
Life Cycle Assessment of Process Eco-Innovations in an SME Automotive Supply Network


Abstract
:1. Introduction
Dynamics of Change within Industrial Networks: Innovations and Eco-Innovations

2. Experimental Section: The Hi-Reach Project and Life Cycle Assessment (LCA)
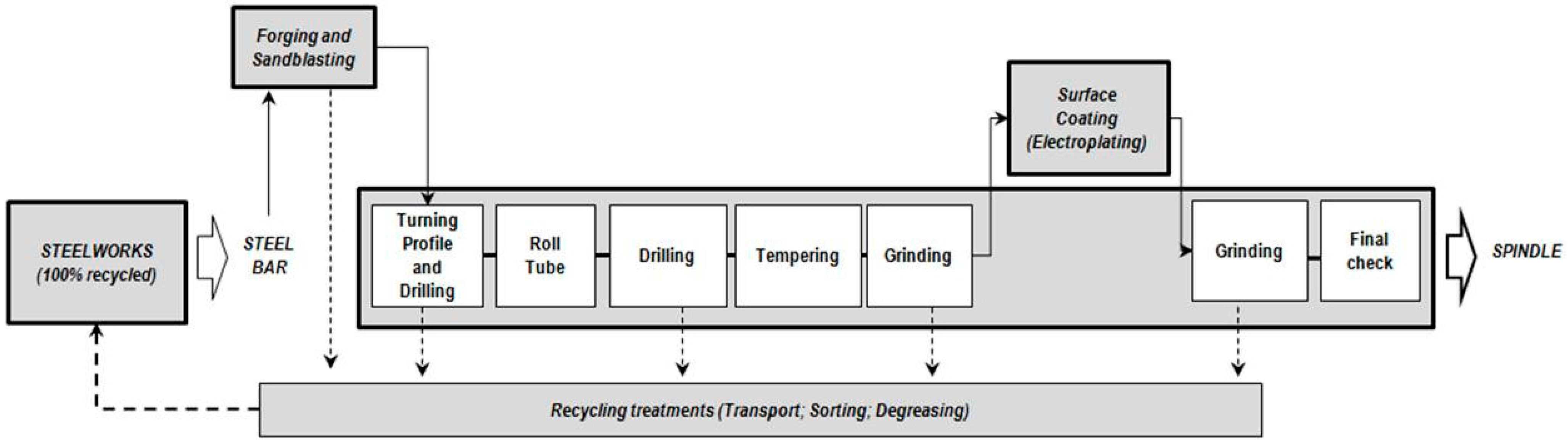
2.1. The SME Supply Network and the Product Manufactured


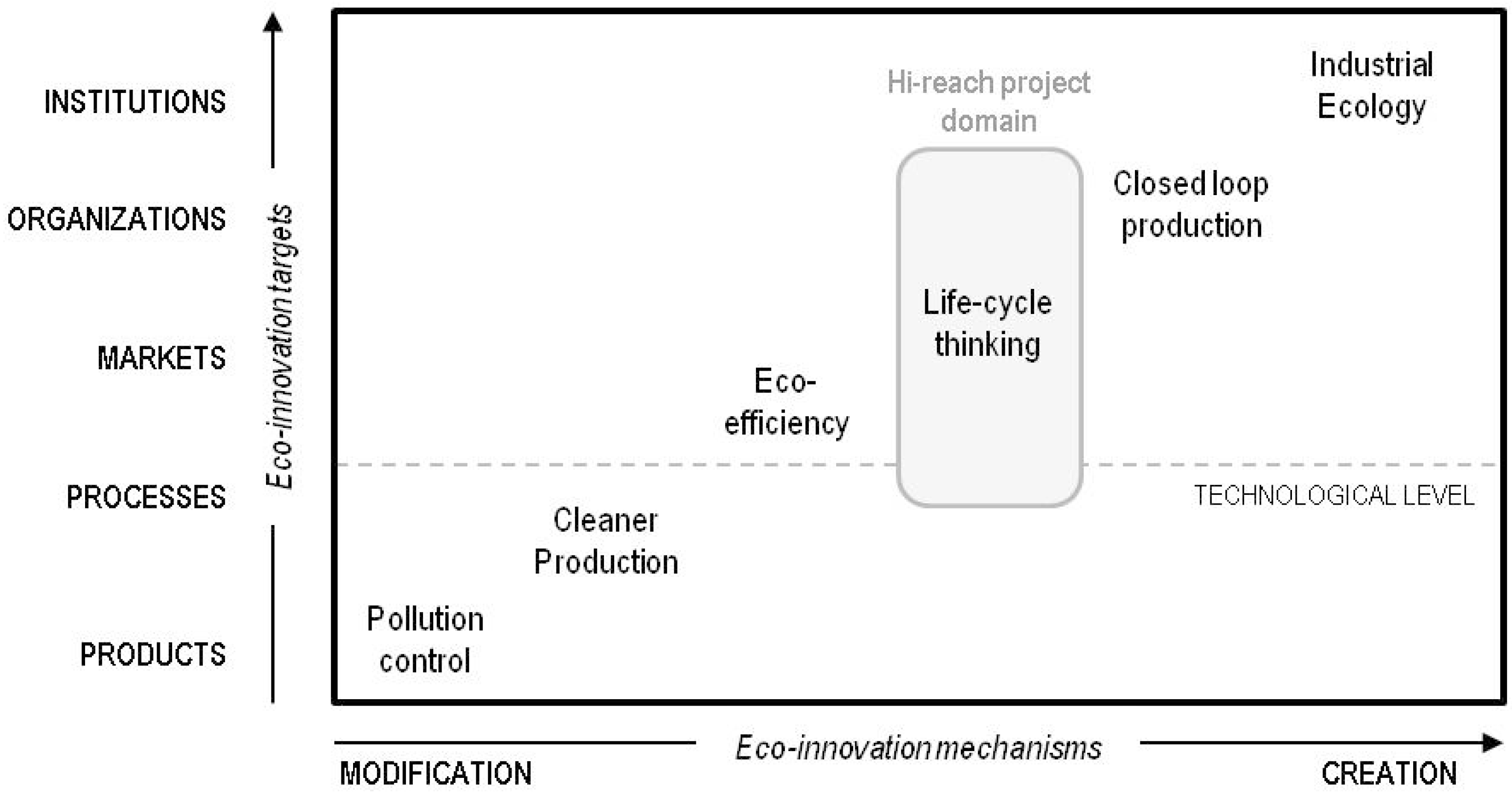
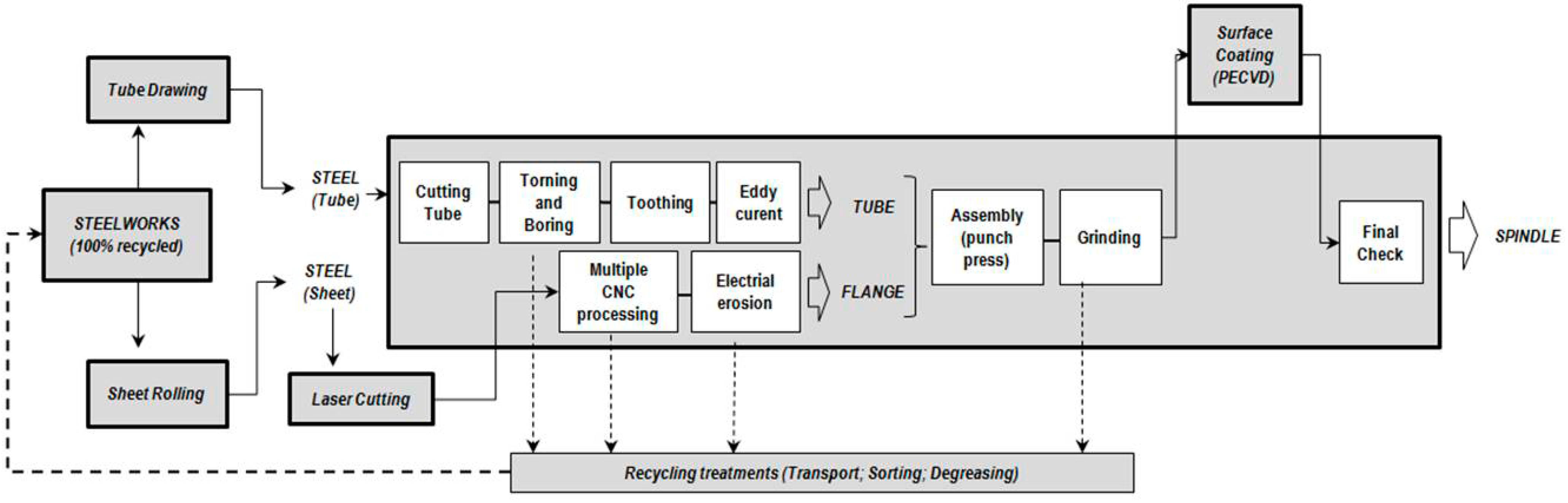
2.2. General Features and Aims of the Proposed Eco-Innovation

2.3. The LCA Study

3. Results and Discussion
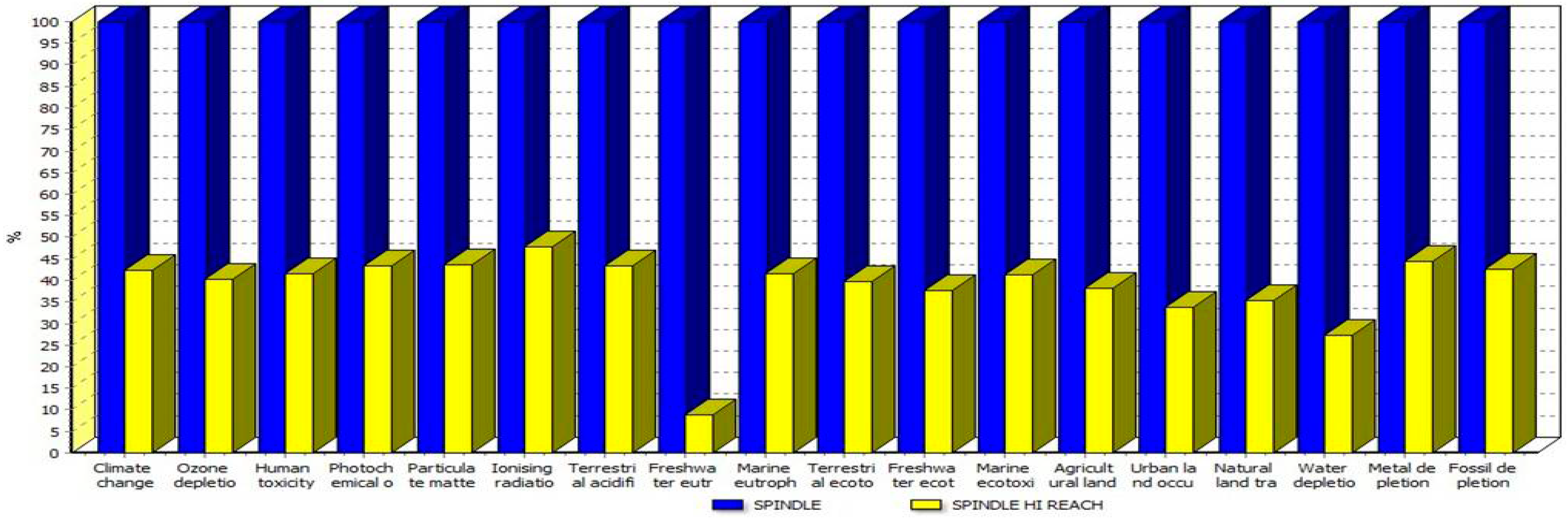
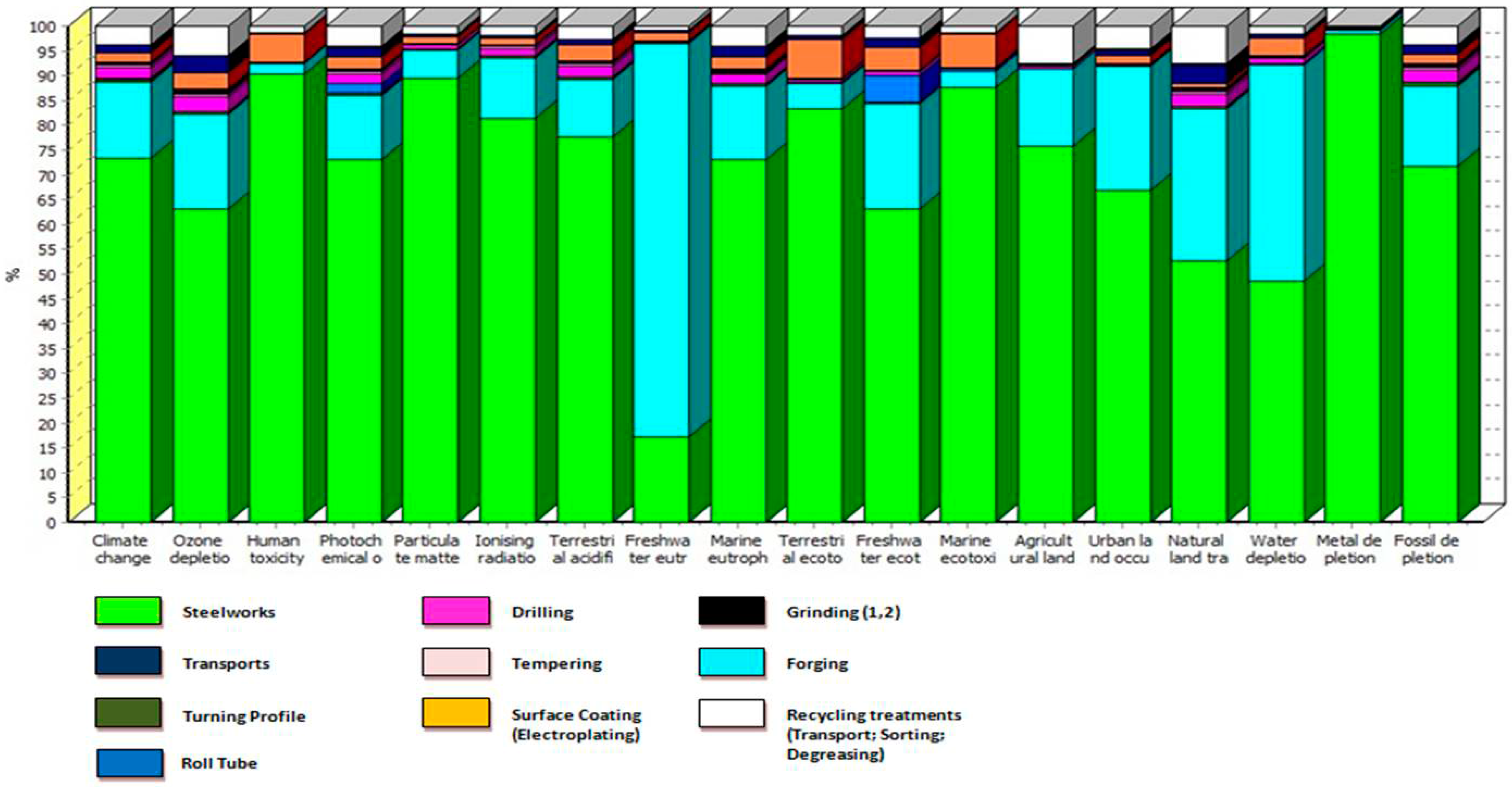
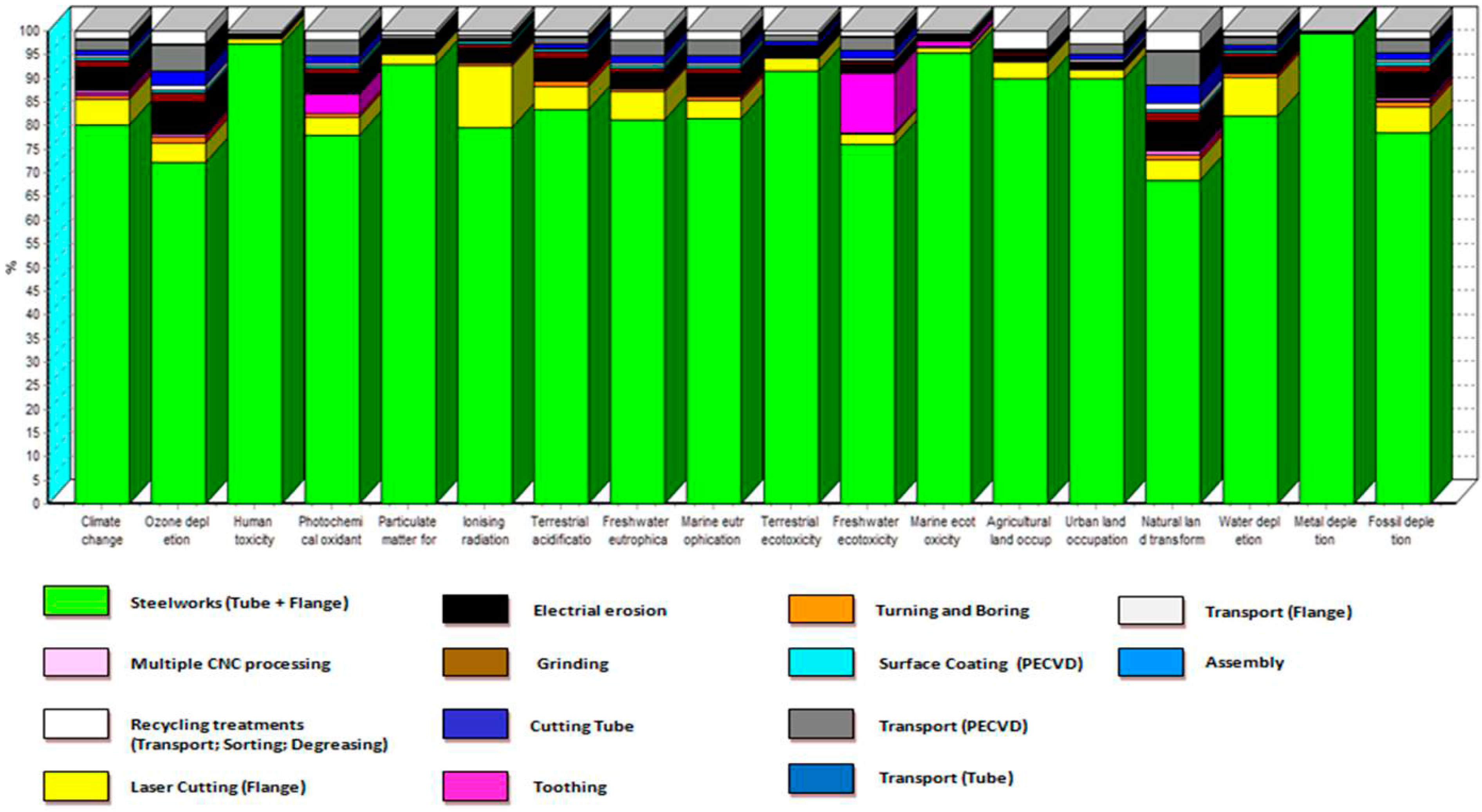
3.1. Considerations about the Environmental Performances



3.2. Economic Issues and Market Risks Related to the Eco-Innovation Proposed
3.3. The Role of the SMEs in Eco-Innovation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substances | Unit | CONVENTIONAL | HI REACH | ||
