Design Methodology for Appropriate Technology: Engineering as if People Mattered



Abstract
:1. Introduction: Research Gap and Objective

2. Historical Positioning
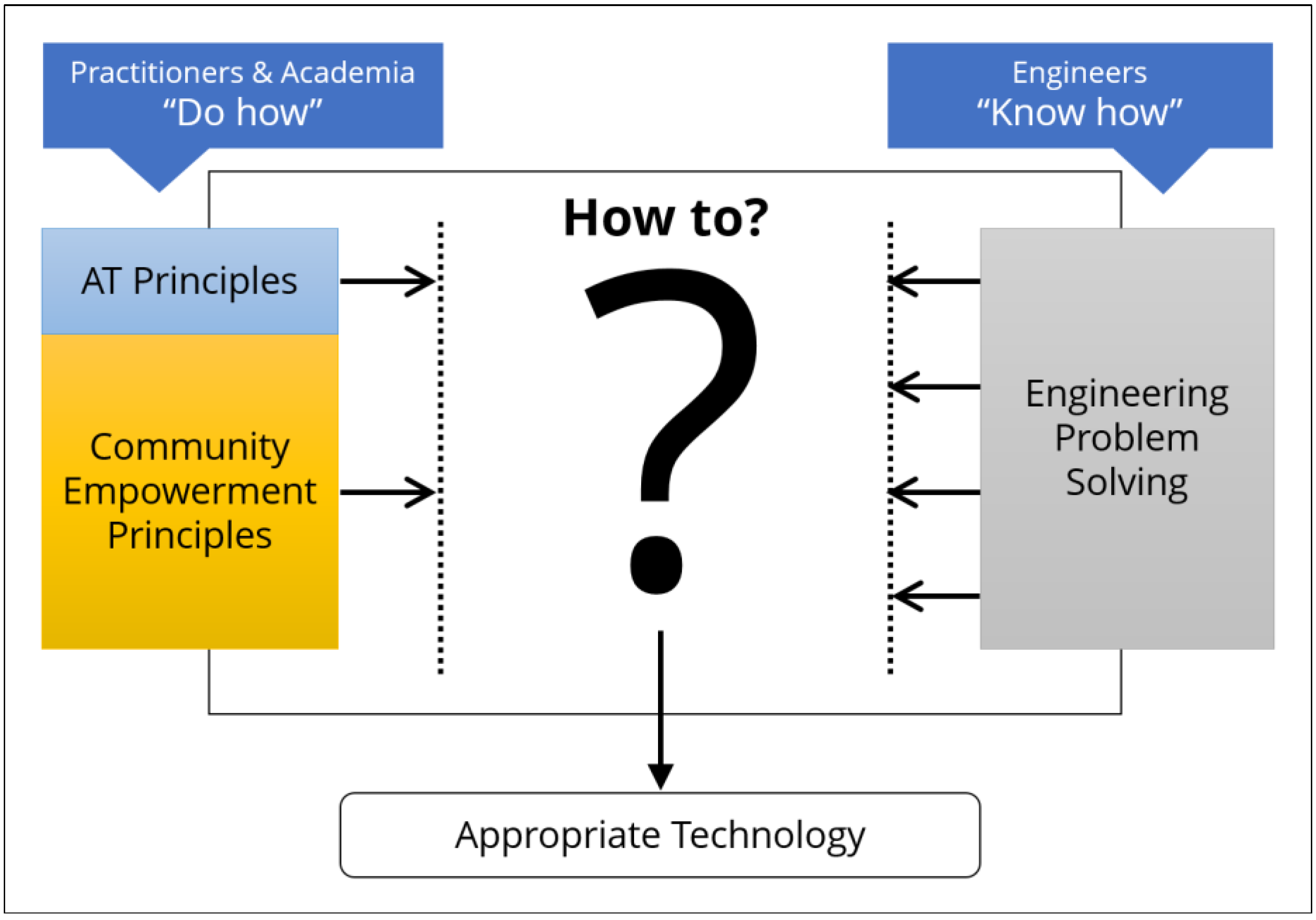
3. Basic Approach

4. Design Methodology for Appropriate Technology
4.1. Design Framework: Basic Workflow and Worksheet
