
Analyzing the Factors for Implementing Make-to-Order Manufacturing System


Abstract
:1. Introduction
Automobile Sector in India
2. Literature Review
2.1. Benefits and Challenges of MTO
2.2. AHP and TOPSIS
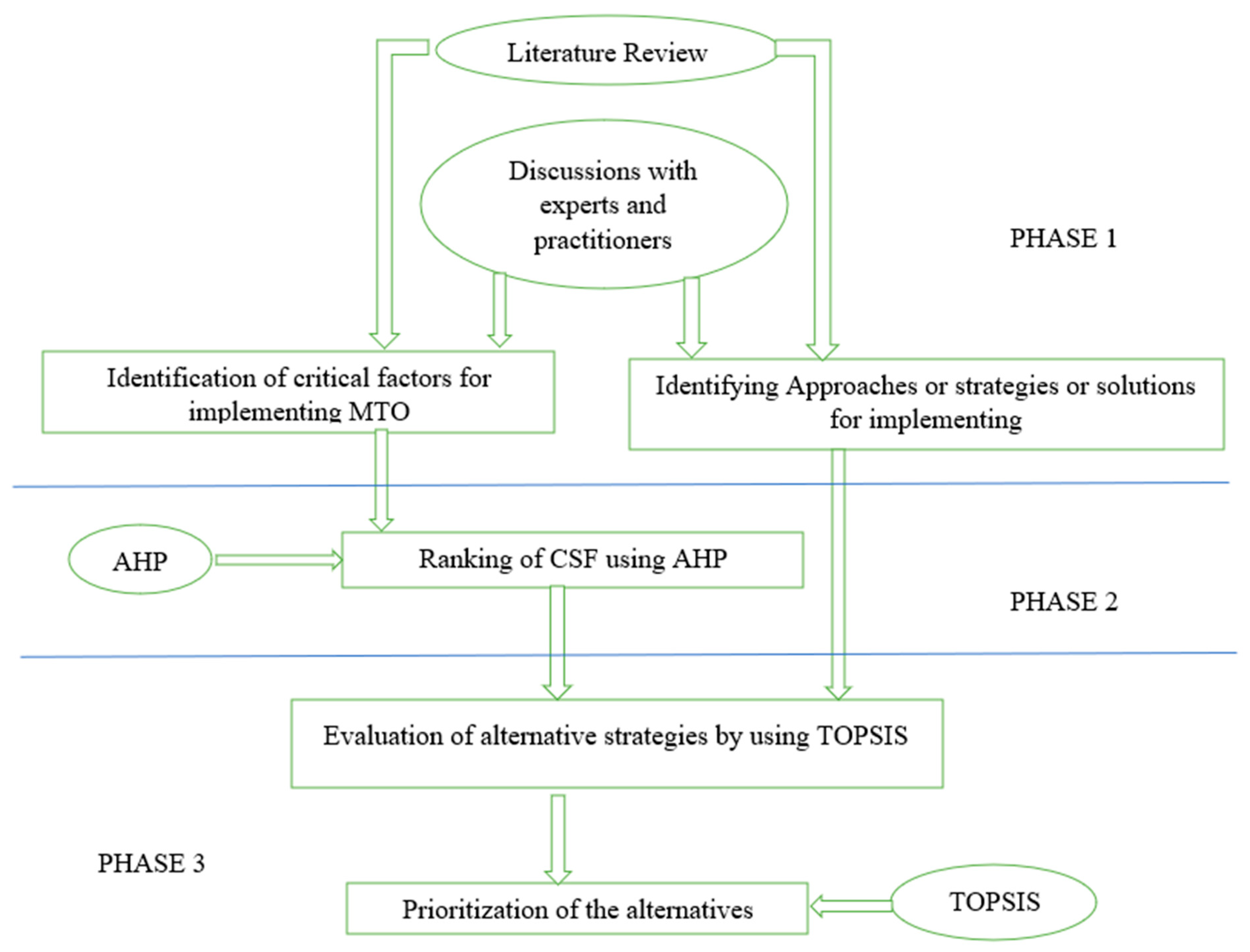
3. Methodology
3.1. Phase 1: Identification of Critical Success Factors (CSF) and Alternative Strategies
3.2. Phase 2: Application of AHP for Relative Importance of Critical Success Factors
3.3. Phase 3: Selection of Best Strategy Using TOPSIS
4. Strategy Selection for Implementing an MTO System for Passenger Car Manufacturers
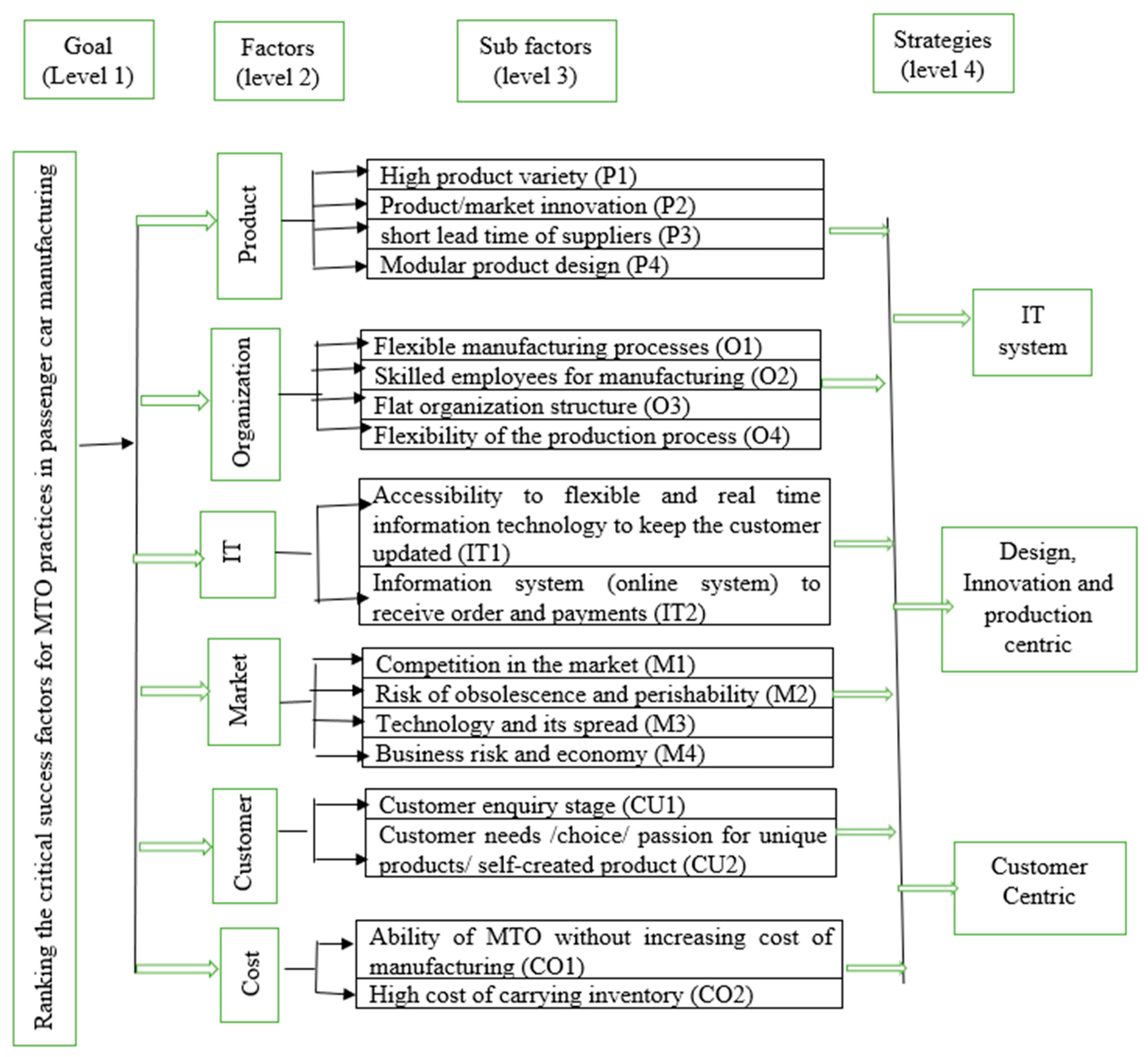
4.1. Critical Success Factors
4.2. Implementation Strategies
- IT system-centric: Jain et al. [89] considered IT-enabled technology as one of the critical enablers for customization. Jitpaiboon et al. [90] supported the need for enterprises to integrate their usage of IT for strategy, infrastructure, and operational activity. According to Vinodh et al. [91] and Zhang et al. [92], manufacturing sectors need to use CAD, CAM, and CAE solutions to reduce customer response times. Any firm attempting to deploy make-to-order should put the most emphasis on the Internet’s ability to connect customers and suppliers, online product setup, and IT-enabled techniques.
- Design-, innovation- and production-centric: Rossini et al. [93] illustrated implementation of Kaizen through a real case study for high-mix low-volume production. Companies need to offer increasingly customized items on the market in order to stay competitive. The sort of production method that must be chosen is impacted by this customization [94]. Production planning in MTO systems is more difficult than in MTS systems because of the large range of products, the small number of standard items, and the impossibility of accurate forecasts [13]. MTO reduces the expense of carrying inventory, but it also introduces issues such as production scheduling issues when demand is high or issues with precise due date setting, etc. [20].
- Customer-centric: The customer’s choice is the foundation of make-to-order production. MTO companies employ many production policies to increase customer satisfaction and has its own benefits and drawbacks [18]. In an MTO system, production does not start unless there is a demand. The system manufactures in accordance with customer requirements and does not maintain an inventory of finished goods [17]. There is constant pressure from customers on suppliers to increase quality, reduce costs, and decrease delivery delays [20]. In MTO, before a customer places a request, the product’s parameters are unknown, and even after the order has been accepted, they may change during processing [95]. Therefore, an effective MTO strategy is one that efficiently utilizes all the organization’s professional resources to produce products as per the customer’s needs.