|---|---|---|---|---|---|
| GHG | Carbon dioxide | kg | 31.02 | 13.09 | |
| Methane | kg | 6.40 × 10−2 | 2.70 × 10−2 | ||
| AIR QUALITY | Particulates, <2.5 µm | kg | 4.94 × 10−2 | 2.20 × 10−2 | |
| Particulates, >10 µm | kg | 2.88 × 10−2 | 1.20 × 10−2 | ||
| Particulates, >2.5 µm, and <10 µm | kg | 3.10 × 10−2 | 1.33 × 10−2 | ||
| Nitrogen oxides | kg | 7.65 × 10−2 | 3.31 × 10−2 | ||
| Carbon monoxide, biogenic | kg | 1.43 × 10−3 | 4.83 × 10−4 | ||
| NMVOC, non-methane volatile organic compounds, unspecified origin | kg | 1.24 × 10−2 | 4.58 × 10−3 | ||
| Sulfur dioxide | kg | 1.04 × 10−1 | 4.55 × 10−2 | ||
| Carbon monoxide, fossil | kg | 5.93 × 10−2 | 2.20 × 10−2 | ||
| Methane, fossil | kg | 6.42 × 10−2 | 2.71 × 10−2 | ||
| Pentane | kg | 3.50 × 10−4 | 1.24 × 10−4 | ||
| Butane | kg | 2.31 × 10−4 | 9.49 × 10−5 | ||
