Performance Analysis of the Capability Assessment Tool for Sustainable Manufacturing


Abstract
:1. Introduction
- Made from renewable materials;
- Produced while making the most efficient use of resources such as water and energy;
- Produced with minimal pollution to the environment and waste;
- Capable of being washed in low temperatures using environmentally friendly agents (where applicable);
- Capable of being returned safely to the environment at the end of their useful life.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lifecycle stage | Environmental impact |
|---|---|
| Raw materials (growth, acquisition and processing) | Resource consumption, greenhouse gas emissions, air/water pollution and toxicity, soil degradation/contamination, biodiversity/land use, solid and hazardous waste |
| Fibre production (natural and synthetic) | Greenhouse gas emissions, air/water pollution and toxicity, soil degradation/contamination, biodiversity/land use |
| Clothing production and garment assembly | Greenhouse gas emissions, air/water pollution and toxicity, soil degradation/contamination, biodiversity/land use |
| Packaging | Solid and hazardous waste |
| Distribution | Greenhouse gas emissions |
| Retail | Solid and hazardous waste |
| Use | Resource consumption, solid and hazardous waste |
| End of life management | Greenhouse gas emissions, solid and hazardous waste |
2. Sustainable Manufacturing Capability Assessment Tool (CMAT)

- Unsatisfactory (1): There is no capability at all.
- Satisfactory (2): There are just enough, minimal or marginal capabilities.
- Good (3): Developing capability above minimal or marginal, can do basic things independently.
- Very good (4): Developed capability, can plan regular actions independently.
- Excellent (5): Can lead changes, plan improvements, and grasp new techniques.
- Walk-through assessment, based on observing capability in work activities.
- Written answers to one or more questions based on simulated workplace activities.
- Interviews through responses to verbal questions.
- Work samples (e.g., a project report) indicating prior demonstration of capability.