4.3. Relative Importance of CSF Using AHP
4.4. Ranking of Strategies Using TOPSIS
5. Result and Discussion
6. Practical/Managerial Implications
7. Conclusions, Limitation and Future Direction
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kannaujiya, V.K.; Sundaram, S.; Sinha, R.P. Advances in Production Technology. In Phycobiliproteins: Recent Developments and Future Applications; Springer: Singapore, 2017. [Google Scholar] [CrossRef]
- Konstantas, D.; Ioannidis, S.; Kouikoglou, V.S.; Grigoroudis, E. Linking product quality and customer behavior for performance analysis and optimization of make-to-order manufacturing systems. Int. J. Adv. Manuf. Technol. 2017, 95, 587–596. [Google Scholar] [CrossRef]
- Almehdawe, E.; Jewkes, E. Performance analysis and optimization of hybrid manufacturing systems under a batch ordering policy. Int. J. Prod. Econ. 2013, 144, 200–208. [Google Scholar] [CrossRef]
- Mohammadi, S.; Al-E-Hashem, S.M.; Rekik, Y. An integrated production scheduling and delivery route planning with multi-purpose machines: A case study from a furniture manufacturing company. Int. J. Prod. Econ. 2019, 219, 347–359. [Google Scholar] [CrossRef]
- Gharehgozli, A.H.; Rabbani, M.; Zaerpour, N.; Razmi, J. A comprehensive decision-making structure for acceptance/rejection of incoming orders in make-to-order environments. Int. J. Adv. Manuf. Technol. 2007, 39, 1016–1032. [Google Scholar] [CrossRef]
- Zennaro, I.; Finco, S.; Battini, D.; Persona, A. Big size highly customised product manufacturing systems: A literature review and future research agenda. Int. J. Prod. Res. 2019, 57, 5362–5385. [Google Scholar] [CrossRef] [Green Version]
- Tripathi, S.; Talukder, B. Supply Chain Performance and Profitability in Indian Automobile Industry: Evidence of Segmental Difference. Glob. Bus. Rev. 2020, 24, 371–392. [Google Scholar] [CrossRef]
- Murugan, R.P. Managing the change in sales and operations planning in a customer configured business scenario in commercial vehicles industry. J. Emerg. Technol. Innov. Res. 2019, 6, 500–505. [Google Scholar]
- König, S.; Reihn, M.; Abujamra, F.G.; Novy, A.; Vogel-Heuser, B. Flexible scheduling of diagnostic tests in automotive manufacturing. Flex. Serv. Manuf. J. 2022, 35, 320–342. [Google Scholar] [CrossRef]
- Arokiaraj, D.; Banumathi, M. Factors Influencing the Purchase Decision of Passenger Cars in Puduchery. Int. J. Exclus. Manag. Res. 2014, 2249–2585. Available online: https://ssrn.com/abstract=2986661 (accessed on 1 April 2014).
- Bhatia, J. Porter’s Five Forces Industry Analysis of Indian Passenger Car Industry. Pac. Bus. Rev. Int. 2016, 8, 113–123. Available online: http://oaji.net/articles/2016/3050-1456208479.pdf (accessed on 1 August 2016).
