

Investigation of Physical and Mechanical Properties of Cement Mortar Incorporating Waste Cotton Fibres



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mix Design
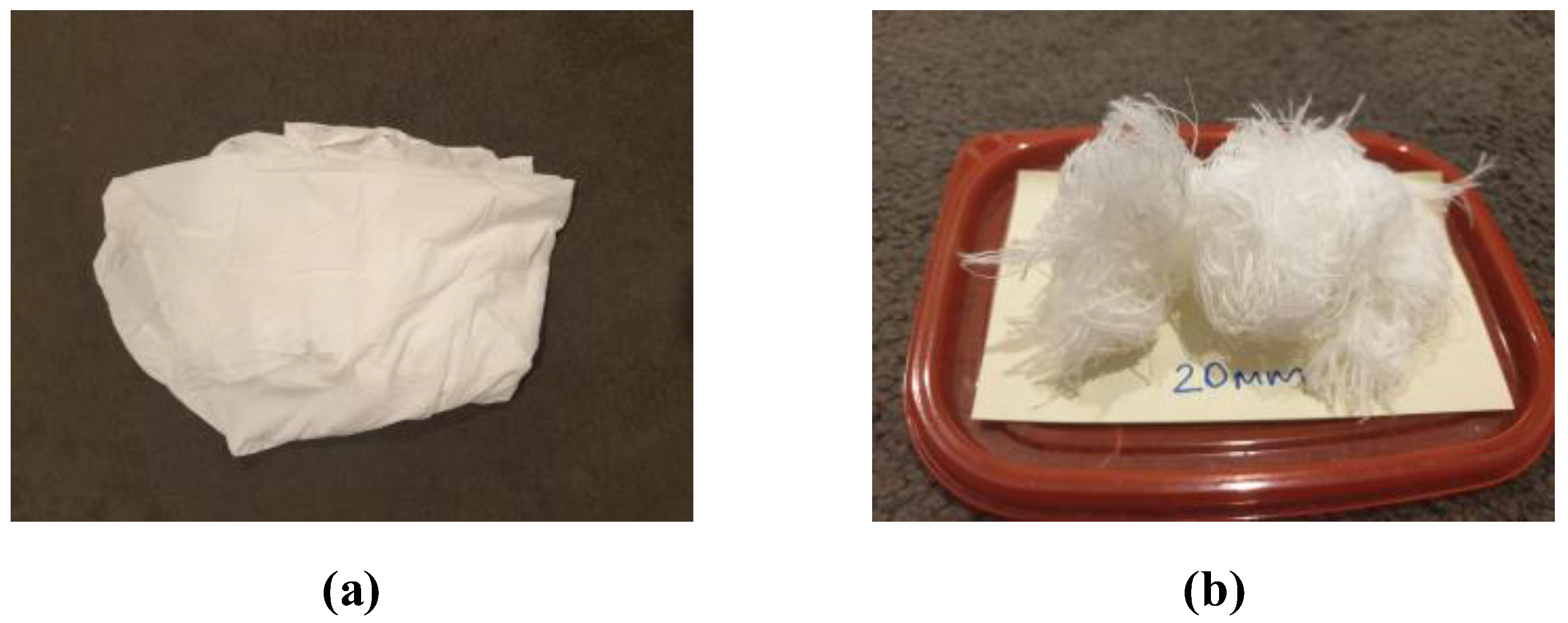
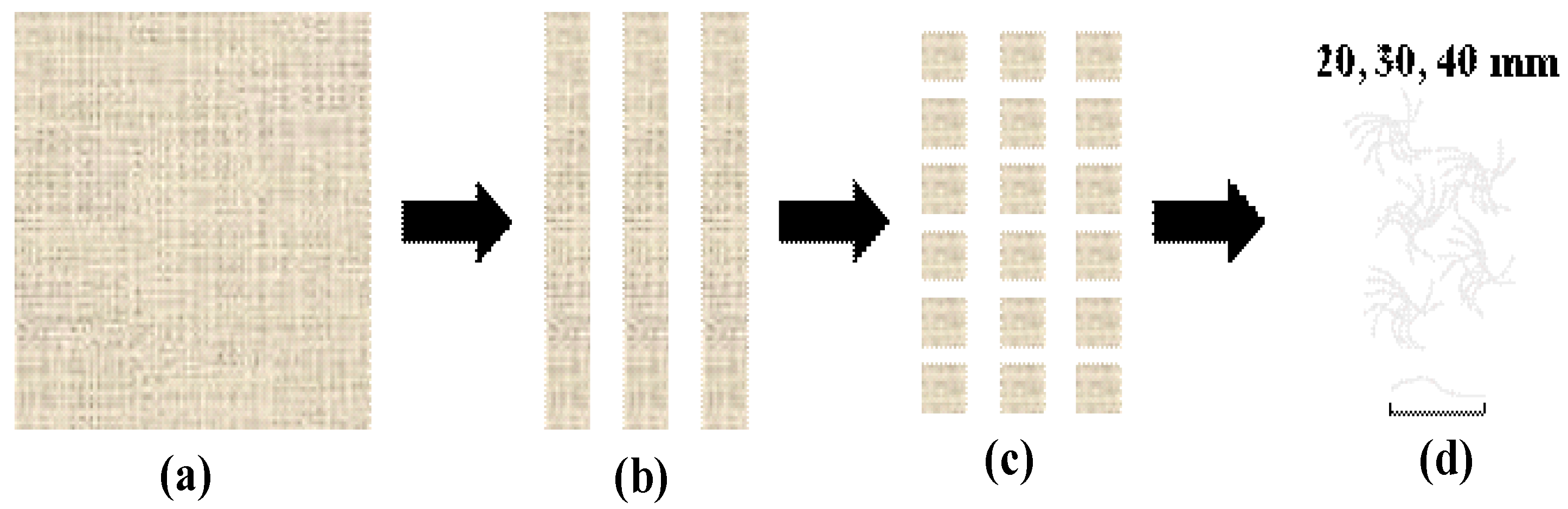
2.3. Preparation of Samples