- Measure, record, and report energy use in factory operations.
- Compare energy use records for operations to previous records and industry best practice.
- Relate energy used in operation to total consumption for the factory.
- Use rankings and identify energy losses to determine process which can be improved.
- Document a flowchart showing energy flows for an operation in the factory.
- Apply continuous improvement.
- Explain how you measure energy use for the factory (evidence: electricity bills, oil/diesel/coal bills, energy balances).
- Explain how you measure or calculate energy use for a machine or a production line (evidence: direct measurement using tongue tester; estimation based on machine energy rating and time of use, energy balances).
- Explain how you report energy use (evidence: the manufacturer’s Environmental Metrics Reporting Tool, own system; can be for all operations or machine-specific. Need to provide examples of internal or external reports).


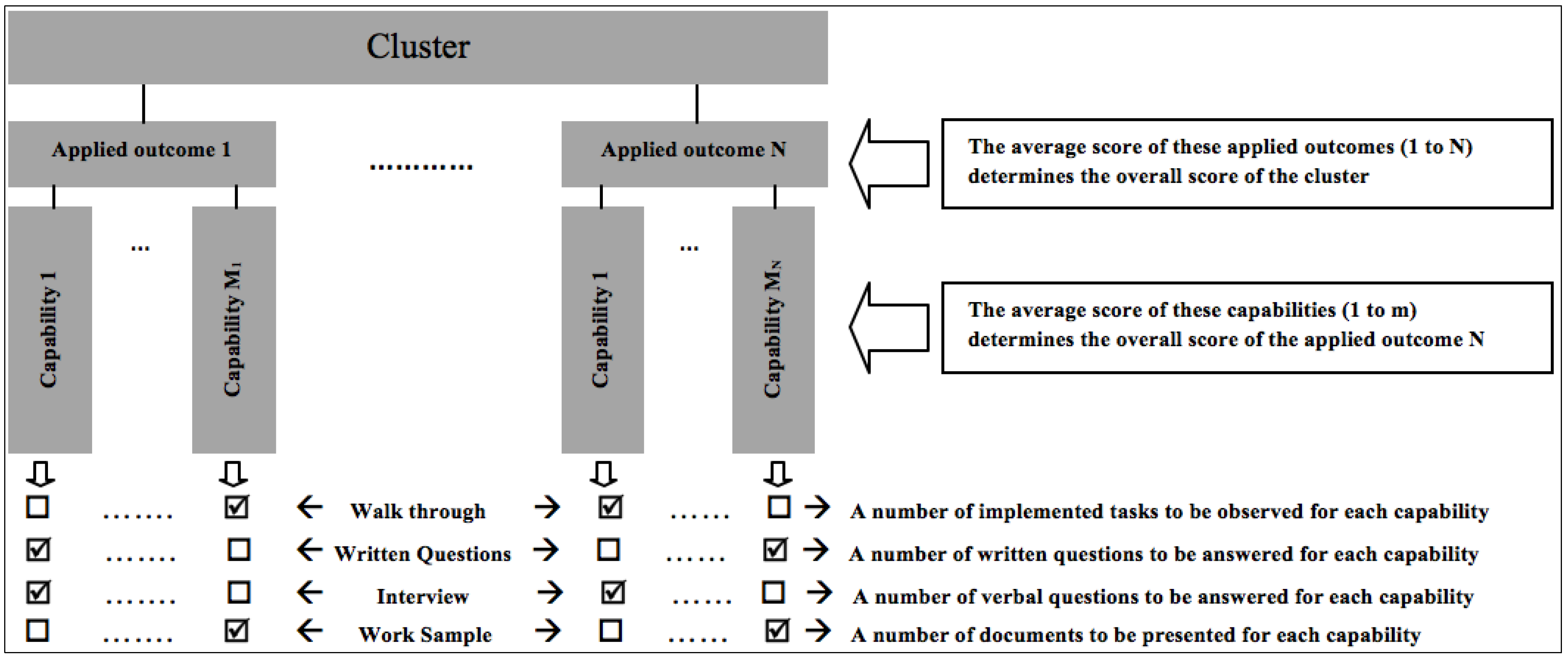
- N, number of applied outcomes under each cluster, is either 2 or 3, depending on the cluster (see Figure 1);
- M, used to show the number of capabilities under an applied outcome, is an integer between 5 and 16, depending on the applied outcome;
- For a capability being assessed by an assessor, the average of the scores obtained from different methods will form the overall score of that capability;
- The average scores of different capabilities under an applied outcome will form the overall score of that applied outcome;
- The average scores obtained for different applied outcomes under a cluster will form the overall score of that cluster;
- Each capability is assessed by four assessors, so the same procedure is repeated for each assessor and the averages of all are used;
- The nature of capability determines what method is used for its assessment.
3. Capability Assessment and Gap Analysis Results
| Supplier Name | Industry Type | Short Description |
|---|---|---|
| A | Footwear, Tier 1 | Making sport shoes. The major manufacturing operations include cutting, stitching, gluing, finishing, and packaging. |
