will change over the years due to changes in consumer behavior, and also due to changes in the use of hazardous chemicals and their availability for the consumer. However, such data are largely, and broadly, lacking.
All PET recyclate applications evaluated by EFSA are using PET bottle flakes as input material with a, quasi by default, assumed contamination level of 3 mg/kg. As mentioned above, this value was derived from results of the European “Recyclability” Project [
9,
14,
38]. This project investigated 869 PET flakes samples out of which only three samples showed higher concentrations (above 50 mg/kg per substance) of solvents. On the assumption that all samples consist of individual flakes from different PET bottles, it was concluded that approximately 7000 to 10,000 post-consumer PET bottles were screened for post-consumer and misuse chemicals. Based on these figures, the incidence of misused bottles was determined to be 0.03–0.04% of all re-collected bottles. The solvents were tentatively identified as toluene and xylene isomers, which can be considered as non-genotoxic solvents. The maximum contamination level of only one single, misused PET bottle was quantified to be between 4500 mg/kg and 6750 mg/kg [
14]. Such a highly contaminated PET bottle is ground into small, thumbnail sized flakes in one of the first steps of the recycling process. Within the washing steps the contaminated flakes are diluted with millions of non-contaminated flakes. This leads, as determined in the EU project, to an average concentration of food untypical contaminations of 1.4 mg/kg to 2.7 mg/kg in the washed flakes. As a coincidence, the average concentration of food typical flavor substances (limonene) was in a similar range (2.9 mg/kg) in washed PET flakes before super-cleaning [
14]. The samples were collected between 1997 and 2001. The EFSA assumption for the mean worst-case contamination level of 3 mg/kg is therefore based on samples that were collected around 20 years ago.
The PET bottle market has been significantly changed over the last two decades, which most probably influenced the input contamination levels. As shown in
Section 6, the input concentration triggers the needed cleaning efficiency of recycling processes. For example, if the input contamination level decreased to 1.5 mg/kg today instead of 3 mg/kg, the minimum cleaning requirements would be half of that currently, based on 3 mg/kg requested cleaning efficiency. Such a reduction in the input contamination level by 50% would have a tremendous effect on the recycling efforts to clean-up the post-consumer input. A 50% less minimum cleaning efficiency will open the recyclate market for other applications in food packaging. Unfortunately, however, systematic studies on the contamination levels of PET recyclates in Europe have not been performed since the results of the “Recyclability” Project were published. So, the question arises whether the default contamination level of 3 mg/kg is still actual and up-to-date, and this poses an unnecessary hurdle towards PET recycling processes.
The following considerations indicate that the input contamination level has decreased: The large increase in single-use bottles within the last two decades reduces the risk of re-collecting misused bottles. This is just because the incidence is very likely to be much lower when more bottles are on the market. The amount of misuse chemical formulation such as household and garden chemicals has, on the other hand, not significantly increased up until today. From a pure statistical point of view, the likelihood of misusing a PET bottle for storage of chemicals should have become significantly lower than the level of 0.03–0.04% as determined in the “Recyclability” project. Furthermore, the lower percentage of refillable bottles on the market has most likely reduced the misuse, because thin-walled single-use bottles are much less suitable for storage of chemicals then solid and stiff refillable PET bottles. Therefore, today, the incidence of misuse should by much lower as determined by the “Recyclability” project 20 years ago. Again, newer and statistically based data on the incidence of misuse in PET bottles are not available in the scientific literature.
A serious consequence of this lower incidence of misuse is that significantly higher amounts of samples have to be analyzed to determine the number of misused bottles in the input streams of recycling processes in order to obtain a statically robust number on the incidence. This might be a problem, because the experimental studies will be extremely large, expensive, and time-consuming. A solution for this dilemma might be to define the maximum amount of chemicals in the input stream that are correlating to a tolerable migration value at the end of shelf life. This maximum amount of chemicals should include all aspects of the safety evaluation, e.g., the cleaning efficiency and the exposure scenario as discussed in
Section 5. Such a maximum concentration in the input stream can be easily controlled in routine production of the recyclate or the recyclate containing FCM. Such an approach was also proposed for the evaluation of chemical recycling processes [
43].