2.4. Physical and Mechanical Testing
2.4.1. Water Absorption of Cotton Fibres
2.4.2. Workability and Density
2.4.3. Mechanical Tests
2.4.4. Water Absorption
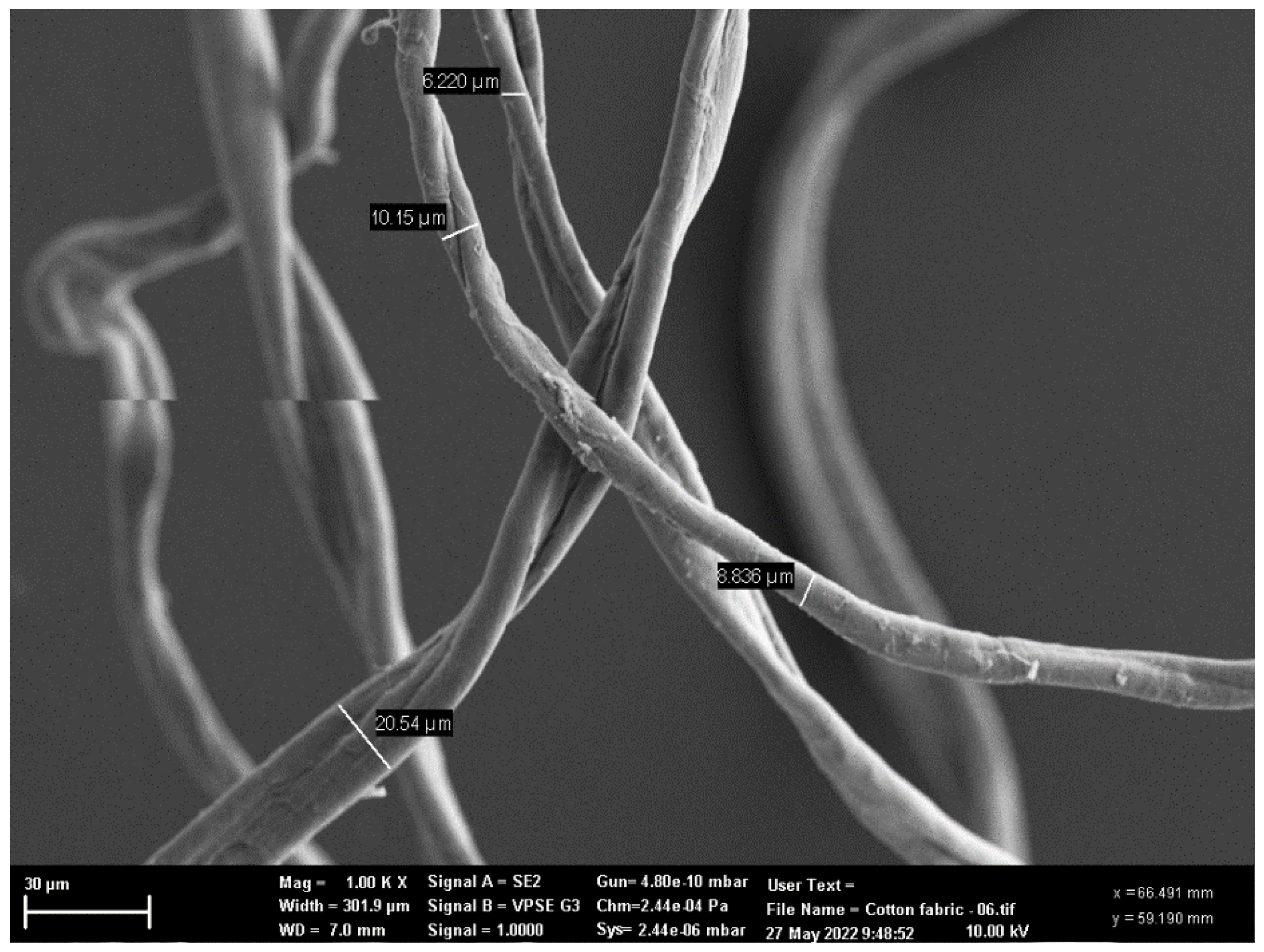
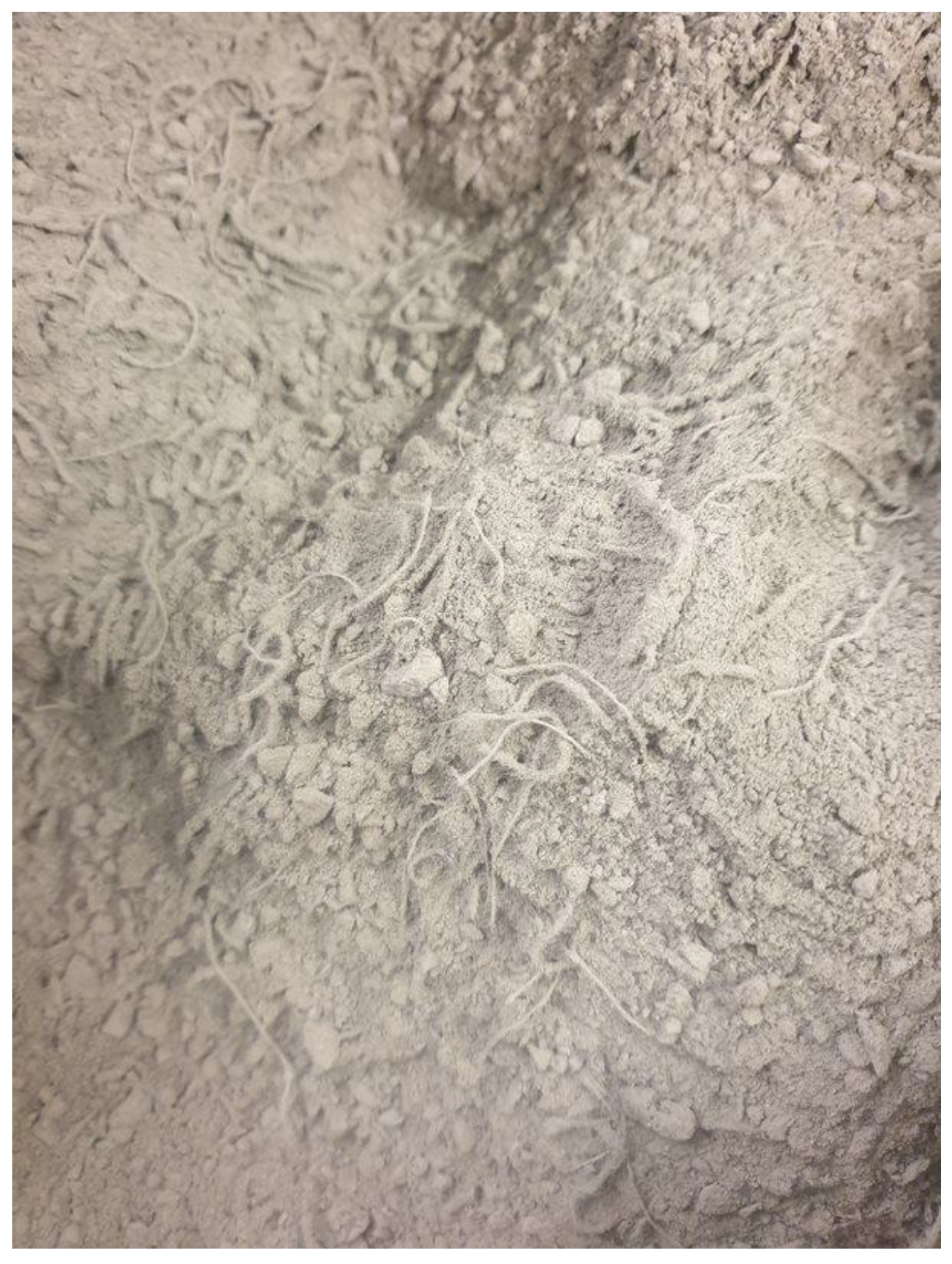
