


A Digital Twin-Based Distributed Manufacturing Execution System for Industry 4.0 with AI-Powered On-The-Fly Replanning Capabilities


Abstract
:1. Introduction
- (i)
- for a continuous search for a better and better production plan, and
- (ii)
- the seamless conversion of an ongoing production to such a newly found plan without requiring a global and time-consuming restart of the entire production process.
2. Materials and Methods
2.1. AI Planning and Scheduling
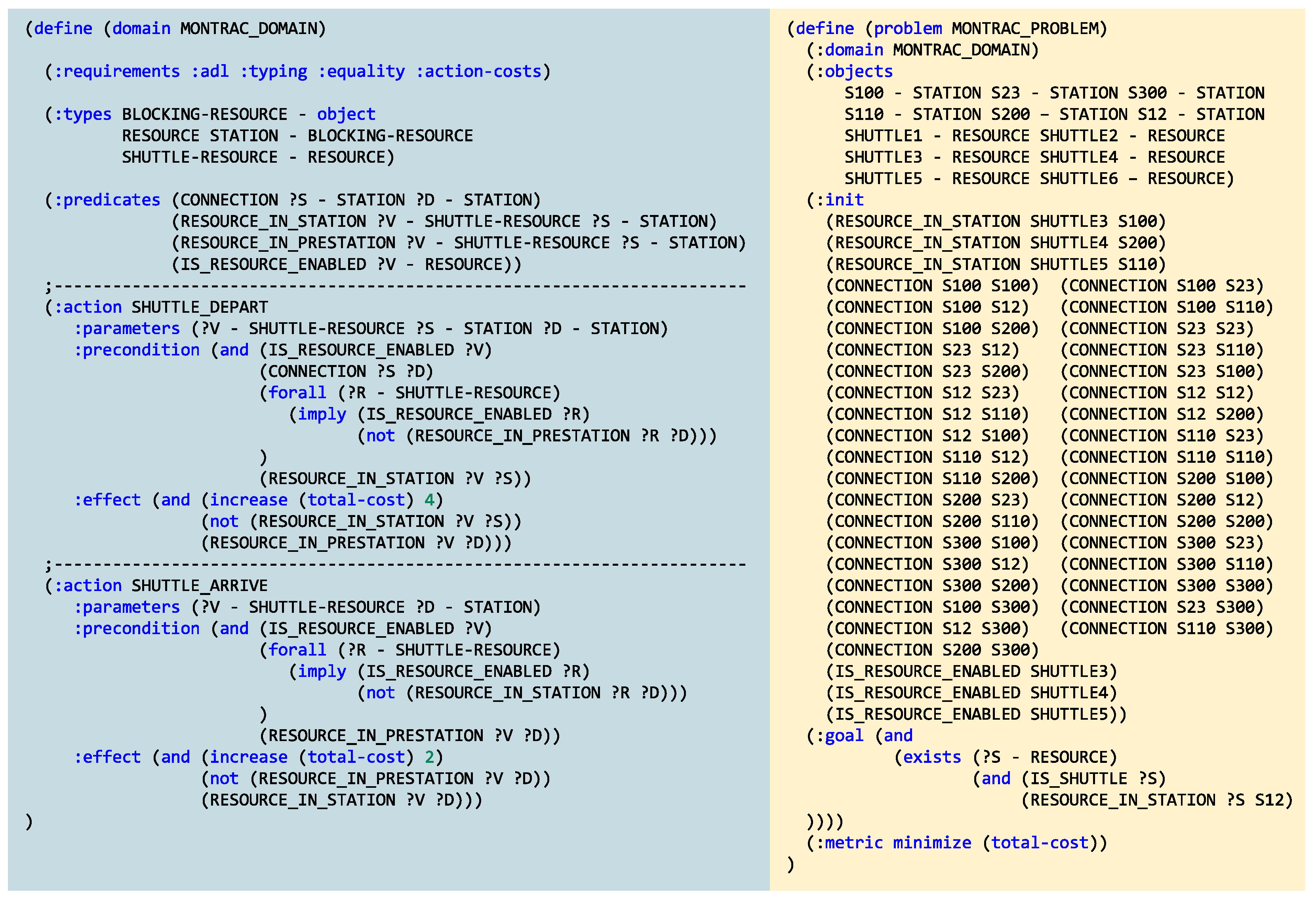
2.2. Planning with PDDL

- Domain:
- specification of the types of entities that are available in this domain, their predicates and functions as well as all the available actions including their input parameters, their preconditions that must hold before a specific action begins, and their effects, which are changes in the state-space done immediately after a specific action is finalized. Effects can optionally have assigned advanced attributes such as costs/fitness and durations. Further, the used language extensions need to be specified in terms of requirements.
- Problem:
- specifies a particular instance of the problem, which contains a description of the initial state, i.e., the available object instances and their properties and relations to another (expressed through predicates) and the definition of the aspired goal state, i.e., the predicate expression that needs to be evaluated in boolean true.

2.3. Digital Twins for Industrial Systems
2.4. Manufacturing Execution Systems
2.5. Industry 4.0 Smart Manufacturing Enabled by PDDL and Digital Twins
3. Implementation and Results
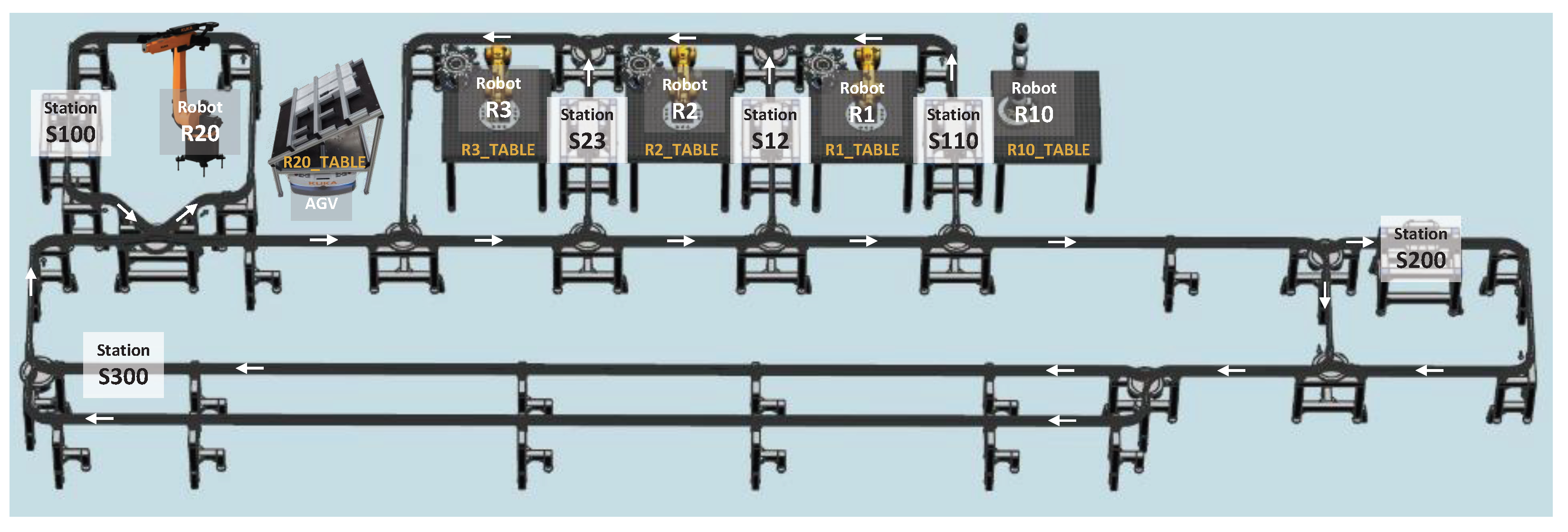
3.1. Industry 4.0 Testbed
3.2. Manufacturing Execution System with Dynamically Generated Production Plans
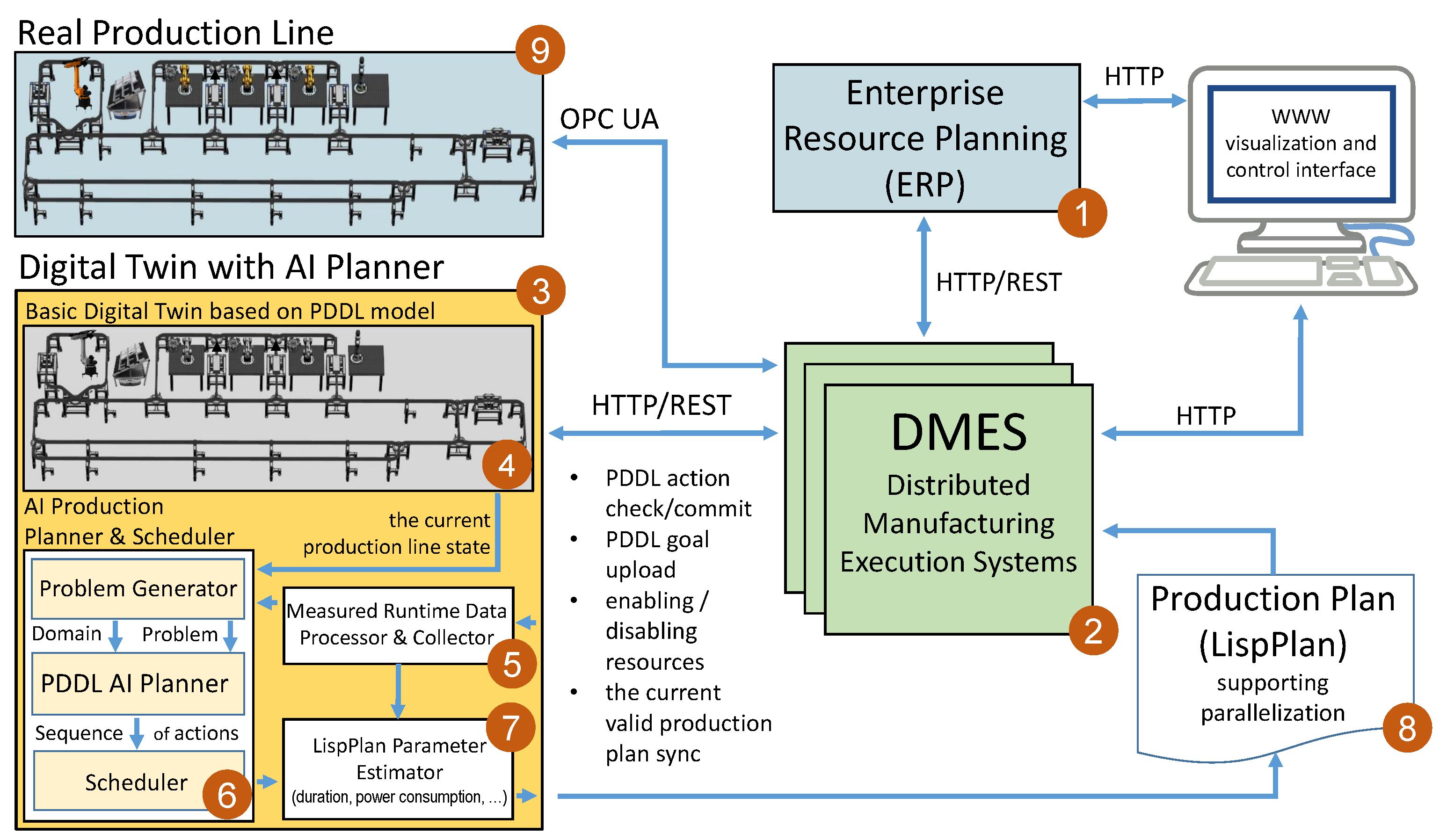
3.3. Distributed Manufacturing Execution System with On-The-Fly Replanning Capability
| Algorithm 1: Definition of an instance of a distributed MES |
 |
- a
- to distinguish between a main LispPlan (source==None) or a redistributed part of that LispPlan on a specific sub-MES.
- b
- including all sub-tasks
- c
- any parent must be processed prior to its children
- d
- determined from task location
- e
- all tasks specified in requirements are in DONE state and the parent task is in PROCESSING state
- f
- sync is received from another MES
- g
- all tasks including all sub-tasks in plan are in DONE state