| B | Footwear, Tier 1 | Making sport shoes for major global sporting manufacturers. The main manufacturing operations include cutting, stitching, gluing, finishing, and packaging. |
| C | Footwear, Tier 2 | Making high-technology plastic shoe components. The major manufacturing processes include design, blending of raw materials, injection molding, and packaging. |
| D | Apparel, Tier 1 | Making sport clothing products with five major divisions including: fabric warehouse; cutting/patterns; sewing; finishing; and sampling. |
| E | Apparel, Tier 2 | Making textile products. The major manufacturing processes include desizing, scouring, washing, mercerizing, bleaching, printing and finishing. |
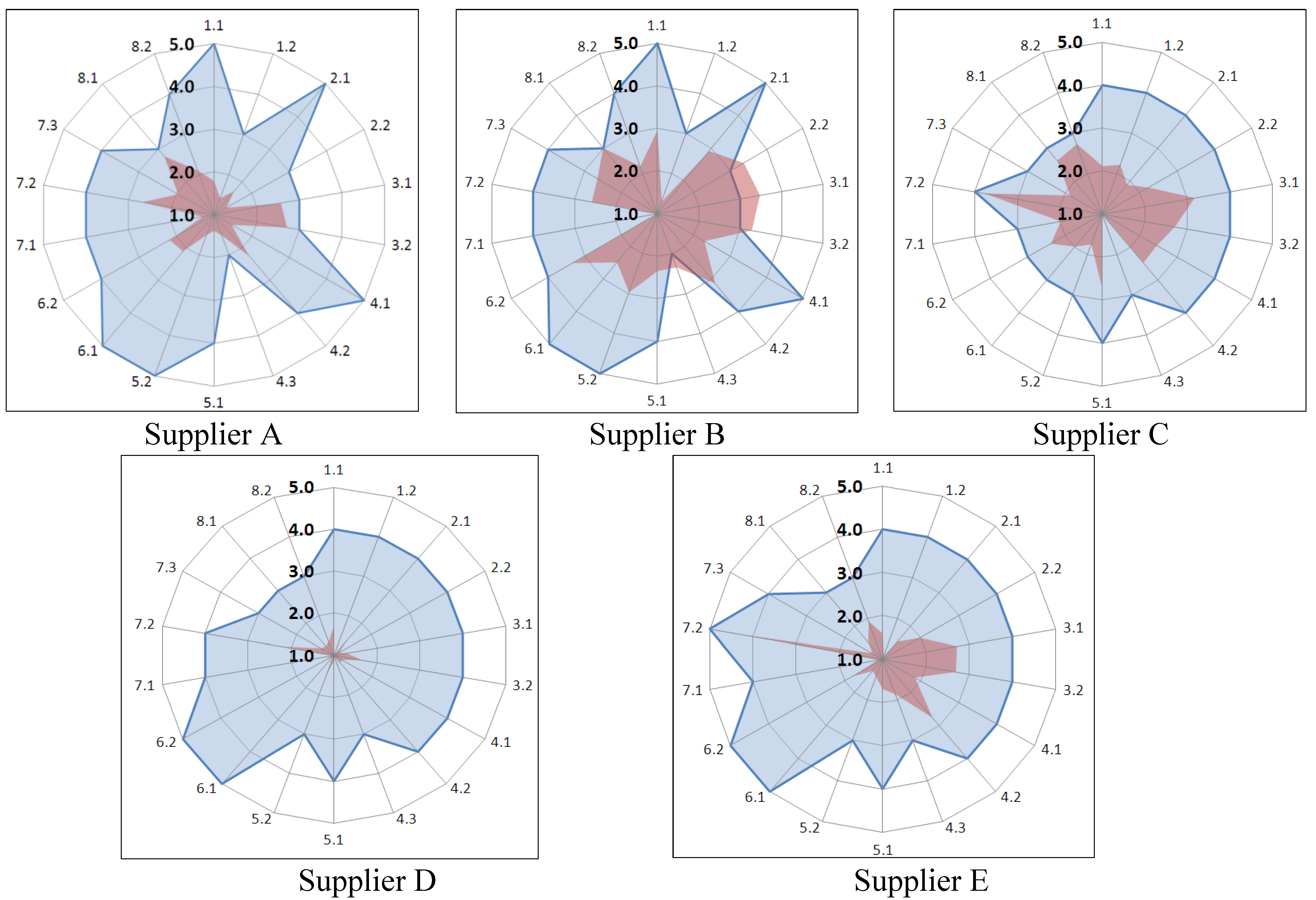
- 1.1 Reduce energy use
- 1.2 Maximize alternative energy resources
- 2.1 Reduce water use
- 2.2 Maximize alternative water supply (excluding supplier B)
- 4.1 Implement and apply waste management hierarchy
- 4.2 Handle, store, treat, and dispose waste appropriately
- 5.1 Account for carbon emissions
- 5.2 Reduce carbon emissions
- 6.1 Enhance auditing and environmental monitoring performance
- 6.2 Comply with environmental systems
- 7.1 Implement industrial clustering and resource pooling
- 7.3 Identify, develop, and implement business cases for sustainability improvement

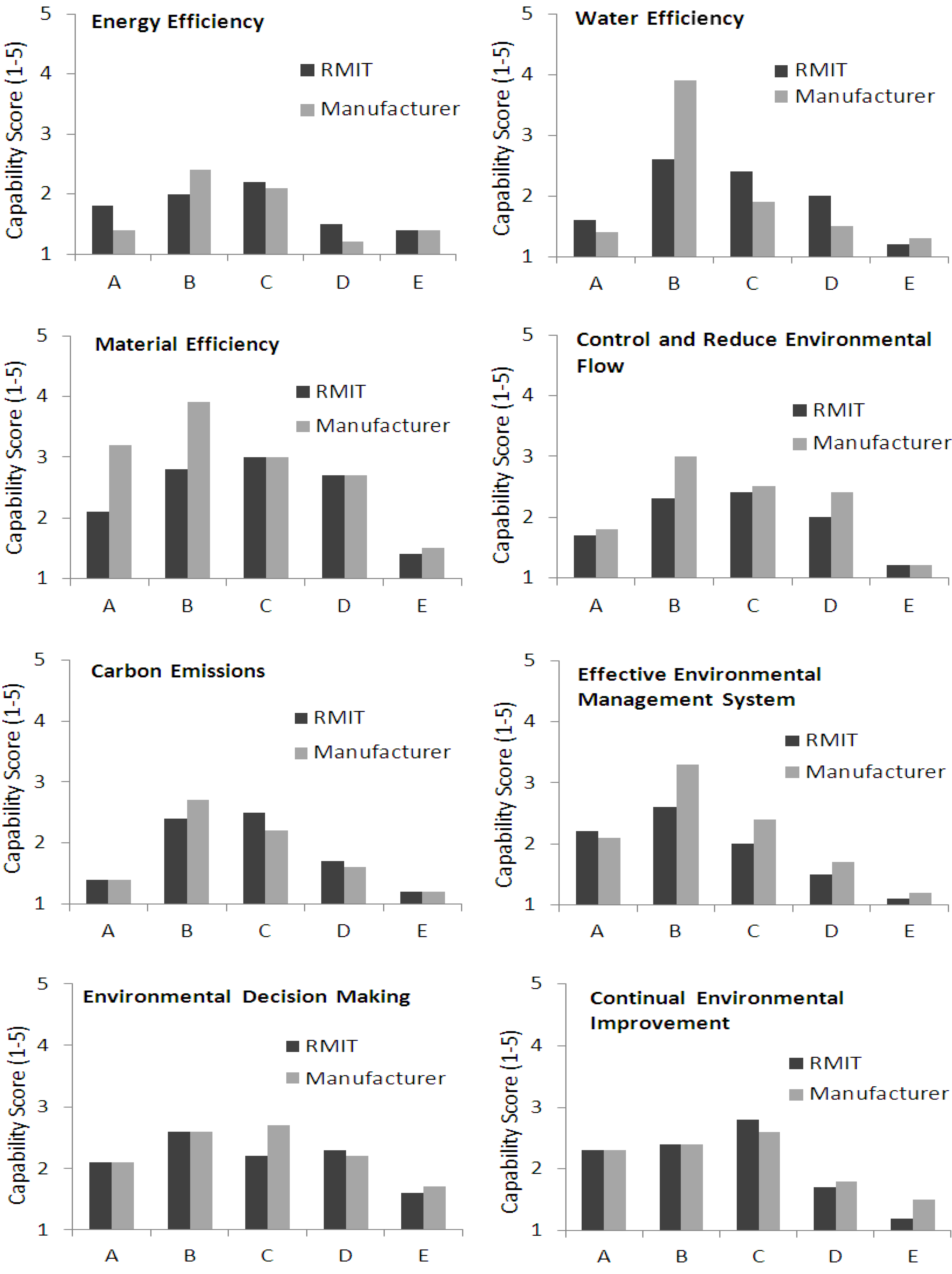
 The manufacturer’s minimum expectations;
The manufacturer’s minimum expectations;  Applied outcome-based assessment results.
Applied outcome-based assessment results.4. Sensitivity Analysis and Assessment Tool Robustness
4.1. Sensitivity Analysis


 and
and  are numbers between 0 and 4. Considering each assessment team as an assessor, the assessment completed by two assessment teams in this study can be assumed as an assessment conducted by two independent representative “assessors”. By reviewing the scores obtained by these two assessors (or two assessment teams) for different capabilities, the maximum differences were mainly about 1 score (excluding some exceptional cases with score differences of about 2 or so). Hence, the maximum effect (when