In conclusion, the data basis supporting the 3 mg/kg input level is over 20 years old. From the considerations above, one can expect that this level has decreased within the last two decades. Unfortunately, new experimental solid data are not available in the scientific literature. However, it is relevant to be noted that reports on the occurrence of contaminants found in misused PET bottles did not appear either in the scientific literature, nor in other communication platforms. The input contamination level is a very important factor for the evaluation of post-consumer polymers. Reduction in the input contamination level by a factor of two or three will reduce the needed minimum cleaning efficiency by the same factor. With the same argumentation, when the process runs unchanged at the same high cleaning efficiency, it will decrease the cres substantially with the beneficial consequence that the cases where cres is lower than cmod are increasing. As a consequence, a realistic determination of the contamination level of the input materials for recycling processes is a deciding factor in the evaluation of post-consumer recyclates in FCMs.
7.2. Food Contact Conditions and Consumption Data Used for the Exposure Scenario
The input data for the exposure scenario are also very important for the outcome of the safety assessment. For PET beverage bottles EFSA considers infants as the worst-case consumer group and assumes that an infant with 5 kg body weight drinks 0.75 L water per day [
9]. The scenario implies that the mineral water is filled in bottles made of 100% PET recyclate and are stored for 365 d at 25 °C. This, of course is not realistic because an infant does not consume only water from PET at the end of shelf life and, maybe more importantly, not only from 100% recyclate PET bottles. It should be noted that the average recyclate content in PET bottles in Europe is 11% in 2018 [
44], which brings a factor of approximately 10 in the minimum cleaning efficiency from a statistical point of view. Nevertheless, nearly all petitions applied to EFSA for evaluation of their super-clean processes did receive a positive opinion from EFSA and this could be understood as an over-conservatism implicit in the EFSA approach.
A similar conservatism is in the exposure scenario defined by EFSA for meat trays. EFSA set a safe migration level of 0.15 µg/L (i.e., 0.15 µg/kg in meat) with toddlers as the worst-case consumer group for the application of post-consumer PET in meat trays [
41]. To meet this exposure scenario, a toddler with 10 kg body weight would need to eat a portion of 833 g meat per day from a tray made of 100% PET recyclate. This appears to be fully unrealistic and far away from any meat consumption patterns of toddlers. It would be more realistic assuming a consumption of 200 g of meat for a toddler per day, which still includes a degree of over-estimation. This will then decrease the minimum cleaning efficiencies of PET recycling processes by a factor of about 4.2, and will increase the maximum allowable migration to 0.625 µg/kg under otherwise unchanged conditions. It is interesting to note the related consequences: the maximum allowable concentration in PCR PET (c
mod) for the smallest model contaminant (toluene, molecular weight of 92 g/mol) would be 4.49 mg/kg instead of 1.08 mg/kg used for the evaluation by EFSA [
41]. If so, the maximum allowable input concentration of 4.49 mg/kg is higher than the usual worst-case default value of 3 mg/kg for the input contamination level [
9]. In practical terms, this would mean that the minimum cleaning efficiency of the super-clean recycling process is zero, and washed flakes without any other super-clean recycling steps could be used for the production of such meat trays without compromising the consumer safety. By applying a more realistic exposure scenario of 200 g, instead of 833 g meat per day for a toddler, will change the necessary minimum cleaning efficiency of 64.1% for the model substance toluene [
41] to 0%. This example shows that a factor of 4.2 has a tremendous influence on the evaluation of post-consumer recyclates in PET trays. As a consequence, realistic exposure scenarios are needed for the evaluation of the risk for the consumers and would be helpful in sense of circular economy.
7.3. Genotoxic Substances in the Input Material
Genotoxic substances are considered to be the most critical substances potentially present in the input for recycling processes. If these genotoxic substances could be excluded in the input materials of recycling processes, the safety assessment could be based on contaminants with toxicity according to Cramer class III [
40]. Compared to 0.0025 µg per kg b.w. per day as applied by EFSA for genotoxic substances, this would increase the tolerable exposure by a factor of 600 and result in an exposure of 1.5 µg per kg b.w. per day. A factor of 600 would change the whole evaluation scheme for recyclates in FCM dramatically. The meat tray example above showed that a factor of 4.2 already reduces the needed minimum cleaning efficiency of the recycling process from 64% to 0%. However, it will be hard to show that genotoxic substances are not detectable anymore in the input material of recycling processes.
