
Optimal Design of Safety Instrumented Systems for Pressure Control of Methanol Separation Columns in the Bisphenol a Manufacturing Process

Abstract
:1. Introduction
2. Theoretical Background
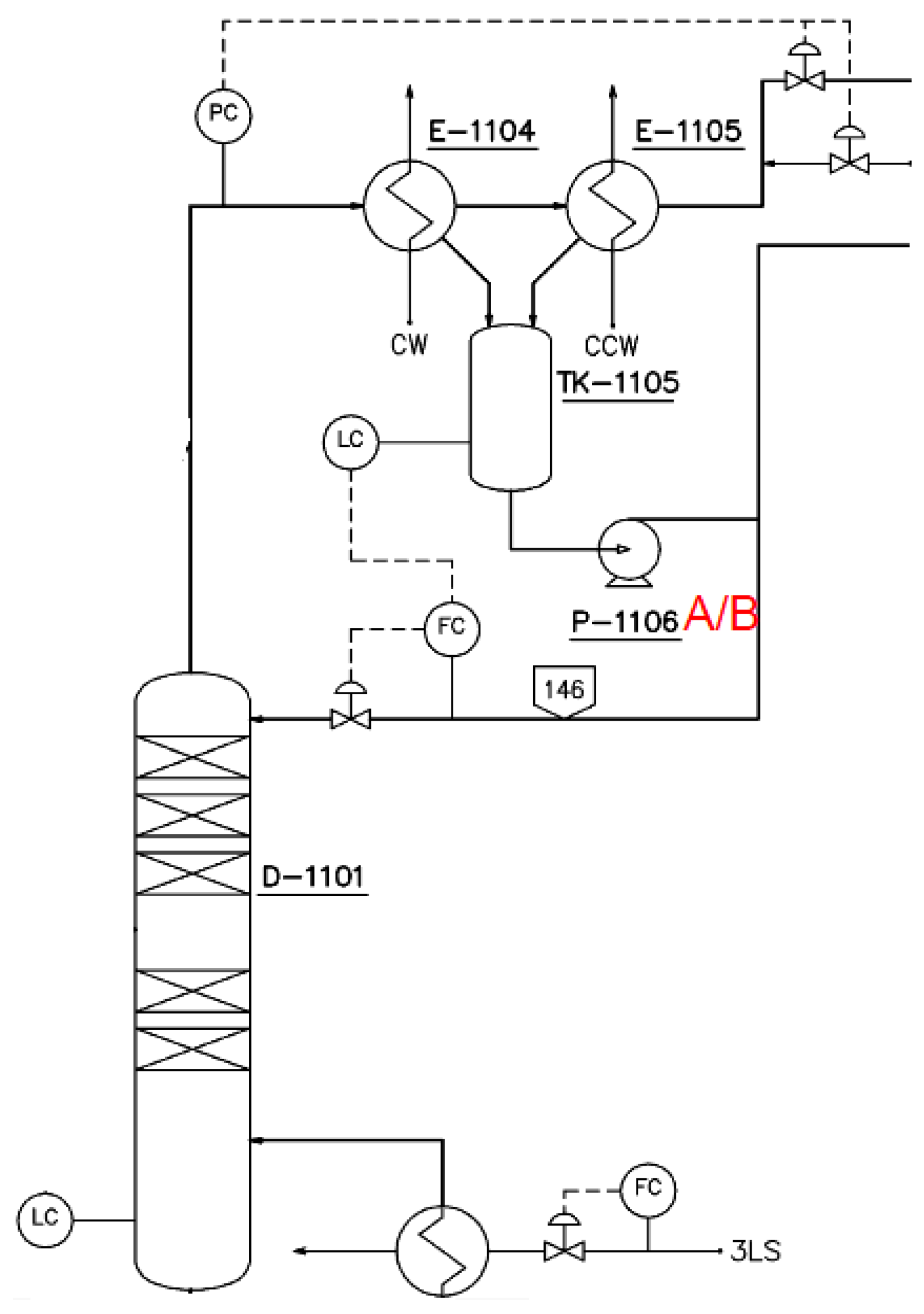
2.1. Target Process
2.2. Risk Characteristics of the Process and Materials
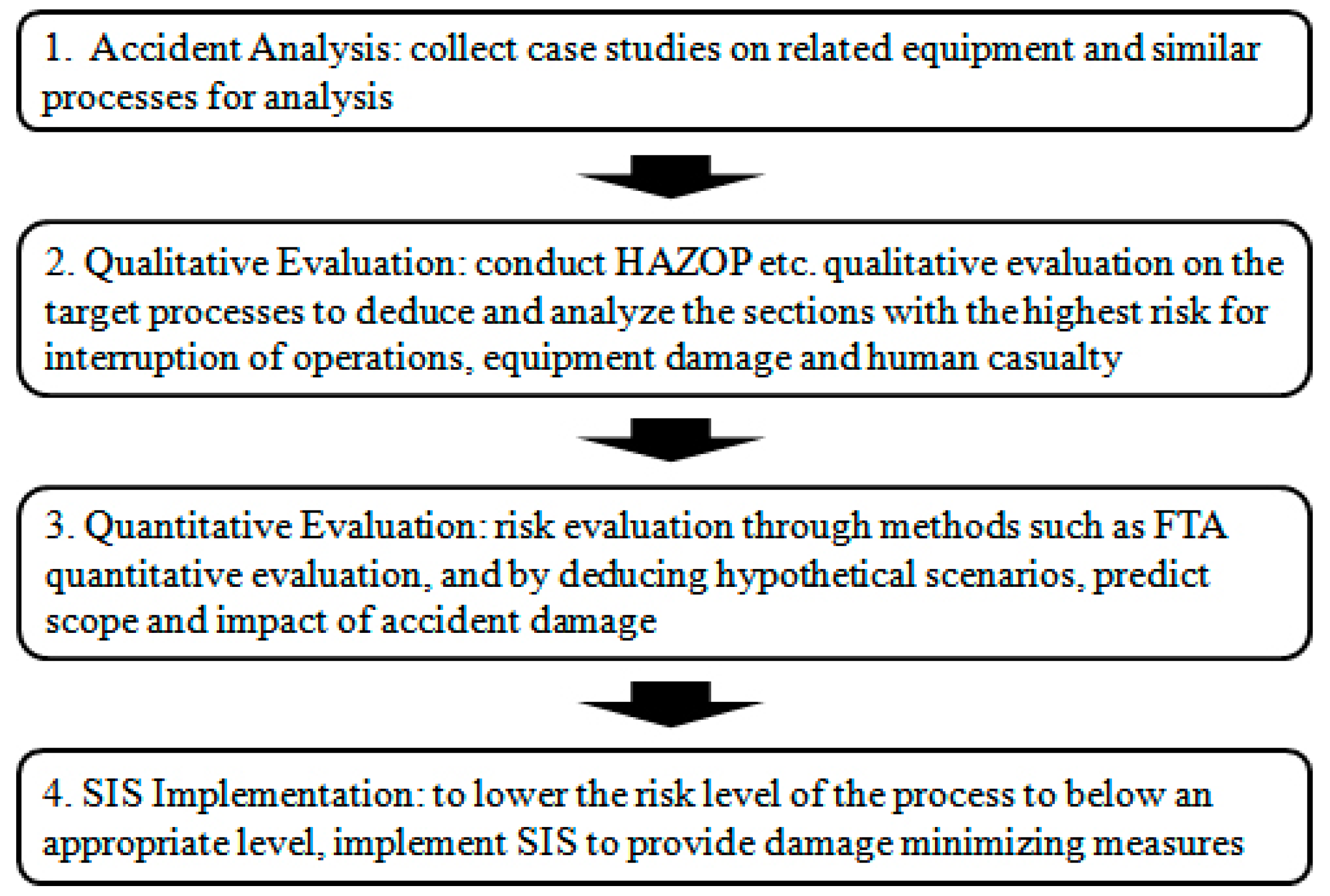
2.3. Confirming the Methanol Separation Column Process as the Worst-Case Scenario Using HAZOP Analysis
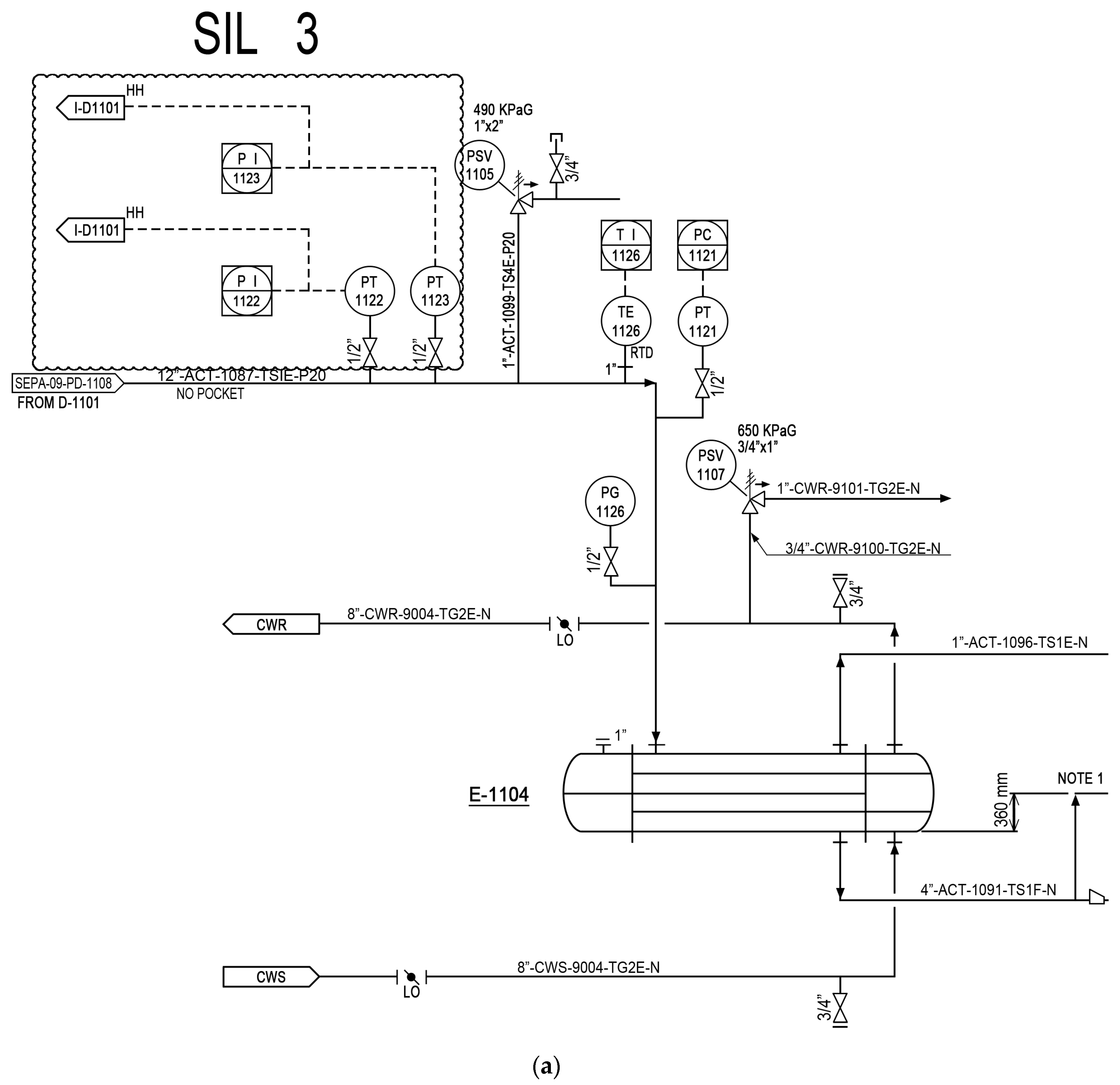
2.4. Safety Measures and Protocols for the Methanol Separation Process
2.5. Predictions of Damage Due to a Methanol Separation Column Accident
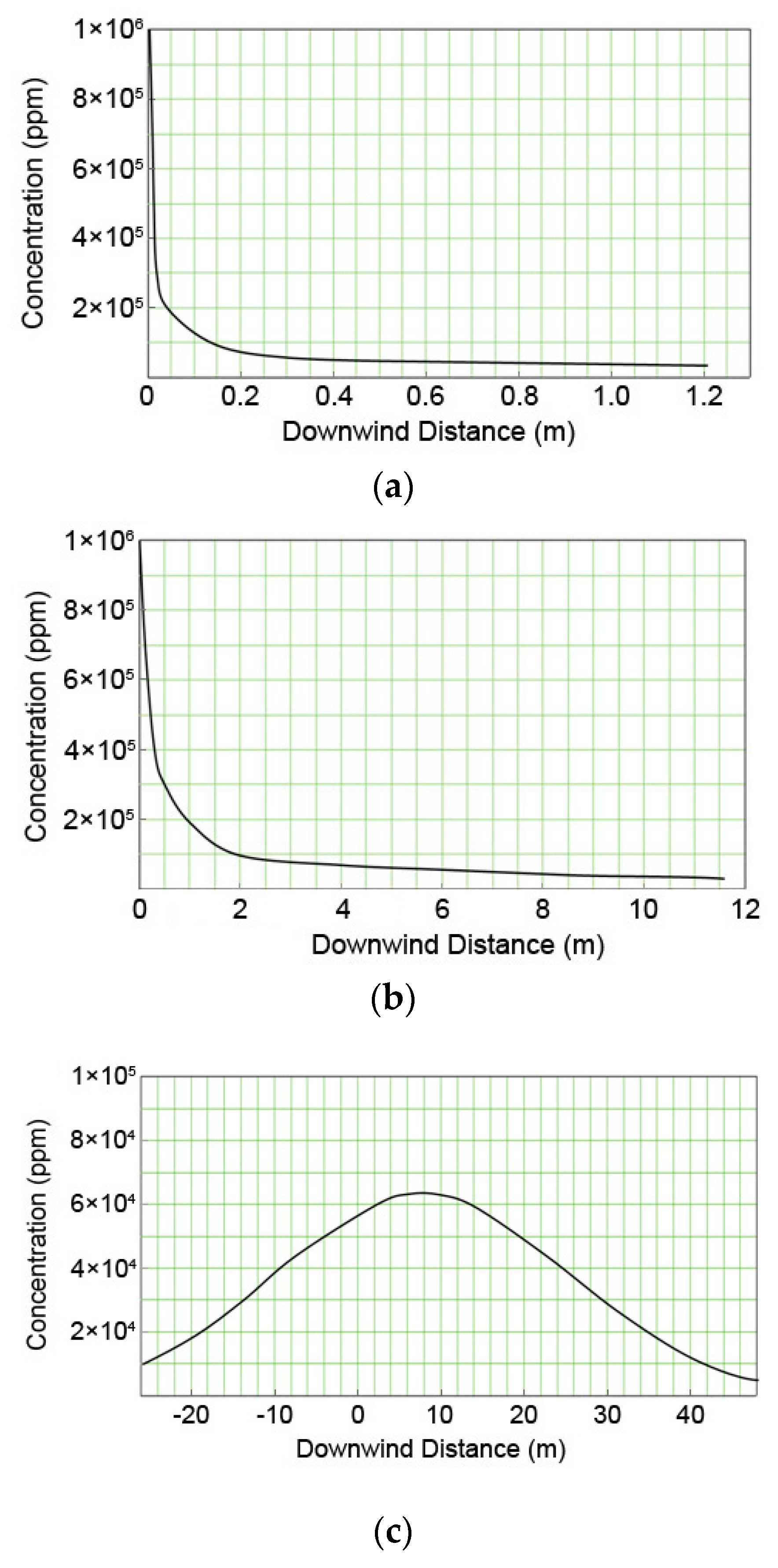
2.5.1. Methanol Vapor Concentration Distribution
2.5.2. Impact Assessment of Fire and Explosion
3. SIL Analysis of the Process and Its Application
3.1. Results of FTA
3.2. SIS Analysis Results
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| CABLE | coaxial cable |
| CCF | common cause fail |
| D | distillation column |
| E | heat exchange |
| FC | flow control valve |
| FSOV | foundation fieldbus shutoff valve |
| FT | flow transmitter |
| FV | flow valve |
| LC | level control |
| LG | level gauge |
| LS | logic solver |
| LT | level transmitter |
| PAHH | pressure alarm high high |
| PI | pressure indicator |
| PSV | pressure safety valve |
| PT | pressure transmitter |
| PT | pressure transmitter |
| PV | pressure valve |
| RELAYFV | relay flow valve |
| RELAYXV | relay knife gate valve |
| TE | temperature element |
| TI | temperature indicator |
| TK | tank |
| TRIP | shutdown |
| V/V | vent valve |
| VCB | voltage control box |
| XSOV | knife gate solenoid valve |