are numbers between 0 and 4. Considering each assessment team as an assessor, the assessment completed by two assessment teams in this study can be assumed as an assessment conducted by two independent representative “assessors”. By reviewing the scores obtained by these two assessors (or two assessment teams) for different capabilities, the maximum differences were mainly about 1 score (excluding some exceptional cases with score differences of about 2 or so). Hence, the maximum effect (when  for both methods follow the same signs) of such a difference (1 score) for scores given for a capability by two assessors can appear as a difference in the overall score of the cluster as shown in Table 3. As suggested by this equation, the difference in the overall score depends on the number of applied outcomes (N) and the number of capabilities (Mn) under the applied outcome with different given scores:
for both methods follow the same signs) of such a difference (1 score) for scores given for a capability by two assessors can appear as a difference in the overall score of the cluster as shown in Table 3. As suggested by this equation, the difference in the overall score depends on the number of applied outcomes (N) and the number of capabilities (Mn) under the applied outcome with different given scores:

| Cluster | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|---|---|---|---|
| N | 2 | 2 | 2 | 3 | 2 | 2 | 3 | 2 | |
| M1 | 6 | 6 | 16 | 11 | 8 | 12 | 5 | 7 | |
| M2 | 5 | 13 | 12 | 9 | 4 | 14 | 11 | 13 | |
| M3 | NA | NA | NA | 5 | NA | NA | 12 | NA | |
| ∆C1 (for the 1st applied outcome) | 0.08 | 0.08 | 0.03 | 0.03 | 0.06 | 0.04 | 0.07 | 0.07 | |
| ∆C2 (for the 2nd applied outcome) | 0.1 | 0.04 | 0.04 | 0.04 | 0.125 | 0.036 | 0.03 | 0.04 | |
| ∆C3 (for the 3rd applied outcome) | NA | NA | NA | 0.07 | NA | NA | 0.03 | NA | |
| Actual ∆C calculated through assessment | Supplier A | 0.41 | 0.22 | 1.1 | 0.08 | 0 | 0.11 | 0.01 | 0.09 |
| Supplier B | 0.4 | 1.28 | 1.06 | 0.73 | 0.34 | 0.66 | 0 | 0.04 | |
| Supplier C | 0.05 | 0.52 | 0.02 | 0.12 | 0.38 | 0.41 | 0.57 | 0.29 | |