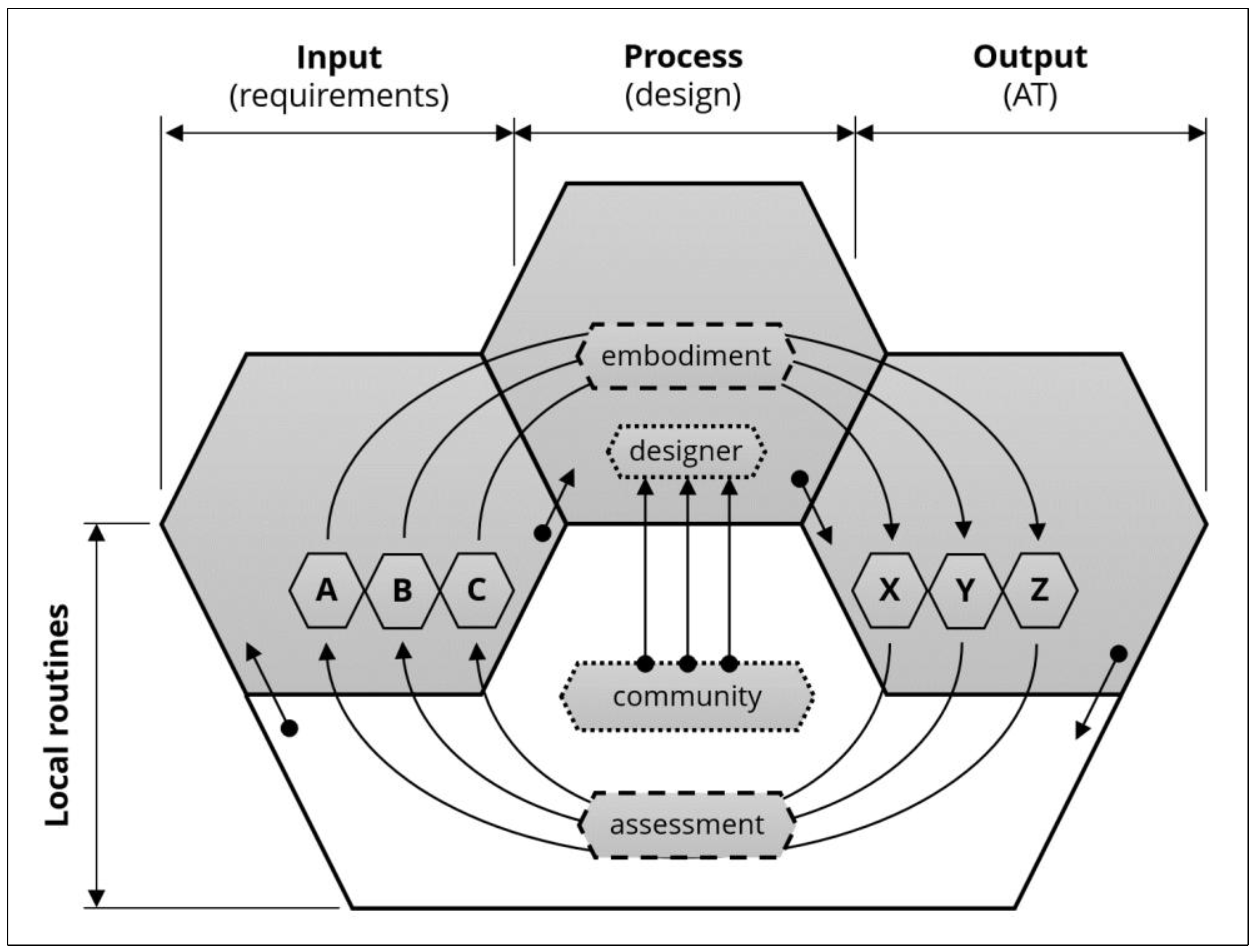
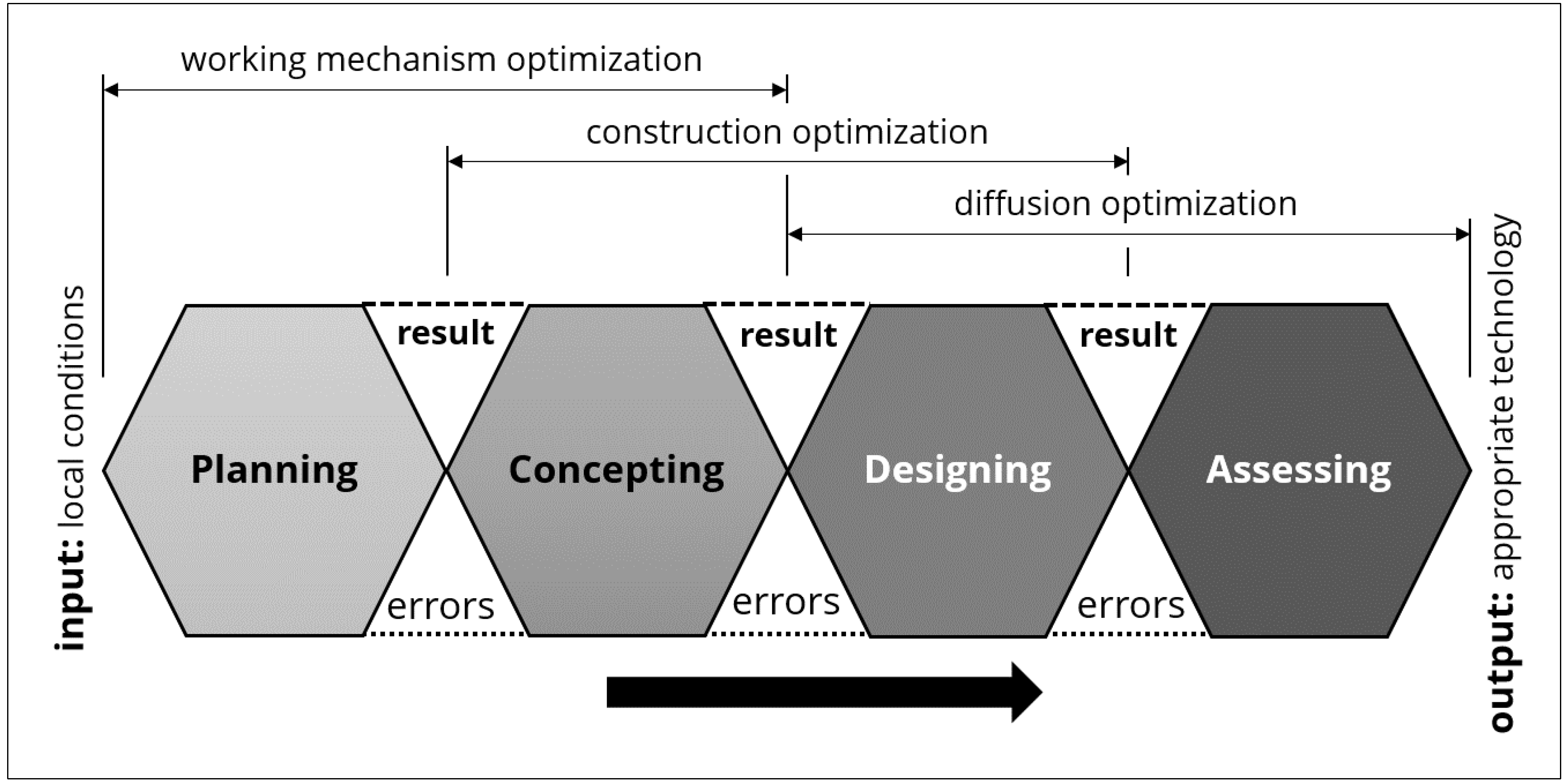
4.1.1. Basic Design Workflow


4.1.2. Worksheet of Design Activities
“Unless we build on the resources in which poor people are rich, the development process will not be dignified and a mutually respectful and learning culture will not be reinforced in society.”