| XV | knife gate valve |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Value * | F-V Importance | Accuracy | Cut Sets |
|---|---|---|---|---|
| 1 | 7.43 × 10−5 | 0.4733 | 0.4733 | LS-FAIL |
| 2 | 3.88 × 10−5 | 0.2472 | 0.7205 | RELAYFV-1126, XSOV-1101FAIL |
| 3 | 1.33 × 10−5 | 0.0845 | 0.8051 | FSOV-1126FAIL, XSOV-1101FAIL |
| 4 | 1.33 × 10−5 | 0.0845 | 0.8896 | RELAYFV-1126, XV-1101FAIL |
| 5 | 4.54 × 10−6 | 0.0289 | 0.9185 | FSOV-1126FAIL, XV-1101FAIL |
| 6 | 4.22 × 10−6 | 0.0269 | 0.9454 | RELAYFV-1126, RELAYXV-1101 |
| 7 | 4.22 × 10−6 | 0.0269 | 0.9722 | FV-1126-CCF, XSOV-1101FAIL |
| 8 | 1.44 × 10−6 | 0.0092 | 0.9814 | FSOV-1126FAIL, RELAYXV-1101 |
| 9 | 1.44 × 10−6 | 0.0092 | 0.9906 | FV-1126-CCF, XV-1101FAIL |
| 10 | 4.58 × 10−7 | 0.0029 | 0.9935 | FV-1126-CCF, RELAYXV-1101 |
| 11 | 2.65 × 10−7 | 0.0017 | 0.9952 | RELAYFV-1126, XV-1101-CCF |
| 12 | 2.65 × 10−7 | 0.0017 | 0.9969 | RELAY1126-CCF, XSOV-1101FAIL |
| 13 | 9.07 × 10−8 | 0.0006 | 0.9975 | RELAY1126-CCF, XV-1101FAIL |
| 14 | 9.07 × 10−8 | 0.0006 | 0.9981 | FSOV-1126FAIL, XV-1101-CCF |
| 15 | 8.41 × 10−8 | 0.0005 | 0.9986 | FV-1126FAIL, XSOV-1101FAIL |
| 16 | 8.41 × 10−8 | 0.0005 | 0.9991 | RELAYFV-1126, RELAY1101-CCF |
| 17 | 2.88 × 10−8 | 0.0002 | 0.9993 | FV-1126-CCF, XV-1101-CCF |
| 18 | 2.88 × 10−8 | 0.0002 | 0.9995 | RELAY1126-CCF, RELAYXV-1101 |
| 19 | 2.88 × 10−8 | 0.0002 | 0.9997 | FV-1126FAIL, XV-1101FAIL |
| 20 | 2.88 × 10−8 | 0.0002 | 0.9999 | FSOV-1126FAIL, RELAY1101-CCF |
| 21 | 9.14 × 10−9 | 0.0001 | 0.9999 | FV-1126-CCF, RELAY1101-CCF |
| 22 | 9.14 × 10−9 | 0.0001 | 1.0000 | FV-1126FAIL, RELAYXV-1101 |
| 23 | 1.82 × 10−9 | 0.0000 | 1.0000 | RELAY1126-CCF, XV-1101-CCF |
| 24 | 5.75 × 10−10 | 0.0000 | 1.0000 | RELAY1126-CCF, RELAY1101-CCF |