From pre-cautionary reasons, EFSA assumes that all (!) post-consumer substances in the input material of a super-clean recycling process are potentially genotoxic. Considering the default input contamination of 3 mg/kg PET, this means that 1 kg of washed post-consumer PET flakes contains 3 mg of a genotoxic substance. Strictly speaking, this could also be 5 or 10 substances, each at 3 mg/kg, in total, then, 15 or 30 mg per kg PET. This seems an unrealistically high concentration. In addition, “genotoxic compounds are generally not allowed to be placed on the market in consumer products and therefore contamination of the post-consumer PET with genotoxic compounds, if any, is expected to be sporadic” [
9,
31]. In addition, the results of the “Recyclability” Project [
14,
38] show that the major fraction of PCR substances consists of well-known flavor compounds from soft drinks (limonene). In this project, genotoxic compounds have not been found in washed post-consumer PET flakes (before super-cleaning) at all. The detection limits ranged from 0.1 mg/kg for volatiles up to 0.5 mg/kg for low volatile substances. Consequently, there is a certain problem: the basis of this default input contamination of 3 mg/kg, as applied by EFSA, goes back to the findings of the “Recyclability” Project, but this project did not report the finding of any genotoxic compounds in the input streams of PET recycling processes at concentrations above the detection limits (0.1 mg/kg to 0.5 mg/kg). Therefore, a worst-case concentration for potentially genotoxic substances should rather be set at 0.5 mg/kg, which would change the safety assessment by a factor of six with the consequences as mentioned above.
As a complementary note, to the best of our knowledge no findings of genotoxic substances in PCR PET materials and no misuse cases of PET bottles by consumers have been published up to now. So, there is no substantiated evidence available that genotoxic substances could be present in the input at levels higher than the detection limits of 0.1 mg/kg to 0.5 mg/kg. EFSA themselves concluded, that “some structural groups were identified to be of such high potency that dietary exposure even below this threshold level would be associated with a high probability of a significant carcinogenic risk. These high potency genotoxic carcinogens comprise aflatoxin-like-, N-nitroso-, and azoxy-compounds. However, none of these high potency genotoxic carcinogens are likely to be available to consumers and be stored in PET containers after their use in contact with food” [
9]. The statement of EFSA was based on two scientific publications that are cited by EFSA in this context [
45,
46]. The presence of critical substances in recyclates cannot be fully excluded, however, if any, then only “sporadically”, and only in trace amounts considerably lower than the 3 mg/kg default value set by EFSA for PET bottle flakes. From a chemistry point of view, one could consider that genotoxicity is often associated with functional chemical groups in a molecule. If such reactive functional groups were present in the input stream of PET recycling processes, they most likely would react during the recycling process at high temperatures up to 280 °C in the PET re-extrusion process. Due to such a kind of chemical detoxification effect, the migration potential of genotoxic contaminants from recycled PET, if any, is most likely significantly decreased.
In this context, it is interesting to note that if only 2.66% of the 3 mg/kg set by EFSA as the default input contamination value would be considered as genotoxic compounds, then this would translate to an input concentration of 0.0798 mg/kg for genotoxic substances in post-consumer PET (instead of 3 mg/kg). This gains a factor of 37 in the minimum cleaning efficiency of the super-clean process. As a consequence, the minimum cleaning efficiency of the PET bottle-to-bottle process at 100% recyclate content would be reduced to zero. This is calculated according to the EFSA protocol for the surrogate “toluene” with the lowest molecular weight, and therefore the highest diffusivity. For the other surrogates, the maximum allowable concentration for genotoxic substances without a cleaning efficiency would be even higher at 0.945 mg/kg (chlorobenzene), 0.133 mg/kg (phenyl cyclohexane), 0.154 mg/kg (benzophenone), and 0.300 mg/kg (methyl stearate).
Figure 9 shows for different PCR PET applications, the correlation of the maximum input concentrations for genotoxic substances in washed flakes for which no cleaning efficiency would be needed, and the molecular weight of contaminants without any other changes made in the EFSA evaluation criteria published by EFSA in 2011 [
9]. It is interesting to see that the above-mentioned maximum input concentrations are in the same concentration range of the detection limits (0.1 mg/kg to 0.5 mg/kg) reported in [
14] for the detection of post-consumer substances in PCR PET flakes.
