
Monitoring of the Production Process of Graded Concrete Component Using Terrestrial Laser Scanning

 , , , ,
, , , , 

Abstract
:
1. Introduction
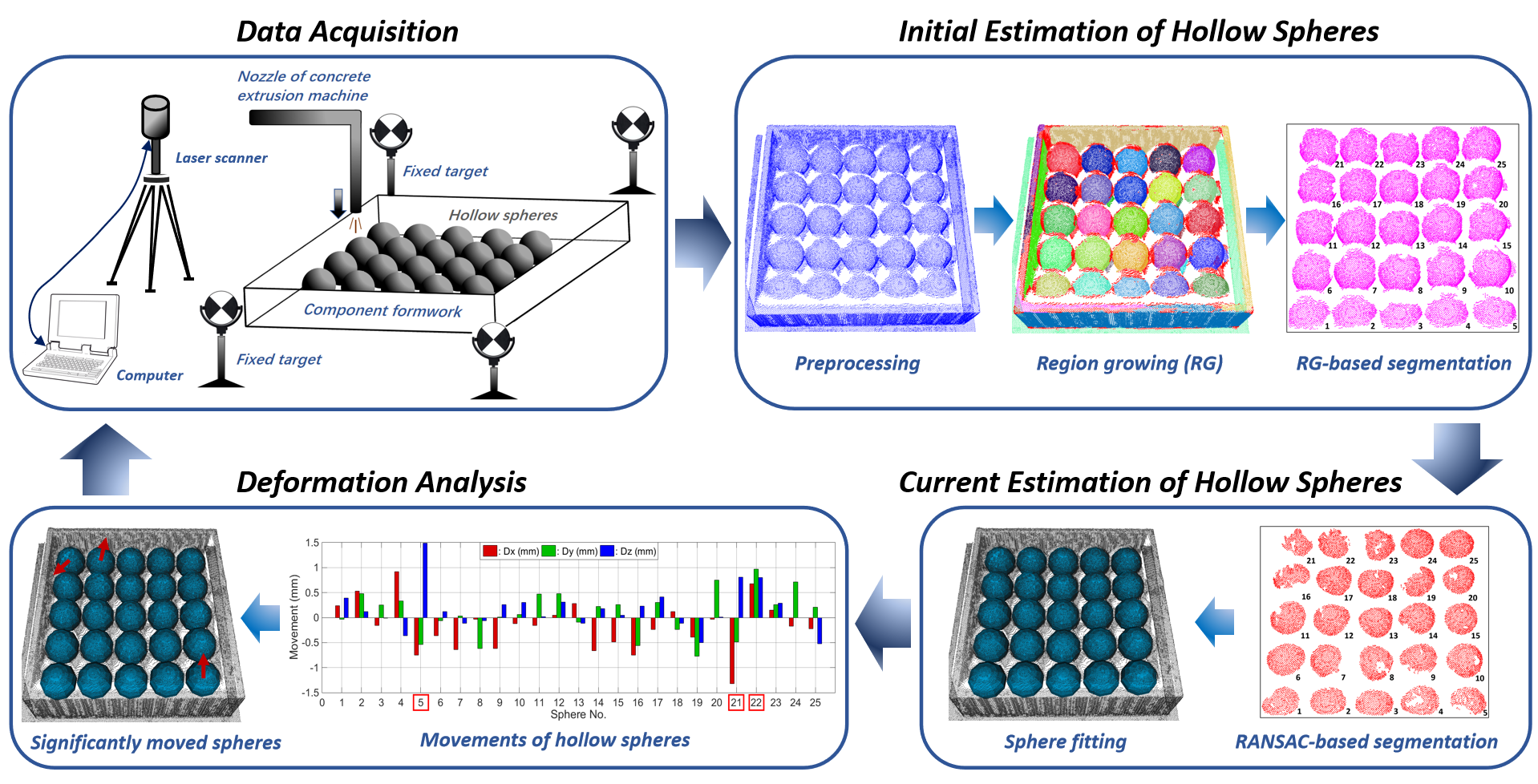
1.1. Background and Motivation
1.2. Choice of Sensors
1.3. Algorithms for Sphere Detection
1.4. Algorithms for Surface Modelling
1.5. Structure of the Contribution
2. Theories and Methods
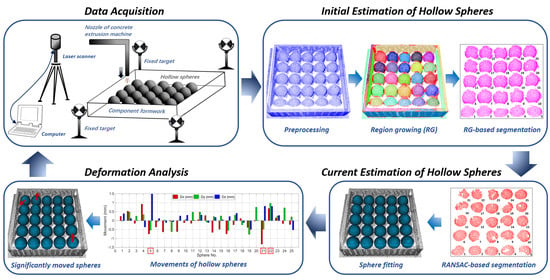
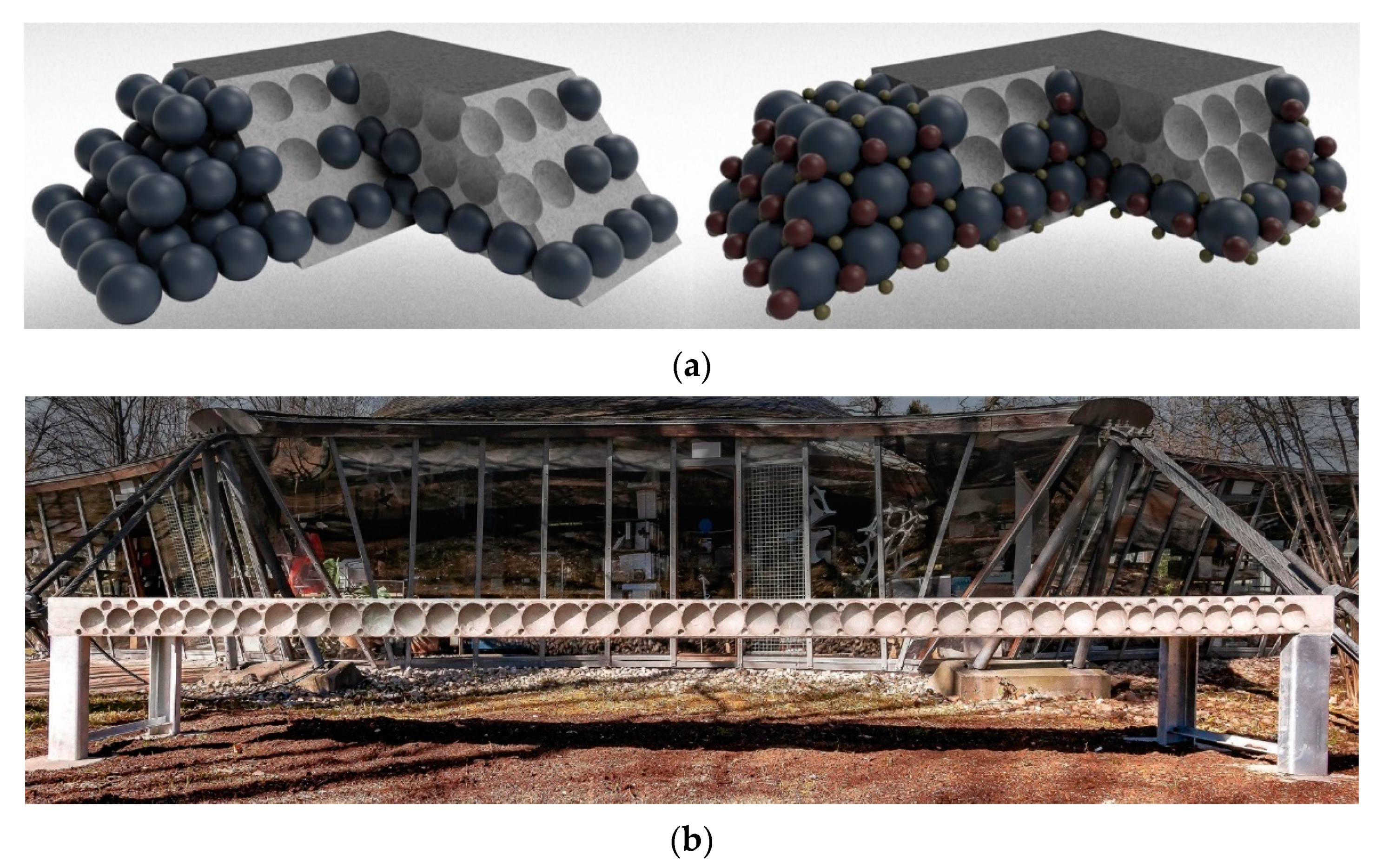