| 25 | 5.75 × 10−10 | 0.0000 | 1.0000 | FV-1126FAIL, XV-1101-CCF |
| 26 | 1.82 × 10−10 | 0.0000 | 1.0000 | FV-1126FAIL, RELAY1101-CCF |
| 27 | 9.66 × 10−12 | 0.0000 | 1.0000 | PAHH-1122, PAHH-1123, PAHH-1124 |
| 28 | 1.34 × 10−12 | 0.0000 | 1.0000 | PAHH-1122, PT-B-CCF, PAHH-1124 |
| 29 | 1.34 × 10−12 | 0.0000 | 1.0000 | PAHH-1122, PAHH-1123, PT-C-CCF |
| 30 | 1.34 × 10−12 | 0.0000 | 1.0000 | PT-A-CCF, PAHH-1123, PAHH-1124 |
| 31 | 2.39 × 10−13 | 0.0000 | 1.0000 | PAHH-1122, PAHH-1123, CABLE-C |
| 32 | 2.39 × 10−13 | 0.0000 | 1.0000 | CABLE-A, PAHH-1123, PAHH-1124 |
| 33 | 2.39 × 10−13 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B PAHH-1124 |
| 34 | 1.87 × 10−13 | 0.0000 | 1.0000 | PAHH-1122, PT-B-CCF, PT-C-CCF |
| 35 | 1.87 × 10−13 | 0.0000 | 1.0000 | PT-A-CCF, PT-B-CCF, PAHH-1124 |
| 36 | 1.87 × 10−13 | 0.0000 | 1.0000 | PT-A-CCF, PAHH-1123, PT-C-CCF |
| 37 | 3.32 × 10−14 | 0.0000 | 1.0000 | CABLE-A, PAHH-1123, PT-C-CCF |
| 38 | 3.32 × 10−14 | 0.0000 | 1.0000 | CABLE-A, PT-B-CCF, PAHH-1124 |
| 39 | 3.32 × 10−14 | 0.0000 | 1.0000 | PT-A-CCF, ABLE-B, PAHH-1124 |
| 40 | 3.32 × 10−14 | 0.0000 | 1.0000 | PT-A-CCF, PAHH-1123, CABLE-C |
| 41 | 3.32 × 10−14 | 0.0000 | 1.0000 | PAHH-1122, PT-B-CCF, CABLE-C |
| 42 | 3.32 × 10−14 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B, PT-C-CCF |
| 43 | 2.59 × 10−14 | 0.0000 | 1.0000 | PT-A-CCF, PT-B-CCF, PT-C-CCF |
| 44 | 5.89 × 10−15 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B, CABLE-C |
| 45 | 5.89 × 10−15 | 0.0000 | 1.0000 | CABLE-A, CABLE-B, PAHH-1124 |
| 46 | 5.89 × 10−15 | 0.0000 | 1.0000 | CABLE-A, PAHH-1123, CABLE-C |
| 47 | 4.76 × 10−15 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B-CCF, PAHH-1124 |
| 48 | 4.76 × 10−15 | 0.0000 | 1.0000 | CABLE-A-CCF, PAHH-1123, PAHH-1124 |