- Kerkkänen, A. Determining semi-finished products to be stocked when changing the MTS-MTO policy: Case of a steel mill. Int. J. Prod. Econ. 2007, 108, 111–118. [Google Scholar] [CrossRef]
- Hemmati, S.; Ebadian, M.; Nahvi, A. A new decision making structure for managing arriving orders in MTO environments. Expert Syst. Appl. 2012, 39, 2669–2676. [Google Scholar] [CrossRef]
- Rafiei, H.; Rabbani, M. Capacity coordination in hybrid make-to-stock/make-to-order production environments. Int. J. Prod. Res. 2012, 50, 773–789. [Google Scholar] [CrossRef]
- Li, H.; Womer, K. Optimizing the supply chain configuration for make-to-order manufacturing. Eur. J. Oper. Res. 2012, 221, 118–128. [Google Scholar] [CrossRef]
- Rabbani, M.; Bagherzadeh, N.; Rafiei, H. Calculating raw material and work-in-process inventories in MTO/MTS production. J. Res. Sci. Eng. Technol. 2014, 2, 109–116. [Google Scholar]
- Fernandes, N.O.; Silva, C.; Carmo-Silva, S. Order release in the hybrid MTO–FTO production. Int. J. Prod. Econ. 2015, 170, 513–520. [Google Scholar] [CrossRef]
- Rabbani, M.; Dolatkhah, M. Simultaneous production planning of make-to-order (MTO) and make-to-stock (MTS) products using simulation optimization. Case study: Soren Restaurant. Int. J. Adv. Logist. 2017, 6, 30–44. [Google Scholar] [CrossRef]
- Hemmati, S.; Rabbani, M.; Ebadian, M. Positioning of Order Penetrating Point in Hybrid MTS/MTO Environments. In Proceedings of the 2009 Third UKSim European Symposium on Computer Modeling and Simulation, Athens, Greece, 25–27 November 2009; pp. 263–268. [Google Scholar] [CrossRef]
- Günalay, Y. Efficient management of production-inventory system in a multi-item manufacturing facility: MTS vs. MTO. Int. J. Adv. Manuf. Technol. 2010, 54, 1179–1186. [Google Scholar] [CrossRef]
- Rafiei, H.; Rabbani, M. Order partitioning in hybrid MTS/MTO contexts using fuzzy ANP. World Acad. Sci. Eng. Technol. 2009, 58, 467–471. [Google Scholar] [CrossRef]
- Peeters, K.; Van Ooijen, H. Hybrid make-to-stock and make-to-order systems: A taxonomic review. Int. J. Prod. Res. 2020, 58, 4659–4688. [Google Scholar] [CrossRef]
- Fakhrzad, M.B.; Mohagheghian, E. A nash game in multi-period planning of make-to-order production system across the supply chain. Int. J. Ind. Eng. Prod. Res. 2019, 30, 231–246. [Google Scholar]
- Kalantari, M.; Rabbani, M.; Ebadian, M. A decision support system for order acceptance/rejection in hybrid MTS/MTO production systems. Appl. Math. Model. 2011, 35, 1363–1377. [Google Scholar] [CrossRef]
- Ebadian, M.; Rabbani, M.; Jolai, F.; Torabi, S.; Tavakkoli-Moghaddam, R. A new decision-making structure for the order entry stage in make-to-order environments. Int. J. Prod. Econ. 2008, 111, 351–367. [Google Scholar] [CrossRef]
- Raturi, A.S.; Meredith, J.R.; McCutcheon, D.M.; Camm, J.D. Coping with the build-to-forecast environment. J. Oper. Manag. 1990, 9, 230–249. [Google Scholar] [CrossRef]
- Hemmati, S.; Rabbani, M. Make-to-order/make-to-stock partitioning decision using the analytic network process. Int. J. Adv. Manuf. Technol. 2009, 48, 801–813. [Google Scholar] [CrossRef]
- Hendry, L.; Kingsman, B. Production planning systems and their applicability to make-to-order companies. Eur. J. Oper. Res. 1989, 40, 1–15. [Google Scholar] [CrossRef]
- Hendry, L.C.; Kingsman, B.G. Customer Enquiry Management: Part of a Hierarchical System to Control Lead Times in Make-to-Order Companies. J. Oper. Res. Soc. 1993, 44, 61–70. [Google Scholar] [CrossRef]
- Kingsman, B.; Hendry, L. The relative contributions of input and output controls on the performance of a workload control system in Make-To-Order companies. Prod. Plan. Control 2002, 13, 579–590. [Google Scholar] [CrossRef]
- Ioannou, G.; Dimitriou, S. Lead time estimation in MRP/ERP for make-to-order manufacturing systems. Int. J. Prod. Econ. 2012, 139, 551–563. [Google Scholar] [CrossRef]
- Teimoury, E.; Modarres, M.; Khondabi, I.G.; Fathi, M. A queuing approach for making decisions about order penetration point in multiechelon supply chains. Int. J. Adv. Manuf. Technol. 2012, 63, 359–371. [Google Scholar] [CrossRef]
- Ghelase, D.; Daschievici, L.; Marinescu, V.; Epureanu, A. Method for control of the make-to-order manufacturing system on the base of earning power assessment. Int. J. Adv. Manuf. Technol. 2012, 65, 1439–1458. [Google Scholar] [CrossRef]
- Eivazy, H.; Rabbani, M.; Ebadian, M. A developed production control and scheduling model in the semiconductor manufacturing systems with hybrid make-to-stock/make-to-order products. Int. J. Adv. Manuf. Technol. 2009, 45, 968–986. [Google Scholar] [CrossRef]
- Renna, P. Production control policies for a multistage serial system under MTO-MTS production environment. Int. J. Adv. Manuf. Technol. 2015, 83, 449–459. [Google Scholar] [CrossRef]
- Tomino, T.; Park, Y.; Hong, P.; Roh, J.J. Market flexible customizing system (MFCS) of Japanese vehicle manufacturers: An analysis of Toyota, Nissan and Mitsubishi. Int. J. Prod. Econ. 2009, 118, 375–386. [Google Scholar] [CrossRef]
- Dohale, V.; Ambilkar, P.; Gunasekaran, A.; Verma, P. Supply chain risk mitigation strategies during COVID-19: Exploratory cases of “make-to-order” handloom saree apparel industries. Int. J. Phys. Distrib. Logist. Manag. 2021, 52, 109–129. [Google Scholar] [CrossRef]
- Martinelli, R.; Mariano, F.C.M.Q.; Martins, C.B. Single machine scheduling in make to order environments: A systematic review. Comput. Ind. Eng. 2022, 169, 108190. [Google Scholar] [CrossRef]
- Zhai, Y.; Cheng, T. Lead-time quotation and hedging coordination in make-to-order supply chain. Eur. J. Oper. Res. 2021, 300, 449–460. [Google Scholar] [CrossRef]