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Step | Check | Activities | Figures & Tables |
|---|---|---|---|
| Planning Stage | |||
| Choosing Gatekeepers | Testing reliability | Figure 5 Table 2 | |
| Categorizing gatekeepers | |||
| Selecting gatekeepers | |||
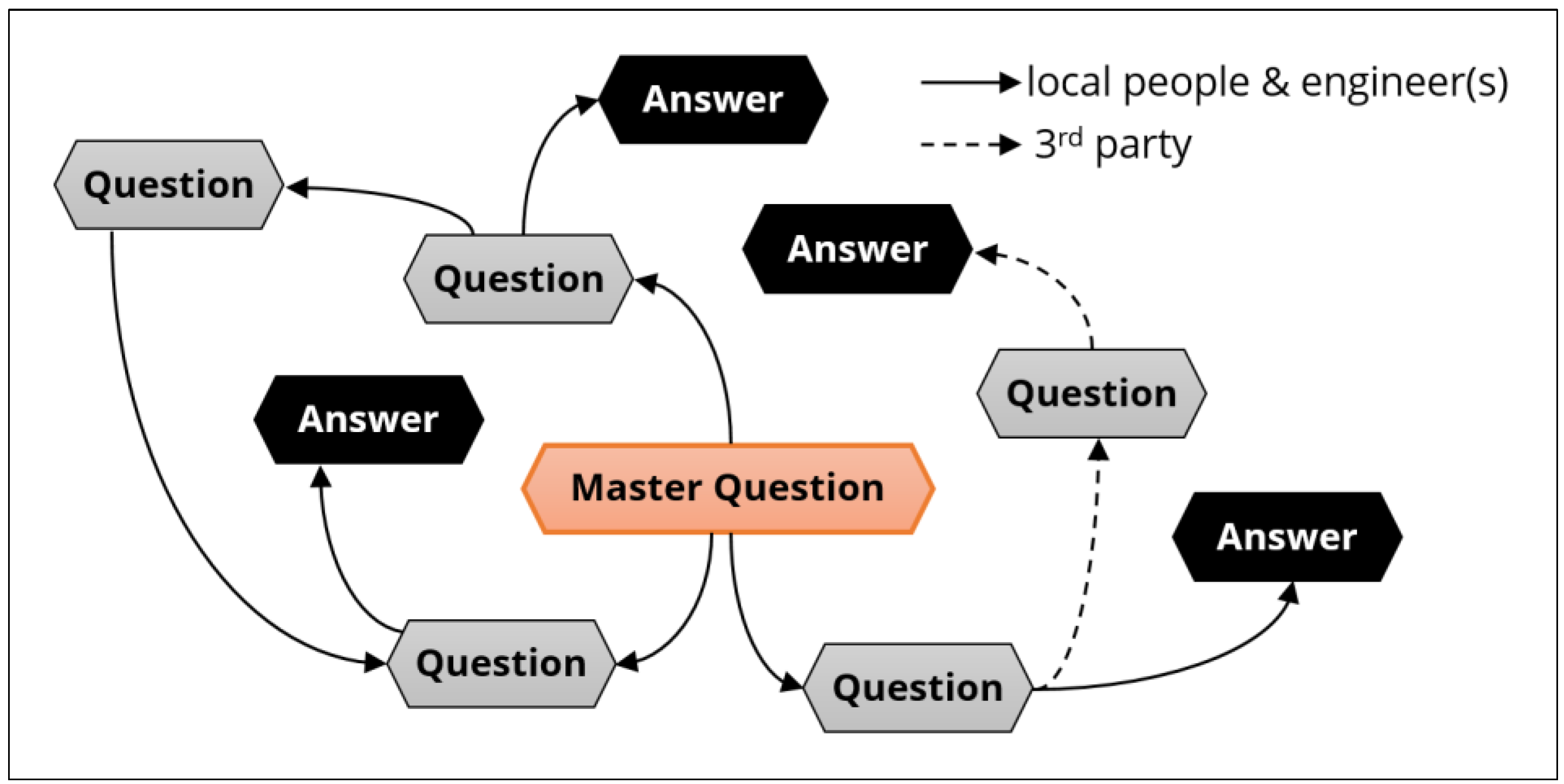
| Revealing Field Inputs | Making a master question | Figure 6, Figure 7, Figure 8 Table 3 | |
| Informal Question & Answer | |||
| 3rd party information | |||
| Triangulation | |||
| Compiling Requirements | Naming requirements | Table 4 | |
| Grouping requirements | |||
| Formatting quantitative/qualitative specification | |||
| Concepting Stage | |||
| Scaling Degree of Creativity | Distinguishing freedom(s) and constraint(s) | Table 5 | |
| Grouping same freedom & constraints’ pattern | |||
| Filling out standards and additional notes | |||
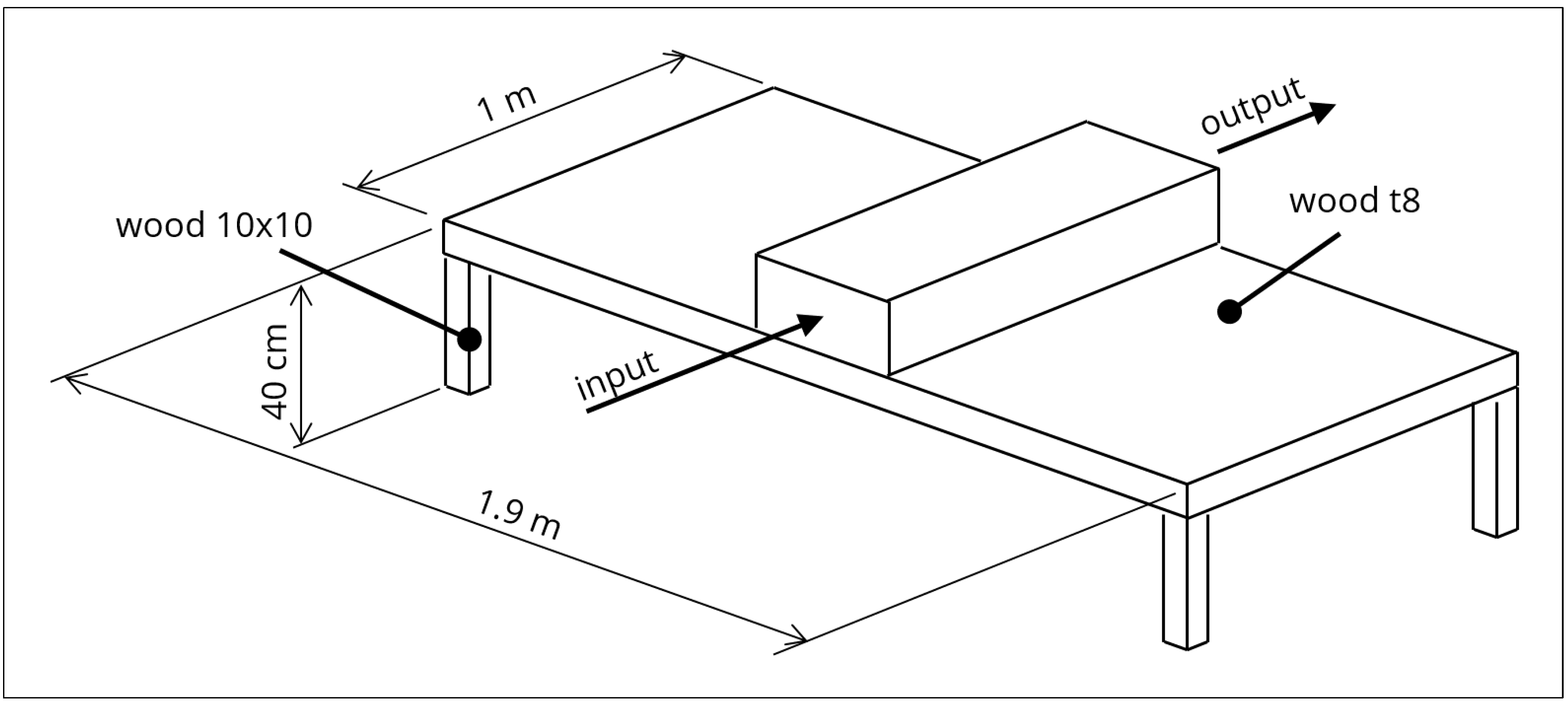
| Establishing Physiological Concepts | Deriving physiological functions (PF) | Figure 9 Table 6, Table 7, Table 8 | |
| Exploring alternatives for each of PFs | |||
| Composing Physiological Concepts | |||
| Detailing physiological concepts | |||
| Designing Stage | |||
| Constructing Designs | Drafting design | Figure 10 | |
| Constructing AT designs | |||
| Field Testing | Placing ATs on future usage field | Table 9, Table 10, Table 11 | |
| Developing testing procedures | |||
| Preparing required forms and training field testers | |||
| Doing field testing in some repetitions | |||
| Compiling testing results | |||
| Assessing Stage | |||
| Valuating Performances | Establishing valuation standards | Table 12, Table 13 | |
| Gathering required calculation standards | |||
| Valuing performances of each tested design | |||
| Evaluating Level of Appropriateness | Weighting operational variables | Table 14, Table 15 | |
| Performance evaluation | |||
| Assessing Stage | |||
| Judging Appropriate Technology | Compiling evaluation of all designs in all aspects | Figure 11, Figure 12 Table 16, Table 17 | |
| Mapping simple technological appropriateness | |||
| Judging (first level) | |||
| Mapping reversed appropriateness | |||
| Judging (fist level, alternative judgment) | |||
| Recalculating by incorporating IA multiplier | |||
| Judging (second level) | |||
4.2. The Planning Stage: Revealing Requirements
4.2.1. First Step: Choosing Gatekeepers

| Type | Occupation | Place | People | Prospect | Recommendation |
|---|---|---|---|---|---|
| GK000 | {occupation} | 0 | 0 | 0 | Not recommended |
| GK100 | {occupation} | 1 | 0 | 0 | Not recommended |
| GK010 | {occupation} | 0 | 1 | 0 | Not recommended |
| GK001 | {occupation} | 0 | 0 | 1 | Not recommended |
| GK011 | {occupation} | 0 | 1 | 1 | Less recommended |
| GK101 | {occupation} | 1 | 0 | 1 | Less recommended |
| GK110 | {occupation} | 1 | 1 | 0 | Recommended |
| GK111 | {occupation} | 1 | 1 | 1 | Very recommended |
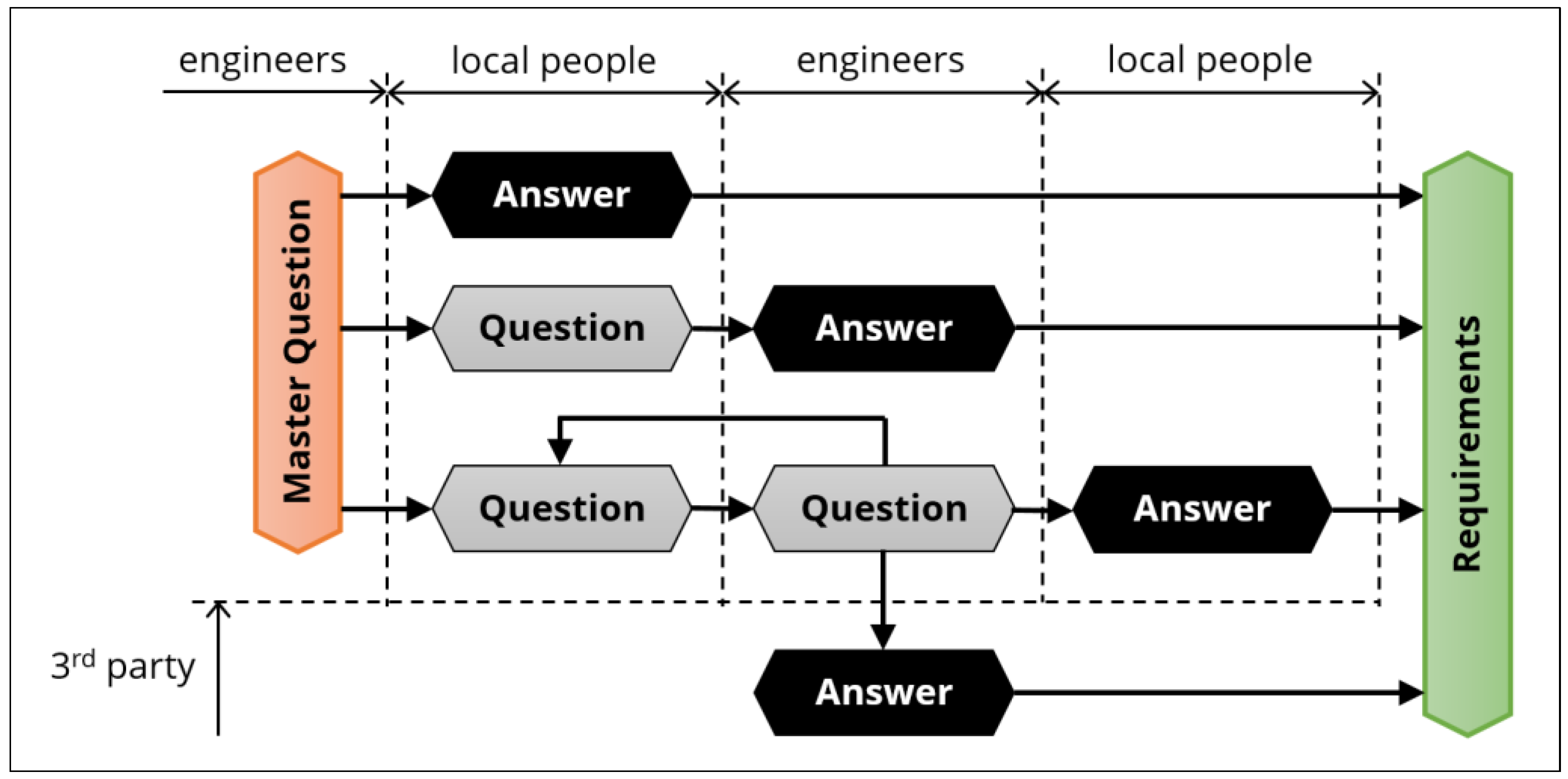
4.2.2. Second Step: Revealing Field Inputs
| Aspects | Theoretical Variables | Operational Variables |
|---|---|---|
| Technical [T] | Functions [Ta] | [Taa … Ta(n)] |
| Time & Difficulties [Tb] | [Tba … Tb(n)] | |
| Features [Tc] | [Tca … Tc(n)] | |
| Economic [E] | Investment [Ea] | [Eaa … Ea(n)] |
| Operations [Eb] | [Eba … Eb(n)] | |
| Income [Ec] | [Eca … Ec(n)] | |
| Environmental [V] | Emission [Va] | [Vaa … Va(n)] |
| Reusability [Vb] | [Vba … Vb(n)] | |
| Degradability [Vc] | [Vca … Vc(n)] | |
| Social [S] | Knowledge [Sa] | [Saa … Sa(n)] |
| Perception [Sb] | [Sba … Sb(n)] | |
| Fear [Sc] | [Sca … Sc(n)] |



4.2.3. Third Step: Compiling Emerged Requirements
| General requirements [G] | ||
|---|---|---|
| {name} | {number} {unit}/{condition} | |
| {position}; {if …} | ||
| Technical [T]/Economic [E]/Environmental [V]/Social [S] | ||