| 49 | 4.76 × 10−15 | 0.0000 | 1.0000 | PAHH-1122 PAHH-1123, CABLE-C-CCF |
| 50 | 4.61 × 10−15 | 0.0000 | 1.0000 | PT-A-CCF, CABLE-B, PT-C-CCF |
| 51 | 4.61 × 10−15 | 0.0000 | 1.0000 | CABLE-A, PT-B-CCF, PT-C-CCF |
| 52 | 4.61 × 10−15 | 0.0000 | 1.0000 | PT-A-CCF, PT-B-CCF, CABLE-C |
| 53 | 8.19 × 10−16 | 0.0000 | 1.0000 | CABLE-A, CABLE-B, PT-C-CCF |
| 54 | 8.19 × 10−16 | 0.0000 | 1.0000 | PT-A-CCF, CABLE-B, CABLE-C |
| 55 | 8.19 × 10−16 | 0.0000 | 1.0000 | CABLE-A, PT-B-CCF, CABLE-C |
| 56 | 6.62 × 10−16 | 0.0000 | 1.0000 | CABLE-A-CCF, PT-B-CCF, PAHH-1124 |
| 57 | 6.62 × 10−16 | 0.0000 | 1.0000 | CABLE-A-CCF, PAHH-1123, PT-C-CCF |
| 58 | 6.62 × 10−16 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B-CCF, PT-C-CCF |
| 59 | 6.62 × 10−16 | 0.0000 | 1.0000 | PT-A-CCF, PAHH-1123, CABLE-C-CCF |
| 60 | 6.62 × 10−16 | 0.0000 | 1.0000 | PAHH-1122, PT-B-CCF, CABLE-C-CCF |
| 61 | 6.62 × 10−16 | 0.0000 | 1.0000 | PT-A-CCF, CABLE-B-CCF, PAHH-1124 |
| 62 | 1.46 × 10−16 | 0.0000 | 1.0000 | CABLE-A, CABLE-B, CABLE-C |
| 63 | 1.18 × 10−16 | 0.0000 | 1.0000 | CABLE-A, PAHH-1123, CABLE-C-CCF |
| 64 | 1.18 × 10−16 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B, PAHH-1124 |
| 65 | 1.18 × 10−16 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B, CABLE-C-CCF |
| 66 | 1.18 × 10−16 | 0.0000 | 1.0000 | CABLE-A, CABLE-B-CCF, PAHH-1124 |
| 67 | 1.18 × 10−16 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B-CCF, CABLE-C |
| 68 | 1.18 × 10−16 | 0.0000 | 1.0000 | CABLE-A-CCF, PAHH-1123, CABLE-C |
| 69 | 9.20 × 10−17 | 0.0000 | 1.0000 | PT-A-CCF, PT-B-CCF, CABLE-C-CCF |
| 70 | 9.20 × 10−17 | 0.0000 | 1.0000 | PT-A-CCF, CABLE-B-CCF, PT-C-CCF |