| Supplier D | 0.36 | 0.53 | 0.01 | 0.45 | 0.13 | 0.25 | 0.1 | 0.08 | |
| Supplier E | 0 | 0.16 | 0.05 | 0.09 | 0 | 0.13 | 0.15 | 0.35 | |

4.2. Supplier Self-Assessment
- We do not measure, record, and report the energy use for the factory (linked to score 1).
- We measure, record, and report the total energy use for the factory (linked to score 2).
- We measure, record, and report the total energy use for the factory as well as the energy use of operations/machines (linked to score 3).
- We measure, record, and report the total energy use of the factory as well as the energy use of operations/machines. The energy use data are used to relate the use in operations to the total use in the factory and identify high use operations (linked to score 4).
- We measure, record, and report the total energy use for the factory as well as the energy use of operations/machines. These data are used to relate use in operations to the total use in the factory and to identify high use operations. There is at least one demonstrable example of energy efficiency improvement within the factory implemented through following such an approach (linked to score 5).

4.3. Results Discussion
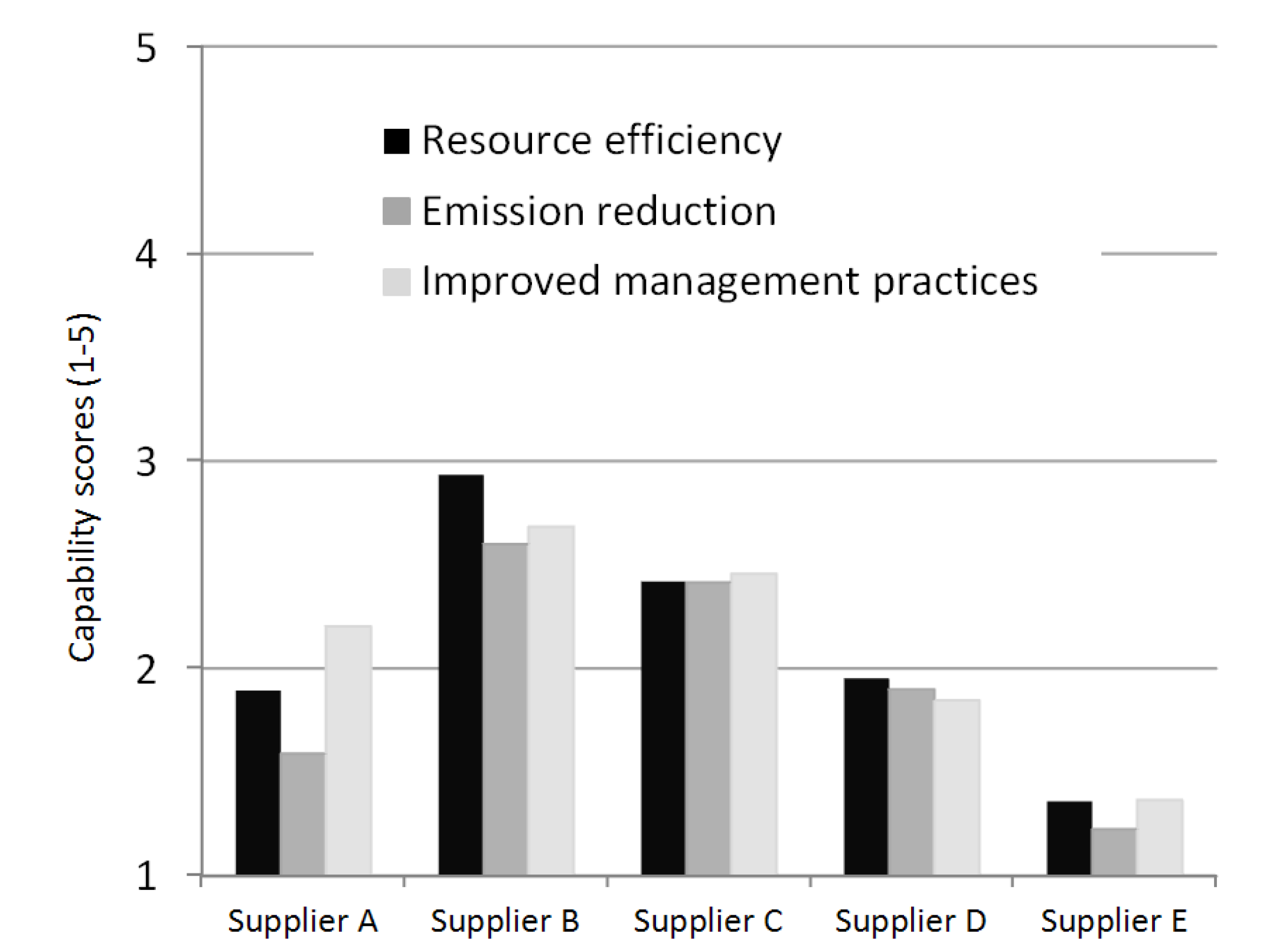
4.3.1. Connection between Three Groups of Clusters

4.3.2. Integration of Energy Efficiency and Carbon Emission Clusters
| Cluster | Energy efficiency | Carbon Emission | ||
|---|---|---|---|---|
| Capabilities | Capabilities Under
Reduce Energy Use Applied Outcome | Measure, record and report energy used in operations for factory | Capabilities Under Account for Carbon Emissions Applied Outcome | State the three main greenhouse gases for energy processes |
| Compare energy use records for operations to previous records and industry best practice | Recognize other greenhouse gas emissions, sources (e.g., some refrigerant gases) and characterisation factors | |||
| Relate energy used in operations to total energy consumption for factory | List or name global warming factors (CO2-equivalent factors) for main greenhouse gases | |||