| {name} | {{max/min}/{average}} {number} {unit}/{average} {max number}-{min number} {unit} /> {{lower} {unit}, < {upper} {unit}}/{condition} | |
| {position}; {for …}/{if …}; {Max/Min} {is about}; {{higher/lower} is better};{{less/more} doesn’t really matter} | ||
| {name} | ||
| 1st | {name of option}; {if …}; {not/recommended} | |
| {{x} | {name of option}; {if …}; {not/recommended} | |
4.3. The Conceptual Stage: Composing Design Concepts
4.3.1. Fourth Step: Scaling Degree of Creativity
| Degree of Creativity | Category | Requirements | Qualitative/Quantitative Indicators | Additional Notes |
|---|---|---|---|---|
| 0 | ||||
| [fixed] | G/T/E/V/S | {name } | {number} {unit} | {position}; {if …} |
| G/T/E/V/S | {name} | {condition} | {idem} | |
| 1 | ||||
| [c > f > c] | G/T/E/V/S | {name} | {average} {max}-{min} {unit} | {position}; {if …} |
| G/T/E/V/S | {name} | |||
| 1st priority | {name of option} | {if …} | ||
| {x} priority | {name of option} | {not recommended}; {if …} | ||
| 2 | ||||
| [f > c] or [ f < c] | G/T/E/V/S | {name} | {max/min} {number} {unit} | {for …}; {Max/Min} {is about}; {{higher/lower} is better}; {{less /more} doesn’t really matter} |
| G/T/E/V/S | {name} | {condition} | {idem} | |
| 3 | ||||
| [f > c > f] | G/T/E/V/S | {name} | >{lower} {unit}; <{upper} {unit} | {idem} |
| 4+ | ||||
| [~ f] | G/T/E/V/S | {name} | - | not defined yet; {{higher/lower} is better}; {if …} |
4.3.2. Fifth Step: Establishing Physiological Concepts
4.3.2.1. Deriving Physiological Functions

4.3.2.2. Exploring Alternatives for Each Physiological Function
| PF1 | 1A // PF1 Alternative A | 1B // PF1 Alternative B | 1n // PF1 Alternative n |
| {name of alternative} | {name of alternative} | {name of alternative} | |
| {visualization of 1A} | {visualization of 1B} | {visualization of 1n}n | |
| + | 1. {advantage 1} n. {advantage n} | 1. {advantage 1} n. {advantage n} | 1. {advantage 1} n. {advantage n} |
| - | 1. {disadvantage 1} n. {disadvantage n} | 1. {disadvantage 1} n. {disadvantage n} | 1. {disadvantage 1} n. {disadvantage n} |
| PF2 | |||
| … | |||
4.3.2.3. Composing Physiological Concepts
 |
| D1 | D n |
|---|---|
| PF1 = 1B {name of alternative} PF2 = 2A {name of alternative} PF3 = 3B {name of alternative} PF4 = 4A {name of alternative} | PF1 = 1
n {name of alternative} PF2 = 2n {name of alternative} PF3 = 3n {name of alternative} PF4 = 4B {name of alternative} |
| {concept description} | {concept description} |
| Advantages | |
| {compilation of advantages of chosen alternatives} | {compilation of advantages of chosen alternatives} |
| Disadvantages | |
| {compilation of disadvantages of chosen alternatives} | {compilation of disadvantages of chosen alternatives} |
4.4. The Designing Stage: Constructing Designs and Testing Alternatives
4.4.1. Sixth Step: Constructing Designs

4.4.2. Seventh Step: Field Testing
| Daily Routines | Testing Time | |||
|---|---|---|---|---|
| Routines | Timeline | Availability | Possible Activity | Required Time |
| {name of routine} | {dd:hh:mm} | {{A} or {N/A}} | {name of possible activity} | {dd:hh:mm} |
| … | … | … | … | … |
| Procedures | |||||
|---|---|---|---|---|---|
| No. | Timeline | Activity | Measurement | Standard | |
| Day | Time | ||||
| 1 | {dd} | {hh:mm} | {name of activity} | {measured performance} | {applied standard} |
| … | … | … | … | … | … |
| Date | Time | Outside | Inside | |
|---|---|---|---|---|
| Humidity | Temperature | Temperature | ||
| June 1st, 2013 | 08.00 AM | 46% | 30 °C | 52 °C |
| 12.00 PM | 56% | 32 °C | 59 °C | |
| 16.00 PM | 53% | 31 °C | 52 °C | |
| June 2nd, 2013 | {hh:mm} | {number}% | {temperature} °C | {temperature} °C |
| … | … | … | … | … |
4.5. The Assessing Stage: Valuating and Evaluating Appropriateness
4.5.1. Eight Step: Valuating Performances
4.5.1.1. Establishing Valuation Standards
| TECHNICAL [T] | n | 2 | 1 | 0 |