As a conclusion, genotoxic substances are most likely not present as a qualitative and quantitative constant in the input stream of recycling processes. The scenario taken by EFSA that genotoxic substances are always present at the default value of 3 mg/kg in the input stream is extremely conservative and most likely fully unrealistic. Revision of this scenario, as mentioned above, would open a way for significant and sizable consequences for the safety assessment without compromising the consumer safety.
7.4. Prediction Model
The migration prediction model used by EFSA constitutes another conservatism. It is well-known that the underlying A
P model for the prediction of the diffusion coefficients in PET highly over-estimates the migration, especially for larger molecules [
47]. More realistic prediction models have been developed and are published in the scientific literature for PET [
48] and PS [
42]. These more realistic prediction models for diffusion coefficients in PET and PS are based on experimentally determined activation energies of diffusion in the polymers. This results in only slightly over-estimation diffusion coefficients, independent of the size or molecular weight of a substance [
49].
The use of highly over-estimation prediction models of the diffusion coefficients cause, in the back calculations of acceptable migration values, too severe values for c
mod and too high requirements concerning the needed minimum cleaning efficiencies. EFSA appreciated this over-estimation with a factor of five for PET evaluation and a factor of two for HDPE. This, of course, is realistic only for small molecules like toluene or chlorobenzene [
50]. For higher molecular weight substances like benzophenone (182 g/mol) the over-estimation factor is approximately 66. A fictitious contaminant with a molecular weight of 300 g/mol results in an over-estimation factor of approximately 350 compared to the current A
P prediction model used by EFSA [
47]. These much higher over-estimation factors, compared to the A
P prediction model applied by EFSA, give significant additional safety factors in the evaluation. The comparison between both prediction models is shown in
Figure 10. The underlying storage conditions and food consumption are given in
Table 1. The calculated minimum cleaning efficiencies based on the realistic prediction model [
48] (dashed lines in
Figure 10) show a much steeper decline compared to the A
P model [
35] (solid lines in
Figure 10). It is interesting to note that for molecules with a molecular weight of approximately 250 g/mol, no cleaning efficiency of the super-clean process is need when the realistic prediction model is applied in the mineral water scenario from