- Qiu, S.; Ming, X.; Sallak, M.; Lu, J. Joint optimization of production and condition-based maintenance scheduling for make-to-order manufacturing systems. Comput. Ind. Eng. 2021, 162, 107753. [Google Scholar] [CrossRef]
- Álvarez-Gil, N.; Rosillo, R.; de la Fuente, D.; Pino, R. A discrete firefly algorithm for solving the flexible job-shop scheduling problem in a make-to-order manufacturing system. Central Eur. J. Oper. Res. 2020, 29, 1353–1374. [Google Scholar] [CrossRef]
- Mezzogori, D.; Romagnoli, G.; Zammori, F. Job—Shops Managed by Workload Control; Springer: New York, NY, USA, 2020. [Google Scholar]
- Ha, Y.-K.; Woo, S.-H. Transportation Infrastructure or Economic Power? Development of the Automobile Industry in the United States. Sustainability 2022, 14, 1649. [Google Scholar] [CrossRef]
- Men, F.; Dong, F.; Liu, Y.; Yang, H. Research on the Impact of Digital Transformation on the Product R&D Performance of Automobile Enterprises from the Perspective of the Innovation Ecosystem. Sustainability 2023, 15, 6265. [Google Scholar] [CrossRef]
- Dou, Z.; Wu, B.; Sun, Y.; Wang, T. The Competitiveness of Manufacturing and Its Driving Factors: A Case Study of G20 Participating Countries. Sustainability 2021, 13, 1143. [Google Scholar] [CrossRef]
- Fountzoula, C.; Technical, N. Analytic hierarchy process and its applications in the public sector: A review. Acad. Account. Financ. Stud. J. 2021, 25, 1–15. [Google Scholar]
- Wang, Z.; Ran, Y.; Yu, H.; Zhang, S.; Zhang, G. Precision analysis for five-axis CNC milling machine based on meta-action units and integrated weights with Shannon entropy and AHP. Int. J. Adv. Manuf. Technol. 2020, 107, 2767–2782. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, M.; Khan, M.A.; Ahmad, R.; Mubashar, A.; Ali, L. Multi-objective optimization for sustainable turning Ti6Al4V alloy using grey relational analysis (GRA) based on analytic hierarchy process (AHP). Int. J. Adv. Manuf. Technol. 2019, 105, 1175–1188. [Google Scholar] [CrossRef]
- Oliveira, G.A.; Tan, K.H.; Guedes, B. Lean and green approach: An evaluation tool for new product development focused on small and medium enterprises. Int. J. Prod. Econ. 2018, 205, 62–73. [Google Scholar] [CrossRef]
- Durão, L.F.C.S.; Carvalho, M.M.; Takey, S.; Cauchick-Miguel, P.A.; Zancul, E. Internet of Things process selection: AHP selection method. Int. J. Adv. Manuf. Technol. 2018, 99, 2623–2634. [Google Scholar] [CrossRef]
- Fortunet, C.; Durieux, S.; Chanal, H.; Duc, E. DFM method for aircraft structural parts using the AHP method. Int. J. Adv. Manuf. Technol. 2017, 95, 397–408. [Google Scholar] [CrossRef]
- Rajesh, G.; Malliga, P. Supplier Selection based on AHP QFD Methodology. Procedia Eng. 2013, 64, 1283–1292. [Google Scholar] [CrossRef] [Green Version]
- Özkan, B.; BaŠligil, H.; Şahin, N. Supplier selection using Analytic Hierarchy Process: An application from Turkey. Proc. World Congr. Eng. 2011, 2, 1160–1165. [Google Scholar]
- Yücenur, G.N.; Vayvay, O.; Çetin Demirel, N. Supplier selection problem in global supply chains by AHP and ANP approaches under fuzzy environment. Int. J. Adv. Manuf. Technol. 2011, 56, 823–833. [Google Scholar] [CrossRef]
- Amiri, M.P. Project selection for oil-fields development by using the AHP and fuzzy TOPSIS methods. Expert Syst. Appl. 2010, 37, 6218–6224. [Google Scholar] [CrossRef]
- Şahin, T.; Ocak, S.; Top, M. Analytic hierarchy process for hospital site selection. Health Policy Technol. 2019, 8, 42–50. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, Y.; Hu, Q.; Zhou, S.; Ma, L.; Lim, M.K. The influence of additive manufacturing on the configuration of make-to-order spare parts supply chain under heterogeneous demand. Int. J. Prod. Res. 2018, 57, 3622–3641. [Google Scholar] [CrossRef]
- Ocampo, L.A. Applying fuzzy AHP–TOPSIS technique in identifying the content strategy of sustainable manufacturing for food production. Environ. Dev. Sustain. 2018, 21, 2225–2251. [Google Scholar] [CrossRef]
- Vavrek, R.; Chovancová, J. Assessment of economic and environmental energy performance of EU countries using CV-TOPSIS technique. Ecol. Indic. 2019, 106, 105519. [Google Scholar] [CrossRef]
- Abdel-Basset, M.; Saleh, M.; Gamal, A.; Smarandache, F. An approach of TOPSIS technique for developing supplier selection with group decision making under type-2 neutrosophic number. Appl. Soft Comput. 2019, 77, 438–452. [Google Scholar] [CrossRef]
- Arabzad, S.M.; Ghorbani, M.; Razmi, J.; Shirouyehzad, H. Employing fuzzy TOPSIS and SWOT for supplier selection and order allocation problem. Int. J. Adv. Manuf. Technol. 2014, 76, 803–818. [Google Scholar] [CrossRef]
- Alao, M.; Ayodele, T.; Ogunjuyigbe, A.; Popoola, O. Multi-criteria decision based waste to energy technology selection using entropy-weighted TOPSIS technique: The case study of Lagos, Nigeria. Energy 2020, 201, 117675. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Bahadori, M.; Raadabadi, M.; Ravangard, R. Ranking Hospitals Based on the Disasters Preparedness Using the TOPSIS Technique in Western Iran. Hosp. Top. 2018, 97, 23–31. [Google Scholar] [CrossRef]
- Umer, R.; Touqeer, M.; Omar, A.H.; Ahmadian, A.; Salahshour, S.; Ferrara, M. Selection of solar tracking system using extended TOPSIS technique with interval type-2 pythagorean fuzzy numbers. Optim. Eng. 2021, 22, 2205–2231. [Google Scholar] [CrossRef]
- Swain, B.; Priyadarshini, M.; Mohapatra, S.; Gupta, R.K.; Behera, A. Parametric optimization of atmospheric plasma spray coating using fuzzy TOPSIS hybrid technique. J. Alloy. Compd. 2021, 867, 159074. [Google Scholar] [CrossRef]