- If task contains no action but has sub-tasks, then (lines 34–38) task waits for the sub-tasks to be processed (lines 34–35) in the PENDING state, and then if everything succeeds (line 36), task is set to DONE. Otherwise, task is set to FAILED (line 38).
- If task contains an action (and has no sub-task, which is the only option according to the LispPlan format), then the process continues on the switch statement (lines 16–32). The switch control expression contains the response of the digital twin to action start with the following cases:
- (a)
- The action has already started in the past.Then, leave the switch statement (lines 17–18).
- (b)
- The action started successfully in the digital twin, but a new plan was computed in the digital twin.In this case, the action can start on the real production line because it is valid with the digital twin (the PDDL model and the new plan), but the new plan needs to be downloaded into all DMES instances.Because of that, this new plan availability is reported to the current instance of DMES (line 20), and then this case continues to the next subsequent case.
- (c)
- The action started successfully (and the current plan is still valid).The processing on the real production line is started (line 23) and then action done is committed to the digital twin (line 24). If a problem occurs, something unexpected must have happened, and the task state is set to FAILED (line 26). Otherwise, everything has been successful and task is set to DONE (line 25).
- (d)
- The action cannot be started (because it does not conform to the model or plan of the digital twin), and a new plan was computed in the digital twin.Then, this new plan availability is reported to the current instance of DMES, and then this case continues to the next subsequent case.
- (e)
- The action cannot be started because it does not conform to the model of the digital twin, and the current plan is still valid.Let the task state be set to FAILED (line 31).
3.4. Basic Digital Twin Based on PDDL Model
- action check—Checks whether the action can be executed.
- action start—Starts the action if possible. Otherwise, an error code is returned.
- action done—Completes the action if possible. Otherwise, an error code is returned.
- get state—Returns the current state of the basic digital twin in terms of a PDDL problem.
- set domain and problem—Sets up a new PDDL domain and problem.