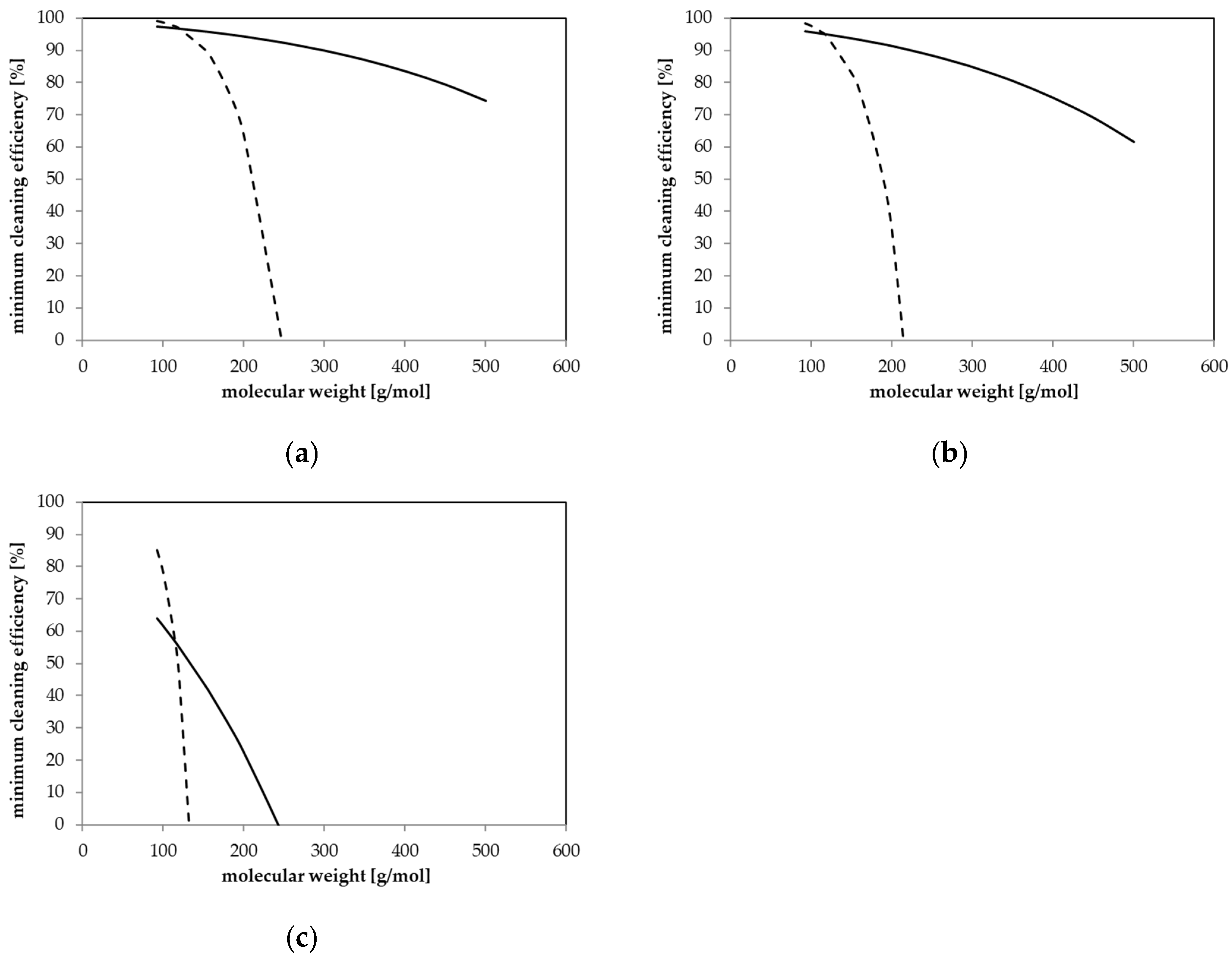
Table 1, with a migration limit of 0.10 µg/L after storage for 365 d at 25 °C. Regarding the tray applications, no cleaning efficiency is necessary for substances with molecular weights above of approx. 220 g/mol (migration limit 0.15 µg/L, 365 d at 25 °C) and above of approximately 130 g/mol for meat trays (migration limit 0.15 µg/L, 10 d at 20 °C), respectively. All other assumptions of the EFSA evaluation criteria are not changed within these calculations. This means, for example, that the whole input of post-consumer substances are genotoxic compounds with an initial concentration of 3 mg/kg of genotoxic substances.
Figure 10 clearly shows that the migration calculations have a huge influence on the calculation of the minimum cleaning efficiencies and, therefore, on the safety evaluation of recycling process. It is important to note that for the realistic prediction model for the diffusion coefficients, the over-estimative factor is still 9.2 on average (median 7.7) for 263 experimentally determined diffusion coefficients [
49].
More realistic prediction models are also available for GPPS and HIPS [
42], and they will change the minimum cleaning efficiency for recyclate applications as discussed in
Section 6.3, in a similar manner compared to the much more over-estimative A
P prediction model. Unfortunately, more realistic prediction models are not available for polyolefins, which means that the safety evaluation of polyolefin recycling still processes the A
P prediction model that needs to be applied. However, due to the fact that for high diffusive polymers like polyolefins, the influence on the molecular weight on the diffusion coefficients is most probably much lower, so that a more realistic prediction model will not bring such drastic effects as shown for PET in
Figure 10.
8. Conclusions
The EFSA evaluation of post-consumer plastics in direct food contact is based on an exposure evaluation of the consumer with post-consumer substances. The authority has published their evaluation criteria for PET and HDPE, which makes the evaluation process transparent. In addition, the evaluation principles can also be applied for other polymers or recyclate applications. Therefore, such applications can be pre-assessed by proceeding analogously to the EFSA evaluation criteria for PET and HDPE in order to get an impression whether such polymers and applications might be possible candidates for recycling back into packaging applications. However, it should be noted that the final assessment, whether the recycling process complies with the conditions laid down in Article 4 of EU Regulation 282/2008, is in the hands of EFSA.