| Ethane | kg | 9.17 × 10−4 | 3.75 × 10−4 | ||
| Propane | kg | 4.28 × 10−4 | 1.78 × 10−4 | ||
| Propene | kg | 5.10 × 10−5 | 2.21 × 10−5 | ||
| Cumene | kg | 5.54 × 10−6 | 1.48 × 10−6 | ||
| Hexane | kg | 1.14 × 10−4 | 4.91 × 10−5 | ||
| Sulfur dioxide | kg | 0.1035 | 4.55 × 10−2 | ||
| Nitrogen oxides | kg | 7.65 × 10−2 | 3.31 × 10−2 | ||
| Ammonia | kg | 1.75 × 10−3 | 4.85 × 10−4 | ||
| Hydrogen fluoride | kg | 3.02 × 10−4 | 1.37 × 10−4 | ||
| Arsenic | kg | 3.02 × 10−5 | 1.29 × 10−5 | ||
| Formaldehyde | kg | 5.98 × 10−5 | 2.27 × 10−5 | ||
| Nickel | kg | 7.68 × 10−5 | 3.38 × 10−5 | ||
| Manganese | kg | 2.17 × 10−5 | 9.15 × 10−6 | ||
| Cadmium | kg | 1.859 × 10−6 | 7.616 × 10−7 | ||
| Particulates, <2.5 µm | kg | 4.94 × 10−2 | 2.20 × 10−2 | ||
| Arsenic | kg | 3.015 × 10−5 | 1.288 × 10−5 | ||
| PAH, polycyclic aromatic hydrocarbons | kg | 1.092 × 10−5 | 6.063 × 10−6 | ||