2.4.5. Scanning Electron Microscopy (SEM) Analysis
3. Results and Discussion
3.1. Water Absorption of Cotton Fibres
3.2. Workability
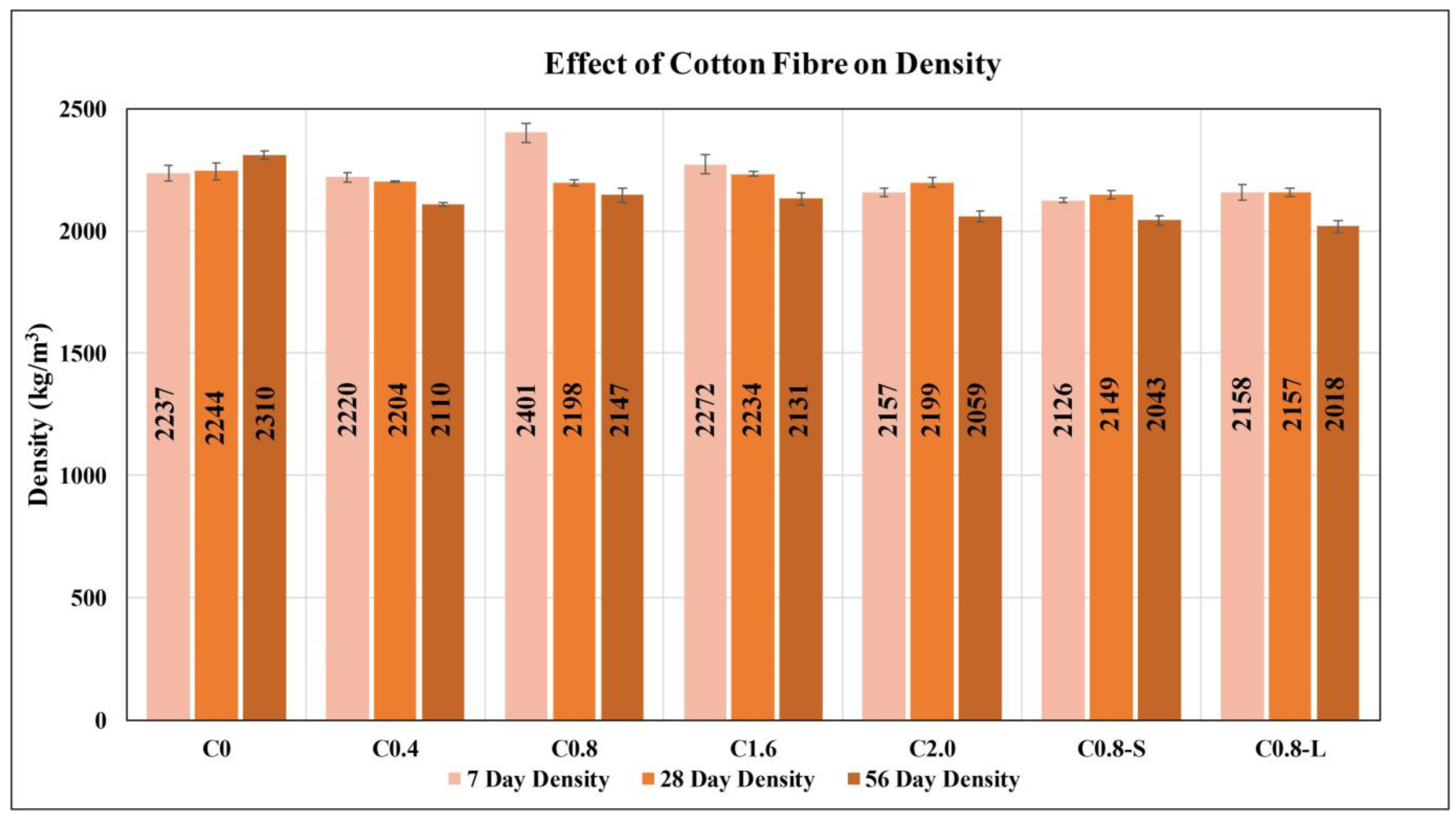
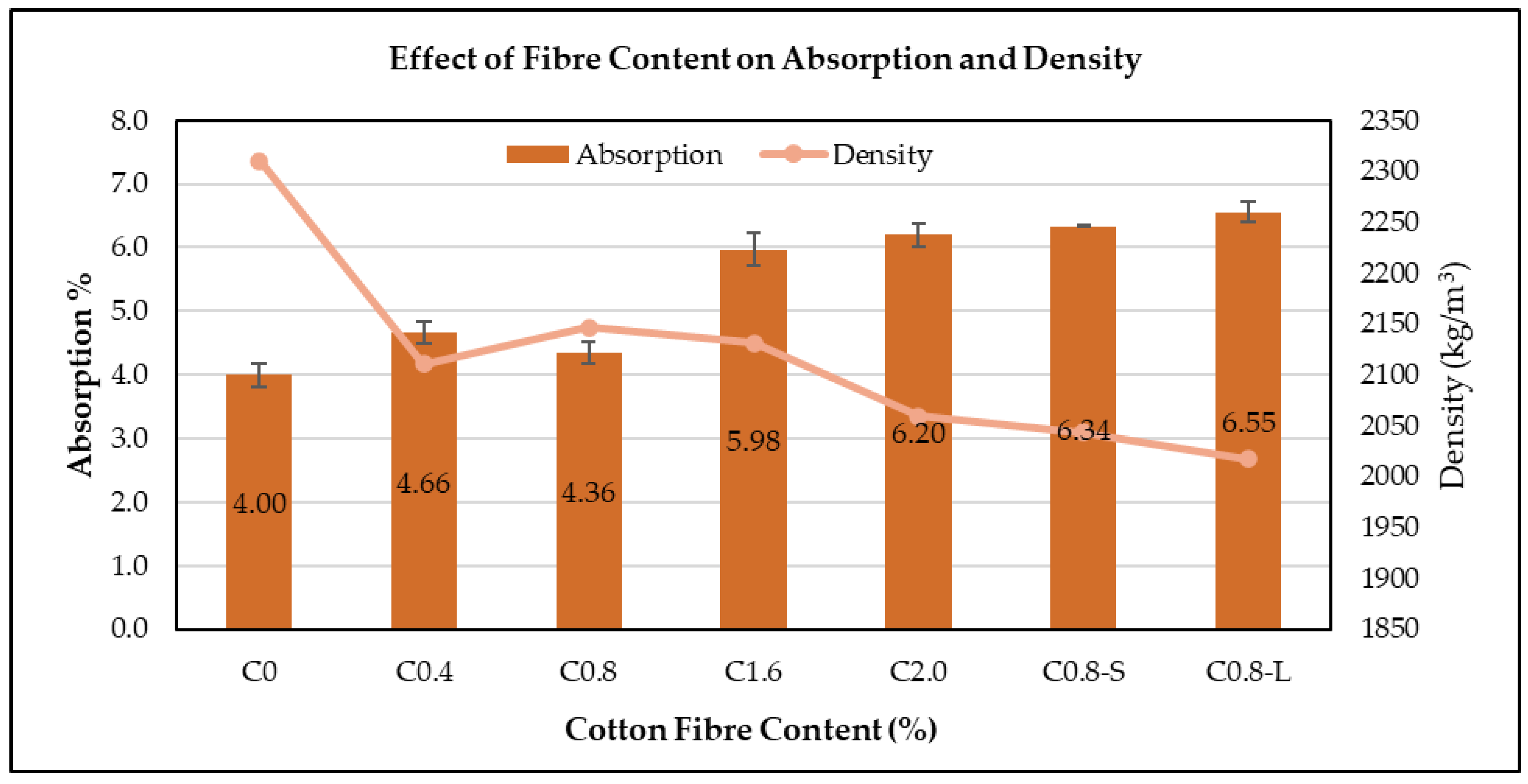
3.3. Density
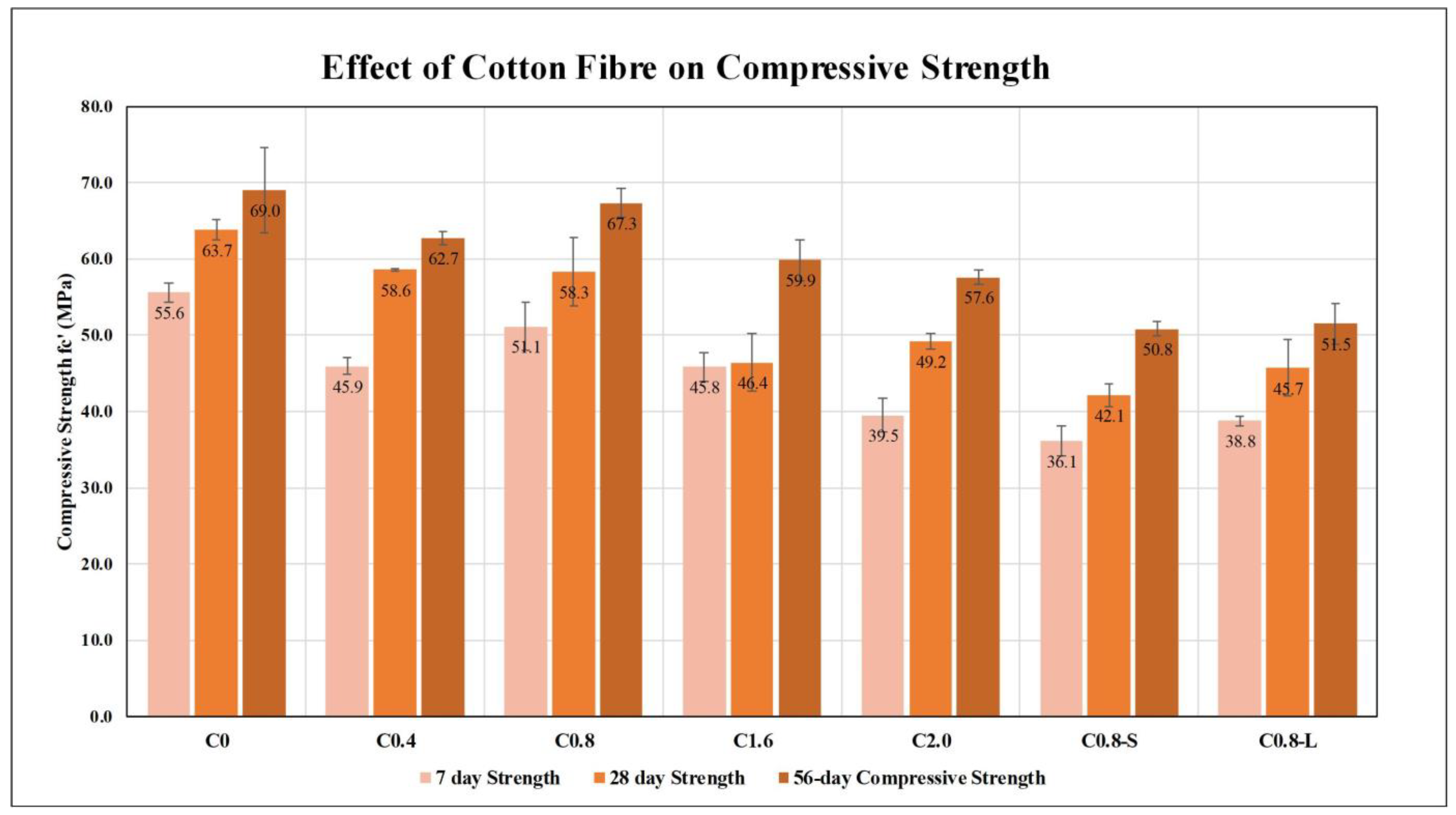
3.4. Compressive Strength