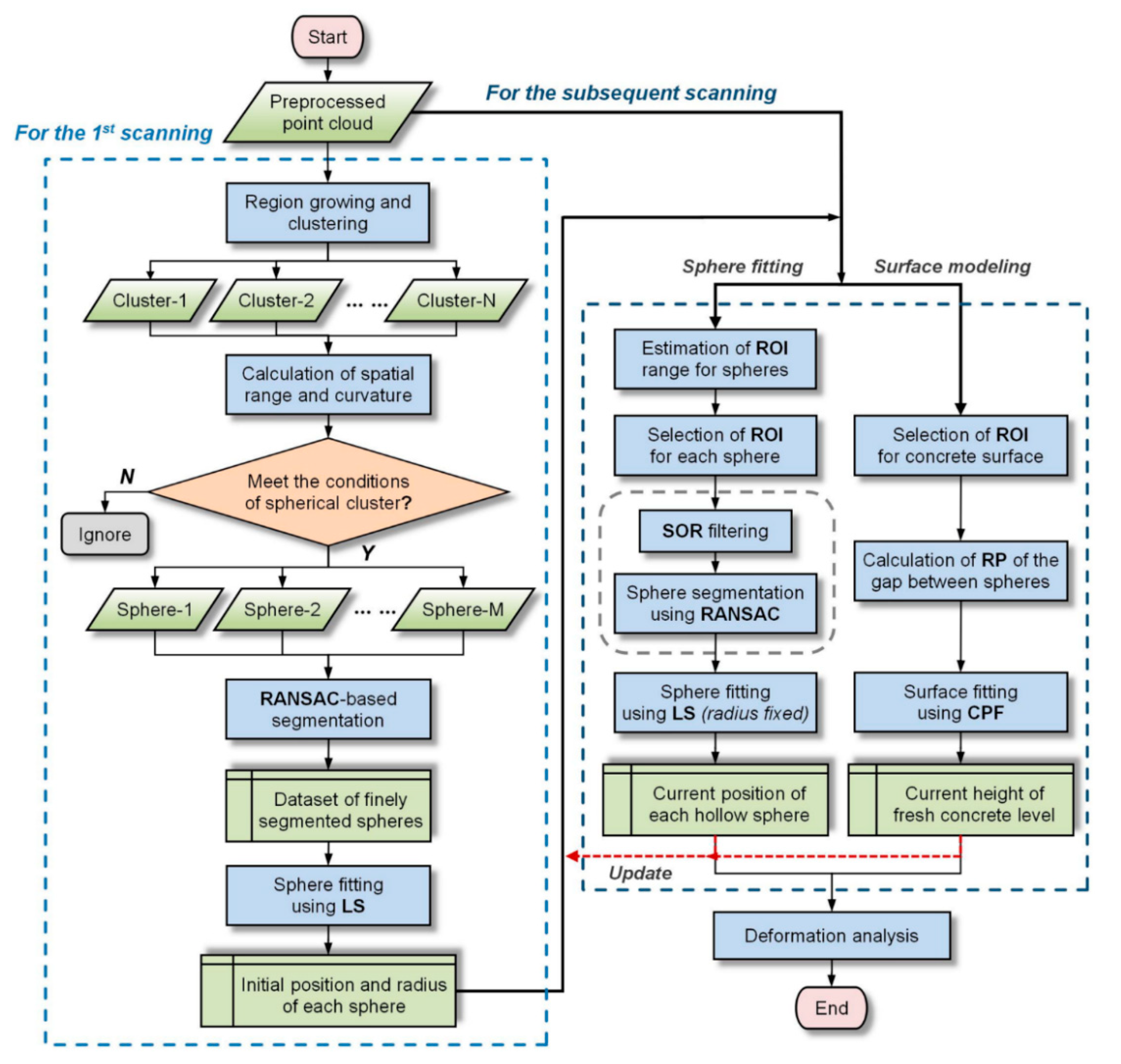
2.1. Monitoring Concept and Overview of the Processed Method
2.2. Data Preprocessing
2.2.1. Georeferencing
2.2.2. Selection of the Object Region and Downsampling
2.2.3. Outlier Removal
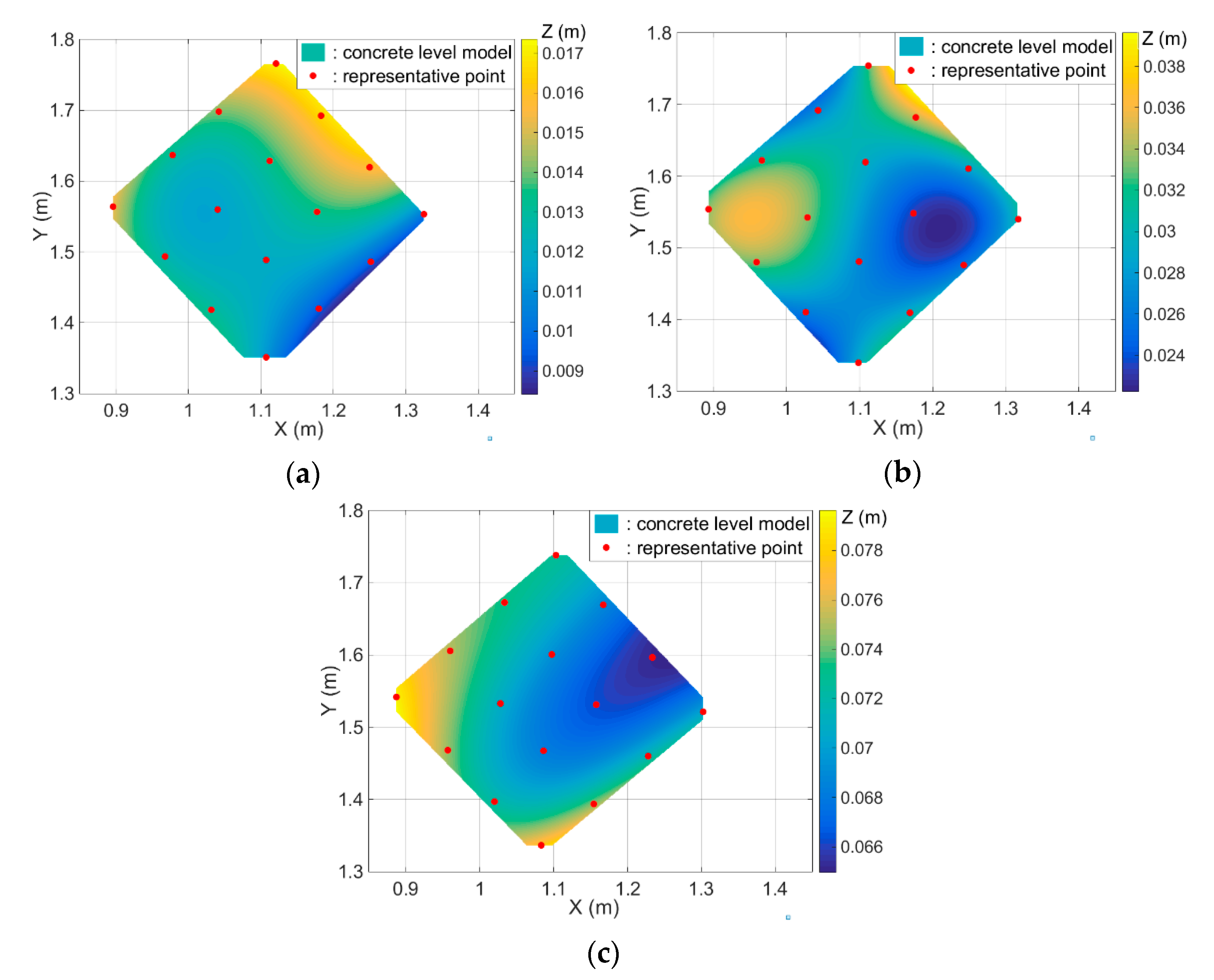
2.3. Surface Modeling of Concrete Level
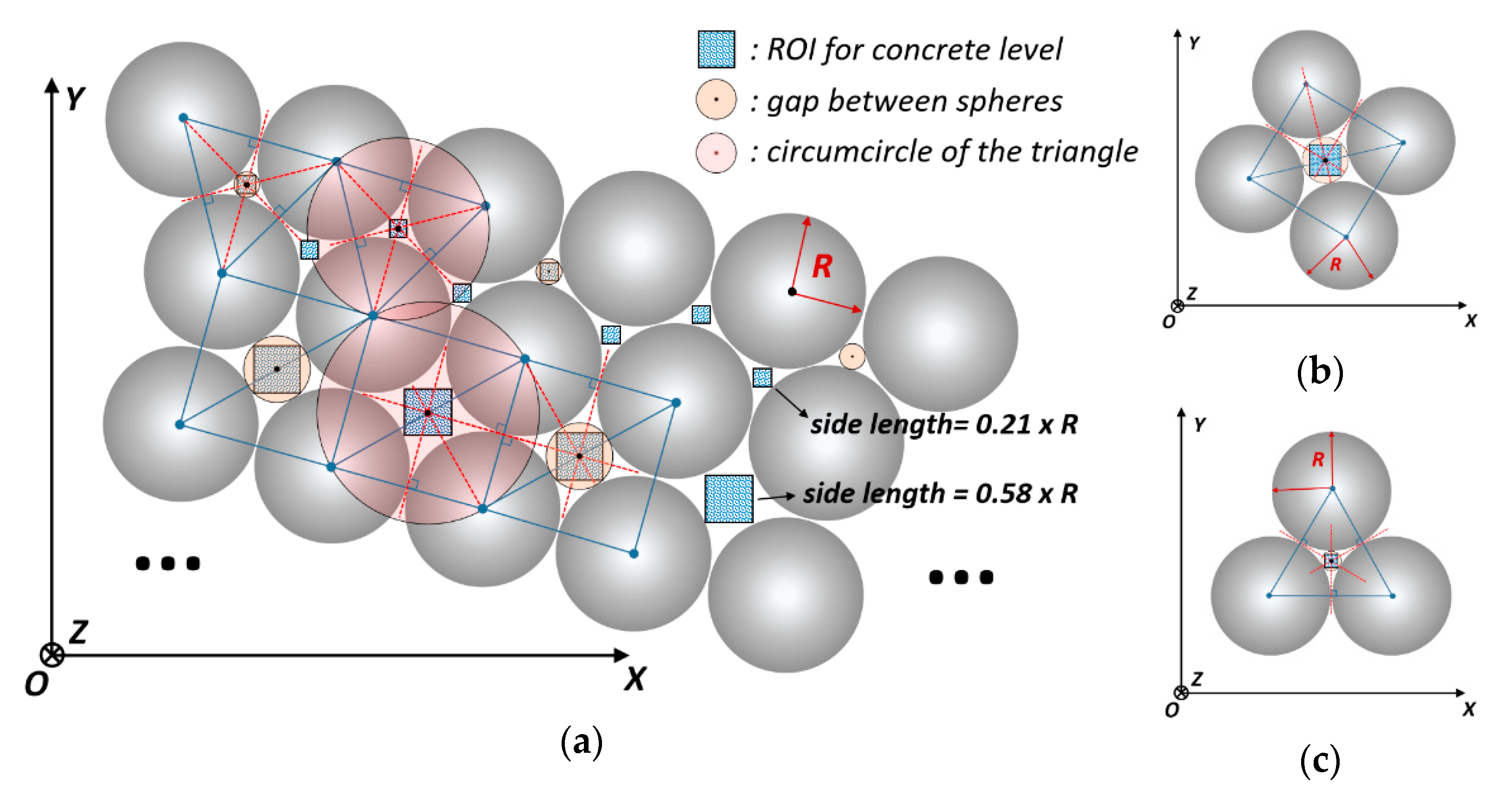
2.3.1. Selection of Points on the Concrete Level
2.3.2. Representative Point of Each Gap
2.3.3. Surface Modeling Using Cubic Polynomial Fitting