| Benzo(a)pyrene | kg | 3.985 × 10−7 | 1.796 × 10−7 | ||
| WASTES | Steel (recovery) | kg | 3.50 | 0.66 | |
| USE OF RESOURCES | Steel | kg | 3.50 | 0.66 | |
| Water, cooling, unspecified natural origin | m3 | 6.43 × 10−1 | 3.11 × 10−1 | ||
| Water, lake | m3 | 1.35 × 10−2 | 2.67 × 10−4 | ||
| Water, river | m3 | 1.47 × 10−1 | 5.07 × 10−2 | ||
| Water, salt, ocean | m3 | 1.48 × 10−2 | 6.78 × 10−3 | ||
| Water, salt, sole | m3 | 1.20 × 10−3 | 5.13 × 10−4 | ||
| Water, turbine use, unspecified natural origin | m3 | 3.438 × 102 | 153.44 | ||
| Water, unspecified natural origin/m3 | m3 | 6.30 × 10−2 | 1.35 × 10−2 | ||
| Water, well, in ground | m3 | 5.34 × 10−2 | 1.14 × 10−2 | ||
| Energy, gross calorific value, in biomass | MJ | 6.032 | 2.487 | ||
| Energy, gross calorific value, in biomass, primary forest | MJ | 5.5 × 10−2 | 2.0 × 10−2 | ||
| Energy, kinetic (in wind), converted | MJ | 1.760 | 0.847 | ||