| {name} | {range} {unit} | {range} {unit} | {range} {unit} | {range} {unit} |
| {name} | {only} {option 1} {or option x} | {option 1 & x} | {option 1 & xx} | {option x & xx} |
| {name} | {The best} | {The worse} | {The worst} | - |
4.5.1.2. Valuing Performances of Each Tested Design
| TECHNICAL [T] | D1 | Dn |
| {name} | {fixed number} {unit}/{condition} | {fixed number} {unit}/{condition} |
| {name} | {range} {unit} | {range} {unit} |
| {name} | {only} {option x} | {option x & xx} |
4.5.2. Ninth Step: Evaluating Level of Appropriateness
4.5.2.1. Weighting Operational Variables
| Technical | Taa | Tab | Tba | Tbb | Tca | Tcb | Sum | % |
| Taa | 0 | 1 | 1 | 0 | 0 | 2 | 13.3% | |
| Tab | 1 | 1 | 1 | 1 | 0 | 4 | 26.7% | |
| Tba | 0 | 0 | 0 | 0 | 1 | 1 | 6.7% | |
| Tbb | 0 | 0 | 1 | 0 | 0 | 1 | 6.7% | |
| Tca | 1 | 0 | 1 | 1 | 0 | 3 | 20.0% | |
| Tcb | 1 | 1 | 0 | 1 | 1 | 4 | 26.7% | |
| Total Sums | 15 | 100.0% | ||||||

4.5.2.2. Performance Evaluation
| {aspect} [ {A} ] | D1 | D2 | Dn | |||||||
| {name} | {W} | {performance} | {Z} | {Y}% | {performance} | {Z} | {Y}% | {performance} | {Z} | {Y}% |
| {standard} | {standard} | {standard} | ||||||||
| {name} | {W} | {performance} | {Z} | {Y}% | {performance} | {Z} | {Y}% | {performance} | {Z} | {Y}% |
| {standard} | {standard} | {standard} | ||||||||
| 100% | {QZ} | {QY}% | {QZ} | {QY}% | {QZ} | {QY}% | ||||
4.5.3. Tenth Step: Judging Appropriate Technology
4.5.3.1. Judging Technique I: Simple Appropriateness
| Max | D1 | D2 | Dn | ||
|---|---|---|---|---|---|
| TECHNICAL | [ T ] | 100% | {QY.T of D1}% | {QY.T of D2}% | {QY.T of Dn}% |
| ECONOMIC | [ E ] | {QY.E of D1}% | {QY.E of D2}% | {QY.E of Dn}% | |
| ENVIRONMENTAL | [ V ] | {QY.V of D1}% | {QY.V of D2}% | {QY.V of Dn}% | |
| SOCIAL | [ S ] | {QY.S of D1}% | {QY.S of D2}% | {QY.S of Dn}% |


4.5.3.2. Judging Technique II: Normalized Appropriateness
| Max | IA | D1 | Dn | |||
|---|---|---|---|---|---|---|
| [ T ] | 100% | 1.5 | {QY.T of D1}% | {(IAT/10) × Q}% | {QY.T of Dn}% | {(IAT/10) × Q}% |
| [ E ] | 1.5 | {QY.E of D1}% | {(IAE/10) × Q}% | {QY.E of Dn}% | {(IAE/10) × Q}% | |
| [ V ] | 3 | {QY.V of D1}% | {(IAV/10) × Q}% | {QY.V of Dn}% | {(IAV/10) × Q}% | |
| [ S ] | 4 | {QY.S of D1}% | {(IAS/10) × Q}% | {QY.S of Dn}% | {(IAS/10) × Q}% | |
| {SQ.IA.D1}% | {SQ.IA.Dn}% |
5. Closing Remarks: Call for Applications
Conflict of Interest
References
- Mollison, B. Introduction to Permaculture. In Permaculture Design Course Series; Mollison, B., Ed.; Yankee Permaculture: Sparr, FL, USA, 2001; pp. 1–10. [Google Scholar]
- Ganguly, D.; Docker, J. Rethinking Gandhi and Nonviolent Relationality: Global Perspectives; Routledge: New York, NY, USA, 2007. [Google Scholar]
- Schumacher, E.F. Small Is Beautiful: Economics as if People Mattered; Harper Perennial: New York, NY, USA, 1973. [Google Scholar]
- Sianipar, C.P.M.; Yudoko, G.; Adhiutama, A.; Dowaki, K. Community empowerment through appropriate technology: Sustaining the sustainable development. Procedia Environ. Sci. 2013, 17, 1007–1016. [Google Scholar] [CrossRef]
- Morawetz, D. Employment implications of industrialization in developing countries: A survey. Econ. J. 1974, 84, 491–542. [Google Scholar] [CrossRef]
- Thormann, P. Proposal for a Program in Appropriate Technology. In Appropriate Technologies for Third World Development; Robinson, A., Ed.; St. Martin’s Press: New York, NY, USA, 1979; pp. 280–299. [Google Scholar]
- Willoughby, K.W. Technology Choice: A Critique of the Appropriate Technology Movement; Westview Press: Boulder, CO, USA, 1990. [Google Scholar]
- Hazeltine, B.; Bull, C. Appropriate Technology: Tools, Choices, and Implications; Academic Press: San Diego, CA, USA, 1999. [Google Scholar]
- Catalano, G.D. Engineering, Poverty, and the Earth; Morgan & Claypool: San Rafael, CA, USA, 2007. [Google Scholar]
- Riley, D. Engineering and Social Justice; Morgan & Claypool: San Rafael, CA, USA, 2008. [Google Scholar]