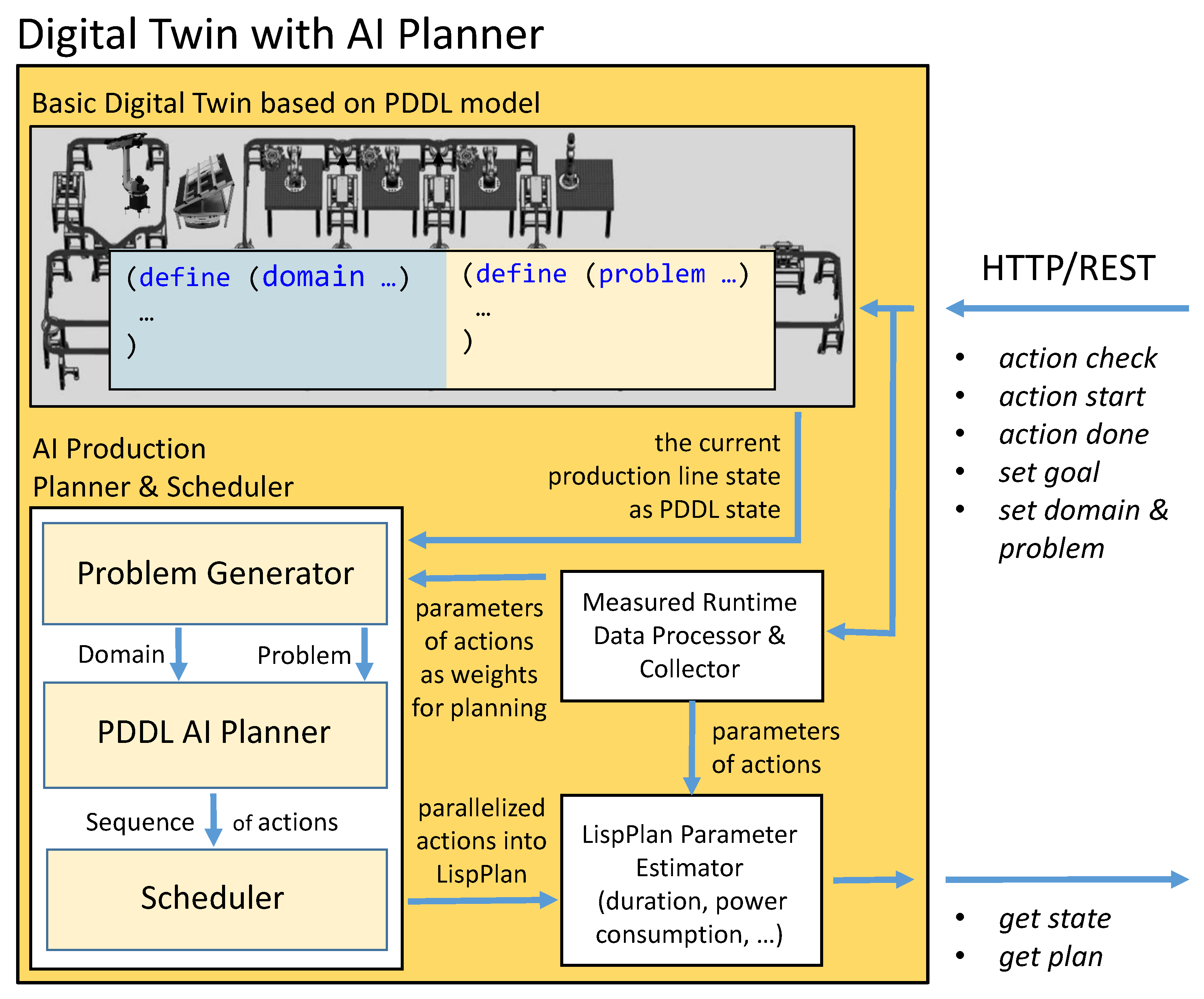
3.5. Digital Twin with AI Planner
- action check—Checks if the action can be executed and also if the action is in accordance with the current plan.
- action start—Starts the action if possible and reports back whether the action is in accordance with the current plan (if not, a replanning is automatically triggered). Otherwise, an error code is returned.
- action done—Completes the action, if possible, and reports back whether the action is in accordance with the current plan (if not, a replanning is automatically triggered). Otherwise, an error code is returned. This action/operation can be enriched with various data measured from the real production line, such as operation time or power consumption.
- set goal—Sets a production goal in PDDL format and automatically starts the planning process.
- set domain and problem—Sets up a new PDDL domain and problem and then automatically starts the planning process if the goal is already specified.
- get state—Returns the current state of the digital twin as a PDDL problem.
- get plan—Returns the current LispPlan, if any, or reports the status of the planning process. Operations already performed are continuously reflected in the returned plan. A newly computed plan is identifiable by changing the unique hash tag of the plan (calculated as SHA256), which is stored in the plan’s metadata. The resulting LispPlan also contains in its metadata estimations of the remaining time, the total number of actions/operations, and the total energy consumption.
- Empirical ad-hoc approach, where each search strategy has its own time limit based on the empirical knowledge of the programmer. If this time limit is exhausted, the search stops and another search strategy is used instead. The pre-known time limit for each search strategy determines the appropriate starting point for beginning the planning process.
- Backward iterative deepening approach, where planning starts at the point of the last operation before the end of the current plan and then iteratively extends in time toward the beginning of the plan. Since the computation time of such a plan usually increases exponentially with the expected length of the plan, the time required to compute all previous plans usually does not significantly exceed the computation time of the new plan in the next iteration.
- Machine learning estimation approach where the task is to estimate the duration of the planning process. Inputs can be a suitable representation of the particular search strategy used, the PDDL goal, and possibly even the entire PDDL problem.