2.4. Initial State Estimation of Hollow Spheres
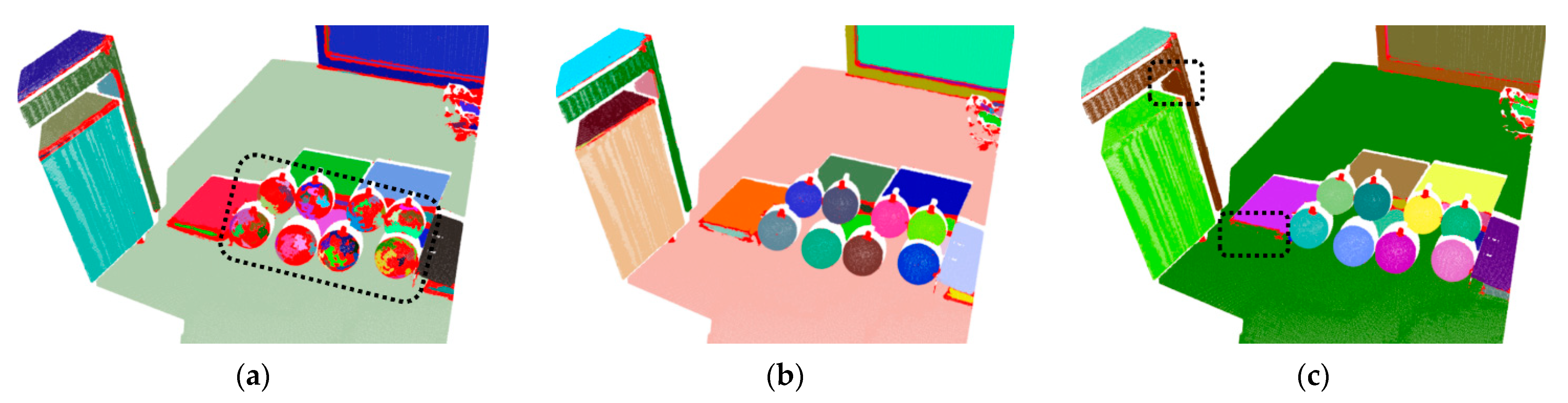
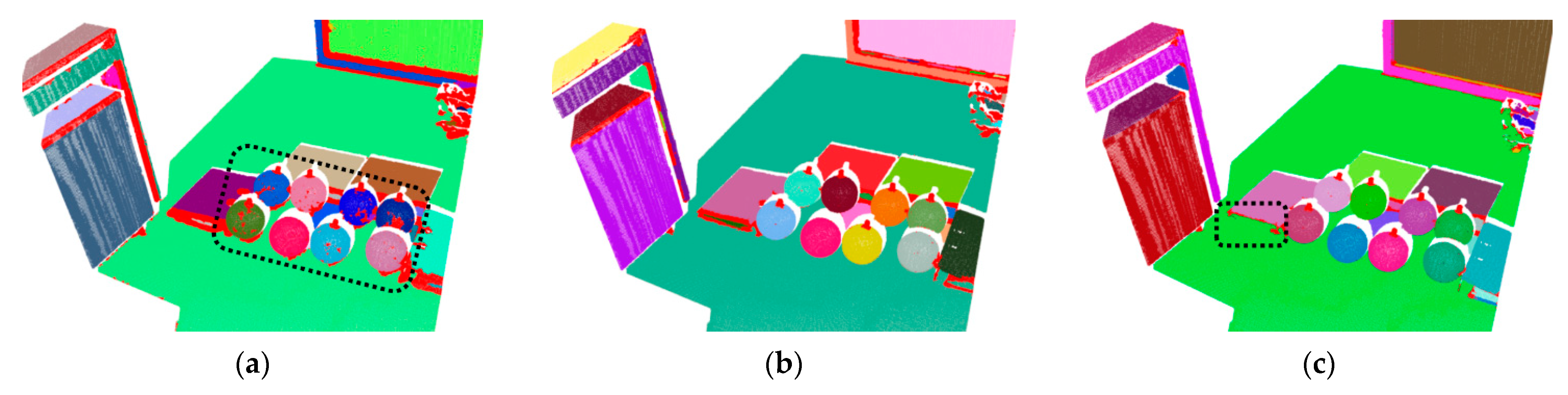
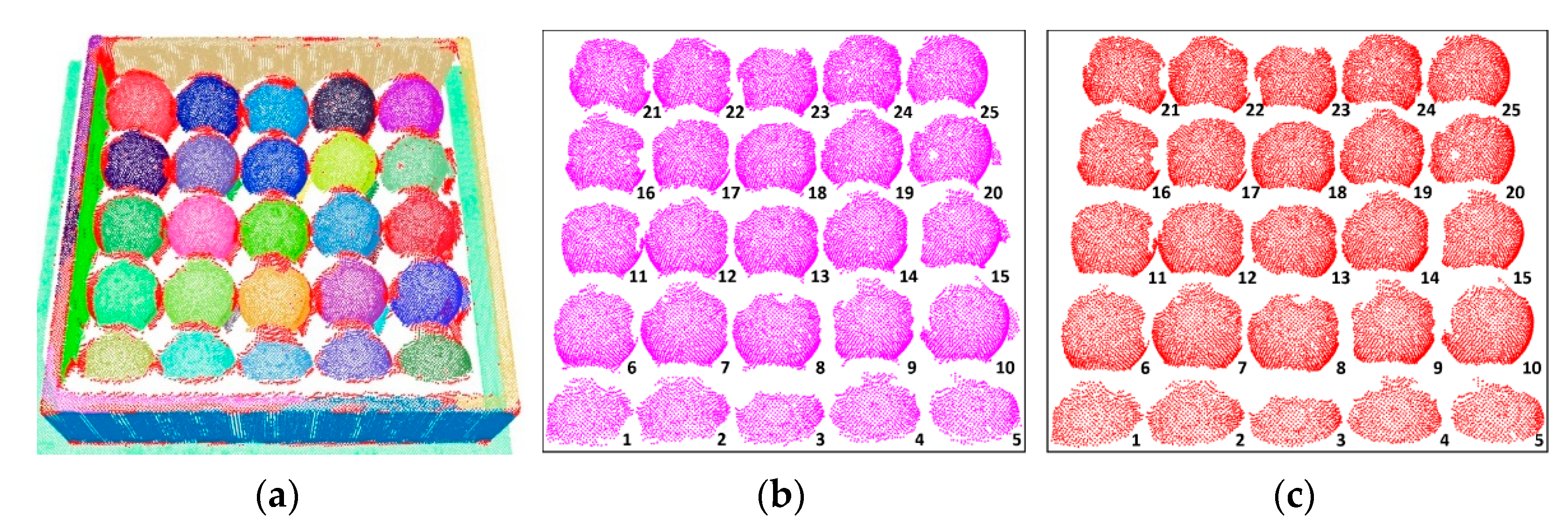
2.4.1. Preliminary Segmentation Using 3D Region Growing
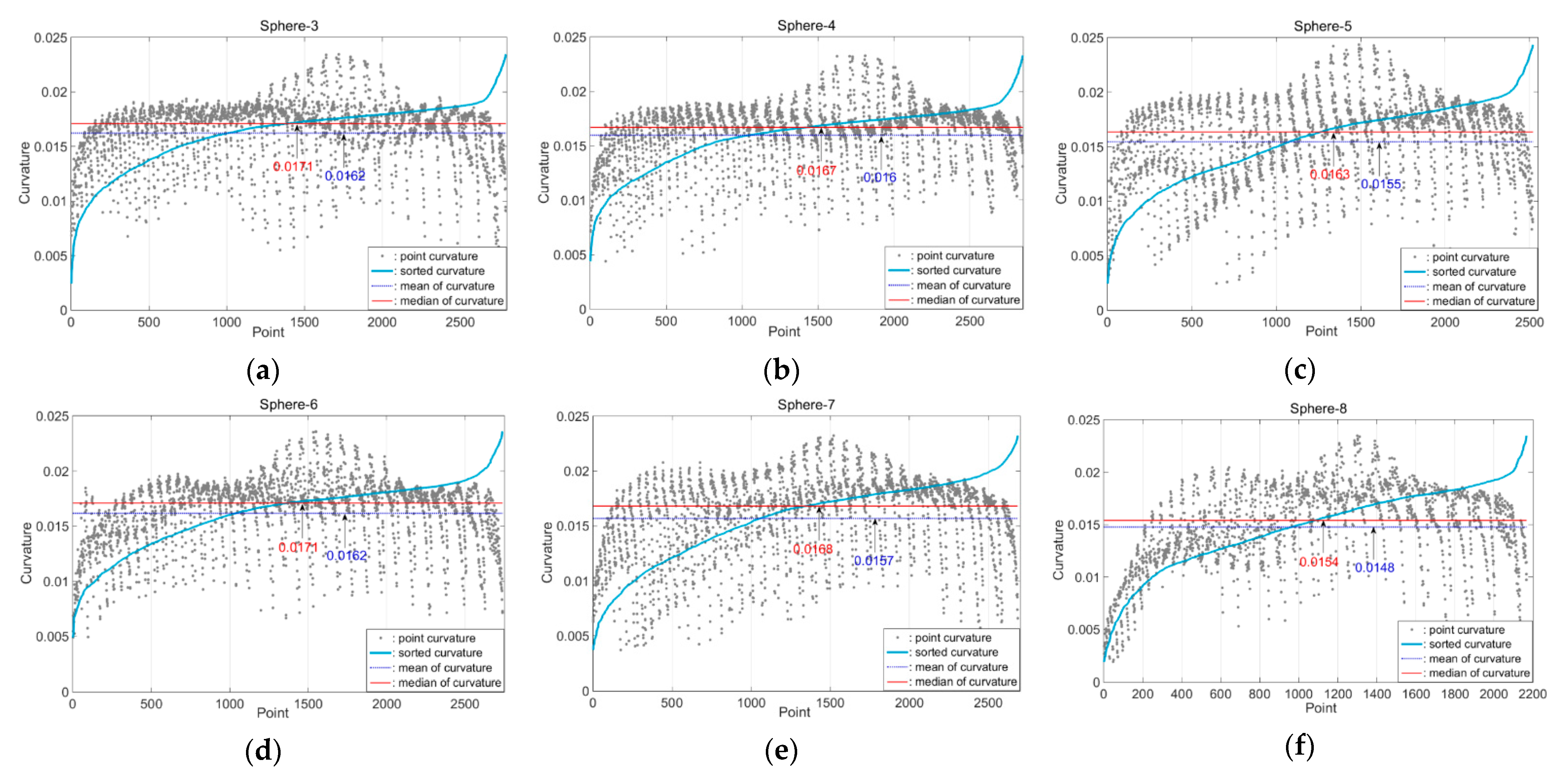
2.4.2. Screening Conditions for Spherical Clusters
- The spatial ranges in the direction of three axes of each cluster whose number of points is greater than a threshold will be calculated.