- Lucena, J.; Schneider, J.; Leydens, J.A. Engineering and Sustainable Community Development; Morgan & Claypool: San Rafael, CA, USA, 2010. [Google Scholar]
- Vermaas, P.; Kroes, P.; van de Poel, I.; Franssen, M.; Houkes, W. A Philosophy of Technology: From Technical Artefacts to Sociotechnical Systems; Morgan & Claypool: San Rafael, CA, USA, 2011. [Google Scholar]
- Sianipar, C.P.M.; Dowaki, K.; Yudoko, G.; Adhiutama, A. Seven pillars of survivability: Appropriate technology with a human face. Eur. J. Sustain. Dev. 2013, 2, 1–18. [Google Scholar]
- Catalano, G.D. Engineering Ethics: Peace, Justice, and the Earth; Morgan & Claypool: San Rafael, CA, USA, 2006. [Google Scholar]
- Bathia, S.K.; Smith, J.L. Bridging the Gap between Engineering and the Global World: A Case Study of the Coconut (Coir) Fiber Industry in Kerala, India; Morgan & Claypool: San Rafael, CA, USA, 2008. [Google Scholar]
- Baillie, C.; Catalano, G.D. Engineering and Society: Working towards Social Justice, Part I: Engineering and Society; Morgan & Claypool: San Rafael, CA, USA, 2009. [Google Scholar]
- Baillie, C.; Feinblatt, E.; Thamae, T.; Berrington, E. Needs and Feasibility: A Guide for Engineers in Community Projects—The Case of Waste for Life; Morgan & Claypool: San Rafael, CA, USA, 2010. [Google Scholar]
- Reuleaux, F. Konstrukteur; (in German). Vieweg und Sohn: Braunschweig, Germany, 1861. [Google Scholar]
- Heymann, M. Kunst und Wissenschaft in der Technik des 20: Jahrhunderts: zur Geschichte der Konstruktionswissenschaft; (in German). Chronos-Verlag: Zürich, Switzerland, 2005. [Google Scholar]
- Pahl, G.; Beitz, W. Engineering Design: A Systematic Approach; Springer: Berlin, Germany, 1984. [Google Scholar]
- Pahl, G.; Beitz, W.; Feldhusen, J.; Grote, K.-H. Engineering Design: A Systematic Approach, 3rd ed.; Springer: Berlin, Germany, 2007. [Google Scholar]
- Roth, K. Konstruieren mit Konstruktionskatalogen; (in German). Springer: Berlin, Germany, 1982; Volume I/Konstruktionslehre. [Google Scholar]
- Rodenacker, W.G. Methodisches Konstruieren: Grundlagen, Methodik, Praktische Beispiele; (in German). Springer: Berlin, Germany, 1976. [Google Scholar]
- Horváth, I. A treatise on order in engineering design research. Res. Eng. Des. 2004, 15, 155–181. [Google Scholar] [CrossRef]
- Finger, S.; Dixon, J.R. A review of research in mechanical engineering design, Part II: Representations, analysis, and design for the life cycle. Res. Eng. Des. 1989, 1, 121–137. [Google Scholar] [CrossRef]
- Tomiyama, T.; Yoshikawa, H. Extended General Design Theory. In Design Theory for CAD; Yoshikawa, H., Warman, E.A., Eds.; North-Holland: Amsterdam, The Netherland, 1987; pp. 95–130. [Google Scholar]
- Tomiyama, T. A Classification of Design Theories and Methodologies. In Proceedings of the International Conference on Design Theory and Methodology, Philadelphia, PA, USA, 10–13 September 2006. Paper No. DETC2006-99444, ASME.
- Reich, Y. A critical review of general design theory. Res. Eng. Des. 1995, 7, 1–18. [Google Scholar] [CrossRef]
- Tomiyama, T.; D’Amelio, V.; Urbanic, J.; El-Maraghy, W. Complexity of multi-disciplinary design. Ann. CIRP 2007, 56, 185–188. [Google Scholar] [CrossRef]
- Ullman, D.G. The Mechanical Design Process; McGraw Hill: New York, NY, USA, 2002. [Google Scholar]
- Ülrich, K.T.; Eppinger, S.D. Product Design and Development, 5th ed.; McGraw-Hill: New York, NY, USA, 2012. [Google Scholar]
- Cooper, R.G. Winning a New Products: Accelerating the Process from Idea to Launch, 3rd ed.; Perseus Books: Cambridge, MA, USA, 2001. [Google Scholar]
- VDI, VDI Guideline 2222 Part 1: Engineering Design Methodology—Systematic Development of Solution Principles, 2nd ed.; Springer: Berlin, Germany, 1997.