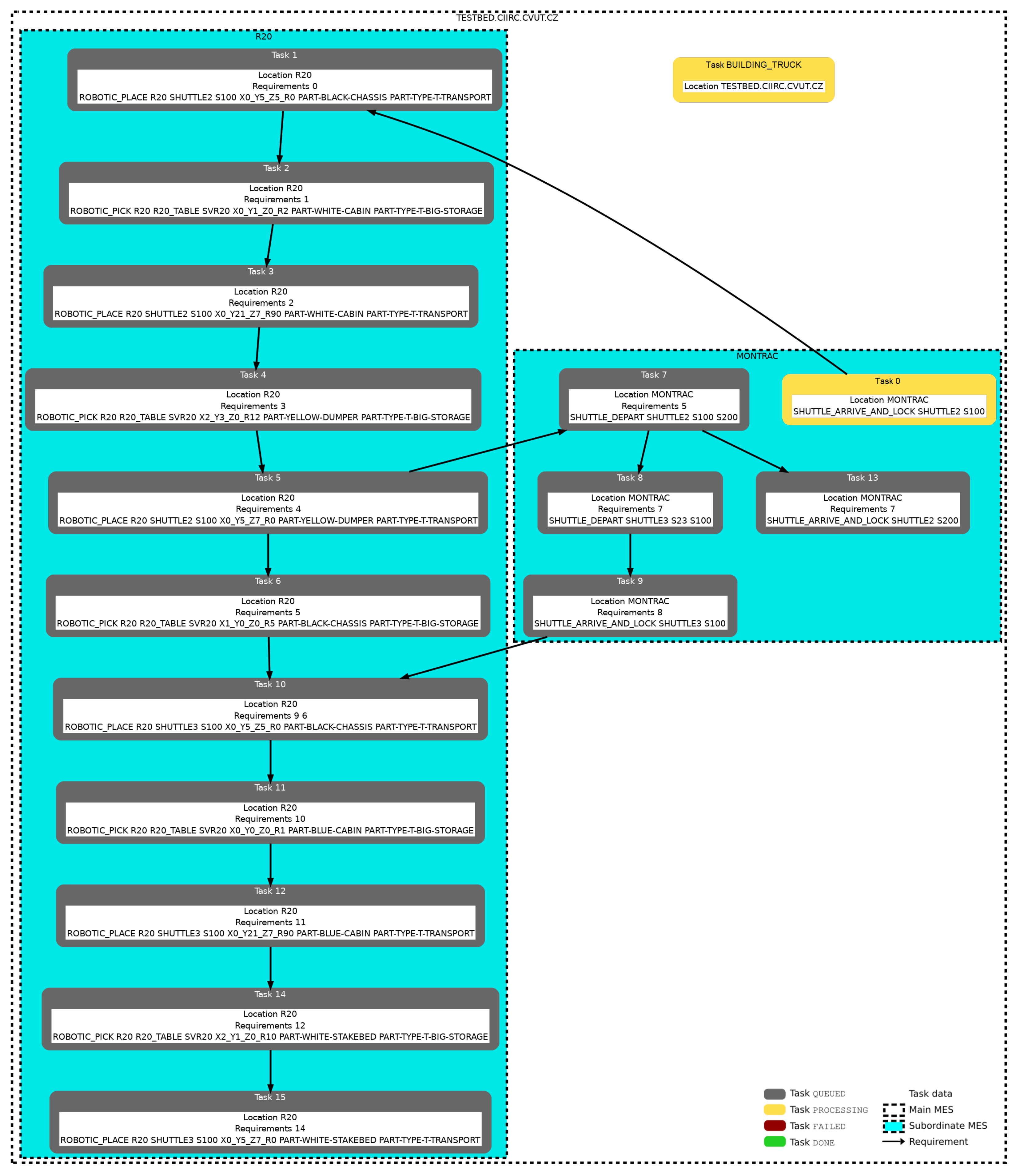
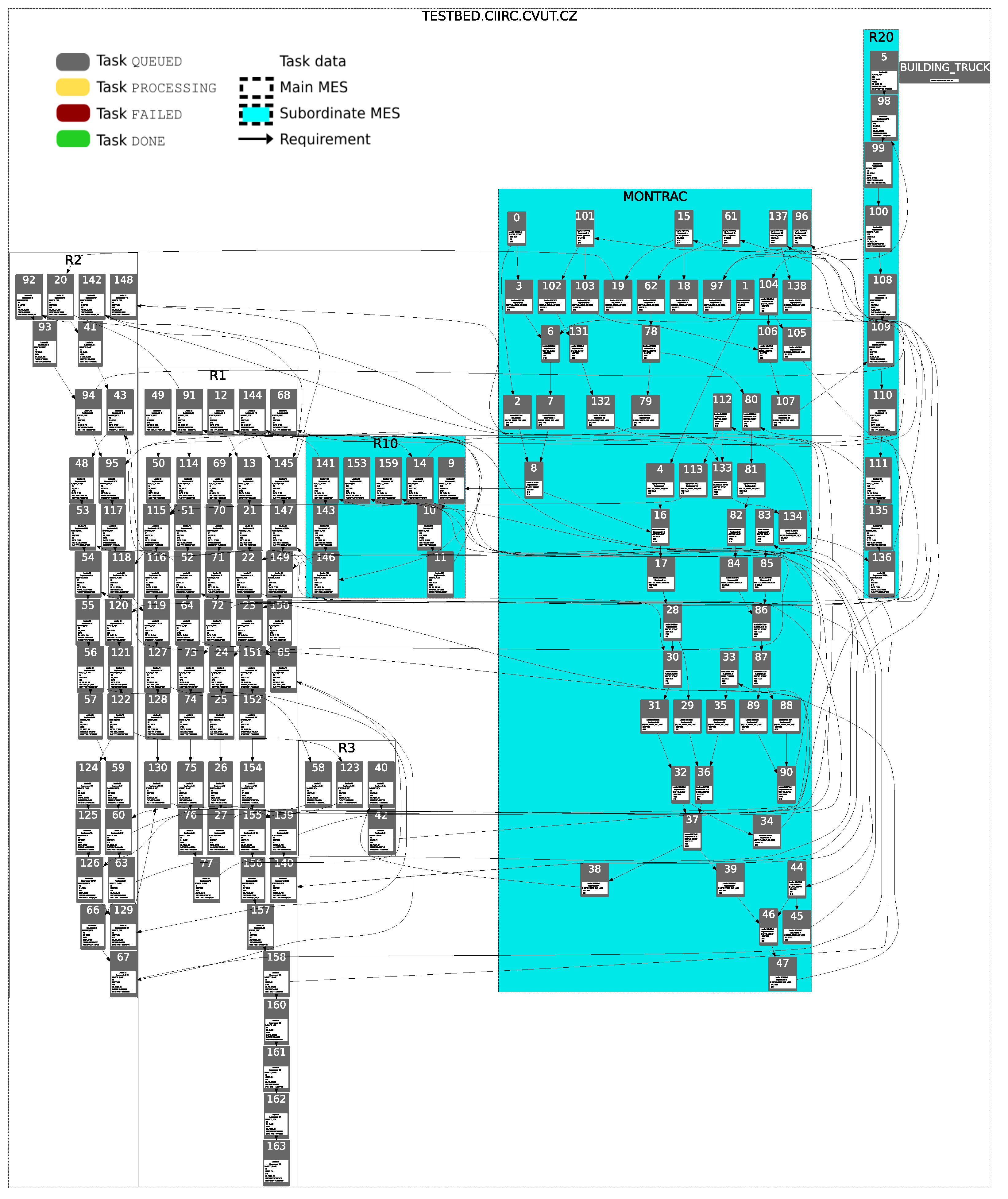
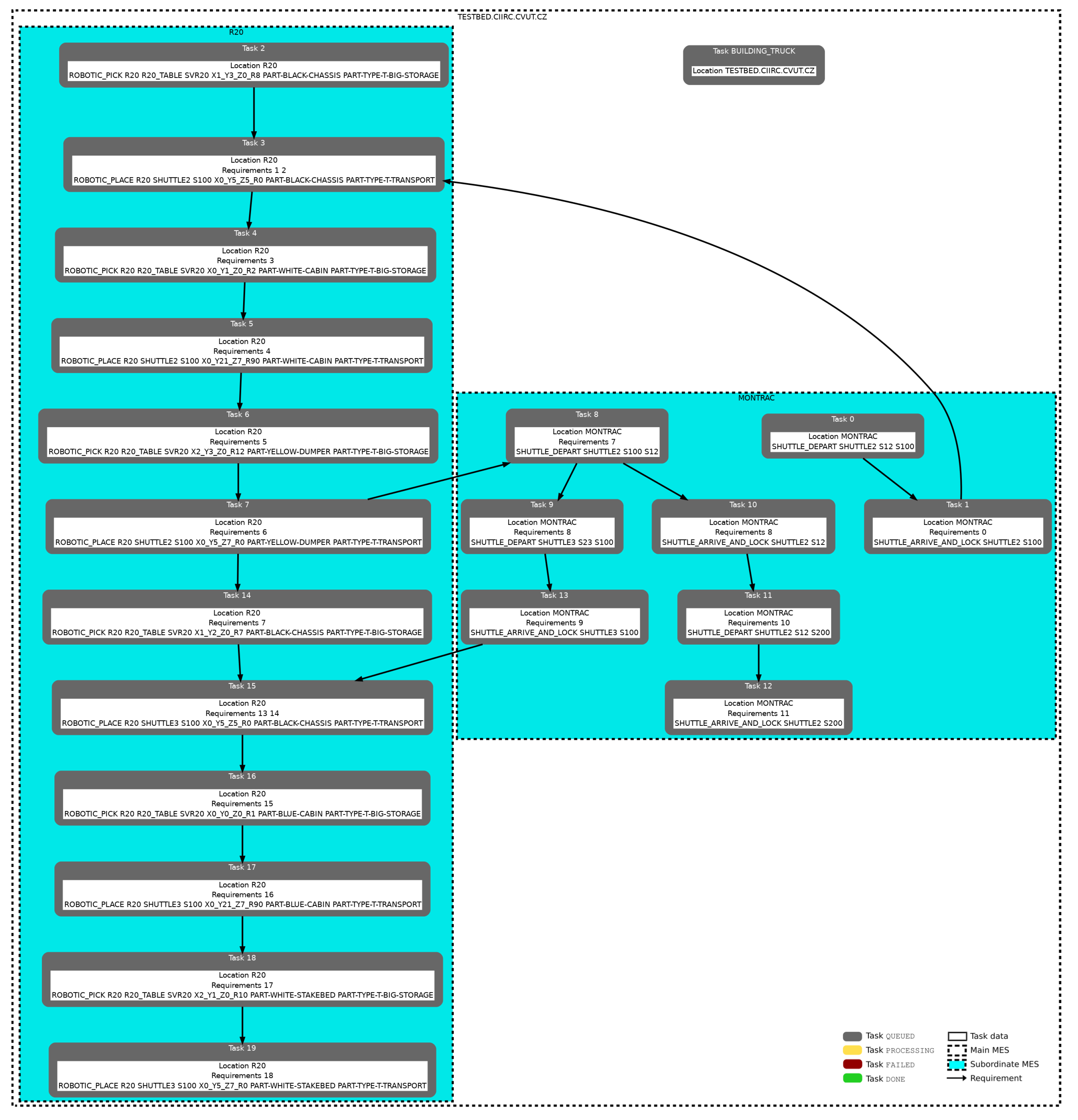
4. Evaluation and Discussion
- The main TESTBED.CIIRC.CVUT.CZ MES instance (marked by the outer dashed line with transparent fill in Figure 10).
- The MONTRAC.TESTBED.CIIRC.CVUT.CZ MES instance (marked by a dashed line with cyan fill in Figure 10).
- The R20.TESTBED.CIIRC.CVUT.CZ MES instance (marked by a dashed line with cyan fill in Figure 10).
5. Conclusions and Future Work
Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Renna, P.; Materi, S. A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems. Appl. Sci. 2021, 11, 7366. [Google Scholar] [CrossRef]
- Tonelli, F.; Evans, S.; Taticchi, P. Industrial Sustainability: Challenges, perspectives, actions. Int. J. Bus. Innov. Res. 2013, 7, 143–163. [Google Scholar] [CrossRef]
- Lezak, E.; Ferrera, E.; Rossini, R.; Maśluszczak, Z.; Fialkowska-Filipek, M.; Hovest, G.; Schneider, A.; Lourenço, E.; Baptista, A.; Cardeal, G.; et al. Towards Industry 4.0: Efficient and Sustainable Manufacturing Leveraging MTEF–MTEF-MAESTRI Total Efficiency Framework. In Research Anthology on Cross-Industry Challenges of Industry 4.0; IGI Global: Hershey, PA, USA, 2021; pp. 411–435. [Google Scholar] [CrossRef]
- Zarnekow, R.; Brenner, W. Distribution of Cost over the Application Lifecycle—A Multi-case Study. In Proceedings of the European Conference on Information Systems (ECIS), Regensburg, Germany, 26–28 May 2005; pp. 68–79. [Google Scholar]
- Berghout, E.; Nijland, M.; Powell, P. Management of lifecycle costs and benefits: Lessons from information systems practice. Comput. Ind. 2011, 62, 755–764. [Google Scholar] [CrossRef]
- Gong, G.; Chiong, R.; Deng, Q.; Han, W.; Zhang, L.; Huang, D. Energy-efficient production scheduling through machine on/off control during preventive maintenance. Eng. Appl. Artif. Intell. 2021, 104, 104359. [Google Scholar] [CrossRef]