| Energy, potential (in hydropower reservoir), converted | MJ | 34.601 | 15.456 | ||
| Energy, solar, converted | MJ | 2.4 × 10−2 | 1.2 × 10−2 | ||
| Energy consumption, electricity mix IT | MJ | 15.980 | 6.900 |
References and Notes
- Feenstra, R.C. Integration of trade and disintegration of production in the global economy. J. Econ. Perspect. 1998, 12, 31–50. [Google Scholar]
- Mercer, G. Modular Supply in the 1990s: The Keys to Success. Eur. Automot. Compon. Bus. 2nd Quart. 1995, 2, 112–135. [Google Scholar]
- Pavlínek, P.; Zĕnka, J. Upgrading in the automotive industry: Firm-level evidence from Central Europe. J. Econ. Geogr. 2011, 11, 5595–5586. [Google Scholar] [CrossRef]
- Hammami, R.; Frein, Y.; Hadj-Alouane, A.B. Supply chain design in the delocalization context: Relevant features and new modeling tendencies. Int. J. Prod. Econ. 2008, 113, 641–656. [Google Scholar] [CrossRef]
- Ancma. Associazione Nazionale Ciclo Moto Accessori. 2012. Available online: http://www.ancma.it/moto/statistiche (accessed on 22 June 2014).
- Directive 2000/53/EC of the European Parliament and of the Council of 18 September 2000 on end-of-life vehicles. Official Journal L 269 of 21.10.2000.
- Regulation No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) establishing a European Chemicals Agency, amending Directive 1999/45/EC and repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as well as Council Directive 76/769/EEC and Commission Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC. Official Journal L 396 of 30.12.2006.
- Commission Recommendation of 9 April 2013 on the use of common methods to measure and communicate the life cycle environmental performance of products and organizations. Official Journal of the European Union L 124, 04.05.2013.