| 71 | 9.20 × 10−17 | 0.0000 | 1.0000 | CABLE-A-CCF, PT-B-CCF, PT-C-CCF |
| 72 | 1.64 × 10−17 | 0.0000 | 1.0000 | PT-A-CCF, CABLE-B-CCF, CABLE-C |
| 73 | 1.64 × 10−17 | 0.0000 | 1.0000 | CABLE-A-CCF, PT-B-CCF, CABLE-C |
| 74 | 1.64 × 10−17 | 0.0000 | 1.0000 | PT-A-CCF, CABLE-B, CABLE-C-CCF |
| 75 | 1.64 × 10−17 | 0.0000 | 1.0000 | CABLE-A, PT-B-CCF, CABLE-C-CCF |
| 76 | 1.64 × 10−17 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B, PT-C-CCF |
| 77 | 1.64 × 10−17 | 0.0000 | 1.0000 | CABLE-A, CABLE-B-CCF, PT-C-CCF |
| 78 | 2.91 × 10−18 | 0.0000 | 1.0000 | CABLE-A, CABLE-B, CABLE-C-CCF |
| 79 | 2.91 × 10−18 | 0.0000 | 1.0000 | CABLE-A, CABLE-B-CCF, CABLE-C |
| 80 | 2.91 × 10−18 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B, CABLE-C |
| 81 | 2.35 × 10−18 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B-CCF, PAHH-1124 |
| 82 | 2.35 × 10−18 | 0.0000 | 1.0000 | PAHH-1122, CABLE-B-CCF, PABLE-C-CCF |
| 83 | 2.35 × 10−18 | 0.0000 | 1.0000 | CABLE-A-CCF, PAHH-1123, CABLE-C-CCF |
| 84 | 3.26 × 10−19 | 0.0000 | 1.0000 | CABLE-A-CCF, PT-B-CCF, CABLE-C-CCF |
| 85 | 3.26 × 10−19 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B-CCF, PT-C-CCF |
| 86 | 3.26 × 10−19 | 0.0000 | 1.0000 | PT-A-CCF, CABLE-B-CCF, CABLE-C-CCF |
| 87 | 5.80 × 10−20 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B, CABLE-C-CCF |
| 88 | 5.80 × 10−20 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B-CCF, CABLE-C |
| 89 | 5.80 × 10−20 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B-CCF, CABLE-C-CCF |
| 90 | 1.16 × 10−21 | 0.0000 | 1.0000 | CABLE-A-CCF, CABLE-B-CCF, CABLE-C-CCF |
Appendix B
| No. | Value * | F-V Importance | Accuracy | Cut Sets |
|---|---|---|---|---|
| 1 | 2.38 × 10−9 | 0.9935 | 0.9935 | TRIP_FAIL, KEPCO_FAIL, 7_2_VCB_01_TRIP, 7_2_VCB_02_TRIP |