| Use ranking and identified energy losses to determine processes which can be improved | or produce a document which lists emission factors for different energy types (e.g., fuel oil, electricity) | |||
| Document a flow chart showing energy flows for an operation in the factory (energy balance) | Calculate greenhouse gas (GHG) emissions from energy use and emission factors | |||
| Apply continuous improvement | Report on GHG emissions for the factory | |||
| Capabilities Under Maximize Alternative Energy Resources Applied Outcome | Determine alternative energy sources (e.g., heat from gas vs. heat from electricity, solar) | Compare GHG emissions to previous records | ||
| Implement alternative energy sources | Differentiate between Scope 1, 2 and 3 emissions | |||
| Operate alternative energy resource technology (s) | Capabilities Under Reduce Carbon Emissions Applied Outcome | Use GHG emissions and energy data to find operations contributing to GHG impacts | ||
| Maintain alternative energy resource technology (s) | Determine options to reduce GHG emissions | |||
| Recommend changes to reduce GHG emissions | ||||
| Apply continuous improvement | Implement changes to reduce GHG emissions | |||

5. Conclusion
- Identify the resource/emissions intensive processes (or to conduct a “Hot-Spot” Analysis of their manufacturing operations);
- Identify the reasons for this intensity (or to conduct a “Root-Cause” Analysis);
- Evaluate the costs and benefits associated with environmental improvement options (or to conduct a “Full-Cost” analysis);
- Decide on a sustainable option using multi-criteria assessment (or to conduct a “Multi-Criteria Decision-Making” process).
Acknowledgments
Conflict of Interest
References
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP—JMST 2010, 2, 144–152. [Google Scholar]
- Choi, T.-M.; Lo, C.K.Y.; Wong, C.W.Y.; Yee, R.W.Y. Green manufacturing and distribution in the fashion and apparel industries. Int. J. Prod. Econ. 2012, 135, 531. [Google Scholar] [CrossRef]
- MSA sustainable manufacturing for sustainability. Available online: http://www.mskills.com.au/ (accessed on 4 July 2013).