- European Commission, Directorate-General for the Environment, Joint Research Centre (2009). Making sustainable consumption and production a reality. A guide for business and policy makers to Life Cycle Thinking and Assessment. Available online: http://bookshop.europa.eu/en/making-sustainable-consumption-and-production-a-reality-pbKH3109259/ (accessed on 7 October 2015).
- Heiskanen, E. The institutional logic of life cycle thinking. J. Clean. Prod. 2002, 10, 427–437. [Google Scholar] [CrossRef]
- Seuring, S. Integrated chain management and supply chain management comparative analysis and illustrative cases. J. Clean. Prod. 2004, 12, 1059–1071. [Google Scholar] [CrossRef]
- Henderson, R.M.; Clark, K.B. Architectural innovation: The reconfiguration of existing product technologies and the failure of established firms. Admin. Sci. Quart. 1990, 35, 9–30. [Google Scholar] [CrossRef]
- Langlois, R.N.; Robertson, P.L. Network and innovation in a modular system: Lesson from the microcomputer and stereo component industries. Res. Policy 1992, 21, 297–313. [Google Scholar] [CrossRef]
- Sanchez, R.; Mahoney, J.T. Modularity, flexibility, and knowledge management in product and organization design. Strateg. Manag. J. 1996, 17, 63–76. [Google Scholar] [CrossRef]
- Simboli, A.; Raggi, A.; Morgante, A.; Biondi, O. Product end-of-life in the motorcycle industry: An integrated management perspective. In Proceedings of LCM 2009-4th International Conference on Life Cycle Management, Cape Town, South Africa, 6–9 September 2009.
- Simboli, A.; Taddeo, R.; Morgante, A. Analysing the development of Industrial Symbiosis in a motorcycle local industrial network: The role of contextual factors. J. Clean. Prod. 2014, 66, 372–383. [Google Scholar] [CrossRef]
- Salvado, M.F.; Azevedo, S.G.; Matias, J.C.O.; Ferreira, L.M. Proposal of a Sustainability Index for the Automotive Industry. Sustainability 2015, 7, 2113–2144. [Google Scholar] [CrossRef]
- Udoncy Olugu, E.; Wong, K.Y.; Shaharoun, A.M. A Comprehensive Approach in Assessing the Performance of an Automobile Closed-Loop Supply Chain. Sustainability 2010, 2, 871–889. [Google Scholar] [CrossRef] [Green Version]
- European Commission’s Executive Agency for Competitiveness and Innovation (EACI), Call 2009. Available online: http://www.hireach.eu (accessed on 11 October 2015).
- Malerba, F. Sectoral systems of innovation and production. Res. Policy 2002, 31, 247–264. [Google Scholar] [CrossRef]
- Cooke, P. Regional innovations systems: An evolutionary approach. In Regional Innovation Systems; Baraczyk, H., Cooke, P., Heidenriech, R., Eds.; London University Press: London, UK, 1996. [Google Scholar]
- Giuliani, E. The Selective Nature of knowledge Networks in Clusters: Evidence from the Wine Industry. J. Econ. Geogr. 2007, 7, 139–168. [Google Scholar] [CrossRef]
- Keeble, D.; Wilkinson, F. Collective learning and knowledge development in the evolution of regional clusters of high technology SMEs in Europe. Reg. Stud. 1999, 4, 295–303. [Google Scholar] [CrossRef]
- Pavitt, K. Sectoral patterns of technical change: Towards a taxonomy and a theory. Res. Policy 1984, 13, 343–373. [Google Scholar] [CrossRef]
- Rennings, K. Redefining Innovation—Eco-Innovation Research and the Contribution from Ecological Economics. Ecol. Econ. 2000, 32, 319–332. [Google Scholar] [CrossRef]
- Kemp, R.; Rotmans, J. The Management of the Co-Evolution of Technical, Environmental and Social Systems. In Towards Environmental Innovation Systems; Weber, M., Hemmelskamp, J., Eds.; Springer Verlag: Heidelberg, Germany, 2005; pp. 33–35. [Google Scholar]
- Foxon, T.; Pearson, P. Overcoming barriers to innovation and diffusion of cleaner technologies: Some features of a sustainable innovation policy regime. J. Clean. Prod. 2008, 16 (Suppl. S1), 148–169. [Google Scholar] [CrossRef]
- CML, PSI, CSM. ECO-DRIVE: A Framework for Measuring Eco-Innovation: Typology of Indicators Based on Causal Chains; Final Report, FP6-2005-SSP-5-A; Institute of Environmental Science (CML), University of Leiden: South Holland, The Netherlands, 2008. [Google Scholar]
- Andersen, M.M. Eco-innovation—Towards a taxonomy and a theory. In Proceedings of the DRUID Conference Entrepreneurship and Innovation, Copenhagen, Denmark, 17–20 June 2008.