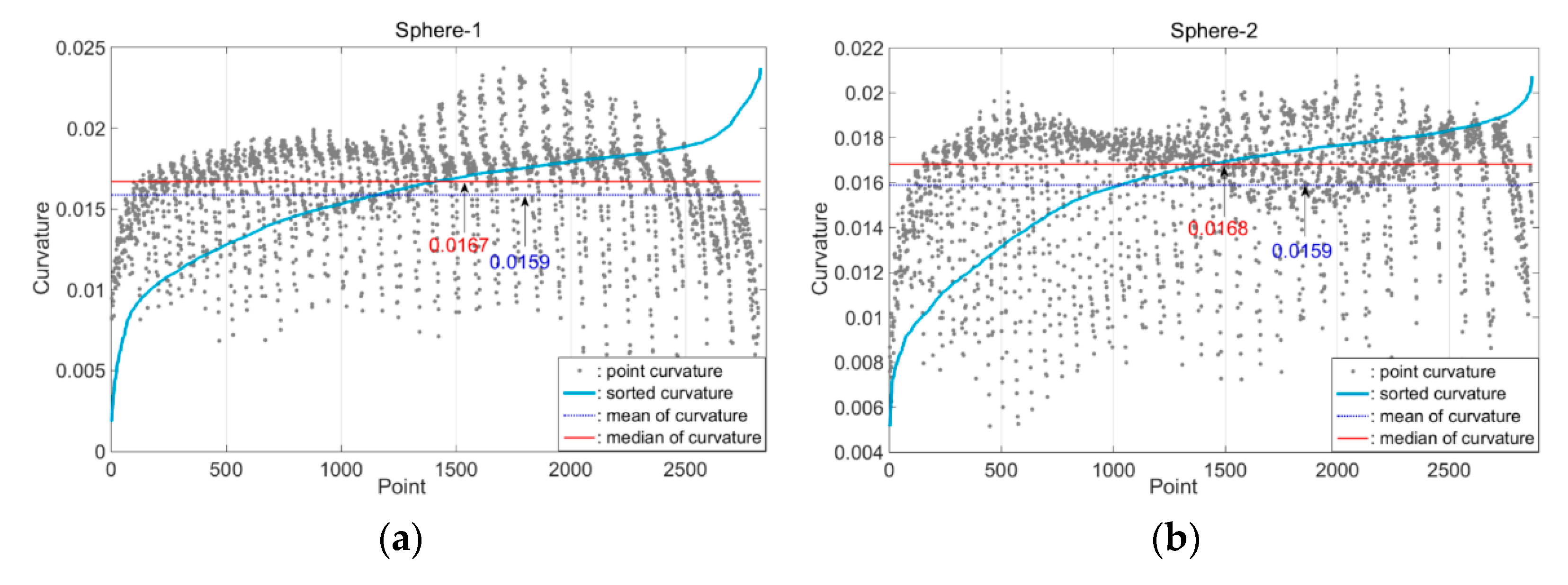
- The curvature of each cluster within the threshold of spatial ranges (TSR) will be calculated and sorted.
- The cluster of which the median of sorted curvatures is within a specific threshold (TCM) will be regarded as a sphere and extracted into the dataset storing spherical points.
2.5. Current State Estimation of Hollow Spheres
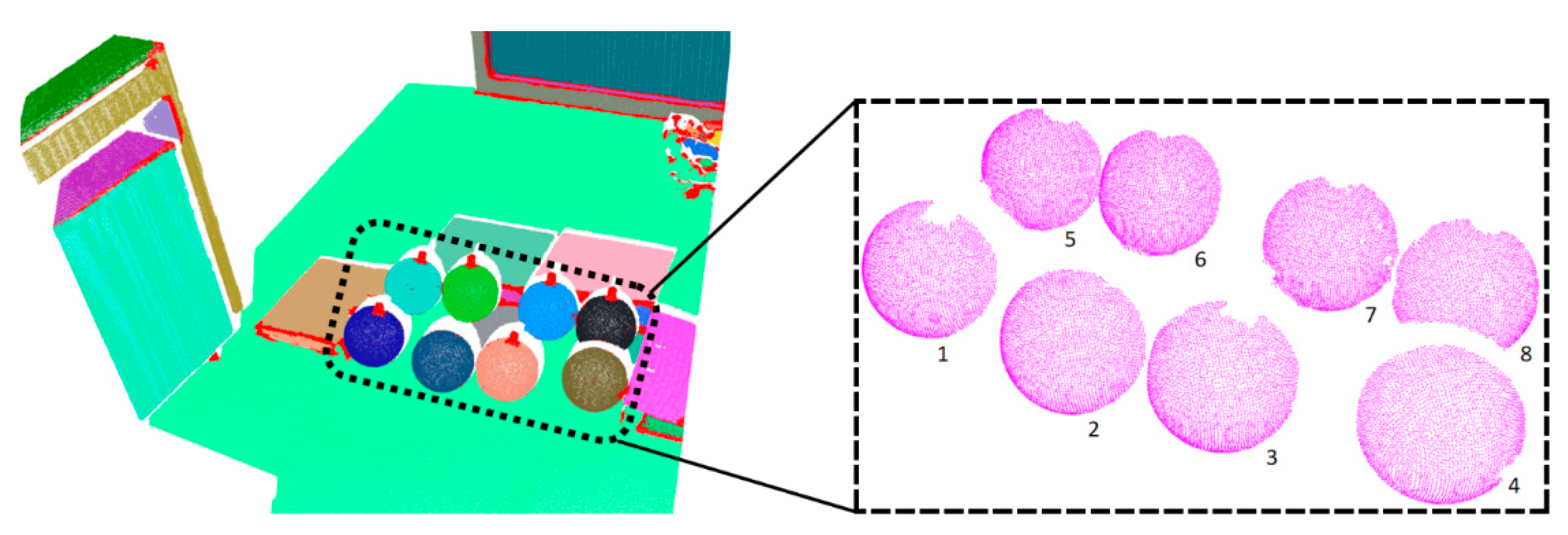
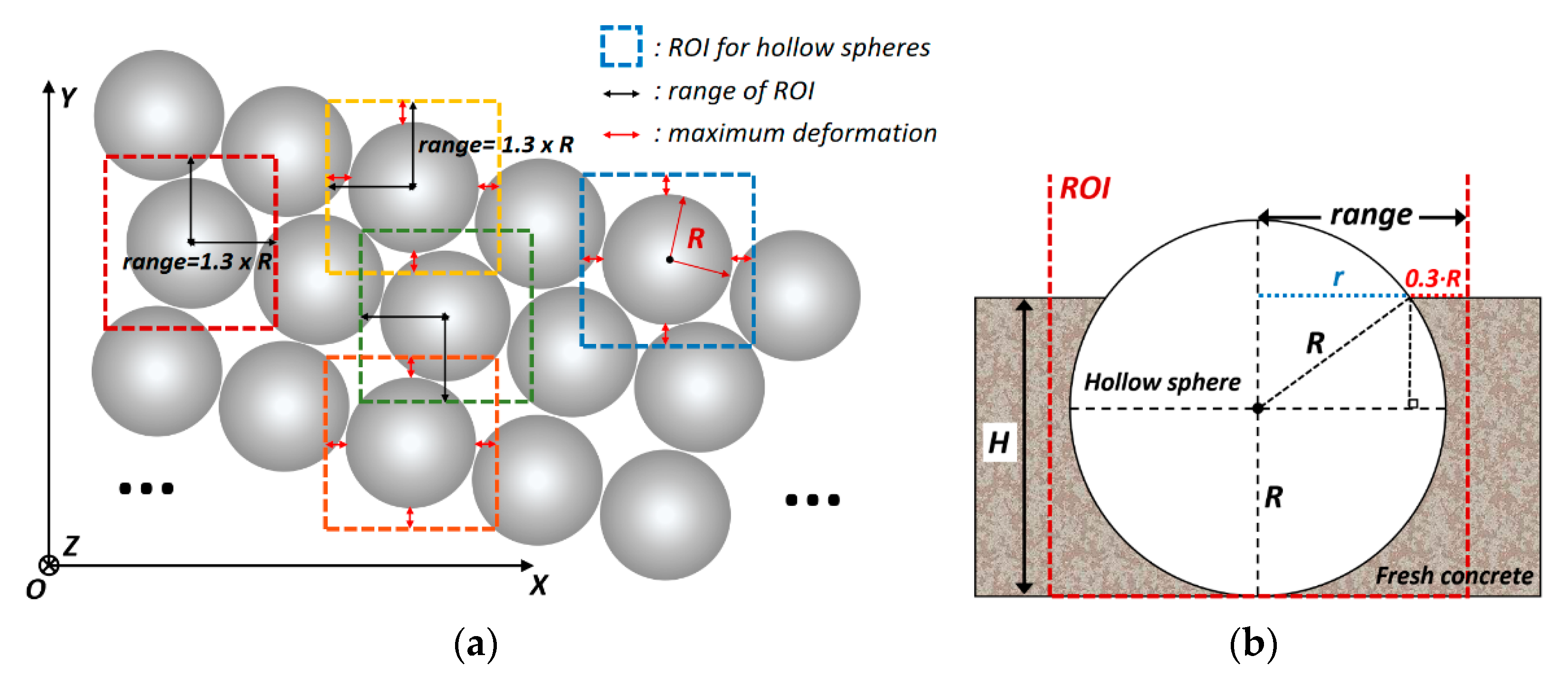
2.5.1. Selection of Regions Including Spheres