- Wong, C.W.Y.; Lai, K.-H.; Shang, K.-C.; Lu, C.-S.; Leung, T.K.P. Green operations and the moderating role of environmental management capability of suppliers on manufacturing firm performance. Int. J. Prod. Econ. 2012, 140, 283–294. [Google Scholar] [CrossRef]
- Caniato, F.; Caridi, M.; Crippa, L.; Moretto, A. Environmental sustainability in fashion supply chains: An exploratory case based research. Int. J. Prod. Econ. 2012, 135, 659–670. [Google Scholar] [CrossRef]
- Hofmann, K.H.; Theyel, G.; Wood, C.H. Identifying firm capabilities as drivers of environmental management and sustainability practices—evidence from small and medium-sized manufacturers. Bus. Strat. Environ. 2012, 21, 530–545. [Google Scholar] [CrossRef]
- Simpson, D. Knowledge resources as a mediator of the relationship between recycling pressures and environmental performance. J. Clean. Prod. 2012, 22, 32–41. [Google Scholar] [CrossRef]
- Kaebernick, H.; Kara, S.; Sun, M. Sustainable product development and manufacturing by considering environmental requirements. Rob. Cim.—Int. Manuf. 2003, 19, 461–468. [Google Scholar] [CrossRef]
- Zhu, Q.H.; Sarkis, J.; Lai, K.-H. Confirmation of a measurement model for green supply chain management practices implementation. Int. J. Prod. Econ. 2008, 111, 261–273. [Google Scholar] [CrossRef]
- Schoenherr, T. The role of environmental management in sustainable business development: A multi-country investigation. Int. J. Prod. Econ. 2012, 140, 116–128. [Google Scholar] [CrossRef]
- Rao, P. The greening of suppliers—in the south east asian context. J. Clean. Prod. 2005, 13, 935–945. [Google Scholar] [CrossRef]
- Yang, M.G.; Hong, P.; Modi, S.B. Impact of lean manufacturing and environmental management on business performance: An empirical study of manufacturing firms. Int. J. Prod. Econ. 2011, 129, 251–261. [Google Scholar] [CrossRef]
- Parast, M.M.; Adams, S.G. Corporate social responsibility, benchmarking, and organizational performance in the petroleum industry: A quality management perspective. Int. J. Prod. Econ. 2012, 139, 447–458. [Google Scholar] [CrossRef]
- Gunasekaran, A.; Spalanzani, A. Sustainability of manufacturing and services: Investigations for research and applications. Int. J. Prod. Econ. 2012, 140, 35–47. [Google Scholar] [CrossRef]
- Rosen, M.A.; Kishawy, H.A. Sustainable manufacturing and design: Concepts, practices and needs. Sustainability 2012, 4, 154–174. [Google Scholar] [CrossRef]
- Bi, Z. Revisiting system paradigms from the viewpoint of manufacturing sustainability. Sustainability 2011, 3, 1323–1340. [Google Scholar] [CrossRef]
- Lo, C.K.Y.; Yeung, A.C.L.; Cheng, T.C.E. The impact of environmental management systems on financial performance in fashion and textiles industries. Int. J. Prod. Econ. 2012, 135, 561–567. [Google Scholar] [CrossRef]
- The adidas group environmental strategy 2015. Available online: http://www.adidas-group.com/en/sustainability/assets/environmental_statements/adidasGroup_EnvironmentalStrategy.pdf (accessed on 4 July 2013).
- Sharma, S.; Vredenburg, H. Proactive corporate environmental strategy and the development of competitively valuable organizational capabilities. Strategic Manage. J. 1998, 19, 729–753. [Google Scholar] [CrossRef]
- De Bakker, F.; Nijhof, A. Responsible chain management: A capability assessment framework. Bus. Strat. Environ. 2002, 11, 63–75. [Google Scholar] [CrossRef]
- Kinderytė, L. Analysis and comparison of methodologies for corporate sustainability assessment. EREM 2008, 4, 66–75. [Google Scholar]
- Sustainability—competency, opportunity, reporting & evaluation. Available online: http://www.sustainability-core.com/ (accessed on 4 July 2013).