- Eco-innovation Observatory (EIO). The Eco-Innovation Challenge: Pathways to a Resource-Efficient EUROPE; Annual Report; Eco-Innovation Observatory: Brussels, Belgium, 2010. [Google Scholar]
- Organisation for Economic Co-Operation and Development (OECD). Eco-Innovation in Industry. Enabling Green Growth. 2009. Available online: http://www.oecd.org/sti/inno/eco-innovationinindustryenablinggreengrowth.htm (accessed on 20 March 2014).
- Simboli, A.; Raggi, A.; Morgante, A.; Del Grosso, M.; Rosica, P. Eco-innovation of sand cores in aluminium gravity casting for the automotive supply-chain: An LCA-based analysis. In What Is Sustainable Technology? The Role of Life Cycle-Based Methods in Addressing the Challenges of Sustainability Assessment of Technologies, Proceedings of the 2nd DIRE Working Group Meeting, Rome, Italy, 27 September 2012; Barberio, G., Rigamonti, L., Zamagni, A., Eds.; ENEA: Rome, Italy; pp. 15–17.
- Martinu, L.; Zabeida, O.; Klemberg-Sapieha, J.E. Plasma-Enhanced Chemical Vapor Deposition of Functional Coatings in Martin. In Handbook of Deposition Technologies for Films and Coatings; Martin, P.M., Ed.; Elsevier: Oxford, UK, 2010; pp. 392–465. [Google Scholar]
- ISO 14040. Environmental Management—Life Cycle Assessment—Principles and Framework; International Organisation for Standardisation (ISO): Geneva, Switzerland, 2006. [Google Scholar]
- European Commission. Joint Research Centre—Institute for Environment and Sustainability: International Reference Life Cycle Data System (ILCD) Handbook—General Guide for Life Cycle Assessment—Detailed Guidance, 1st ed.; March 2010; EUR 24708 EN; Publications Office of the European Union: Luxembourg, Luxembourg, 2010.
- Weidema, B.P.; Cappellaro, F.; Carlson, R.; Notten, P.; Pålsson, A.C.; Patyk, A.; Regalini, E.; Sacchetto, F.; Scalbi, S. Procedural Guideline for Collection, Treatment and Quality Documentation of LCA Data; ENEA: Bologna, Italy, 2004. [Google Scholar]
- Swiss Centre for Life Cycle Inventories. The Life Cycle Inventory Data; Ecoinvent v2.0.; Swiss Centre for Life Cycle Inventories: Dübendorf, Switzerland, 2007. [Google Scholar]
- Goedkoop, M.J.; Heijungs, R.; Huijbregts, R.; de Schryver, A.; Struijs, J.; van Zelm, R. ReCiPe 2008, A Life Cycle Impact Assessment Method Which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level. First edition Report I: Characterisation. Available online: http://www.lcia-recipe.net (accessed on 8 March 2009).
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Simboli, A.; Raggi, A.; Rosica, P. Life Cycle Assessment of Process Eco-Innovations in an SME Automotive Supply Network. Sustainability 2015, 7, 13761-13776. https://doi.org/10.3390/su71013761
Simboli A, Raggi A, Rosica P. Life Cycle Assessment of Process Eco-Innovations in an SME Automotive Supply Network. Sustainability. 2015; 7(10):13761-13776. https://doi.org/10.3390/su71013761
Chicago/Turabian StyleSimboli, Alberto, Andrea Raggi, and Pietro Rosica. 2015. "Life Cycle Assessment of Process Eco-Innovations in an SME Automotive Supply Network" Sustainability 7, no. 10: 13761-13776. https://doi.org/10.3390/su71013761
APA StyleSimboli, A., Raggi, A., & Rosica, P. (2015). Life Cycle Assessment of Process Eco-Innovations in an SME Automotive Supply Network. Sustainability, 7(10), 13761-13776. https://doi.org/10.3390/su71013761