- Amar, B.; Subhrojyoti, R.C.; Barnali, B.; Dhakshinamoorthy, R.; Seenivasan, A.; Naveenkumar, S. Knowledge driven rapid development of white box digital twins for industrial plant systems. In Proceedings of the IECON 2021—47th Annual Conference of the IEEE Industrial Electronics Society, Toronto, ON, Canada, 13–16 October 2021; pp. 1–6. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Zenisek, J.; Wild, N.; Wolfartsberger, J. Investigating the Potential of Smart Manufacturing Technologies. Procedia Comput. Sci. 2021, 180, 507–516. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Bauernhansl, T.; Ten Hompel, M. Handbuch Industrie 4.0 Bd.4: Allgemeine Grundlagen; Springer: Berlin/Heidelberg, Germany, 2020; Volume 2. [Google Scholar] [CrossRef]
- Etz, D.; Frühwirth, T.; Kastner, W. Flexible Safety Systems for Smart Manufacturing. In Proceedings of the 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA 2020), Vienna, Austria, 8–11 September 2020; Volume 1, pp. 1123–1126. [Google Scholar] [CrossRef]
- Wenzelburger, P.; Allgöwer, F. Model Predictive Control for Flexible Job Shop Scheduling in Industry 4.0. Appl. Sci. 2021, 11, 8145. [Google Scholar] [CrossRef]
- García-Menéndez, D.; Morán-Palacios, H.; Vergara-González, E.P.; Rodríguez-Montequín, V. Development of a Steel Plant Rescheduling Algorithm Based on Batch Decisions. Appl. Sci. 2021, 11, 6765. [Google Scholar] [CrossRef]
- Renna, P. Special Issue: The Planning and Scheduling of Manufacturing Systems. Appl. Sci. 2022, 12, 1713. [Google Scholar] [CrossRef]
- Segovia, M.; Garcia-Alfaro, J. Design, Modeling and Implementation of Digital Twins. Sensors 2022, 22, 5396. [Google Scholar] [CrossRef]
- Matt, D.T.; Modrák, V.; Zsifkovits, H. Implementing Industry 4.0 in SMEs: Concepts, Examples and Applications; Palgrave Macmillan, Springer: Cham, Switzerland, 2021. [Google Scholar] [CrossRef]