- Sirisawat, P.; Kiatcharoenpol, T. Fuzzy AHP-TOPSIS approaches to prioritizing solutions for reverse logistics barriers. Comput. Ind. Eng. 2018, 117, 303–318. [Google Scholar] [CrossRef]
- Sharma, P.; Singhal, S. Implementation of fuzzy TOPSIS methodology in selection of procedural approach for facility layout planning. Int. J. Adv. Manuf. Technol. 2016, 88, 1485–1493. [Google Scholar] [CrossRef]
- Rao, R.V.; Davim, J.P. A decision-making framework model for material selection using a combined multiple attribute decision-making method. Int. J. Adv. Manuf. Technol. 2006, 35, 751–760. [Google Scholar] [CrossRef]
- Najafi, A.; Karimpour, M.H.; Ghaderi, M. Application of fuzzy AHP method to IOCG prospectivity mapping: A case study in Taherabad prospecting area, eastern Iran. Int. J. Appl. Earth Obs. Geoinf. 2014, 33, 142–154. [Google Scholar] [CrossRef]
- Yildirim, V.; Yomralioglu, T.; Nisanci, R.; Çolak, H.E.; Bediroğlu, Ş.; Saralioglu, E. A spatial multicriteria decision-making method for natural gas transmission pipeline routing. Struct. Infrastruct. Eng. 2016, 13, 567–580. [Google Scholar] [CrossRef]
- Haskose, A.; Kingsman, B.; Worthington, D. Performance analysis of make-to-order manufacturing systems under different workload control regimes. Int. J. Prod. Econ. 2004, 90, 169–186. [Google Scholar] [CrossRef]
- Vidyarthi, N.; Elhedhli, S.; Jewkes, E. Response time reduction in make-to-order and assemble-to-order supply chain design. IIE Trans. 2009, 41, 448–466. [Google Scholar] [CrossRef]
- Pramod, M.; Garg, S. Analysis of flexibility requirements under uncertain environments. J. Model. Manag. 2006, 1, 196–214. [Google Scholar] [CrossRef]
- Sahin, F.; Robinson, E.P., Jr. Information sharing and coordination in make-to-order supply chains. J. Oper. Manag. 2005, 23, 579–598. [Google Scholar] [CrossRef]
- Garmdare, H.S.; Lotfi, M.M.; Honarvar, M. Integrated model for pricing, delivery time setting, and scheduling in make-to-order environments. J. Ind. Eng. Int. 2017, 14, 55–64. [Google Scholar] [CrossRef] [Green Version]
- He, N.; Zhang, D.; Li, Q. Agent-based hierarchical production planning and scheduling in make-to-order manufacturing system. Int. J. Prod. Econ. 2014, 149, 117–130. [Google Scholar] [CrossRef] [Green Version]
- Pan, T.; Zhang, Z.-H.; Cao, H. Collaborative production planning with production time windows and order splitting in make-to-order manufacturing. Comput. Ind. Eng. 2014, 67, 1–9. [Google Scholar] [CrossRef]
- Salamati-Hormozi, H.; Zhang, Z.-H.; Zarei, O.; Ramezanian, R. Trade-off between the costs and the fairness for a collaborative production planning problem in make-to-order manufacturing. Comput. Ind. Eng. 2018, 126, 421–434. [Google Scholar] [CrossRef]
- Zaerpour, N.; Rabbani, M.; Gharehgozli, A.H.; Tavakkoli-Moghaddam, R. A comprehensive decision making structure for partitioning of make-to-order, make-to-stock and hybrid products. Soft Comput. 2008, 13, 1035–1054. [Google Scholar] [CrossRef]
- Zaabar, I.; Arango-miranda, R.; Beauregard, Y.; Paquet, M. A Sustainable Multicriteria Decision Framework for Obso-lescence Resolution Strategy Selection. Sustainability 2021, 13, 8601. [Google Scholar] [CrossRef]
- Wang, Z.; Qi, Y.; Cui, H.; Zhang, J. A hybrid algorithm for order acceptance and scheduling problem in make-to-stock/make-to-order industries. Comput. Ind. Eng. 2018, 127, 841–852. [Google Scholar] [CrossRef]
- Khakdaman, M.; Wong, K.Y.; Zohoori, B.; Tiwari, M.K.; Merkert, R. Tactical production planning in a hybrid Make-to-Stock–Make-to-Order environment under supply, process and demand uncertainties: A robust optimisation model. Int. J. Prod. Res. 2014, 53, 1358–1386. [Google Scholar] [CrossRef]
- Kidwell, R.E. Seven decades of leadership and performance: An interview with Bernard M. Bass. J. Appl. Manag. Entrep. 2005, 10, 87–96. [Google Scholar]
- Easton, F.F.; Moodie, D.R. Pricing and lead time decisions for make-to-order firms with contingent orders. Eur. J. Oper. Res. 1999, 116, 305–318. [Google Scholar] [CrossRef]
- Chhimwal, M.; Agrawal, S.; Kumar, G. Measuring Circular Supply Chain Risk: A Bayesian Network Methodology. Sustainability 2021, 13, 8448. [Google Scholar] [CrossRef]
- Gunasekaran, A.; Ngai, E. Build-to-order supply chain management: A literature review and framework for development. J. Oper. Manag. 2004, 23, 423–451. [Google Scholar] [CrossRef]
- Kingsman, B.; Hendry, L.; Mercer, A.; de Souza, A.A. Responding to customer enquiries in make-to-order companies Problems and solutions. Int. J. Prod. Econ. 1996, 46–47, 219–231. [Google Scholar] [CrossRef] [Green Version]
- Stevenson, M.; Hendry, L.C.; Kingsman, B.G. A review of production planning and control: The applicability of key concepts to the make-to-order industry. Int. J. Prod. Res. 2005, 43, 869–898. [Google Scholar] [CrossRef]
- Jain, P.; Garg, S.; Kansal, G. A TISM approach for the analysis of enablers in implementing mass customization in Indian manufacturing units. Prod. Plan. Control 2021, 34, 173–188. [Google Scholar] [CrossRef]
- Jitpaiboon, T.; Dobrzykowski, D.D.; Ragu-Nathan, T.; Vonderembse, M.A. Unpacking IT use and integration for mass customisation: A service-dominant logic view. Int. J. Prod. Res. 2013, 51, 2527–2547. [Google Scholar] [CrossRef]
- Vinodh, S.; Sundararaj, G.; Devadasan, S.; Kuttalingam, D.; Rajanayagam, D. Amalgamation of mass customisation and agile manufacturing concepts: The theory and implementation study in an electronics switches manufacturing company. Int. J. Prod. Res. 2009, 48, 2141–2164. [Google Scholar] [CrossRef]