- Seuring, S.; Müller, M. From a literature review to a conceptual framework for sustainable supply chain management. J. Clean. Prod. 2008, 16, 1699–1710. [Google Scholar] [CrossRef]
- Yuan, C.; Zhai, Q.; Dornfeld, D. A three dimensional system approach for environmentally sustainable manufacturing. CIRP Ann.—Manuf. Techn. 2012, 61, 39–42. [Google Scholar] [CrossRef]
- Humphreys, P.; McIvor, R.; Chan, F. Using case-based reasoning to evaluate supplier environmental management performance. Expert Syst. Appl. 2003, 25, 141–153. [Google Scholar] [CrossRef]
- Subic, A.; Shabani, B.; Hedayati, M.; Crossin, E. Capability framework for sustainable manufacturing of sports apparel and footwear. Sustainability 2012, 4, 2127–2145. [Google Scholar] [CrossRef]
- Judge, W.Q.; Elenkov, D. Organizational capacity for change and environmental performance: An empirical assessment of bulgarian firms. J. Bus. Res. 2005, 58, 893–901. [Google Scholar] [CrossRef]
- Reuter, C.; Foerstl, K.A.I.; Hartmann, E.V.I.; Blome, C. Sustainable global supplier management: The role of dynamic capabilities in achieving competitive advantage. JSCM 2010, 46, 45–63. [Google Scholar]
- Adidas sustainability. Available online: http://www.adidas-group.com/en/sustainability/welcome.aspx/ (accessed on 4 July 2013).
- NTIS Training codes: Bcpps5004a; bsbpur501a; bsbmgt608b; cpccbc4019a; icpsu261c; icpsu323b; ictsus7235a; rtc1701a; srxres004b; srxres005b; tdtu601a; and thcghs04b. Available online: http://training.gov.au/ (accessed on 4 July 2013).
- DEEWR Training packages codes: Ict10; tli07; prm04; nwp07; psp04; and pma08. Available online: http://www.deewr.gov.au/Pages/default.aspx/ (accessed on 4 July 2013).
- International Organization for Standardization (ISO), Guidelines for Quality and/or Environmental Management Systems Auditing; ISO: Geneva, Switzerland, 2002; Vol. ISO 19011:2002.
- International Organization for Standardization (ISO), Environmental Management Systems—Requirements with Guidance for Use; ISO: Geneva, Switzerland, 2004; Vol. ISO 14001:2004.
- Adidas strategy 2015, impacts along the value chain. Available online: http://www.adidas-group.com/en/SER2010/environment/strategy-2015/impacts-along-the-value-chain/Default.aspx/ (accessed on 4 July 2013).
- Adidas sustainability report 2010, in the real world performance counts. Available online: http://www.adidas-group.com/en/SER2010/_assets/downloads/adidasSR2010_full.pdf (accessed on 4 July 2013).
- MSA sustainable manufacturing unpacking the issues. Available online: www.mskills.com.au/ (accessed on 4 July 2013).
- Herva, M.; Franco, A.; Carrasco, E.F.; Roca, E. Review of corporate environmental indicators. J. Clean. Prod. 2011, 19, 1687–1699. [Google Scholar] [CrossRef] [Green Version]
- Smith, L.; Ball, P. Steps towards sustainable manufacturing through modelling material, energy and waste flows. Int. J. Prod. Econ. 2012, 140, 227–238. [Google Scholar] [CrossRef] [Green Version]
- SurveyMonkey. Available online: http://www.surveymonkey.com/ (accessed on 4 July 2013).
- Massoud, M.A.; Fayad, R.; Kamleh, R.; El-Fadel, M. Environmental management system (ISO 14001) certification in developing countries: Challenges and implementation strategies. J. Environ. Sci. Technol. 2010, 44, 1884–1887. [Google Scholar] [CrossRef]
- IET energy principles. Available online: http://www.theiet.org/factfiles/energy/energy-prin-page.cfm/ (accessed on 4 July 2013).
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Subic, A.; Shabani, B.; Hedayati, M.; Crossin, E. Performance Analysis of the Capability Assessment Tool for Sustainable Manufacturing. Sustainability 2013, 5, 3543-3561. https://doi.org/10.3390/su5083543
Subic A, Shabani B, Hedayati M, Crossin E. Performance Analysis of the Capability Assessment Tool for Sustainable Manufacturing. Sustainability. 2013; 5(8):3543-3561. https://doi.org/10.3390/su5083543
Chicago/Turabian StyleSubic, Aleksandar, Bahman Shabani, Mehdi Hedayati, and Enda Crossin. 2013. "Performance Analysis of the Capability Assessment Tool for Sustainable Manufacturing" Sustainability 5, no. 8: 3543-3561. https://doi.org/10.3390/su5083543
APA StyleSubic, A., Shabani, B., Hedayati, M., & Crossin, E. (2013). Performance Analysis of the Capability Assessment Tool for Sustainable Manufacturing. Sustainability, 5(8), 3543-3561. https://doi.org/10.3390/su5083543