- Xu, L.D.; Xu, E.L.; Li, L. Industry 4.0: State of the art and future trends. Int. J. Prod. Res. 2018, 56, 2941–2962. [Google Scholar] [CrossRef] [Green Version]
- Kagermann, H.; Wahlster, W. Ten Years of Industrie 4.0. Sci 2022, 4, 26. [Google Scholar] [CrossRef]
- Ejsmont, K.; Gladysz, B.; Kluczek, A. Impact of Industry 4.0 on Sustainability—Bibliometric Literature Review. Sustainability 2020, 12, 650. [Google Scholar] [CrossRef]
- Kiel, D.; Müller, J.M.; Arnold, C.; Voigt, K.I. Sustainable Industrial Value Creation: Benefits and Challenges of Industry 4.0. Int. J. Innov. Manag. 2017, 21, 1740015. [Google Scholar] [CrossRef]
- Ghaithan, A.; Khan, M.; Mohammed, A.; Hadidi, L. Impact of Industry 4.0 and Lean Manufacturing on the Sustainability Performance of Plastic and Petrochemical Organizations in Saudi Arabia. Sustainability 2021, 13, 1252. [Google Scholar] [CrossRef]
- International Electrotechnical Commission. Enterprise Control System Integration—Part 1: Models and Terminology; ISA-95.00.01-CDV3; IEC: Durham, NC, USA, 2013. [Google Scholar]
- Hajda, J.; Jakuszewski, R.; Ogonowski, S. Security Challenges in Industry 4.0 PLC Systems. Appl. Sci. 2021, 11, 9785. [Google Scholar] [CrossRef]
- Trebuna, P.; Pekarcikova, M.; Dic, M. Comparing Modern Manufacturing Tools and Their Effect on Zero-Defect Manufacturing Strategies. Appl. Sci. 2022, 12, 1487. [Google Scholar] [CrossRef]
- Qureshi, M.R.N.M. Evaluating Enterprise Resource Planning (ERP) Implementation for Sustainable Supply Chain Management. Sustainability 2022, 14, 4779. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung. Reference Architecture Model Industrie 4.0 (RAMI4.0). 2016. Available online: https://ec.europa.eu/futurium/en/system/files/ged/a2-schweichhart-reference_architectural_model_industrie_4.0_rami_4.0.pdf (accessed on 11 January 2023).