- Zhang, M.; Qi, Y.; Zhao, X.; Duray, R. Mass customisation systems: Complementarities and performance consequences. Int. J. Logist. Res. Appl. 2015, 18, 459–475. [Google Scholar] [CrossRef]
- Rossini, M.; Audino, F.; Costa, F.; Cifone, F.D.; Kundu, K.; Portioli-Staudacher, A. Extending lean frontiers: A kaizen case study in an Italian MTO manufacturing company. Int. J. Adv. Manuf. Technol. 2019, 104, 1869–1888. [Google Scholar] [CrossRef]
- Guillaume, R.; Grabot, B.; Thierry, C. Management of the risk of backorders in a MTO–ATO/MTS context under imperfect requirements. Appl. Math. Model. 2013, 37, 8060–8078. [Google Scholar] [CrossRef]
- Corti, D.; Pozzetti, A.; Zorzini, M. A capacity-driven approach to establish reliable due dates in a MTO environment. Int. J. Prod. Econ. 2006, 104, 536–554. [Google Scholar] [CrossRef]
- Yue, Z.; Jia, Y. A group decision making model with hybrid intuitionistic fuzzy information. Comput. Ind. Eng. 2015, 87, 202–212. [Google Scholar] [CrossRef]
- Sun, X.; Ji, P.; Sun, L.; Wang, Y. Positioning multiple decoupling points in a supply network. Int. J. Prod. Econ. 2008, 113, 943–956. [Google Scholar] [CrossRef]
- Chua, F.L.S.; Vasnani, N.N.; Pacio, L.B.M.; Ocampo, L.A. A Stackelberg game in multi-period planning of make-to-order production system across the supply chain. J. Manuf. Syst. 2018, 46, 231–246. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| References | Areas of Application | Findings |
|---|---|---|
| Wang et al. [47] | Precision analysis of five-axis CNC milling machine (9 main criteria, 53 sub criteria) | Life prediction and precision evaluation of five-axis CNC milling machine. |
| M. Younas et al. [48] | Sustainable machining of Ti6Al4 alloy (4 criteria) | Achieved advantages of high-speed machining Ti6Al4V. |
| Oliveira et al. [49] | New product development focused on SMEs (6 criteria) | To define relative importance of SMEs’ characteristics. |
| Durão et al. [50] | Selection of Internet of Things process (5 criteria) | Selected suitable process for improvement with IOT technology. |
| Fortunet et al. [51] | Optimization of dimensions of an I-beam profile for obtaining optimal performances (3 main criteria) | Optimized geometry of an aircraft’s I-beam, considering use and manufacturing process. |
| Rajesh and Malliga [52], Özkan et al. [53] and Yücenur et al. [54] | Supplier selection (3 main criteria), supplier selection (4 main criteria, 16 sub criteria) and selection of global supplier (4 main criteria, 28 sub criteria, respectively) | Selection of supplier for a medium-scale industry manufacturing die-cast components of precision-machined aluminum alloy for computer and printer purchasing, as well as selection of supplier in the global supply chain. |
| Amiri [55] | Selecting project for oil field development (6 criteria) | AHP analyzed the structure of the problem for selection of project, and the weights of the criteria are determined. |
| Şahin et al. [56] | Site selection for establishing a new hospital (6 criteria and 19 sub-criteria) | AHP was used to investigate a decision model for selection of site for establishing a new hospital (Turkey). |
| Li et al. [57] | Assessment of risk in the life cycle of distributed wind farm (4 main criteria, 21 sub criteria) | Risk factors have been identified for distributed wind power and ranked using AHP. |
| References | Areas of Application | Indicators/Alternatives |
|---|---|---|
| Ocampo [58] | Large food production firms (7 alternatives) | In food production systems, the content strategy to make it sustainable is determined using TOPSIS. |
| Vavrek and Chovancová [59] | Environmental energy performance of the EU countries (7 indicators) | Quantitative analysis of EU countries’ energy, environmental, and economic performance. |
| Abdel-Basset et al. [60] and Arabzad et al. [61] | Selection of suppliers (5 alternatives), supplier selection, and order allocation problem (5 alternatives, respectively) | TOPSIS was used to select suppliers with group decision-making under type-2 neutrosophic number. It was also used for calculating weights of criteria for supplier selection and order allocation. |
| Alao et al. [62] | Selection of technology for waste-to-energy plant (4 alternatives) | Used the waste stream from Lagos, Nigeria, to choose the best technology from the available waste-to-energy possibilities. |
| Hosseini et al. [63] | Ranking Western Iranian hospitals based on disaster preparedness (8 alternatives) | TOPSIS method was used to rate hospitals according to how well prepared they are for disasters. |
| Umer et al. [64] | Selection of solar tracking system (3 alternatives) | For making multiple subjective decisions, TOPSIS was employed by decision-makers with distinct decision-making perspectives. |
| Swain et al. [65] | Establishing the plasma spray process’ optimal parametric settings (3 alternatives) | TOPSIS revealed the gas flow rate and current’s optimized parametric setting. |
| Sirisawat and Kiatcharoenpol [66] | Green supply chain management (14 alternatives) | TOPSIS was used to prioritize solutions for reverse logistics barriers. |
| Sharma and Singhal [67] | Facility layout planning (5 alternatives) | TOPSIS was applied to select a procedural approach for facility layout planning. |
| Definition | Intensity of Importance |
|---|---|
| Equally important | 1 |
| Moderately more important | 3 |
| Strongly more important | 5 |
| Very strongly more important | 7 |
| Extremely more important | 9 |
| Intermediate more important | 2,4,6,8 |