- Tomiyama, T.; Gu, P.; Jin, Y.; Lutters, D.; Kind, C.; Kimura, F. Design methodologies: Industrial and educational applications. CIRP Ann. Manuf. Technol. 2009, 58, 543–565. [Google Scholar] [CrossRef]
- Gupta, A.K. Tapping the Entrepreneurial Potential of Grassroots Innovation. Available online: http://goo.gl/OhgQB (accessed on 17 May 2013).
- Barnett, A. The diffusion of energy technology in the rural areas of developing countries: A synthesis of recent experience. World Dev. 1990, 18, 539–553. [Google Scholar] [CrossRef]
- Sanders, M.N. Gatekeeper. In The SAGE Dictionary of Social Research Methods; Jupp, V., Ed.; SAGE Publications: London, UK, 2006; p. 126. [Google Scholar]
- Kawulich, B.B. Gatekeeping: An ongoing adventure in research. Field Methods 2011, 23, 57–76. [Google Scholar] [CrossRef]
- Creswell, J.W. Qualitative Inquiry & Research Design; SAGE Publications: Thousand Oaks, CA, USA, 2007. [Google Scholar]
- Wright, S. Rural community development: What sort of social change. J. Rural Stud. 1992, 8, 15–28. [Google Scholar] [CrossRef]
- Dosi, G. Technological paradigms and technological trajectories: A suggested interpretation of the determinants and directions of technical change. Res. Policy 1982, 11, 147–162. [Google Scholar] [CrossRef]
- Martino, J.P. Technological Forecasting for Decision Making; McGraw-Hill Inc.: Blacklick, OH, USA, 1993; Volume 3. [Google Scholar]
- Robinson, J.B. Futures under glass: A recipe for people who hate to predict. Futures 1990, 22, 820–842. [Google Scholar] [CrossRef]
- Basu, S.; Weil, D.N. Appropriate Technology and growth. Q. J. Econ. 1998, 113, 1025–1054. [Google Scholar] [CrossRef]
- Los, B.; Timmer, M.P. The ‘appropriate technology’ explanation of productivity growth differentials: An empirical approach. J. Dev. Econ. 2005, 77, 517–531. [Google Scholar] [CrossRef]
- Sianipar, C.P.M.; Widaretna, K. NGO as Triple-Helix axis: Some lessons from Nias community empowerment on cocoa production. Procedia Soc. Behav. Sci. 2012, 52, 197–206. [Google Scholar] [CrossRef]
- Sianipar, C.P.M.; Dowaki, K.; Yudoko, G. Environmental impacts from materials usage in Appropriate Technology: Between cleaner application and cleaner production. Adv. Mater. Res. 2013, in press. [Google Scholar]
- Jaffe, A.B.; Newell, R.G.; Stavins, R.N. Technological Change and the Environment. In Handbook of Environmental Economics; Mäler, K.-G., Vincent, J.R., Eds.; Elsevier: Dordrecht, The Netherland, 2003; Volume 1. [Google Scholar]
- Silva, C.M.; Gonçalves, G.A.; Farias, T.L.; Mendes-Lopes, J.M. A tank-to-wheel analysis tool for energy and emissions studies in road vehicles. Sci. Total Environ. 2006, 367, 441–447. [Google Scholar] [CrossRef]
- Yanful, E.K. Appropriate Technologies for Environmental Protection in the Developing World; Springer: Dordrecht, The Netherland, 2009. [Google Scholar]
- Sianipar, C.P.M.; Dowaki, K.; Yudoko, G. Environmental impacts of Appropriate Technology: The system boundaries. Adv. Sci. Eng. Med. 2013, in press. [Google Scholar]
- Williams, R.; Edge, D. The social shaping of technology. Res. Policy 1996, 25, 865–899. [Google Scholar] [CrossRef]
- Pfaffenberger, B. Social anthropology of technology. Annu. Rev. Anthropol. 1992, 21, 491–516. [Google Scholar] [CrossRef]
- Puri, R.K. Participant Observation. In Conducting Research in Conservation: A Social Science Perspective; Newing, H., Ed.; Routledge: London, UK, 2011; pp. 85–97. [Google Scholar]
- Watson, C.W. The Role of the Researcher. In Conducting Research in Conservation: A Social Science Perspective; Newing, H., Ed.; Routledge: London, UK, 2011; pp. 213–225. [Google Scholar]
- Vanek, F. Design philosophies for Appropriate Technology. In Field Guide to Appropriate Technology; Hazeltine, B., Bull, C., Eds.; Academic Press: San Diego, CA, USA, 2003; pp. 7–11. [Google Scholar]