| 2 | 8.58 × 10−12 | 0.0036 | 0.9970 | TRIP_FAIL, 154KV_FAIL, 7_2_VCB_01_TRIP, 7_2_VCB_02_TRIP |
| 3 | 7.09 × 10−12 | 0.0030 | 1.0000 | TRIP_FAIL, 7_2KV_FAIL, 7_2_VCB_01_TRIP, 7_2_VCB_02_TRIP |
References
- Korea Occupational Safety & Health Agency (KOSHA). The Statistical Analysis of Hazard Rates in Korea Chemical Industry: Annual Report; KOSHA: Ulsan, Korea, 2012. [Google Scholar]
- Center for Chemical Process Industry (CCPS). Guidelines for Technical Management of Chemical Process Safety, 1st ed.; American Institute of Chemical Engineers, CCPS: New York, NY, USA, 1989. [Google Scholar]
- Korea Occupational Safety & Health Agency (KOSHA). Technical Guideline to Minimize the Damage at Chemical Plants; KOSHA: Ulsan, Korea, 1993. [Google Scholar]
- Swann, C.D.; Preston, M.L. Twenty-five years of HAZOPs. J. Loss Prev. Process Ind. 1995, 8, 349–353. [Google Scholar] [CrossRef]
- Wang, Y.; Rausand, M. Reliability analysis of safety-instrumented systems operated in high-demand mode. J. Loss Prev. Process Ind. 2014, 32, 254–264. [Google Scholar] [CrossRef]
- Center for Chemical Process Industry (CCPS). Guidelines for Chemical Process Quantitative Risk Analysis, 2nd ed.; American Institute of Chemical Engineers, CCPS: New York, NY, USA, 1999. [Google Scholar]
- Ministry of Employment and Labor. Risk Assessment of Hazardous Materials Including Hydrofluoric Acid and Research on Reinforcement of PSM Regulations; Ministry of Employment and Labor: Geneva, Switzerland, 2013. [Google Scholar]
- Mannan, M.S. A technical analysis of the Buncefield explosion and fire. In Proceedings of the Hazards XXI, Institution of Chemical Engineers, Manchester, UK, 10–12 November 2009; pp. 662–673.