| Critical Success Factors | Definition | Authors |
|---|---|---|
| Customer needs choice/passion for unique products/self-created product | Customers’ needs are on topmost priority as it influences the overall production system of MTO. | Rabbani and Dolatkhah [18], Zennaro et al. [6] |
| High product variety | Range and brand of products affects the performance measures in MTO. | Haskose et al. [71], Vidyarthi et al. [72] |
| Modular product design | Design of the product wherein it can be assembled with the standard set of constituents. | Zennaro et al. [6] |
| Flexible manufacturing processes | Flexibility in manufacturing processes will be the deciding factor for analyzing the time required for transformation of system from one type of job to other. | Pramod and Garg [73] |
| Accessibility to flexible and real-time information technology to keep the customer updated (why this is required) | For effective and enhanced MTO performance, information technology has to be real-time. Any kind of update or change in information will affect the whole system, thereby making it time-, energy- and cost-saving. | Sahin and Robinson [74] Zennaro et al. [6] |
| Information system (online system) to receive order and payments | Centralized online system for managing orders and payments effectively. | Zennaro et al. [6] |
| Competition in the market | Competition in the market impacts variables such as retail price, selling price, etc., and is affected by various factors such as advancement in technology. | Garmdare et al. [75], Fakhrzad and Mohagheghian [23] |
| Ability of MTO without increasing cost of manufacturing | Various parameters and resources have to be considered and analyzed to minimize total cost. | He et al. [76], Pan et al. [77] Salamati-Hormozi [78], |
| Risk of obsolescence and perishability | Inclination towards MTO systems is more, in case the possibility of product obsolescence or perishability is high. | Zaerpour et al. [79], Rafiei and Rabbani [21], S. Hemmati and Rabbani [27], Zaabar et al. [80] |
| High cost of carrying inventory | Lower storage or carrying cost is the key feature of MTO. | Wang et al. [81] |
| Skilled employees for manufacturing | MTO requires extensive use of a skilled workforce due to the use of general-purpose equipment or machines. | Li and Womer [15], Khakdaman et al. [82] |
| Flat organization structure | Organization has less hierarchical management and fewer employees. | Kidwell [83] |
| Short lead time of suppliers | Shorter and accurate lead times are desirable for successful MTO firms. Likewise, it depends on sequencing and scheduling decisions. | Easton and Moodie [84] |
| Technology and its spread | Advancement in technology increases competition for MTO. | Garmdare et al. [75], Chhimwal et al. [85] |
| Product/market innovation | This is the factor that helps MTO companies to be competitive and successful. | Gunasekaran and Ngai [86], Chhimwal et al. [85] |
| Business risk and economy | This market factor is critical in taking MTO decisions. | Gunasekaran and Ngai [86] |
| Flexibility of the production process | Higher flexibility is one of the prominent features of MTO. | Wang et al. [81] |
| Customer enquiry stage | Customer enquiry process has a direct and profitable impact on MTO. It further affects other decisions such as acceptance or rejection of an order and capacity planning. | Kingsman et al. [87], Stevenson et al. [88] |
| Stage | Description | Role of IT | Role of Design, Innovation, and Production | Role of Customer |
|---|---|---|---|---|
| Procurement | Procuring raw materials, parts, and subsystems. | Through information sharing, supply chain management permits supply chain participants to work closely in order to facilitate interactions of supplier–customer and lower transaction costs. | Design of the passenger car is the critical factor for purchasing raw materials, machines, tools, and other resources. | There is a constant pressure from the customer on suppliers to increase quality, reduce costs, and decrease delivery delays. |
| Manufacturing | Transforming raw materials into intermediate and finished products. | Activities related to IT, such as information processing, information coordination, and information integration are very useful for product development. | Design of the passenger car decides the manufacturing strategy. | Manufacturing strategy depends upon the customer’s demand. |
| Distribution/retailer | Distributing the finished products to retailers. | The use of technology in the distribution system is seen as a key competitive feature since it gives clients access to a limitless number of locations, times, and even product types, as well as updates related to due dates. | It is vital to coordinate the two functions in industrial issues where production and distribution expenses are of a similar magnitude in order to keep overall costs to a minimum. | Customer location and demand affects the distribution system of passenger cars. |
| Demand management | Methodology for forecasting, planning for, and managing the demand for goods and services. | Provides information about various options on the website Allows placement of order by customer. | Consumer segmentation and pricing discrimination are two demand management techniques that help increase the supply chain’s overall distribution efficiency while ensuring the necessary responsiveness to address real customer needs. | Customer provides requirements which further help in calculating the demand of the specific variant of passenger car. |