The EFSA evaluation is mainly based on three main parameters: (i) concentrations contaminants in the post-consumer input materials, (ii) cleaning efficiency of the super-clean recycling process, and (iii) exposure to customers. All three modules are treated in a worst-case scenario, which gives individual safety factors for each parameter. In addition, all side assumptions such as storage time or the applied migration prediction model were also treated in a worst-case scenario, which gives additional safety factors. Applying worst-case considerations is a usual procedure in the safety evaluation of FCMs. However, when evaluating post-consumer recyclates in FCMs, several individual steps are evaluated. All these steps give individual safety factors, and the multiplication of all these individual safety factors gives an overall safety factor for the investigated recyclate application. At the end, this procedure leads to a huge over-conservatism in the food safety evaluation. For example, assuming that each of the three modules has a safety factor of two, the overall safety factor is eight. Assuming an individual safety factor of 10, the overall safety factor is 1000. These hypothetic examples clearly show that worst-case assumptions on each step of the evaluation leads to an extremely conservative evaluation of the overall process. As a result of this procedure, EFSA is applying extremely conservative evaluation criteria for recycled PET in bottles and trays and also for HDPE milk bottles.
For a less conservative safety evaluation, the main criteria should be considered in a more realistic, but still conservative approach. In addition, one should consider whether all parameters really have to represent the worst-case scenario. The following criteria should be re-evaluated in a more realistic approach:
The contamination level of the input materials for recycling processes is a deciding factor in the evaluation of post-consumer recyclates in FCMs and should be determined realistically.
Realistic exposure scenarios are needed for the evaluation of the risk for the consumers. The average recyclate amount in an application should be taken into account in the exposure scenario instead of 100%.
Genotoxic substances are most likely not present as a qualitative and quantitative constant in the input stream of recycling processes. A realistic concentration of potential genotoxic compounds should be taken into account instead of considering of 100% of the unknown substances as genotoxic compounds.
Realistic diffusion coefficient prediction models should be used for the migration estimation and the in the exposure evaluation.
Considering the above-mentioned recommendations, or even parts of it, would be helpful in sense of circular economy, and will make a lot more recyclate applications possible. However, for PET as a low diffusive polymer, the extremely conservative approach of EFSA is not really a problem. The migration of post-consumer substances, even under worst-case conditions, is still below the threshold limit 0.1 µg/L set by EFSA as conservative threshold limit for the migration of genotoxic compounds at the end of shelf life for a mineral water bottle made of 100% recyclate. For high diffusive polymers like HDPE or polyolefins, in general, however, the conservative approach of EFSA prevents the use of these recyclates in contact with foodstuffs. By analogy, it can be concluded that new applications for recyclates can only be implemented with low diffusive polymers like PLA and PS. For high diffusive polymers like polyolefins, if at all, only short-term contact use applications, and/or cold chain conditions, might be possible. This then has very limited possibilities for the application of post-consumer recycles in packaging applications.
When considering the conservative evaluation approach of EFSA for polymers, it is interesting to note that post-consumer P&B in food contact was discussed with a threshold limit of 0.5 mg/kg when recycled P&B is applied on packaging materials. This value also includes potential genotoxic substances like MOAH. Compared to that, HDPE is evaluated by EFSA with a threshold limit of 0.06 µg/L, which is a factor of 8333 lower as the threshold concentration limit for recycled P&B in food contact. Vice versa, a HDPE super-clean recycling process needs, by the same factor, higher cleaning efficiency compared to a P&B recycling process. This is a huge effort for the recycling companies as well as for the recycling machinery manufacturers.
The results of this review clearly show that a slight reduction in over-conservatism leads to huge effects in the safety evaluation of the recyclate containing FCM. For example, a factor of 2 or 10 less severe criteria, e.g., in the food consumption, will respectively lead to a 50% and 90% lower minimum cleaning efficiency of the applied super-clean recycling process. Such a reduction in over-conservatism has a huge effect on the evaluation of possible applications for post-consumer recyclates and as a consequence, also on possible applications for post-consumer recycled polymers in FCMs. However, consumer protection must be ensured in any case, and recyclates in direct contact with food must be safe. However, if every detail of the assessment is assigned as worst-case, with consequently high individual safety factors, the application of post-consumer recyclates in packaging materials will no longer be possible in the end for high diffusive polymers. Slightly less conservative and more realistic evaluation approaches will enable a huge boost in applications without any safety concerns for the consumer.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}