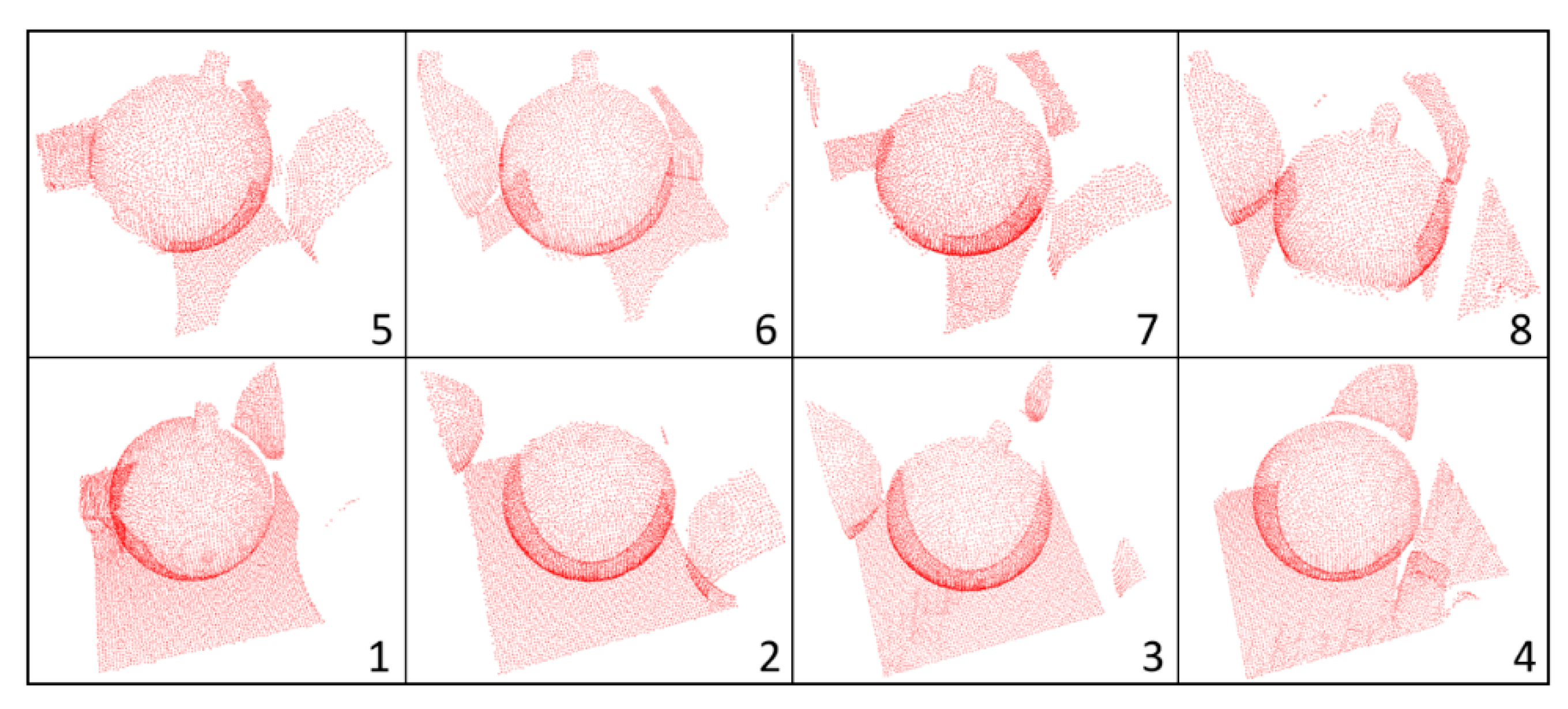
2.5.2. Sphere Segmentation Using RANSAC
2.5.3. Sphere Fitting and Parameter Estimation
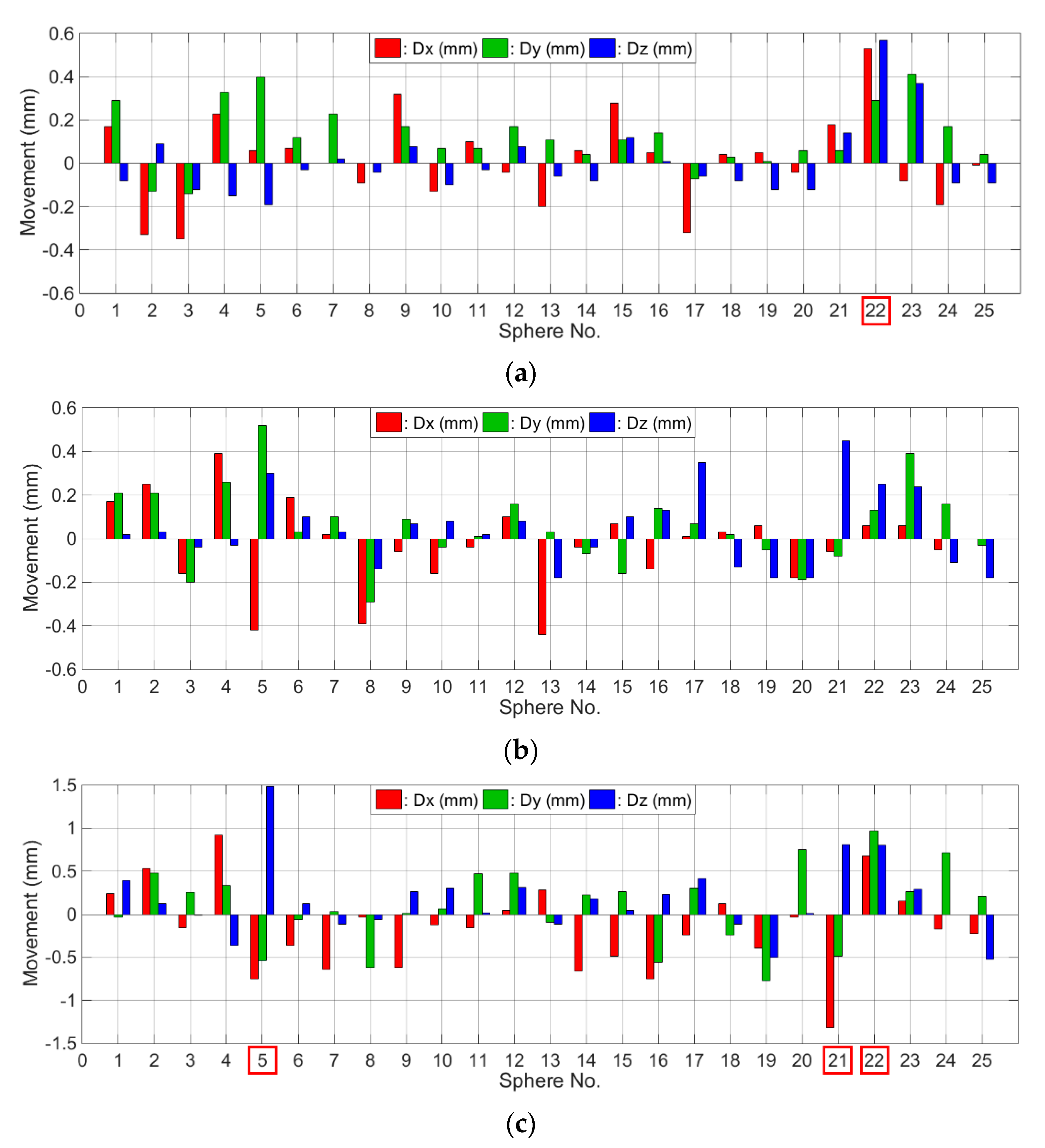
2.6. Deformation Analysis of Hollow Spheres
3. Quality Evaluation
4. Experiments and Results
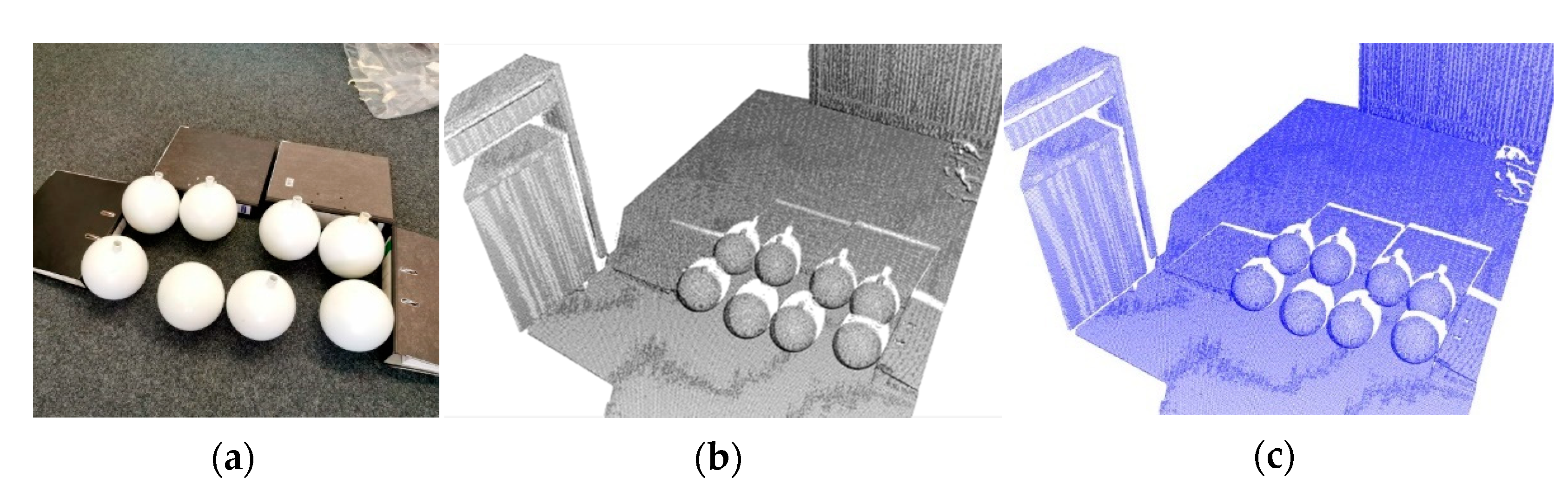
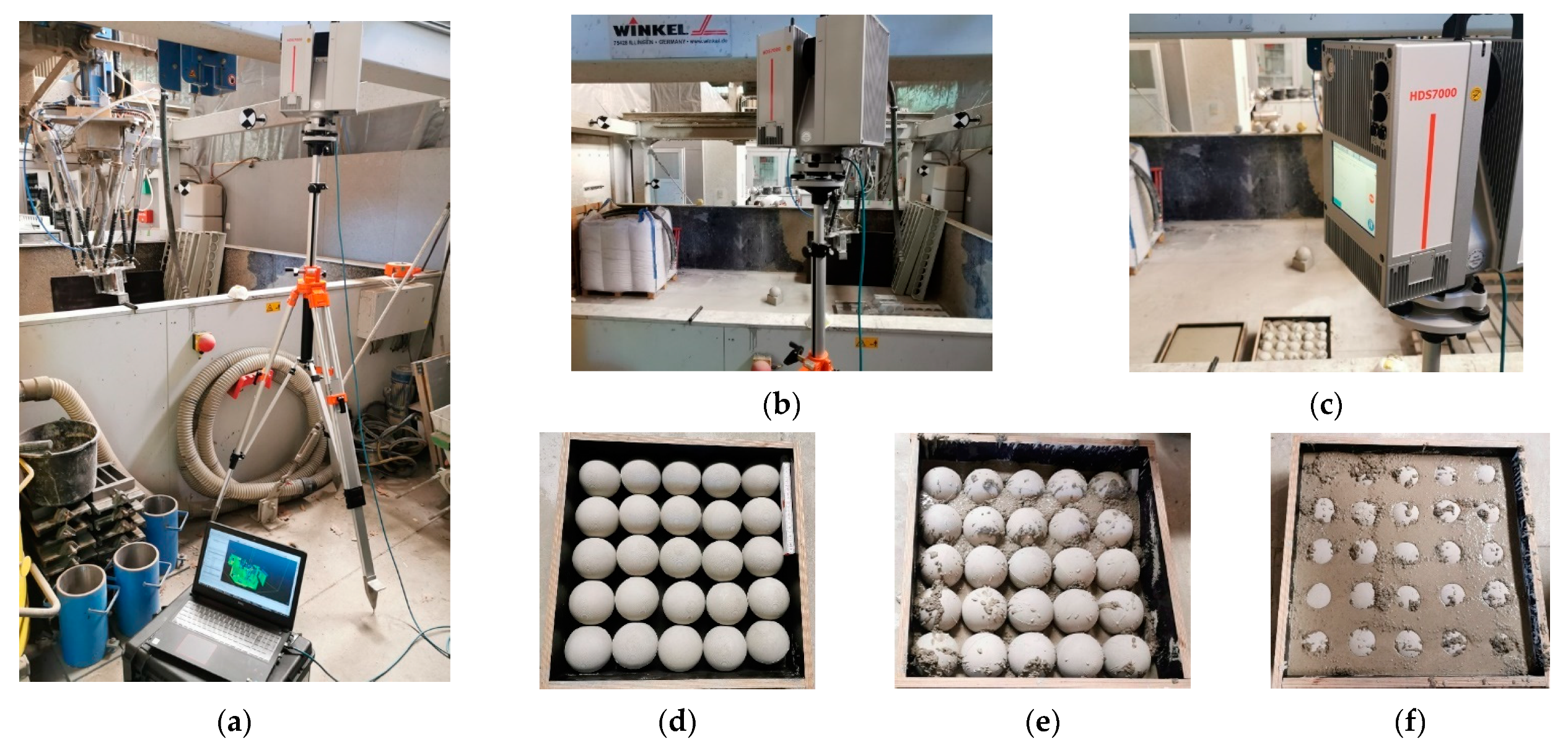
4.1. Experiment Description
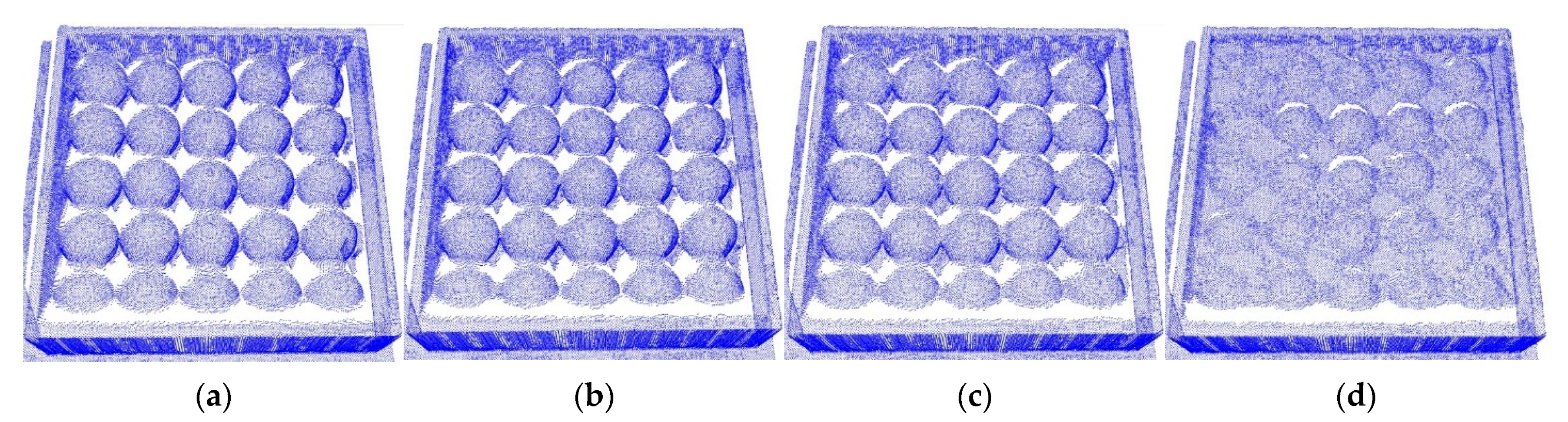
4.2. Data Acquisition and Preprocessed Data
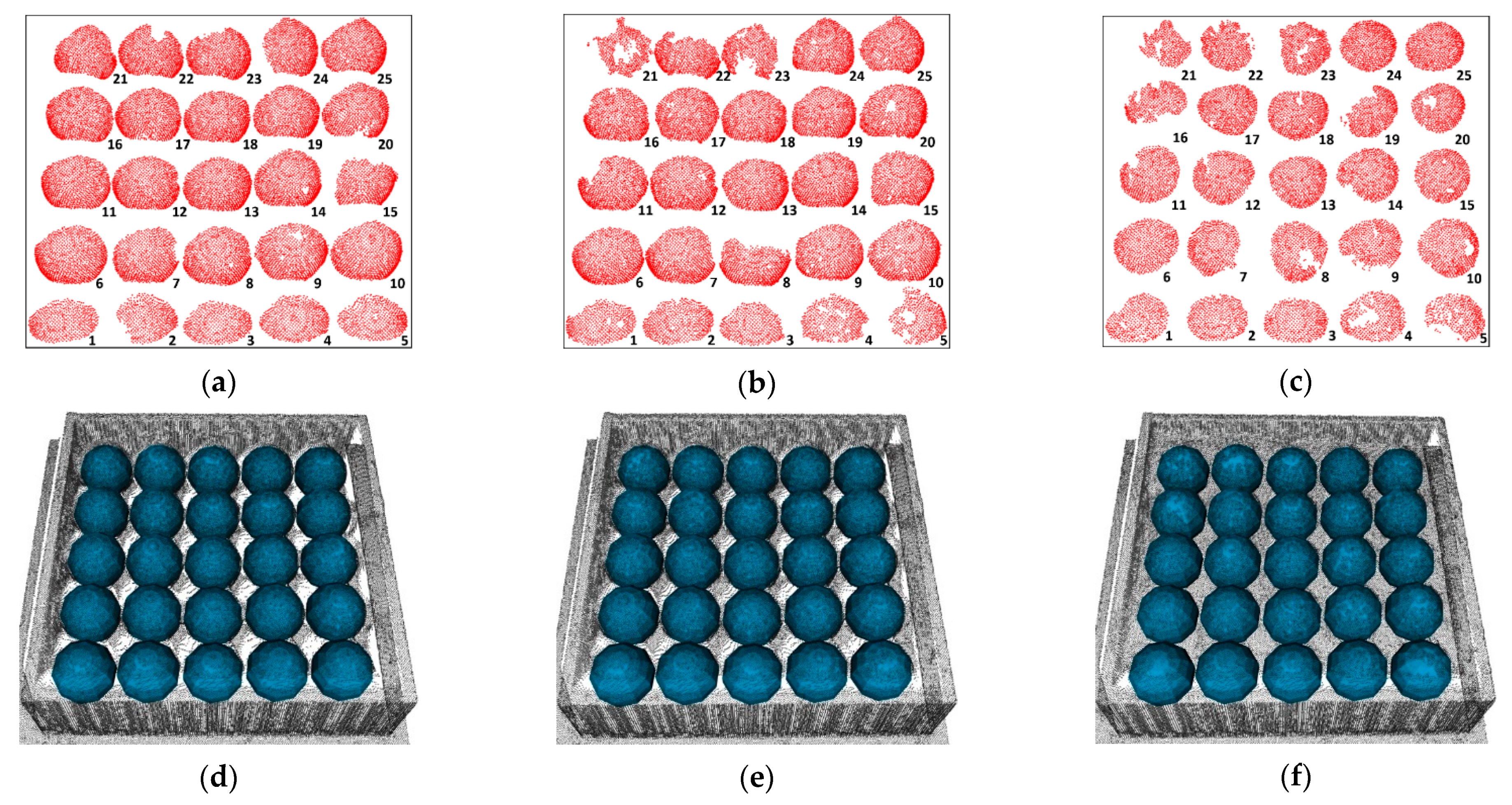