| MTO | Product | Organization | IT | Market | Customer | Cost | Weights | Ranks |
|---|---|---|---|---|---|---|---|---|
| Product | 1 | 1/3 | 2 | 1/3 | 1/4 | 4 | 0.11 | 4 |
| Organization | 3 | 1 | 2 | 1/5 | 1/2 | 5 | 0.15 | 3 |
| IT | ½ | 1/2 | 1 | 1/3 | 1/6 | 2 | 0.07 | 5 |
| Market | 3 | 5 | 3 | 1 | 4 | 4 | 0.38 | 1 |
| Customer | 4 | 2 | 6 | 1/4 | 1 | 5 | 0.25 | 2 |
| Cost | ¼ | 1/5 | ½ | 1/4 | 1/5 | 1 | 0.04 | 6 |
| Product (0.11) | P1 | P2 | P3 | P4 | Local Weights | Global Weights | Ranks |
|---|---|---|---|---|---|---|---|
| P1 | 1 | 1/2 | 3 | 1/3 | 0.18 | 0.02 | 3 |
| P2 | 2 | 1 | 5 | 2 | 0.43 | 0.05 | 1 |
| P3 | 1/3 | 1/5 | 1 | 1/3 | 0.08 | 0.01 | 4 |
| P4 | 3 | 1/2 | 3 | 1 | 0.31 | 0.03 | 2 |
| Organization (0.15) | O1 | O2 | O3 | O4 | Local Weights | Global Weights | Ranks |
|---|---|---|---|---|---|---|---|
| O1 | 1 | 3 | 5 | 1/2 | 0.31 | 0.05 | 2 |
| O2 | 1/3 | 1 | 5 | 1/3 | 0.18 | 0.03 | 3 |
| O3 | 1/5 | 1/5 | 1 | 1/5 | 0.06 | 0.01 | 4 |
| O4 | 2 | 3 | 5 | 1 | 0.45 | 0.07 | 1 |
| IT (0.07). | IT1 | IT2 | Local Weights | Global Weights | Ranks |
|---|---|---|---|---|---|
| IT1 | 1 | 5 | 0.83 | 0.06 | 1 |
| IT2 | 1/5 | 1 | 0.17 | 0.01 | 2 |
| Market (0.38) | M1 | M2 | M3 | M4 | Local Weights | Global Weights | Ranks |
|---|---|---|---|---|---|---|---|
| M1 | 1 | 1/3 | 1/3 | 1/5 | 0.07 | 0.03 | 4 |
| M2 | 3 | 1 | 2 | 1/5 | 0.18 | 0.07 | 2 |
| M3 | 3 | 1/2 | 1 | 1/6 | 0.13 | 0.05 | 3 |
| M4 | 5 | 5 | 6 | 1 | 0.61 | 0.23 | 1 |
| Customer (0.25) | CU 1 | CU 2 | Local Priority | Global Priority | Ranks |
|---|---|---|---|---|---|
| CU1 | 1 | 1/6 | 0.14 | 0.04 | 2 |
| CU2 | 6 | 1 | 0.86 | 0.21 | 1 |
| Cost (0.04) | CO 1 | CO 2 | Local Priority | Global Priority | Ranks |
|---|---|---|---|---|---|
| CO 1 | 1 | 4 | 0.80 | 0.04 | 1 |
| CO 2 | 1/4 | 1 | 0.20 | 0.01 | 2 |
| Codes | Criteria Success Factors | Weights |
|---|---|---|
| M4 | Business risk and economy | 0.23 |
| CU2 | Customer needs/choice/passion for unique products/self-created products | 0.21 |
| O4 | Flexibility of the production process | 0.07 |
| M2 | Risk of obsolescence and perishability | 0.07 |
| IT1 | Accessibility to flexible and real-time information technology to keep the customer updated | 0.06 |
| M3 | Technology and its spread | 0.05 |
| O1 | Flexible manufacturing processes | 0.05 |
| P2 | Product/market innovation | 0.05 |
| CU1 | Customer enquiry stage | 0.04 |
| CO1 | Ability of MTO without increasing cost of manufacturing | 0.04 |
| O2 | Skilled employees for manufacturing | 0.03 |
| P4 | Modular product design | 0.03 |
| M1 | Competition in the market | 0.03 |
| P1 | High product variety | 0.02 |
| P3 | Short lead time of suppliers | 0.01 |
| IT2 | Information system (online system) to receive order and payments | 0.01 |
| CO2 | High cost of carrying inventory | 0.01 |
| O3 | Flat organization structure | 0.01 |
| CSF | Scoring of Strategies for Different CSF | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| IT System-Centric Strategy | Design-, Innovation- and Production-Centric Strategy | Customer-Centric Strategy | |||||||
| Score | Normalized Score | Weighted Normalized Score | Score | Normalized Score | Weighted Normalized Score | Score | Normalized Score | Weighted Normalized Score | |
| P 1 | 5 | 0.651 | 0.013 | 3 | 0.391 | 0.008 | 5 | 0.651 | 0.013 |
| P 2 | 7 | 0.704 | 0.035 | 5 | 0.503 | 0.025 | 5 | 0.503 | 0.025 |
| P 3 | 5 | 0.451 | 0.005 | 7 | 0.631 | 0.006 | 7 | 0.631 | 0.006 |
| P 4 | 7 | 0.523 | 0.016 | 9 | 0.673 | 0.020 | 7 | 0.523 | 0.016 |
| O 1 | 7 | 0.482 | 0.024 | 9 | 0.620 | 0.031 | 9 | 0.620 | 0.031 |
| O 2 | 5 | 0.402 | 0.012 | 9 | 0.723 | 0.022 | 7 | 0.562 | 0.017 |
| O 3 | 5 | 0.437 | 0.004 | 9 | 0.786 | 0.008 | 5 | 0.437 | 0.004 |
| O 4 | 5 | 0.366 | 0.026 | 9 | 0.658 | 0.046 | 9 | 0.658 | 0.046 |
| IT 1 | 7 | 0.631 | 0.038 | 7 | 0.631 | 0.038 | 5 | 0.451 | 0.027 |
| IT 2 | 5 | 0.549 | 0.005 | 7 | 0.768 | 0.008 | 3 | 0.329 | 0.003 |
| M 1 | 7 | 0.768 | 0.023 | 5 | 0.549 | 0.016 | 5 | 0.329 | 0.010 |
| M 2 | 7 | 0.704 | 0.049 | 5 | 0.503 | 0.035 | 5 | 0.503 | 0.035 |
| M 3 | 7 | 0.562 | 0.028 | 5 | 0.402 | 0.020 | 9 | 0.723 | 0.036 |
| M 4 | 7 | 0.704 | 0.162 | 5 | 0.503 | 0.116 | 5 | 0.503 | 0.116 |
| CU 1 | 9 | 0.577 | 0.023 | 9 | 0.577 | 0.023 | 9 | 0.577 | 0.023 |
| CU 2 | 9 | 0.620 | 0.130 | 7 | 0.482 | 0.101 | 9 | 0.620 | 0.130 |
| CO 1 | 7 | 0.631 | 0.025 | 5 | 0.451 | 0.018 | 7 | 0.631 | 0.025 |
| CO 2 | 7 | 0.562 | 0.006 | 5 | 0.402 | 0.004 | 9 | 0.723 | 0.007 |
| Alternatives or Strategies for MTO | Si+ | Si- | Si+ + Si- | Ci | Rank |
|---|---|---|---|---|---|
| IT system-centric (S1) | 0.06 | 0.04 | 0.09 | 0.40 | 3 |
| Design-, innovation- and production-centric (S2) | 0.04 | 0.06 | 0.09 | 0.61 | 2 |
| Customer-centric (S3) | 0.02 | 0.06 | 0.09 | 0.73 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Upadhyay, S.; Garg, S.K.; Sharma, R. Analyzing the Factors for Implementing Make-to-Order Manufacturing System. Sustainability 2023, 15, 10312. https://doi.org/10.3390/su151310312
Upadhyay S, Garg SK, Sharma R. Analyzing the Factors for Implementing Make-to-Order Manufacturing System. Sustainability. 2023; 15(13):10312. https://doi.org/10.3390/su151310312
Chicago/Turabian StyleUpadhyay, Surbhi, Suresh Kumar Garg, and Rishu Sharma. 2023. "Analyzing the Factors for Implementing Make-to-Order Manufacturing System" Sustainability 15, no. 13: 10312. https://doi.org/10.3390/su151310312
APA StyleUpadhyay, S., Garg, S. K., & Sharma, R. (2023). Analyzing the Factors for Implementing Make-to-Order Manufacturing System. Sustainability, 15(13), 10312. https://doi.org/10.3390/su151310312