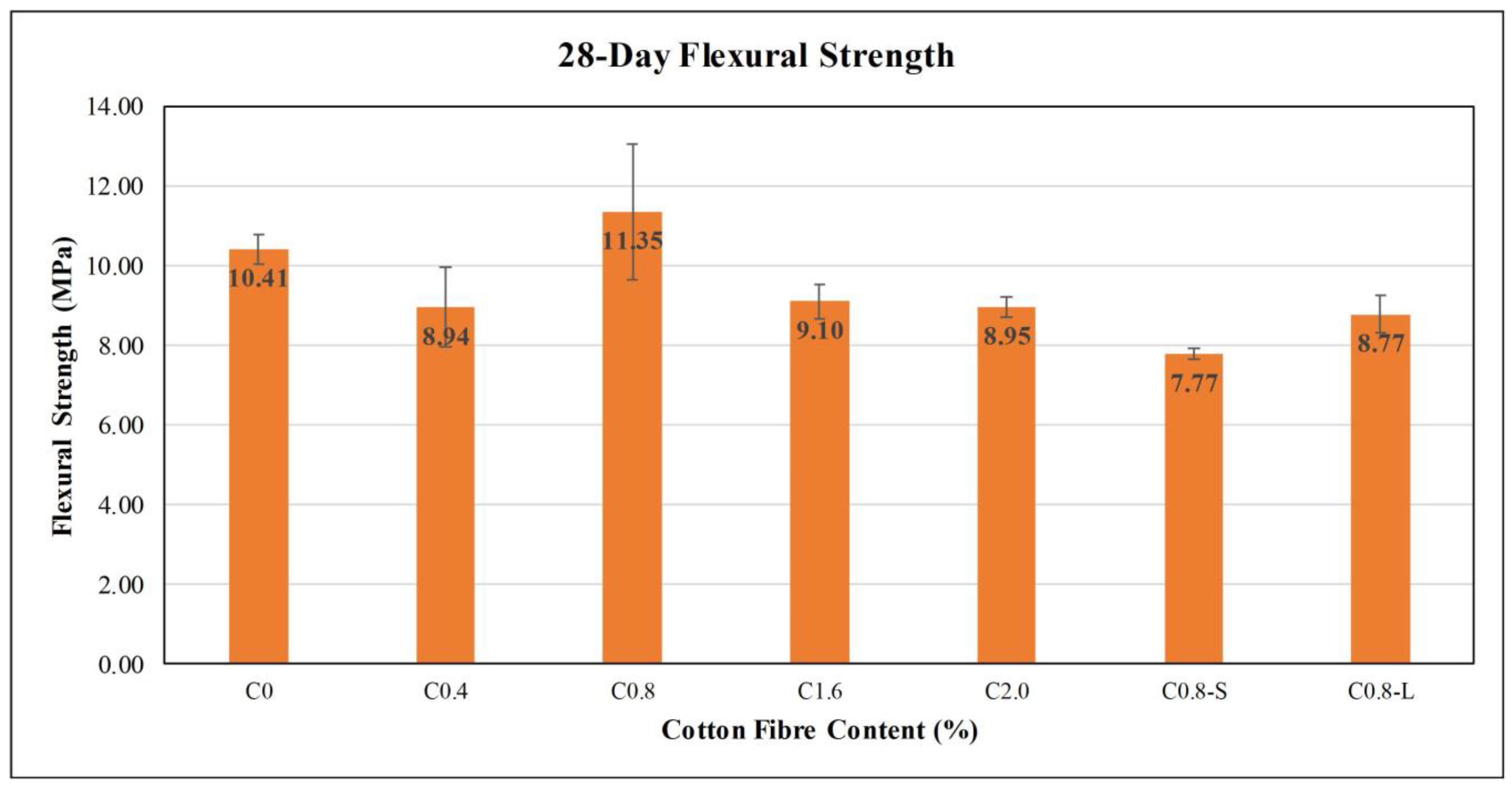
3.5. Flexural Strength
3.6. Water Absorption
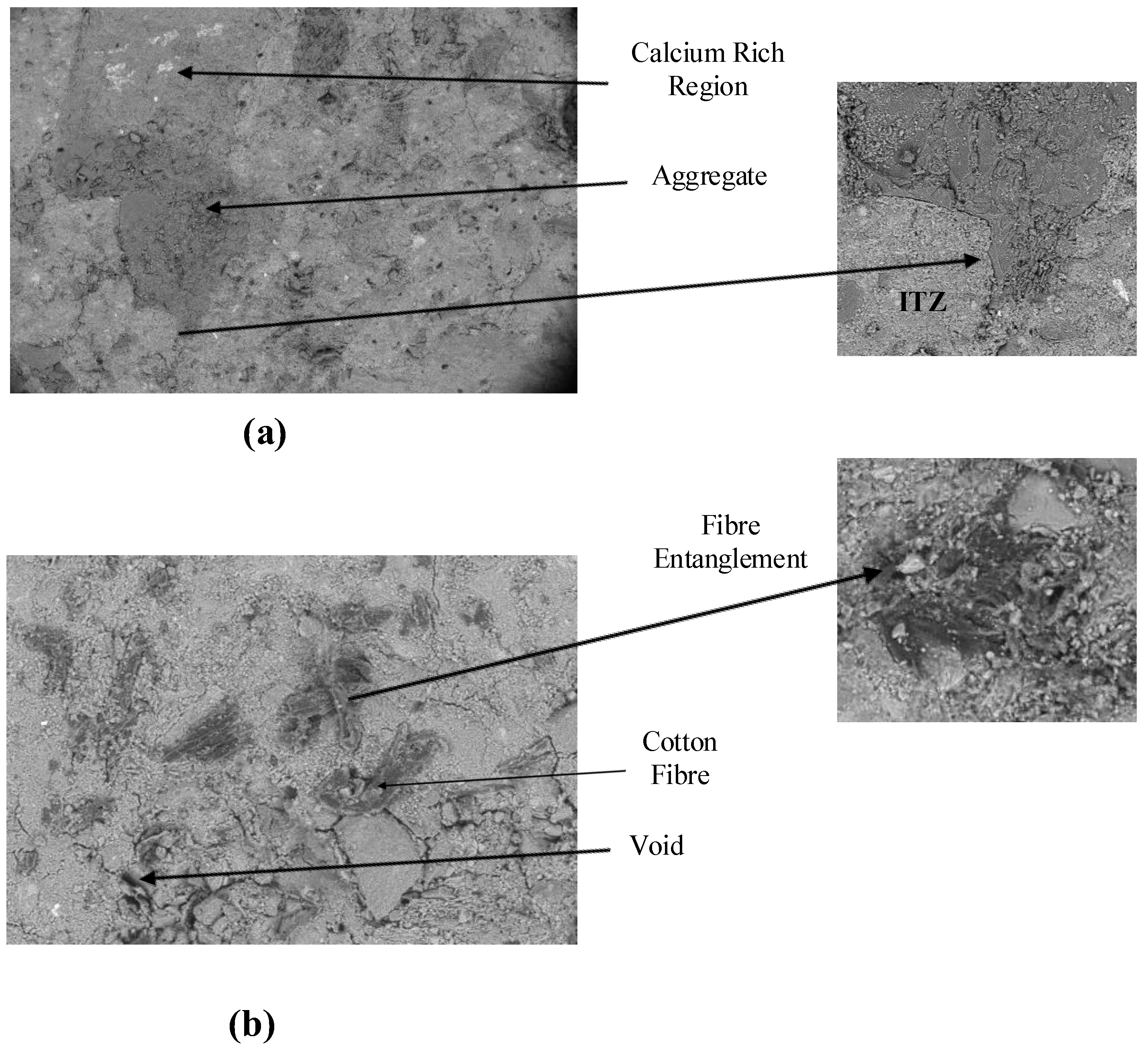
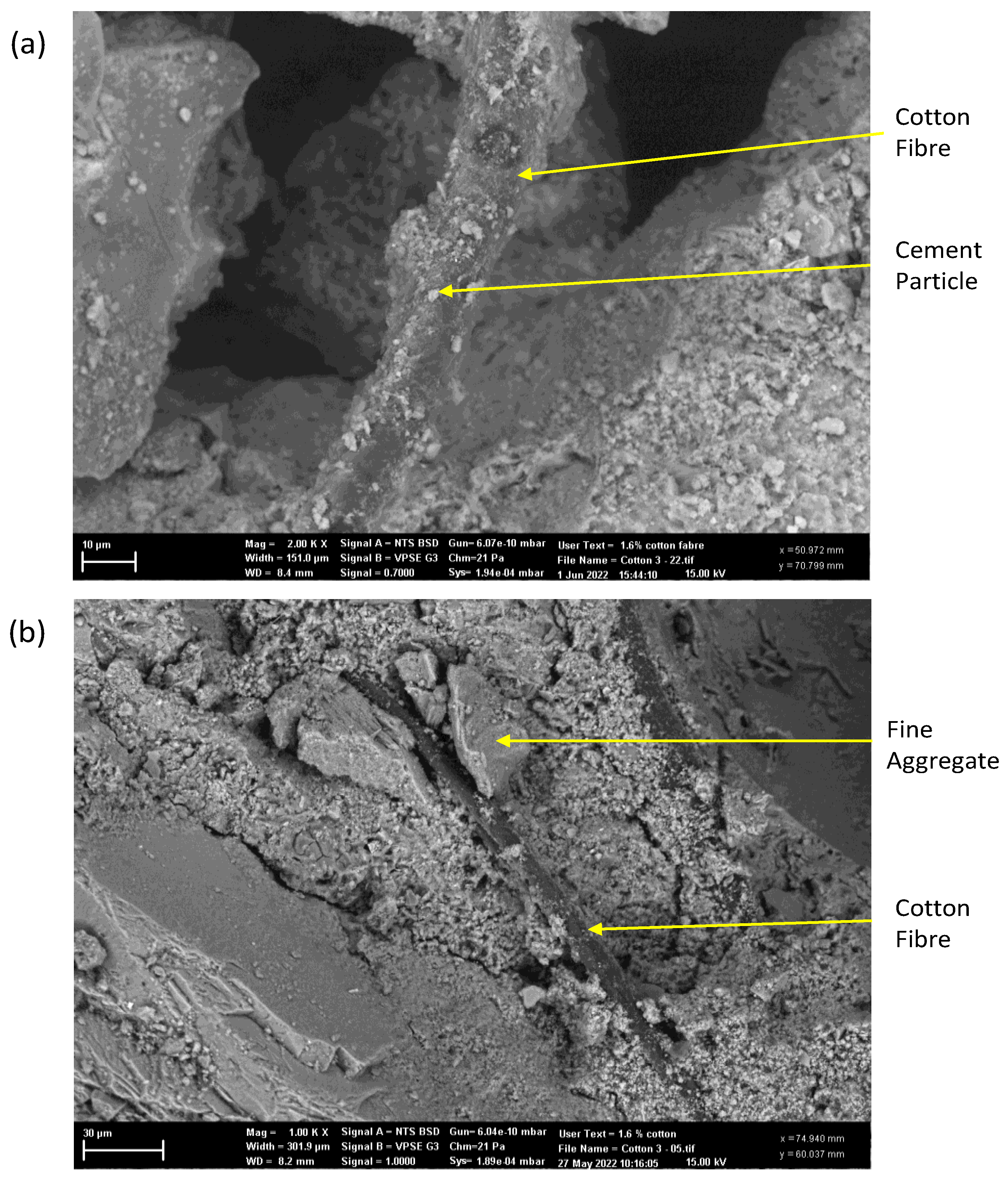
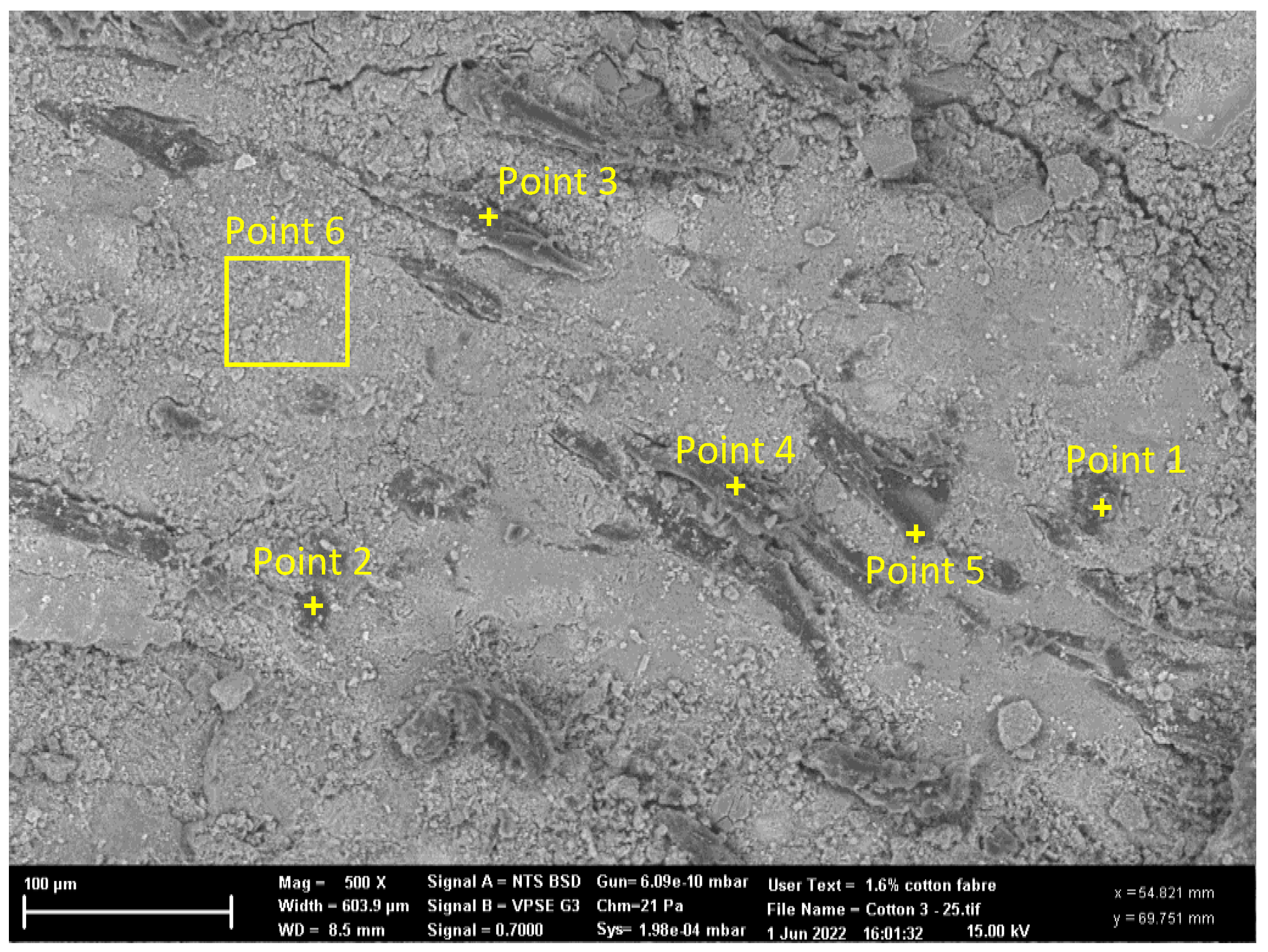
3.7. Scanning Electron Microscopy (SEM) Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Department of Climate Change, Energy, the Environment and Water. Clothing Textiles. Available online: https://www.dcceew.gov.au/environment/protection/waste/product-stewardship/textile-waste-roundtable (accessed on 6 June 2022).
- Roth, G. Australian Grown Cotton Sustainability Report; Cotton Australia: Mascot, NSW, Australia, 2014. [Google Scholar]
- Taylor, L. Tackling Australia’s Textile Waste. Available online: https://www.planetark.org/newsroom/news/tackling-australias-textile-waste (accessed on 10 June 2022).