- Wally, B.; Huemer, C.; Vogel-Heuser, B. Modelling the Top Floor: Internal and External Data Integration and Exchange. In Digital Transformation: Core Technologies and Emerging Topics from a Computer Science Perspective, 1st ed.; Vogel-Heuser, B., Wimmer, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2023. [Google Scholar]
- Vogel-Heuser, B. Herausforderungen und Anforderungen aus Sicht der IT und der Automatisierungstechnik. In Handbuch Industrie 4.0 Bd.4: Allgemeine Grundlagen; Vogel-Heuser, B., Bauernhansl, T., Ten Hompel, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 33–44. [Google Scholar] [CrossRef]
- Estivill-Castro, V.; Ferrer-Mestres, J. Path-finding in dynamic environments with PDDL-planners. In Proceedings of the 2013 16th International Conference on Advanced Robotics (ICAR), Montevideo, Uruguay, 25–29 November 2013; pp. 1–7. [Google Scholar] [CrossRef] [Green Version]
- International Electrotechnical Commission. OPC Unified Architecture—Part 1: Overview and Concepts; IEC: Durham, NC, USA, 2020. [Google Scholar]
- Profanter, S.; Tekat, A.; Dorofeev, K.; Rickert, M.; Knoll, A. OPC UA versus ROS, DDS, and MQTT: Performance Evaluation of Industry 4.0 Protocols. In Proceedings of the 2019 IEEE International Conference on Industrial Technology (ICIT), Melbourne, VIC, Australia, 13–15 February 2019; pp. 955–962. [Google Scholar] [CrossRef] [Green Version]
- Novák, P.; Douda, P.; Kadera, P.; Vyskočil, J. PyMES: Distributed Manufacturing Execution System for Flexible Industry 4.0 Cyber-Physical Production Systems. In Proceedings of the IEEE International Conference on Systems, Man, and Cybernetics, SMC 2022, Prague, Czech Republic, 9–12 October 2022; pp. 235–241. [Google Scholar] [CrossRef]
- Wally, B.; Vyskočil, J.; Novák, P.; Huemer, C.; Šindelář, R.; Kadera, P.; Mazak-Huemer, A.; Wimmer, M. Leveraging Iterative Plan Refinement for Reactive Smart Manufacturing Systems. IEEE Trans. Autom. Sci. Eng. 2021, 18, 230–243. [Google Scholar] [CrossRef]
- Novák, P.; Vyskočil, J. Digitalized Automation Engineering of Industry 4.0 Production Systems and Their Tight Cooperation with Digital Twins. Processes 2022, 10, 404. [Google Scholar] [CrossRef]
- Zhao, Y.; Yan, L.; Chen, Y.; Dai, J.; Liu, Y. Robust and Efficient Trajectory Replanning Based on Guiding Path for Quadrotor Fast Autonomous Flight. Remote. Sens. 2021, 13, 972. [Google Scholar] [CrossRef]
- Novoa-Flores, G.I.; Carpente, L.; Lorenzo-Freire, S. A Vehicle Routing Problem with Periodic Replanning. Proceedings 2018, 2, 1192. [Google Scholar] [CrossRef] [Green Version]
- Ghallab, M.; Nau, D.S.; Traverso, P. Automated Planning and Acting; Cambridge University Press: Cambridge, UK, 2016. [Google Scholar]
- Ghallab, M.; Howe, A.; Knoblock, C.; Mcdermott, D.; Ram, A.; Veloso, M.; Weld, D.; Wilkins, D. PDDL—The Planning Domain Definition Language; Tech Report CVC TR-98-003/DCS TR-1165; Yale Center for Computational Vision and Control: New Haven, CT, USA, 1998. [Google Scholar]
- Kovacs, D.L. Complete BNF Description of PDDL 3.1.; Language Specification, Department of Measurement and Information Systems, Budapest University of Technology and Economics: Budapest, Hungary, 2011. [Google Scholar]
- Sousa, A.R.; Tavares, J.J.P.Z.S. Toward Automated Planning Algorithms Applied to Production and Logistics. IFAC Proc. Vol. 2013, 46, 165–170. [Google Scholar] [CrossRef]
- Wally, B.; Vyskočil, J.; Novák, P.; Huemer, C.; Šindelář, R.; Kadera, P.; Mazak, A.; Wimmer, M. Production Planning with IEC 62264 and PDDL. In Proceedings of the 17th IEEE International Conference on Industrial Informatics (INDIN), Espoo, Finland, 23–25 July 2019; pp. 492–499. [Google Scholar]
- Pinedo, M.L. Scheduling: Theory, Algorithms, and Systems, 5th ed.; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Schroeder, G.N.; Steinmetz, C.; Rodrigues, R.N.; Henriques, R.V.B.; Rettberg, A.; Pereira, C.E. A methodology for digital twin modeling and deployment for industry 4.0. Proc. IEEE 2020, 109, 556–567. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A review of the roles of digital twin in CPS-based production systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital twin: Enabling technologies, challenges and open research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Uhlemann, T.H.J.; Lehmann, C.; Steinhilper, R. The digital twin: Realizing the cyber-physical production system for industry 4.0. Procedia Cirp 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Hänel, A.; Seidel, A.; Frieß, U.; Teicher, U.; Wiemer, H.; Wang, D.; Wenkler, E.; Penter, L.; Hellmich, A.; Ihlenfeldt, S. Digital Twins for High-Tech Machining Applications—A Model-Based Analytics-Ready Approach. J. Manuf. Mater. Process. 2021, 5, 80. [Google Scholar] [CrossRef]
- Hänel, A.; Schnellhardt, T.; Wenkler, E.; Nestler, A.; Brosius, A.; Corinth, C.; Fay, A.; Ihlenfeldt, S. The development of a digital twin for machining processes for the application in aerospace industry. Procedia CIRP 2020, 93, 1399–1404. [Google Scholar] [CrossRef]
- Sierla, S.; Azangoo, M.; Fay, A.; Vyatkin, V.; Papakonstantinou, N. Integrating 2D and 3D Digital Plant Information Towards Automatic Generation of Digital Twins. In Proceedings of the 2020 IEEE 29th International Symposium on Industrial Electronics (ISIE), Delft, The Netherlands, 17–19 June 2020; pp. 460–467. [Google Scholar] [CrossRef]
- Sierla, S.; Azangoo, M.; Rainio, K.; Papakonstantinou, N.; Fay, A.; Honkamaa, P.; Vyatkin, V. Roadmap to semi-automatic generation of digital twins for brownfield process plants. J. Ind. Inf. Integr. 2021, 27, 100282. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-PapersOnLine 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Shojaeinasab, A.; Charter, T.; Jalayer, M.; Khadivi, M.; Ogunfowora, O.; Raiyani, N.; Yaghoubi, M.; Najjaran, H. Intelligent manufacturing execution systems: A systematic review. J. Manuf. Syst. 2022, 62, 503–522. [Google Scholar] [CrossRef]
- Bratukhin, A.; Sauter, T. Functional Analysis of Manufacturing Execution System Distribution. IEEE Trans. Ind. Inform. 2011, 7, 740–749. [Google Scholar] [CrossRef]
- Matt, D.T.; Rauch, E.; Dallasega, P. Trends towards Distributed Manufacturing Systems and Modern Forms for their Design. Procedia CIRP 2015, 33, 185–190. [Google Scholar] [CrossRef]
- Mařík, V.; McFarlane, D. Industrial Adoption of Agent-Based Technologies. IEEE Intell. Syst. 2005, 20, 27–35. [Google Scholar] [CrossRef]
- Fei, L. Manufacturing execution system design and implementation. In Proceedings of the 2nd International Conference on Computer Engineering and Technology 2010, Chengdu, China, 16–18 April 2010; Volume 6. [Google Scholar] [CrossRef]
- Pan, F.; Shi, H.; Duan, B. Manufacturing Execution System present situation and development trend analysis. In Proceedings of the IEEE International Conference on Information and Automation, Lijiang, China, 8–10 August 2015; pp. 535–540. [Google Scholar] [CrossRef]
- Gao, Q.; Li, F.; Chen, C. Research of Internet of Things applied to manufacturing execution system. In Proceedings of the 2015 IEEE International Conference on Cyber Technology in Automation, Control, and Intelligent Systems (CYBER), Shenyang, China, 8–12 June 2015; pp. 661–665. [Google Scholar] [CrossRef]
- Unver, H.O. An ISA-95-based manufacturing intelligence system in support of lean initiatives. Int. J. Adv. Manuf. Technol. 2012, 65, 853–866. [Google Scholar] [CrossRef]
- Wally, B.; Huemer, C.; Mazak, A. Aligning Business Services with Production Services: The Case of REA and ISA-95. In Proceedings of the 10th IEEE International Conference on Service Oriented Computing and Applications (SOCA), Kanazawa, Japan, 22–25 November 2017; pp. 9–17. [Google Scholar] [CrossRef]
- Lang, L.; Wally, B.; Huemer, C.; Šindelár, R.; Mazak, A.; Wimmer, M. A Graphical Toolkit for IEC 62264-2. In Proceedings of the 53rd CIRP Conference on Manufacturing Systems (CMS), Chicago, IL, USA, 1–3 July 2020. [Google Scholar] [CrossRef]
- Wally, B. Provisioning for MES and ERP; AR_MES_ERP 2.0.0.; Business Informatics Group, CDL-MINT, TU: Wien, Austria, 2018. [Google Scholar]
- International Electrotechnical Commission, Engineering Data Exchange Format for Use in Industrial Automation Systems Engineering—Automation Markup Language—Part 1: ARCHITECTURE and General Requirements; International Electrotechnical Commission: Durham, NC, USA, 2018.
- Lange, J.; Iwanitz, F.; Burke, T.J. OPC—From Data Access to Unified Architecture; VDE Verlag: Berlin, Germany, 2010. [Google Scholar]
- Profanter, S.; Dorofeev, K.; Zoitl, A.; Knoll, A. OPC UA for plug & produce: Automatic device discovery using LDS-ME. In Proceedings of the 2017 22nd IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Limassol, Cyprus, 12–15 September 2017; pp. 1–8. [Google Scholar] [CrossRef]
- Dorofeev, K.; Profanter, S.; Cabral, J.; Ferreira, P.; Zoitl, A. Agile Operational Behavior for the Control-Level Devices in Plug&Produce Production Environments. In Proceedings of the 2019 24th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Zaragoza, Spain, 10–13 September 2019; pp. 49–56. [Google Scholar] [CrossRef]
- Ono, T.; Ali, S.; Hunkar, P.; Brandl, D. OPC 10030: ISA-95 Common Object Model. 2013. Available online: https://reference.opcfoundation.org/ISA-95/docs/ (accessed on 11 January 2023).