- Korea Occupational Safety & Health Agency (KOSHA). KOSHA Code P-2, 2008: Technical Guideline of Risk of Continuous Process and HAZOP Technique; KOSHA: Ulsan, Korea, 2008. [Google Scholar]
- Korea Occupational Safety & Health Agency (KOSHA). KOSHA Code P-37, 2004: Guideline on Selecting the Worst Leakage Scenario; KOSHA: Ulsan, Korea, 2004. [Google Scholar]
- Pasquill, F. The estimation of the dispersion of windborne material. Metrol. Mag. 1961, 90, 33–49. [Google Scholar]
- Korea Occupational Safety & Health Agency (KOSHA). KOSHA Code P-42, 2006: Technical Guideline on Measures to Minimize Damage at Chemical Plants; KOSHA: Ulsan, Korea, 2006. [Google Scholar]
- Liu, Y.; Rausand, M. Reliability assessment of safety instrumented systems subject to different demand modes. J. Loss Prev. Process Ind. 2011, 24, 49–56. [Google Scholar] [CrossRef]
- Center for Chemical Process Industry (CCPS). Guidelines for Safe Automation of Chemical Processes, 1st ed.; American Institute of Chemical Engineers, CCPS: New York, NY, USA, 1993. [Google Scholar]
- International Electrotechnical Commission (IEC). IEC 61508-6: Functional Safety of Electrical/Electronic/Programmable Electronic Safety Related Systems—Part 6: Guidelines on the Application of IEC 61508-2 and IEC 61508-3; IEC: Geneva, Switzerland, 2000. [Google Scholar]
- Center for Chemical Process Industry (CCPS). Guidelines for Process Equipment Reliability Data, 1st ed.; American Institute of Chemical Engineers, CCPS: New York, NY, USA, 1989. [Google Scholar]
- IEEE. 500–1984 IEEE Guide to the Collection and Presentation of Electrical, Electronic, Sensing Component, and Mechanical Equipment Reliability Data for Nuclear-Power Generating Stations; IEEE: San Francisco, CA, USA, 1993. [Google Scholar]
- OREDA. Offshore Reliability Data, 3rd ed.; OREDA: Høvik, Norway, 1997. [Google Scholar]
- Denson, W.K.; Chandler, G.; Crowell, W.; Clark, A.; Jaworski, P. Nonelectronic Parts Reliability Data, 1995; Reliability Analysis Center Griffiss Air Force Base: Rome, NY, USA, 1995. [Google Scholar]
- Wells, G.L. Hazard Identification and Risk Assessment; Institution of Chemical Engineers: London, UK, 1996; pp. 1–90. [Google Scholar]
- Korea Occupational Safety & Health Agency (KOSHA). KOSHA Code P-4, 2006: Technical Guideline on Fault Tree Analysis; KOSHA: Ulsan, Korea, 2006. [Google Scholar]
- Korea Atomic Energy Research Institute (KAERI). KAERI Integrated Reliability Analysis Code Package (KIRAP) Ver. 2.8C; KAERI: Daejeon, Korea, 2000. [Google Scholar]









| Item No. | Name | Material | Capacity (I.D. × H, mm) | Pressure (MPaG) | Temperature (°C) |
|---|---|---|---|---|---|
| D-1101 | methanol removal column | methanol, acetone | 1500 × 30,050 | 0.3043–0.3073 | 100–104 |
| TK-xxx2 | acetone vessel | acetone | 1500 × 3000 | 0.0006 | 30 |
| TK-xxx3 | recycle phenol vessel | acetone, methanol | 2500 × 5000 | 0.0006 | 53 |
| TK-xx52 | phenol tank | phenol | 7800 × 7800 | 0.0005 | 60 |
| Item No. | Name | Material | Capacity (I.D. × H) mm | Pressure (MPaG) | Temperature (°C) |
|---|---|---|---|---|---|
| D-xx01 | dehydrator | phenol, H2O, acetone, BPA | 1800 × 11,650 | −0.0827 to −0.082 | 109–136 |
| R-xx01 | reactor | phenol, BPA, acetone | 6200 × 7300 | 0.308 | 78 |
| TK-xx51 | reactor blowdown tank | phenol, methyl butyl phenol | 11,600 × 11,600 | 0.0005 | 90 |
| Parameter | Design Variables | Guide Word | |||||||
|---|---|---|---|---|---|---|---|---|---|
| No. | Low | High | Some | Part of | As Well | Reverse | Other | ||
| Flow | 11,315 kg/h | x | x | x | - | - | - | - | - |
| Pressure | 406.3 kPaA | - | x | x | - | - | - | - | - |
| Level | - | x | x | x | - | - | - | - | - |
| Temperature | 100→45 °C | - | x | x | - | - | - | - | - |
| Composition | Acetone: 77.3% | - | x | x | - | - | - | - | - |
| Methanol: 20% | |||||||||
| Electricity Failure | YES | - | - | - | - | - | - | - | x |
| Static Electricity | - | - | - | - | - | - | - | - | x |