- Dadkhah, M.; Tulliani, J.-M. Damage Management of Concrete Structures with Engineered Cementitious Materials and Natural Fibers: A Review of Potential Uses. Sustainability 2022, 14, 3917. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Huang, L.; Kasal, B. Effect of alkali treatment on microstructure and mechanical properties of coir fibres, coir fibre reinforced-polymer composites and reinforced-cementitious composites. Constr. Build. Mater. 2016, 112, 168–182. [Google Scholar] [CrossRef]
- Brahami, Y.; Saeidi, A.; Fiset, M.; Ba, K. The Effects of the Type and Quantity of Recycled Materials on Physical and Mechanical Properties of Concrete and Mortar: A Review. Sustainability 2022, 14, 14752. [Google Scholar] [CrossRef]
- Francioso, V.; Lopez-Arias, M.; Moro, C.; Jung, N.; Velay-Lizancos, M. Impact of Curing Temperature on the Life Cycle Assessment of Sugarcane Bagasse Ash as a Partial Replacement of Cement in Mortars. Sustainability 2023, 15, 142. [Google Scholar] [CrossRef]
- Saleh, H.; Eskander, S.; Fahmy, H. Mortar composite based on wet oxidative degraded cellulosic spinney waste fibers. Int. J. Environ. Sci. Technol. 2014, 11, 1297–1304. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Yan, L.; Kasal, B.; Huang, L. A review of recent research on the use of cellulosic fibres, their fibre fabric reinforced cementitious, geo-polymer and polymer composites in civil engineering. Compos. Part B Eng. 2016, 92, 94–132. [Google Scholar] [CrossRef]
- Nilsson, J.; Sargenius, P. Effect of Microfibrillar Cellulose on Concrete Equivalent Mortar Fresh and Hardened Properties. 2011. Available online: https://www.semanticscholar.org/paper/Effect-of-microfibrillar-cellulose-on-concrete-and-Nilsson-Sargenius/1ae7b6346824fd2bf9beff82a22d46e013e5a373 (accessed on 4 June 2022).
- Peña-Pichardo, P.; Martínez-Barrera, G.; Martínez-López, M.; Ureña-Núñez, F.; dos Reis, J.M.L. Recovery of cotton fibers from waste Blue-Jeans and its use in polyester concrete. Constr. Build. Mater. 2018, 177, 409–416. [Google Scholar] [CrossRef]
- Jiang, P.; Chen, Y.; Wang, W.; Yang, J.; Wang, H.; Li, N.; Wang, W. Flexural behavior evaluation and energy dissipation mechanisms of modified iron tailings powder incorporating cement and fibers subjected to freeze-thaw cycles. J. Clean. Prod. 2022, 351, 131527. [Google Scholar] [CrossRef]
- Kesikidou, F.; Stefanidou, M. Natural fiber-reinforced mortars. J. Build. Eng. 2019, 25, 100786. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Banthia, N. Plant-based natural fibre reinforced cement composites: A review. Cem. Concr. Compos. 2016, 68, 96–108. [Google Scholar] [CrossRef]
- Eskander, S.; Saleh, H. Cement mortar-degraded spinney waste composite as a matrix for immobilizing some low and intermediate level radioactive wastes: Consistency under frost attack. J. Nucl. Mater. 2012, 420, 491–496. [Google Scholar] [CrossRef]
- Edmunds, R.; Wadee, M.A. On kink banding in individual PPTA fibres. Compos. Sci. Technol. 2005, 65, 1284–1298. [Google Scholar] [CrossRef]
- Claramunt, J.; Ventura, H.; Fernández-Carrasco, L.J.; Ardanuy, M. Tensile and flexural properties of cement composites reinforced with flax nonwoven fabrics. Materials 2017, 10, 215. [Google Scholar] [CrossRef]
- Selvaraj, R.; Priyanka, R. Study on recycled waste cloth in concrete. Int. J. Eng. Res 2015, 4, 891–895. [Google Scholar] [CrossRef]
- Alomayri, T.; Shaikh, F.; Low, I.M. Thermal and mechanical properties of cotton fabric-reinforced geopolymer composites. J. Mater. Sci. 2013, 48, 6746–6752. [Google Scholar] [CrossRef]
- Affan, M.; Ali, M. Experimental investigation on mechanical properties of jute fiber reinforced concrete under freeze-thaw conditions for pavement applications. Constr. Build. Mater. 2022, 323, 126599. [Google Scholar] [CrossRef]
- Candamano, S.; Crea, F.; Coppola, L.; De Luca, P.; Coffetti, D. Influence of acrylic latex and pre-treated hemp fibers on cement based mortar properties. Constr. Build. Mater. 2021, 273, 121720. [Google Scholar] [CrossRef]
- Zhou, C.; Cai, L.; Chen, Z.; Li, J. Effect of kenaf fiber on mechanical properties of high-strength cement composites. Constr. Build. Mater. 2020, 263, 121007. [Google Scholar] [CrossRef]
- Rahimi, M.; Hisseine, O.A.; Tagnit-Hamou, A. Effectiveness of treated flax fibers in improving the early age behavior of high-performance concrete. J. Build. Eng. 2022, 45, 103448. [Google Scholar] [CrossRef]
- AS3972-2010; General Purpose and Blended Cements. Standards Australia: Sydney, Australia, 2010.
- Solutions, M.B. MasterGlenium SKY 8100. Available online: https://www.master-builders-solutions.com/en-au/products/mastergleniumsky/masterglenium-sky-8100 (accessed on 20 June 2022).
- Islam, M.S.; Ahmed, S.J. Influence of jute fiber on concrete properties. Constr. Build. Mater. 2018, 189, 768–776. [Google Scholar] [CrossRef]
- AS2350.12-2006; Methods of Testing Portland, Blended and Masonry Cements Preparation of a Standard Mortar and Moulding of Specimens. Standards Australia: Sydney, Australia, 2006.
- ASTMC1437; Standard Test Method for Flow of Hydraulic Cement Mortar. American Society of Testing Materials: West Conshohocken, PA, USA, 2020.
- AS1012.12.1-1998; Methods of Testing Concrete Determination of Mass per Unit Volume of Hardened Concrete—Rapid Measuring Method. Standards Australia: Sydney, Australia, 1998.
- AS1012.9:2014; Methods of Testing Concrete Compressive Strength Tests—Concrete, Mortar and Grout Specimens. Standards Australia: Sydney, Australia, 2014.
- ASTMC348; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. ASTM: West Conshohocken, PA, USA, 2021.
- AS1012.21-1999; Methods of Testing Concrete Determination of Water Absorption and Apparent Volume of Permeable Voids in Hardened Concrete. Standards Australia: Sydney, Australia, 1999.