- Mazak-Huemer, A.; Wimmer, M.; Huemer, C.; Wally, B.; Frühwirth, T.; Kastner, W. Rahmenwerk zur modellbasierten horizontalen und vertikalen Integration von Standards für Industrie 4.0. In Handbuch Industrie 4.0: Produktion, Automatisierung und Logistik; Ten Hompel, M., Vogel-Heuser, B., Bauernhansl, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Fay, A.; Schaefer, I.; Tichy, M. Evolution of software in automated production systems: Challenges and research directions. J. Syst. Softw. 2015, 110, 54–84. [Google Scholar] [CrossRef] [Green Version]
- Barth, M.; Fay, A. Automated generation of simulation models for control code tests. Control. Eng. Pract. 2013, 21, 218–230. [Google Scholar] [CrossRef]
- Rogalla, A.; Fay, A.; Niggemann, O. Improved Domain Modeling for Realistic Automated Planning and Scheduling in Discrete Manufacturing. In Proceedings of the 23rd IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Turin, Italy, 4–7 September 2018; pp. 464–471. [Google Scholar]
- Novák, P.; Vyskočil, J.; Kadera, P. Plan Executor MES: Manufacturing Execution System Combined with a Planner for Industry 4.0 Production Systems. In Industrial Applications of Holonic and Multi-Agent Systems, Proceedings of the 9th International Conference on Industrial Applications of Holonic and Multi-Agent Systems (HoloMAS); Mařík, V., Kadera, P., Rzevski, G., Zoitl, A., Anderst-Kotsis, G., Tjoa, A.M., Khalil, I., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 67–80. [Google Scholar]
- Novák, P.; Vyskočil, J.; Wally, B. The Digital Twin as a Core Component for Industry 4.0 Smart Production Planning. IFAC-PapersOnLine 2020, 53, 10803–10809. [Google Scholar] [CrossRef]
- Wally, B.; Vyskočil, J.; Novák, P.; Huemer, C.; Šindelář, R.; Kadera, P.; Mazak, A.; Wimmer, M. Flexible Production Systems: Automated Generation of Operations Plans Based on ISA-95 and PDDL. IEEE Robot. Autom. Lett. 2019, 4, 4062–4069. [Google Scholar] [CrossRef] [Green Version]
- Wally, B.; Huemer, C.; Mazak, A. A View on Model-Driven Vertical Integration: Alignment of Production Facility Models and Business Models. In Proceedings of the 13th IEEE International Conference on Automation Science and Engineering (CASE), Xi’an, China, 20–23 August 2017. [Google Scholar] [CrossRef]
- Singh, M.; Fuenmayor, E.; Hinchy, E.P.; Qiao, Y.; Murray, N.; Devine, D. Digital Twin: Origin to Future. Appl. Syst. Innov. 2021, 4, 36. [Google Scholar] [CrossRef]
- Novák, P.; Douda, P.; Vyskočil, J.; Wally, B. PyAML: Enhancing AutomationML for Advanced Virtualization of Industry 4.0 Cyber-Physical Production Systems with Python Code Injections. In Proceedings of the 26th IEEE International Conference on Emerging Technologies and Factory Automation, ETFA 2021, Västerås, Sweden, 7–10 September 2021. [Google Scholar]
- Helmert, M. The Fast Downward Planning System. J. Artif. Int. Res. 2006, 26, 191–246. [Google Scholar] [CrossRef]
- Hart, P.E.; Nilsson, N.J.; Raphael, B. A Formal Basis for the Heuristic Determination of Minimum Cost Paths. IEEE Trans. Syst. Sci. Cybern. 1968, 4, 100–107. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operation/Action | Execution Time (Mean ± SD) [s] | Energy Consumption (Mean ± SD) [Wh] |
|---|---|---|
| (ROBOTIC_PICK R20 ... SVR20 ...R8 PART-BLACK-CHASSIS ...) | ||
| (ROBOTIC_PLACE R20 ... S100 ... PART-BLACK-CHASSIS ...) | ||
| (ROBOTIC_PICK R20 ... SVR20 ... PART-WHITE-CABIN ...) | ||
| (ROBOTIC_PLACE R20 ... S100 ... PART-WHITE-CABIN ...) | ||
| (ROBOTIC_PICK R20 ... SVR20 ... PART-YELLOW-DUMPER ...) | ||
| (ROBOTIC_PLACE R20 ... S100 ... PART-YELLOW-DUMPER ...) | ||
| (ROBOTIC_PICK R20 ... SVR20 ...R5 PART-BLACK-CHASSIS ...) | ||
| (ROBOTIC_PICK R20 ... SVR20 ... PART-BLUE-CABIN ...) | ||
| (ROBOTIC_PLACE R20 ... S100 ... PART-BLUE-CABIN ...) | ||
| (ROBOTIC_PICK R20 ... SVR20 ... PART-WHITE-STAKEBED ...) | ||
| (ROBOTIC_PLACE R20 ... S100 ... PART-WHITE-STAKEBED ...) | ||
| (SHUTTLE_DEPART SHUTTLE2 S12 S100) | ||
| (SHUTTLE_ARRIVE_AND_LOCK SHUTTLE2 S100) from S12 | ||
| (SHUTTLE_DEPART SHUTTLE3 S100 S200) | ||
| (SHUTTLE_ARRIVE_AND_LOCK SHUTTLE3 S200) from S100 | ||
| (SHUTTLE_DEPART SHUTTLE2 S12 S200) | ||
| (SHUTTLE_ARRIVE_AND_LOCK SHUTTLE2 S200) from S12 | ||
| (SHUTTLE_DEPART SHUTTLE3 S23 S100) | ||
| (SHUTTLE_ARRIVE_AND_LOCK SHUTTLE3 S100) from S23 |
| Task ID | Operation/Action | Execution Time [s] | Energy Consumption [Wh] |
|---|---|---|---|
| (SHUTTLE_DEPART SHUTTLE2 S12 S100) | |||
| (ROBOTIC_PICK R20 ... SVR20 ...R8 PART-BLACK-CHASSIS ...) | |||
| 0 | (SHUTTLE_ARRIVE_AND_LOCK SHUTTLE2 S100) from S12 | ||
| 1 | (ROBOTIC_PLACE R20 ... S100 ... PART-BLACK-CHASSIS ...) | ||
| 2 | (ROBOTIC_PICK R20 ... SVR20 ... PART-WHITE-CABIN ...) | ||
| 3 | (ROBOTIC_PLACE R20 ... S100 ... PART-WHITE-CABIN ...) | ||
| 4 | (ROBOTIC_PICK R20 ... SVR20 ... PART-YELLOW-DUMPER ...) | ||
| 5 | (ROBOTIC_PLACE R20 ... S100 ... PART-YELLOW-DUMPER ...) | ||
| 6 | (ROBOTIC_PICK R20 ... SVR20 ...R5 PART-BLACK-CHASSIS ...) | ||
| 7 | (SHUTTLE_DEPART SHUTTLE3 S100 S200) | ||
| 8 | (SHUTTLE_DEPART SHUTTLE3 S23 S100) | ||
| 9 | (SHUTTLE_ARRIVE_AND_LOCK SHUTTLE3 S100) from S23 | ||
| 10 | (ROBOTIC_PLACE R20 ... S100 ... PART-BLACK-CHASSIS ...) | ||
| 11 | (ROBOTIC_PICK R20 ... SVR20 ... PART-BLUE-CABIN ...) | ||
| 12 | (ROBOTIC_PLACE R20 ... S100 ... PART-BLUE-CABIN ...) | ||
| 13 | (SHUTTLE_ARRIVE_AND_LOCK SHUTTLE3 S200) from S100 | ||
| 14 | (ROBOTIC_PICK R20 ... SVR20 ... PART-WHITE-STAKEBED ...) | ||
| 15 | (ROBOTIC_PLACE R20 ... S100 ... PART-WHITE-STAKEBED ...) | ||
| Sum total |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vyskočil, J.; Douda, P.; Novák, P.; Wally, B. A Digital Twin-Based Distributed Manufacturing Execution System for Industry 4.0 with AI-Powered On-The-Fly Replanning Capabilities. Sustainability 2023, 15, 6251. https://doi.org/10.3390/su15076251
Vyskočil J, Douda P, Novák P, Wally B. A Digital Twin-Based Distributed Manufacturing Execution System for Industry 4.0 with AI-Powered On-The-Fly Replanning Capabilities. Sustainability. 2023; 15(7):6251. https://doi.org/10.3390/su15076251
Chicago/Turabian StyleVyskočil, Jiří, Petr Douda, Petr Novák, and Bernhard Wally. 2023. "A Digital Twin-Based Distributed Manufacturing Execution System for Industry 4.0 with AI-Powered On-The-Fly Replanning Capabilities" Sustainability 15, no. 7: 6251. https://doi.org/10.3390/su15076251
APA StyleVyskočil, J., Douda, P., Novák, P., & Wally, B. (2023). A Digital Twin-Based Distributed Manufacturing Execution System for Industry 4.0 with AI-Powered On-The-Fly Replanning Capabilities. Sustainability, 15(7), 6251. https://doi.org/10.3390/su15076251