| Safety | - | - | - | - | - | - | - | - | x |
| Other | - | - | - | - | - | - | - | - | x |
| No. | Deviation | Causes | Consequences | Safeguards | F | L | Risk Rank | Recommendations | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | No/Low flow | 1 | PV-1126 Close | 1 | D-1101 pressure decrease and operation termination | 1 | FT/FC-1126 | 4 | 4 | 5 | |
| 2 | PT/PI-1122, 1123 | ||||||||||
| 2 | TK-1105 LOW LEVEL | 3 | LG-1103 | ||||||||
| 2 | FV-1124 Close | 1 | D-1101 MeOH reflux faulty | 1 | FT/FC-1124 | 4 | 4 | 5 | |||
| 2 | PT/PI-1122, 1123 | ||||||||||
| 2 | D-1101 temperature & pressure increase | 3 | LT/LC-1123 | ||||||||
| 4 | LG-1103 | ||||||||||
| 5 | High Pressure | 1 | E-11O3 Tube Rupture | 1 | Vapor pressure increase due to the temperature increase by steam flow into D-1101 | 1 | PSV-1105 | 4 | 1 | 4 | |
| 2 | Process shut-down | 2 | XV-1101 V/V Shut-off Interlock | ||||||||
| 3 | D-1101/E-1103 damage | 3 | FT/FC-1126 | ||||||||
| 4 | PT/PI-1122, 1123 | ||||||||||
| 5 | TE/TI-1125 | ||||||||||
| 6 | High temperature | 1 | Cooling water supply manual V/V close | 1 | MeOH vapor condensate failure | 1 | PSV-1107 | 4 | 1 | 4 | |
| 2 | System pressure increase | 2 | Butterfly type V/V | ||||||||
| 3 | TK-1105 liquid level decrease | 3 | V/V lock | ||||||||
| 4 | open management | ||||||||||
| 5 | PT/PI-1122, 1123 | ||||||||||
| 6 | LT/LC-1123 | ||||||||||
| 7 | TE/TI-1125 | ||||||||||
| 7 | Electricity failure | 1 | Interruptions of power supply | 1 | MeOH condensation failure in D-1101 due to the cooling water supply shut-down | 1 | XV-1101 V/V | 3 | 1 | 3 | Re-review the safety valve capacity and quantitatively analyze the damage by over-pressure to establish the safety measures |
| 2 | Electricity cut-off due to lightening | 2 | System pressure increase by malfunction of generator vapor | 2 | shut-off interlock | ||||||
| 3 | Process shut-down | 3 | FT/FC-1126 | ||||||||
| 4 | LT/LC-1123 | ||||||||||
| 5 | PT/PI-1122, 1123 | ||||||||||
| 6 | TE/TI-1125 | ||||||||||
| 7 | PSV-1105 | ||||||||||
| Accident | Release Source | Release Hole Diameter (mm) | Damage Range (m) |
|---|---|---|---|
| Jet fire | Pin hole | 5 | - |
| Discharge pipe of the safety valve | 50 | 20 1 | |
| Flash fire | Catastrophic rupture | Rupture | 267 1 |
| UVCE | Pin hole | 5 | - |
| Discharge pipe of the safety valve | 50 | ||
| Catastrophic rupture | Rupture | 567 2 |
| No. | Item No. of PSV | Equip. No. | Set Press. | Power Failure | CW Failure | Fire | Thermal Expansion | Other Failure |
|---|---|---|---|---|---|---|---|---|
| kPaG | kg/h | kg/h | kg/h | kg/h | kg/h | |||
| 1 | PSV-000 | D-1101 | 490.0 | 10,331 | 10,562 | 198 | N/A | 340 |
| Failure Case | PFD | Verified SIL | Required SIL | Remark |
|---|---|---|---|---|
| Cooling system failure | 1.57 × 10−4 | SIL 3+ | SIL 3 | SIL 3 suitable |
| Power failure | 2.40 × 10−9 | SIL 3+ | SIL 3 | SIL 3 suitable |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, I.-B.; Woo, I. Optimal Design of Safety Instrumented Systems for Pressure Control of Methanol Separation Columns in the Bisphenol a Manufacturing Process. Sustainability 2017, 9, 49. https://doi.org/10.3390/su9010049
Lee I-B, Woo I. Optimal Design of Safety Instrumented Systems for Pressure Control of Methanol Separation Columns in the Bisphenol a Manufacturing Process. Sustainability. 2017; 9(1):49. https://doi.org/10.3390/su9010049
Chicago/Turabian StyleLee, In-Bok, and Insung Woo. 2017. "Optimal Design of Safety Instrumented Systems for Pressure Control of Methanol Separation Columns in the Bisphenol a Manufacturing Process" Sustainability 9, no. 1: 49. https://doi.org/10.3390/su9010049
APA StyleLee, I. -B., & Woo, I. (2017). Optimal Design of Safety Instrumented Systems for Pressure Control of Methanol Separation Columns in the Bisphenol a Manufacturing Process. Sustainability, 9(1), 49. https://doi.org/10.3390/su9010049