- Zhang, K.; Pan, L.; Li, J.; Lin, C.; Cao, Y.; Xu, N.; Pang, S. How does adsorption behavior of polycarboxylate superplasticizer effect rheology and flowability of cement paste with polypropylene fiber? Cem. Concr. Compos. 2019, 95, 228–236. [Google Scholar] [CrossRef]
- Banfill, P.; Starrs, G.; Derruau, G.; McCarter, W.; Chrisp, T. Rheology of low carbon fibre content reinforced cement mortar. Cem. Concr. Compos. 2006, 28, 773–780. [Google Scholar] [CrossRef]
- Zhang, L.; Miao, X.; Kong, X.; Zhou, S. Retardation effect of PCE superplasticizers with different architectures and their impacts on early strength of cement mortar. Cem. Concr. Compos. 2019, 104, 103369. [Google Scholar] [CrossRef]
- Wydra, M.; Dolny, P.; Sadowski, G.; Fangrat, J. Flexural behaviour of cementitious mortars with the addition of basalt fibres. Materials 2021, 14, 1334. [Google Scholar] [CrossRef]
- Vailati, M.; Mercuri, M.; Angiolilli, M.; Gregori, A. Natural-fibrous lime-based mortar for the rapid retrofitting of heritage masonry buildings. Fibers 2021, 9, 68. [Google Scholar] [CrossRef]
- Kubica, J.; Galman, I. Investigations on flexural and compressive strengths of mortar dedicated to clinker units—Influence of mixing water content and curing time. Materials 2022, 15, 347. [Google Scholar] [CrossRef]
- Ozerkan, N.G.; Ahsan, B.; Mansour, S.; Iyengar, S.R. Mechanical performance and durability of treated palm fiber reinforced mortars. Int. J. Sustain. Built Environ. 2013, 2, 131–142. [Google Scholar] [CrossRef]
- Sebaibi, N.; Benzerzour, M.; Abriak, N.E. Influence of the distribution and orientation of fibres in a reinforced concrete with waste fibres and powders. Constr. Build. Mater. 2014, 65, 254–263. [Google Scholar] [CrossRef]
- Hamada, H.M.; Shi, J.; Al Jawahery, M.S.; Majdi, A.; Yousif, S.T.; Kaplan, G. Application of Natural Fibres in Cement Concrete: A Critical Review. Mater. Today Commun. 2023, 35, 105833. [Google Scholar] [CrossRef]
- Ziada, M.; Erdem, S.; Tammam, Y.; Kara, S.; Lezcano, R.A.G. The Effect of Basalt Fiber on Mechanical, Microstructural, and High-Temperature Properties of Fly Ash-Based and Basalt Powder Waste-Filled Sustainable Geopolymer Mortar. Sustainability 2021, 13, 12610. [Google Scholar] [CrossRef]
- Zhao, K.; Xue, S.; Zhang, P.; Tian, Y.; Li, P. Application of natural plant fibers in cement-based composites and the influence on mechanical properties and mass transport. Materials 2019, 12, 3498. [Google Scholar] [CrossRef] [PubMed]
- Riofrio, A.; Cornejo, M.; Baykara, H. Environmental performance of bamboo fibers and sugarcane bagasse reinforced metakaolin-based geopolymers. Case Stud. Constr. Mater. 2022, 17, e01150. [Google Scholar] [CrossRef]
- Li, T.; Takkellapati, S. The current and emerging sources of technical lignins and their applications. Biofuels Bioprod. Biorefining 2018, 12, 756–787. [Google Scholar] [CrossRef]
- Ma, B.; Qi, H.; Tan, H.; Su, Y.; Li, X.; Liu, X.; Li, C.; Zhang, T. Effect of aliphatic-based superplasticizer on rheological performance of cement paste plasticized by polycarboxylate superplasticizer. Constr. Build. Mater. 2020, 233, 117181. [Google Scholar] [CrossRef]
- The Major Cements: Composition and Properties. Available online: https://www.britannica.com/technology/portland-cement (accessed on 2 July 2022).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix Label | Fine Aggregates (kg) | Cement (kg) | Water (kg) | Cotton Fibre (wt%) | Cotton Fibre (kg) | Superplasticiser (L) |
|---|---|---|---|---|---|---|
| C0.0 | 1750 | 525 | 233 | 0.0 | 0.0 | 3.75 |
| C0.4 | 1750 | 525 | 233 | 0.4 | 2.1 | 3.75 |
| C0.8 | 1750 | 525 | 233 | 0.8 | 4.2 | 6.25 |
| C1.6 | 1750 | 525 | 233 | 1.6 | 8.4 | 11.25 |
| C2.0 | 1750 | 525 | 233 | 2.0 | 10.5 | 15.00 |
| C0.8-S | 1750 | 525 | 233 | 0.8 | 4.2 | 6.25 |
| C0.8-L | 1750 | 525 | 233 | 0.8 | 4.2 | 6.25 |
| Mix | Average Flow Diameter (mm) | Superplasticiser Used (mL) |
|---|---|---|
| C0.0 | 170 | 15 |
| C0.4 | 170 | 15 |
| C0.8 | 160 | 25 |
| C1.6 | 140 | 45 |
| C2.0 | 130 | 60 |
| C0.8-S | 170 | 25 |
| C0.8-L | 170 | 25 |
| Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Point 6 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Element | Atom (%) | Element | Atom (%) | Element | Atom (%) | Element | Atom (%) | Element | Atom (%) | Element | Atom (%) |
| O | 44.68 | C | 61.45 | C | 62.69 | C | 60.68 | O | 44.80 | O | 64.78 |
| C | 43.48 | O | 33.26 | O | 33.33 | O | 36.03 | C | 40.53 | C | 13.15 |
| Ca | 7.19 | Ca | 2.36 | Ca | 1.76 | Ca | 1.75 | Ca | 8.25 | Ca | 12.33 |
| Si | 2.94 | Si | 1.88 | Si | 1.44 | Si | 1.02 | Si | 4.02 | Si | 5.97 |
| Al | 0.75 | Al | 0.48 | Al | 0.38 | Al | 0.26 | Al | 1.01 | Al | 1.79 |
| Mg | 0.30 | Na | 0.23 | Na | 0.13 | Na | 0.11 | Na | 0.040 | Na | 0.61 |
| Na | 0.22 | K | 0.14 | Fe | 0.11 | K | 0.08 | Mg | 0.33 | Mg | 0.44 |
| Fe | 0.19 | Fe | 0.13 | K | 0.11 | Mg | 0.06 | Fe | 0.28 | Fe | 0.41 |
| K | 0.17 | Mg | 0.07 | Mg | 0.06 | K | 0.24 | K | 0.34 | ||
| S | 0.08 | S | 0.14 | S | 0.17 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, W.; Monaghan, R.; Sajjad, U. Investigation of Physical and Mechanical Properties of Cement Mortar Incorporating Waste Cotton Fibres. Sustainability 2023, 15, 8779. https://doi.org/10.3390/su15118779
Tang W, Monaghan R, Sajjad U. Investigation of Physical and Mechanical Properties of Cement Mortar Incorporating Waste Cotton Fibres. Sustainability. 2023; 15(11):8779. https://doi.org/10.3390/su15118779
Chicago/Turabian StyleTang, Waiching, Ryan Monaghan, and Umer Sajjad. 2023. "Investigation of Physical and Mechanical Properties of Cement Mortar Incorporating Waste Cotton Fibres" Sustainability 15, no. 11: 8779. https://doi.org/10.3390/su15118779
APA StyleTang, W., Monaghan, R., & Sajjad, U. (2023). Investigation of Physical and Mechanical Properties of Cement Mortar Incorporating Waste Cotton Fibres. Sustainability, 15(11), 8779. https://doi.org/10.3390/su15118779