- Sianipar, C.P.M.; Taufiq, H.; Estiningtyas, H.R.; Dowaki, K.; Adhiutama, A.; Yudoko, G. Materials selection in Appropriate Technology: Four focuses in design thinking. Adv. Mater. Res. 2013, 789, 375–382. [Google Scholar]
- Lumsdaine, E.; Lumsdaine, M.; Shelnutt, W.; Dieter, G.E. Creative Problem Solving and Engineering Design 2; McGraw-Hill: New York, NY, USA, 1999. [Google Scholar]
- Horowitz, R. Creative problem solving in engineering design. Ph.D. Dissertation, Tel-Aviv University, Tel-Aviv, Israel, 1999. [Google Scholar]
- Dekker, D.L. Engineering Design Processes, Problem Solving and Creativity. IEEE Front. Educ. Conf. 1995, 1, 3a5.16–3a5.19. [Google Scholar]
- Sianipar, C.P.M.; Yudoko, G.; Dowaki, K. Materials research in Appropriate Technology: In the midst of science, engineering, and technology. Key Eng. Mater. 2013, in press. [Google Scholar]
- Choi, H.-J. Technology transfer issues and a new technology transfer model. J. Technol. Stud. 2009, 35, 49–57. [Google Scholar]
- Nagel, R.L.; Hutcheson, R.; McAdams, D.A.; Stone, R. Process and event modelling for conceptual design. J. Eng. Des. 2011, 22, 145–164. [Google Scholar]
- Sianipar, C.P.M.; Yudoko, G.; Dowaki, K. Physiological concept: Visible modeling for feasible design. Appl. Mech. Mater. 2013, in press. [Google Scholar]
- Belaziz, M.; Bouras, A.; Brun, J.M. Morphological analysis for product design. Comput. Aided Des. 2000, 32, 377–388. [Google Scholar] [CrossRef]
- Hsiao, S.-W.; Chiu, F.-Y.; Lu, S.-H. Product-form design model based on genetic algorithms. Ind. Ergon. 2010, 40, 237–246. [Google Scholar] [CrossRef]
- Manion, M.; Evan, W.M. Technological catastrophes: Their causes and prevention. Technol. Soc. 2002, 24, 207–224. [Google Scholar] [CrossRef]
- Mahmoudi, S.E.; Akhondi-Asl, A.; Rahmani, R.; Faghih-Roohi, S.; Taimouri, V.; Sabouri, A.; Soltanian-Zadeh, H. Web-based interactive 2D/3D medical image processing and visualization software. Comput. Methods Programs Biomed. 2010, 98, 172–182. [Google Scholar] [CrossRef]
- Dachselt, R.; Hinz, M.; Meißner, K. Contigra: An XML-based Architecture for Component-oriented 3D Applications. In Proceedings of the 7th International Conference on 3D Web Technology, Tempe, AZ, USA, 24–28 February 2002; ACM: New York, USA, 2002; pp. 155–163. [Google Scholar]
- Pearce, J.M.; Blair, C.M.; Laciak, K.J.; Andrews, R.; Nosrat, A.; Zelenika-Zovko, I. 3-D printing of open source appropriate technologies for self-directed sustainable development. J. Sustain. Dev. 2010, 3, 17–29. [Google Scholar]
- Pearce, J.M. The case for open source appropriate technology. Environ. Dev. Sustain. 2012, 14, 425–431. [Google Scholar]
- Belton, V.; Stewart, T.J. Multiple Criteria Decision Analysis: An Integrated Approach; Kluwer Academic Publishers: Norwell, MA, USA, 2002. [Google Scholar]
- Triantaphyllou, E.; Mann, S.H. An examination of the effectiveness of multi-dimensional decision-making methods: A decision-making paradox. Decis. Support Syst. 1989, 5, 303–312. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Sianipar, C.P.M.; Yudoko, G.; Dowaki, K.; Adhiutama, A. Design Methodology for Appropriate Technology: Engineering as if People Mattered. Sustainability 2013, 5, 3382-3425. https://doi.org/10.3390/su5083382
Sianipar CPM, Yudoko G, Dowaki K, Adhiutama A. Design Methodology for Appropriate Technology: Engineering as if People Mattered. Sustainability. 2013; 5(8):3382-3425. https://doi.org/10.3390/su5083382
Chicago/Turabian StyleSianipar, Corinthias P. M., Gatot Yudoko, Kiyoshi Dowaki, and Akbar Adhiutama. 2013. "Design Methodology for Appropriate Technology: Engineering as if People Mattered" Sustainability 5, no. 8: 3382-3425. https://doi.org/10.3390/su5083382
APA StyleSianipar, C. P. M., Yudoko, G., Dowaki, K., & Adhiutama, A. (2013). Design Methodology for Appropriate Technology: Engineering as if People Mattered. Sustainability, 5(8), 3382-3425. https://doi.org/10.3390/su5083382