4.3. Experimental Results
5. Discussion
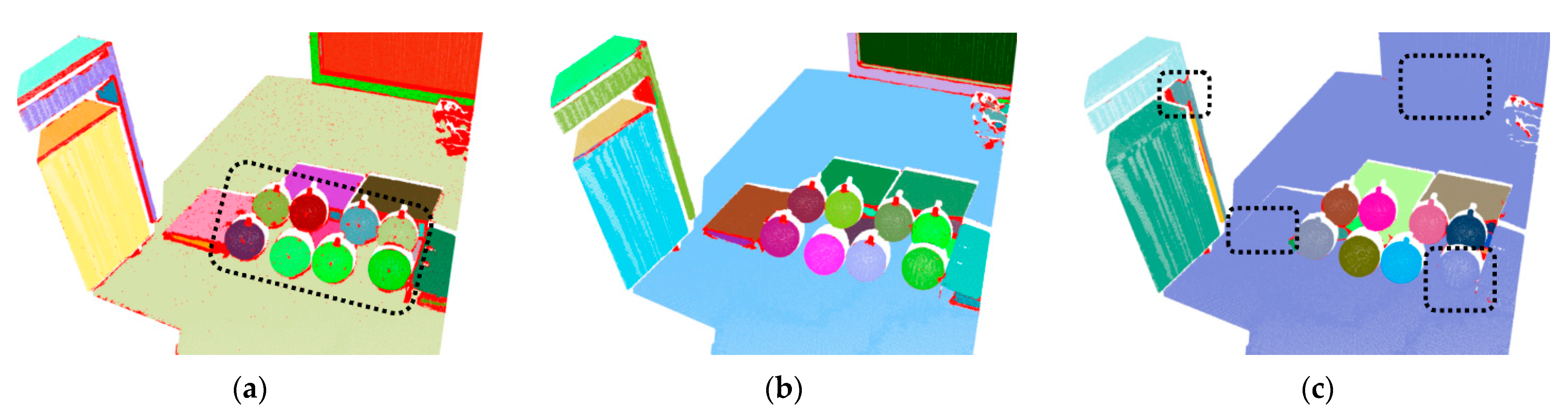
5.1. Comparative Studies of Sphere Detection
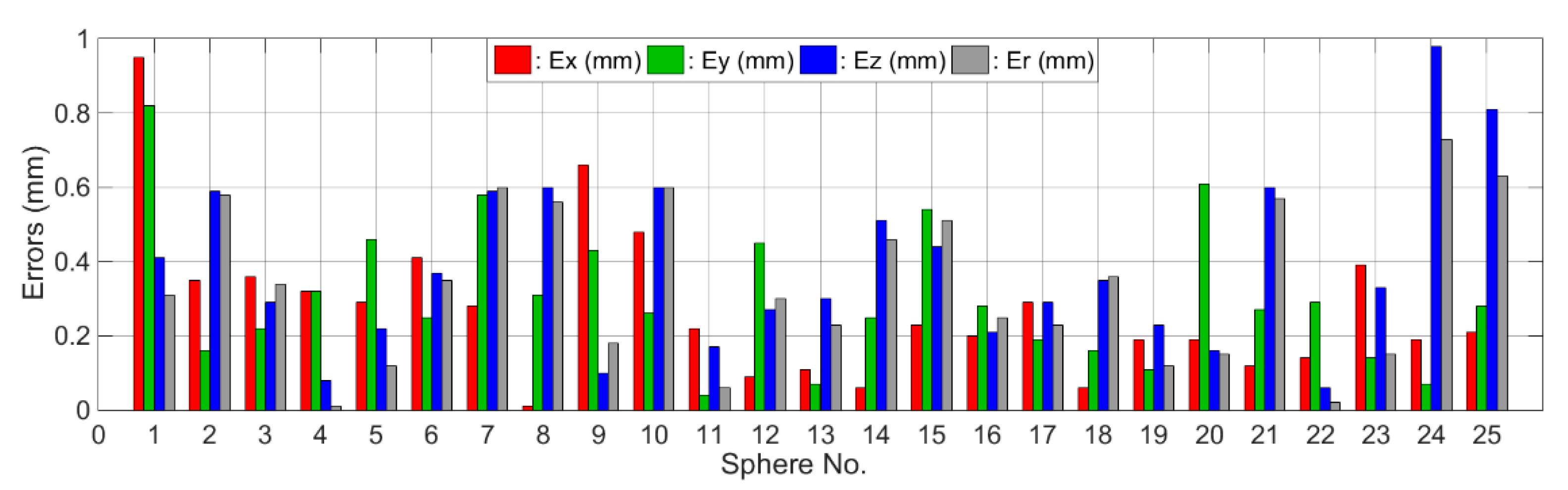
5.2. Error Analysis of Sphere Detection
- Insufficient spherical points or low point density: this can be caused by the gradual reduction of the exposed surface of spheres due to the increasing concrete layer, the mutual occlusion between spheres, the improper distance and scanning angle between the concrete component and the scanner, etc.
- The interference of the fresh concrete sticking on the exposed surface of spheres after casting: this may lead to RANSAC classifying these outliers as inliers when there is a large obstruction area of exposed spheres by the concrete slurry. Too many outliers contained in the segmentation will result in wrong fitting results.
- Setting up the scanner as high as possible to reduce the occlusion between the front and rear spheres and increase the exposed surface, and keeping the scanner close to the component to ensure a high data density.
- Reducing the range of ROI for hollow spheres manually to improve the proportion of inliers if the ratio of spherical points (inliers) in ROI is too low.
5.3. Limitations
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| CP | Check Point |
| CPF | Cubic Polynomial Fitting |
| DT | Distance Threshold in RANSAC |
| LS | Least Squares |
| PoCL | Points of the Concrete Level |
| RANSAC | Random Sample Consensus |
| RG | Region Growing |
| RNN | Radius of the Nearest Neighbor |
| ROI | Region of Interest |
| RP | Representative Point |
| SOR | Statistical Outlier Removal |
| TAD | Threshold of Angle Difference |
| TCM | Threshold of the Median of Sorted Curvatures |
| TLC | Threshold of Local Curvature |
| TSR | Threshold of Spatial Ranges |
Appendix A

References
- Amato, I. Concrete solutions: Cement manufacturing is a major source of greenhouse gases. But cutting emissions means mastering one of the most complex materials known. Nature 2013, 494, 300–302. [Google Scholar] [CrossRef] [Green Version]
- Barcelo, L.; Kline, J.; Walenta, G.; Gartner, E. Cement and carbon emissions. Mater. Struct. 2014, 47, 1055–1065. [Google Scholar] [CrossRef]
- Sobek, W. Die Zukunft des Leichtbaus: Herausforderungen und mögliche Entwicklungen. Bautechnik 2015, 92, 879–882. [Google Scholar] [CrossRef]
- Sobek, W. Über die Gestaltung der Bauteilinnenräume; Festschrift zu Ehren von Prof. Dr.-Ing. Dr.-Ing. Eh Manfred Curbach; Institut für Massivbau der TU Dresden: Dresden, Germany, 2016; pp. 62–76. [Google Scholar]
- Schmeer, D.; Sobek, W. Gradientenbeton. In Beton Kalender 2019: Parkbauten Geotechnik und Eurocode 7; Bergmeister, K., Fingerloos, F., Wörner, J.D., Eds.; John Wiley & Sons: Berlin, Germany, 2019; Volume 108, pp. 456–476. [Google Scholar]
- Hermann, M. Gradientenbeton—Untersuchung zur Gewichtsoptimierung Einachsiger Biege- und Querkraftbeanspruchter Bauteile. Ph.D. Thesis, University of Stuttgart, Stuttgart, Germany, 2015. [Google Scholar]
- Wörner, M.; Schmeer, D.; Schuler, B.; Pfinder, J.; Garrecht, H.; Sawodny, O.; Sobek, W. Gradientenbetontechnologie: Von der Mischungsentwicklung über den Bauteilentwurf bis zur automatisierten Herstellung. Beton Stahlbetonbau 2016, 111, 794–805. [Google Scholar] [CrossRef]
- Kovaleva, D.; Gericke, O.; Kappes, J.; Tomovic, I.; Sobek, W. Rosenstein Pavilion: Design and structural analysis of a functionally graded concrete shell. Structures 2019, 18, 91–101. [Google Scholar] [CrossRef]
- Blandini, L.; Sobek, W. Das Institut für Leichtbau Entwerfen und Konstruieren ILEK: Über 100 Jahre Forschung im Stahlbetonbau. Beton Stahlbetonbau 2020, 115, 626–631. [Google Scholar] [CrossRef]
- Grussenmeyer, P.; Landes, T.; Voegtle, T.; Ringle, K. Comparison methods of terrestrial laser scanning, photogrammetry and tacheometry data for recording of cultural heritage buildings. Int. Arch. Photogramm. Remote Sens. Spatial Inf. Sci. 2008, 37, 213–218. [Google Scholar]
- Rashidi, M.; Mohammadi, M.; Sadeghlou Kivi, S.; Abdolvand, M.M.; Truong-Hong, L.; Samali, B. A decade of modern bridge monitoring using terrestrial laser scanning: Review and future directions. Remote Sens. 2020, 12, 3796. [Google Scholar] [CrossRef]
- Mukupa, W.; Roberts, G.W.; Hancock, C.M.; Al-Manasir, K. A review of the use of terrestrial laser scanning application for change detection and deformation monitoring of structures. Surv. Rev. 2017, 49, 99–116. [Google Scholar] [CrossRef]
- Wong, K.Y.K.; Zhang, G.; Chen, Z. A stratified approach for camera calibration using spheres. IEEE Trans. Image Process 2011, 20, 305–316. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.; Shi, H.; Zhang, Y.; Zhang, D. Automatic registration of laser point cloud using precisely located sphere targets. J. Appl. Remote Sens. 2014, 8, 083588. [Google Scholar] [CrossRef]
- Tran, T.T.; Cao, V.T.; Laurendeau, D. eSphere: Extracting spheres from unorganized point clouds. Vis. Comput. 2016, 32, 1205–1222. [Google Scholar] [CrossRef]
- Attene, M.; Patanè, G. Hierarchical structure recovery of point-sampled surfaces. Comput. Graph. Forum 2010, 29, 1905–1920. [Google Scholar] [CrossRef]
- Li, J.; Ayiguli, A.; Zheng, D. Automatically Identifying Uncertain Spherical Targets in 3D Point Clouds of Complex Scenario. J. Comput. Aided Des. Comput. Graph. 2013, 25, 1489–1495. [Google Scholar]
- Schnabel, R.; Wahl, R.; Klein, R. Efficient RANSAC for point-cloud shape detection. Comput. Graph. Forum 2007, 26, 214–226. [Google Scholar] [CrossRef]
- Abuzaina, A.; Nixon, M.S.; Carter, J.N. Sphere detection in kinect point clouds via the 3D Hough transform. In Proceedings of the International Conference on Computer Analysis of Images and Patterns, York, UK, 27–29 August 2013; pp. 290–297. [Google Scholar]
- Camurri, M.; Vezzani, R.; Cucchiara, R. 3D Hough transform for sphere recognition on point clouds. Mach. Vis. Appl. 2014, 25, 1877–1891. [Google Scholar] [CrossRef]
- Adams, R.; Bischof, L. Seeded region growing. IEEE Trans. Pattern Anal. Mach. Intell. 1994, 16, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Vieira, M.; Shimada, K. Surface mesh segmentation and smooth surface extraction through region growing. Comput. Aided Geom. Des. 2005, 22, 771–792. [Google Scholar] [CrossRef]
- Rabbani, T.; Van Den Heuvel, F.; Vosselmann, G. Segmentation of point clouds using smoothness constraint. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2006, 36, 248–253. [Google Scholar]
- Jagannathan, A.; Miller, E.L. Three-dimensional surface mesh segmentation using curvedness-based region growing approach. IEEE Trans. Pattern Anal. Mach. Intell. 2007, 29, 2195–2204. [Google Scholar] [CrossRef] [Green Version]
- Nurunnabi, A.; Belton, D.; West, G. Robust segmentation in laser scanning 3D point cloud data. In Proceedings of the 2012 International Conference on Digital Image Computing Techniques and Applications (DICTA), Fremantle, Australia, 3–5 December 2012; pp. 1–8. [Google Scholar]
- Wang, Y.; Wang, J.; Chen, X.; Chu, T.; Liu, M.; Yang, T. Feature surface extraction and reconstruction from industrial components using multistep segmentation and optimization. Remote Sens. 2018, 10, 1073. [Google Scholar] [CrossRef] [Green Version]
- Vo, A.V.; Truong-Hong, L.; Laefer, D.F.; Bertolotto, M. Octree-based region growing for point cloud segmentation. ISPRS J. Photogramm. Remote Sens. 2015, 104, 88–100. [Google Scholar] [CrossRef]
- Fischler, M.A.; Bolles, R.C. Random sample consensus: A paradigm for model fitting with applications to image analysis and automated cartography. Commun. ACM 1981, 24, 381–395. [Google Scholar] [CrossRef]
- Raguram, R.; Chum, O.; Pollefeys, M.; Matas, J.; Frahm, J.M. USAC: A universal framework for random sample consensus. IEEE Trans. Pattern Anal. Mach. Intell. 2012, 35, 2022–2038. [Google Scholar] [CrossRef]
- Zhao, X.; Kargoll, B.; Omidalizarandi, M.; Xu, X.; Alkhatib, H. Model selection for parametric surfaces approximating 3D point clouds for deformation analysis. Remote Sens. 2018, 10, 634. [Google Scholar] [CrossRef] [Green Version]
- Harmening, C.; Neuner, H. A constraint-based parameterization technique for B-spline surfaces. J. Appl. Geod. 2015, 9, 143–161. [Google Scholar] [CrossRef]
- Kermarrec, G.; Kargoll, B.; Alkhatib, H. Deformation Analysis Using B-Spline Surface with Correlated Terrestrial Laser Scanner Observations—A Bridge under Load. Remote Sens. 2020, 12, 829. [Google Scholar] [CrossRef] [Green Version]
- Watson, G.A. Computing Helmert Transformations. J. Comput. Appl. Math. 2006, 197, 387–394. [Google Scholar] [CrossRef] [Green Version]
- Connolly, C. Cumulative generation of octree models from range data. In Proceedings of the 1984 IEEE International Conference on Robotics and Automation, Atlanta, GA, USA, 13–15 March 1984; pp. 25–32. [Google Scholar]
- Han, X.; Jin, J.; Wang, M.; Jiang, W.; Gao, L.; Xiao, L. A review of algorithms for filtering the 3D point cloud. Signal Process. Image Commun. 2017, 57, 103–112. [Google Scholar] [CrossRef]
- Qin, H.; Guan, H.; Yu, Y.; Zhong, L. A voxel-based filtering algorithm for mobile lidar data. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2018, 42, 1433–1438. [Google Scholar] [CrossRef] [Green Version]
- Balta, H.; Velagic, J.; Bosschaerts, W.; De Cubber, G.; Siciliano, B. Fast statistical outlier removal based method for large 3D point clouds of outdoor environments. IFAC-PapersOnLine 2018, 51, 348–353. [Google Scholar] [CrossRef]
- Ning, X.; Li, F.; Tian, G.; Wang, Y. An efficient outlier removal method for scattered point cloud data. PLoS ONE 2018, 13, e0201280. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.; Feng, H.Y. Effects of scanning orientation on outlier formation in 3D laser scanning of reflective surfaces. Opt. Lasers Eng. 2016, 81, 35–45. [Google Scholar] [CrossRef]
- Rusu, R.B.; Marton, Z.C.; Blodow, N.; Dolha, M.; Beetz, M. Towards 3D point cloud based object maps for household environments. Robot. Auton. Syst. 2008, 56, 927–941. [Google Scholar] [CrossRef]
- Belton, D.; Lichti, D.D. Classification and segmentation of terrestrial laser scanner point clouds using local variance information. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2006, 36, 44–49. [Google Scholar]
- Klasing, K.; Althoff, D.; Wollherr, D.; Buss, M. Comparison of surface normal estimation methods for range sensing applications. In Proceedings of the 2009 IEEE international conference on robotics and automation, Kobe, Japan, 12–17 May 2009; pp. 3206–3211. [Google Scholar]
- Pauly, M.; Gross, M.; Kobbelt, L.P. Efficient simplification of point-sampled surfaces. In Proceedings of the IEEE Visualization, Boston, MA, USA, 27 October–1 November 2002; pp. 163–170. [Google Scholar]
- Rusu, R.B. Semantic 3D Object Maps for Everyday Manipulation in Human Living Environments. Ph.D. Thesis, Technical University of Munich, Munich, Germany, 2009. [Google Scholar]
- Choi, S.; Kim, T.; Yu, W. Performance evaluation of RANSAC family. In Proceedings of the British Machine Vision Conference (BMVC 2009), London, UK, 7–10 September 2009; pp. 1–12. [Google Scholar]
- Lenzmann, L.; Lenzmann, E. Strenge Auswertung des nichtlinearen Gauß-Helmert-Modells. AVN 2004, 111, 68–73. [Google Scholar]
- Rachakonda, P.; Muralikrishnan, B.; Cournoyer, L.; Cheok, G.; Lee, V.; Shilling, M.; Sawyer, D. Methods and considerations to determine sphere center from terrestrial laser scanner point cloud data. Meas. Sci. Technol. 2017, 28, 105001. [Google Scholar] [CrossRef] [Green Version]
- Schweitzer, J.; Schwieger, V. Modeling of quality for engineering geodesy processes in civil engineering. J. Appl. Geod. 2011, 5, 13–22. [Google Scholar] [CrossRef]
- Balangé, L.; Zhang, L.; Schwieger, V. First Step towards the Technical Quality Concept for Integrative Computational Design and Construction. In Contributions to International Conferences on Engineering Surveying; Springer Proceedings in Earth and Environmental Sciences; Kopáčik, A., Kyrinovič, P., Erdélyi, J., Paar, R., Marendić, A., Eds.; Springer: Berlin, Germany, 2021; pp. 118–127. [Google Scholar] [CrossRef]
- Fu, W.; Zhang, H. Reverse Engineering Design Based on Geomagic Studio Software. Tool Eng. 2007, 41, 54–57. [Google Scholar]
- PCL-The Point Cloud Library. Available online: https://pointclouds.org/ (accessed on 31 January 2021).
- Kerekes, G.; Schwieger, V. Determining Variance-covariance Matrices for Terrestrial Laser Scans: A Case Study of the Arch Dam Kops. In Contributions to International Conferences on Engineering Surveying; Springer Proceedings in Earth and Environmental Sciences; Kopáčik, A., Kyrinovič, P., Erdélyi, J., Paar, R., Marendić, A., Eds.; Springer: Berlin, Germany, 2021; pp. 57–68. [Google Scholar] [CrossRef]
- Suchocki, C.; Błaszczak-Bąk, W. Down-sampling of point clouds for the technical diagnostics of buildings and structures. Geosciences 2019, 9, 70. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Guan, X.; Wu, H. A hybrid parallel spatial interpolation algorithm for massive LiDAR point clouds on heterogeneous CPU-GPU systems. ISPRS Int. J. Geo-Inf. 2017, 6, 363. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Epoch-1 | Epoch-2 | Epoch-3 | Epoch-4 |
|---|---|---|---|---|
| Number of Points | 64,711 | 65,081 | 64,825 | 62,305 |
| Average Point Spacing | 2.31 mm | 2.29 mm | 2.28 mm | 2.23 mm |
| Size of Selected Area | 600 × 600 × 200 mm3 | |||
| RNN | TAD | TLC | TSR | TCM | DT |
|---|---|---|---|---|---|
| 20 mm | 4.0° | 0.5 | Horizontal: 0.02~0.12 m | 0.025~0.035 | 2 mm |
| Vertical: 0.02~0.12 m |
| Evaluation | Epoch-1 | Epoch-2 | Epoch-3 | Epoch-4 |
|---|---|---|---|---|
| Acc (avg/max) [mm] | 0.18/0.42 | 0.12/0.21 | 0.14/0.23 | 0.22/0.63 |
| Com [%] | 100 | 100 | 100 | 100 |
| RtC [s] | 10.74 | 2.57 | 2.45 | 2.28 |
| Errors [mm] | Epoch-2 | Epoch-3 | Epoch-4 |
|---|---|---|---|
| Std. of RP | 1.81 | 3.43 | 4.59 |
| max/min ECP * | 4.32/1.21 | 5.73/0.92 | 6.28/1.58 |
| average ECP * | 2.48 | 4.02 | 4.97 |
| Epoch | Method | Acc * (avg/max) [mm] | Com * [%] | RtC * [s] |
|---|---|---|---|---|
| Epoch-1 | RansacSD [18] | 0.21/0.42 | 100 | 5.86 |
| Proposed method | 0.18/0.42 | 100 | 10.74 | |
| Epoch-2 | RansacSD | 0.14/0.25 | 100 | 6.02 |
| Proposed method | 0.12/0.21 | 100 | 2.57 | |
| Epoch-3 | RansacSD | 0.17/0.35 | 100 | 5.88 |
| Proposed method | 0.14/0.23 | 100 | 2.45 | |
| Epoch-4 | RansacSD | 0.37/0.62 | 92 | 5.52 |
| Proposed method | 0.22/0.63 | 100 | 2.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Balangé, L.; Gericke, O.; Schmeer, D.; Zhang, L.; Sobek, W.; Schwieger, V. Monitoring of the Production Process of Graded Concrete Component Using Terrestrial Laser Scanning. Remote Sens. 2021, 13, 1622. https://doi.org/10.3390/rs13091622
Yang Y, Balangé L, Gericke O, Schmeer D, Zhang L, Sobek W, Schwieger V. Monitoring of the Production Process of Graded Concrete Component Using Terrestrial Laser Scanning. Remote Sensing. 2021; 13(9):1622. https://doi.org/10.3390/rs13091622
Chicago/Turabian StyleYang, Yihui, Laura Balangé, Oliver Gericke, Daniel Schmeer, Li Zhang, Werner Sobek, and Volker Schwieger. 2021. "Monitoring of the Production Process of Graded Concrete Component Using Terrestrial Laser Scanning" Remote Sensing 13, no. 9: 1622. https://doi.org/10.3390/rs13091622
APA StyleYang, Y., Balangé, L., Gericke, O., Schmeer, D., Zhang, L., Sobek, W., & Schwieger, V. (2021). Monitoring of the Production Process of Graded Concrete Component Using Terrestrial Laser Scanning. Remote Sensing, 13(9), 1622. https://doi.org/10.3390/rs13091622