
Auto-Diagnosis of Time-of-Flight for Ultrasonic Signal Based on Defect Peaks Tracking Model



Abstract
:1. Introduction
2. Experimental
2.1. Transducer Fixture
2.2. Data Acquisition
3. Defect Peaks Tracking Model (DPTM)
3.1. ToF Estimation Algorithm
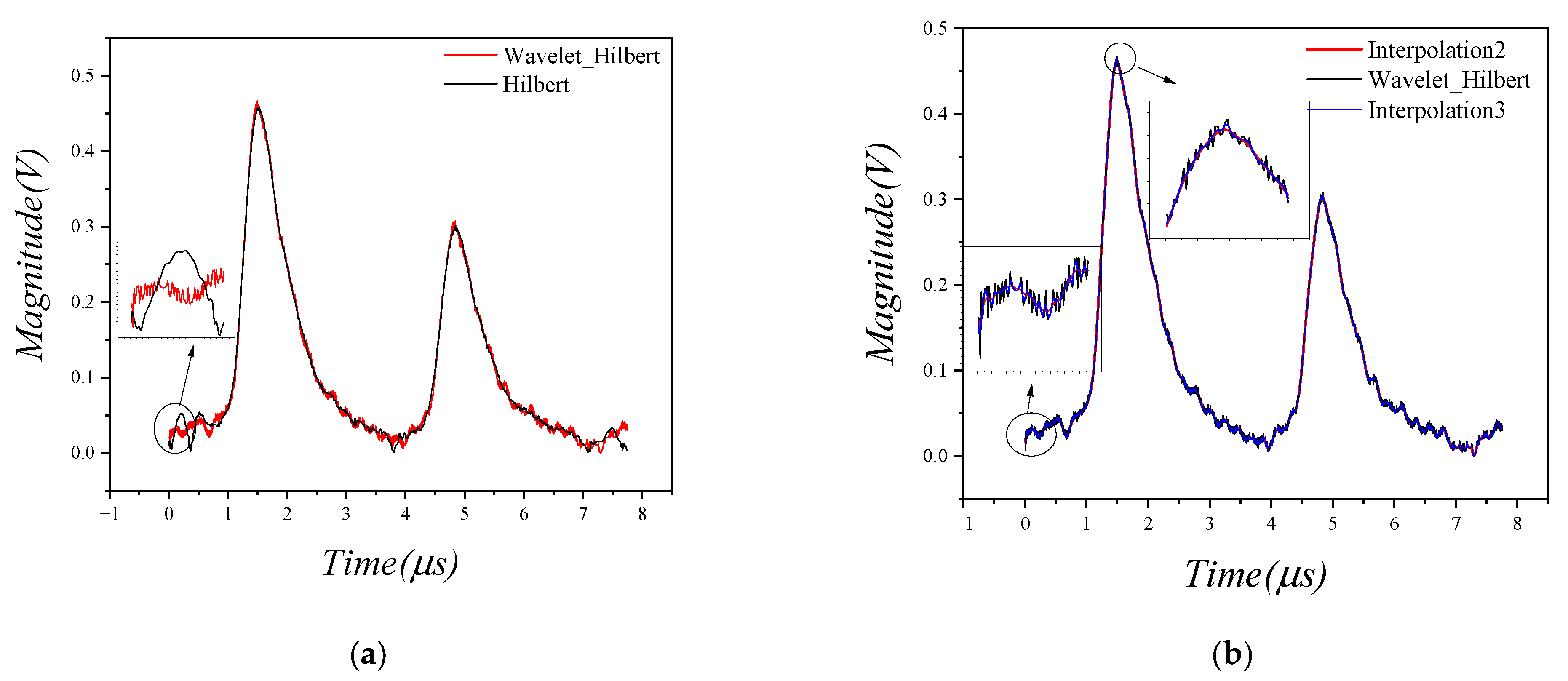
3.2. Hilbert Transform in Defect Peaks Tracking Model (DPTM)
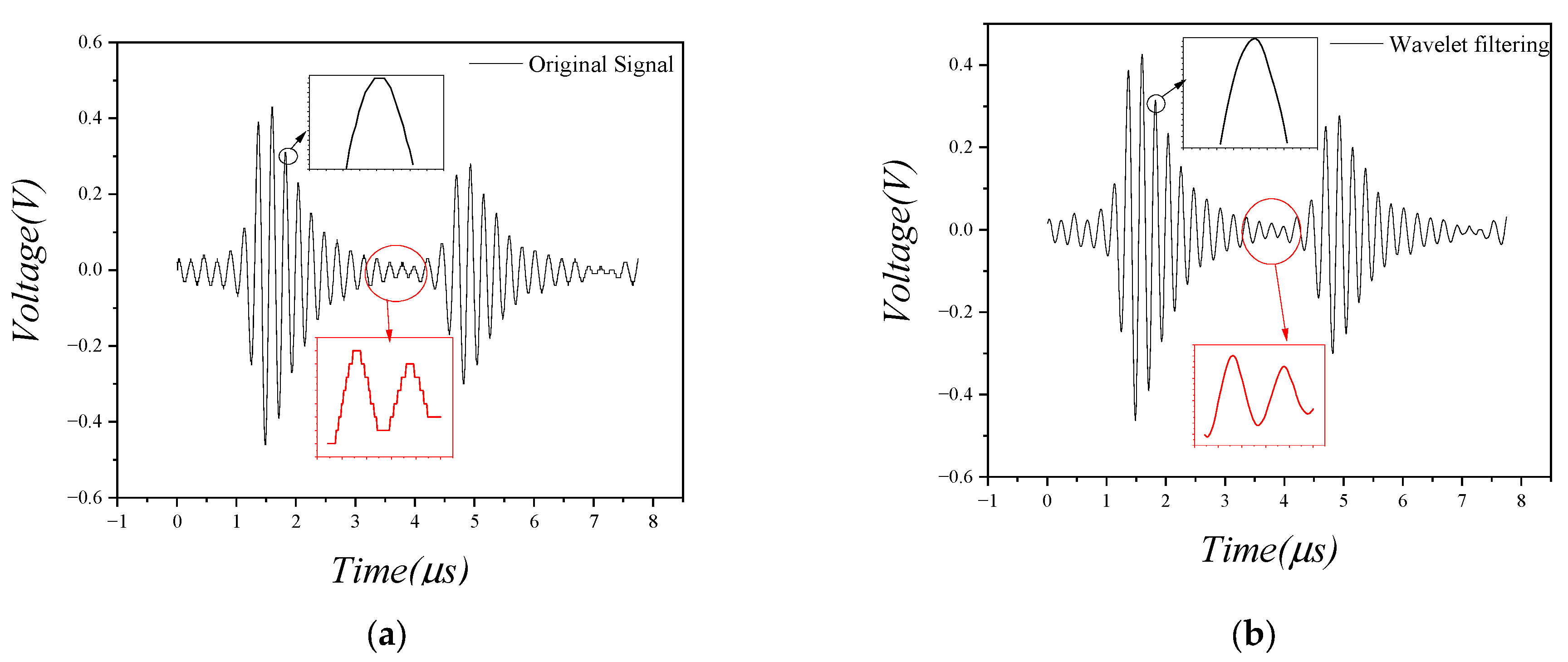
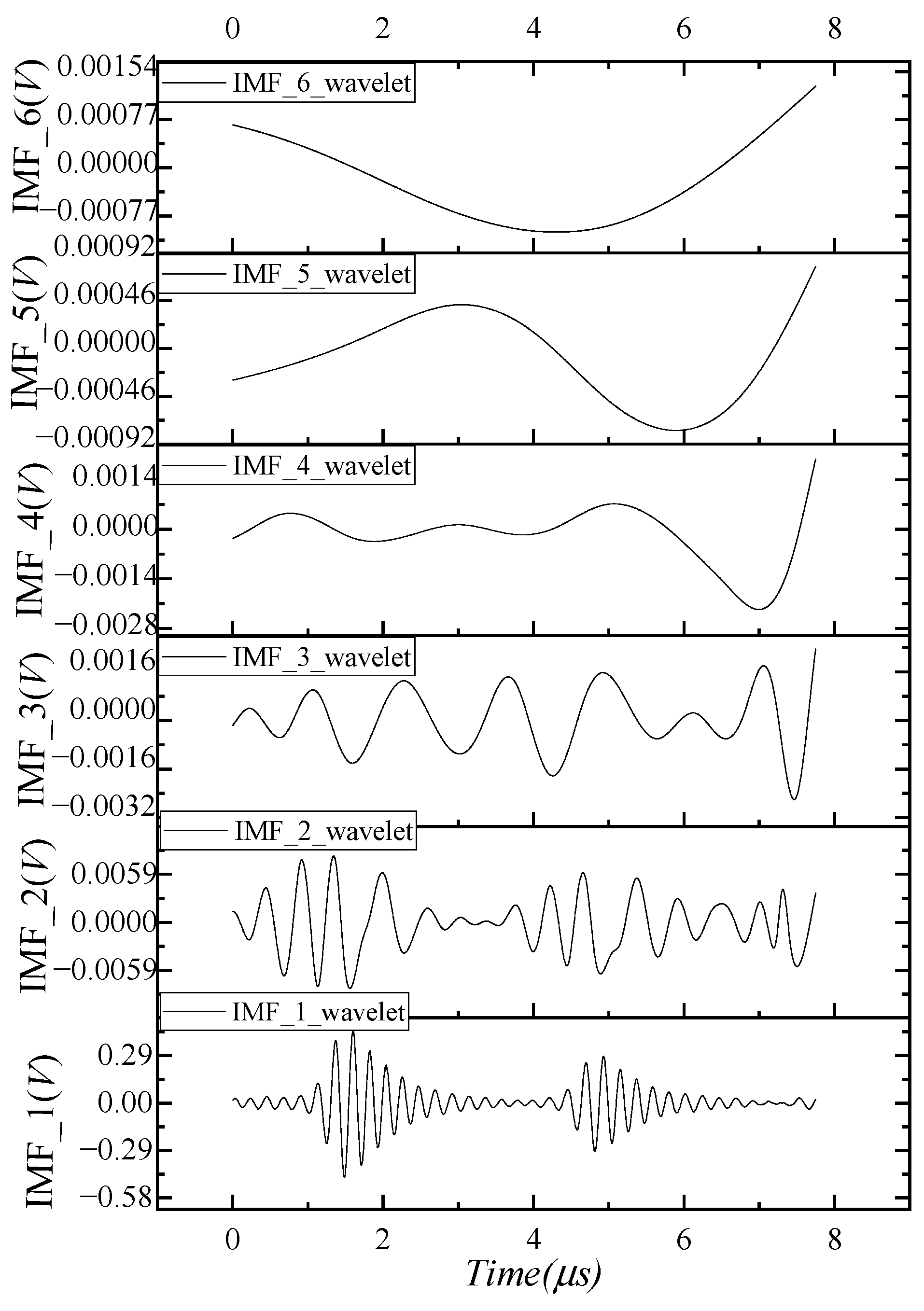
3.3. Ultrasonic Signal Smoothing Algorithm in DPTM
4. Results
5. Discussion
- (1)
- No requirement for inputting the estimation range (e.g., thickness range) and detection location in advance, which is significant for achieving the intelligent application of ultrasonic NDT without the involvement of professional knowledge and specialized skills.
- (2)
- Great flexibility in the selection of the number of ultrasonic probes when compared with the strict requirements of conventional approaches for the equipment, e.g., the cross-correlation method requires the transceiver mode for real-time detection (at least a pair of ultrasonic transducers is required), which could greatly reduce the cost and complexity of detection.
- (3)
- Capable of achieving high accuracy on the thickness estimation for both 304SS plate and pipeline with defects, which could offer much more accurate defect localization and detection.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gupta, M.; Khan, M.A.; Butola, R.; Singari, R.M. Advances in applications of Non-Destructive Testing (NDT): A review. Adv. Mater. Process. Technol. 2021, 8, 2286–2307. [Google Scholar] [CrossRef]
- El Masri, Y.; Rakha, T. A scoping review of non-destructive testing (NDT) techniques in building performance diagnostic inspections. Constr. Build. Mater. 2020, 265, 120542. [Google Scholar] [CrossRef]
- Chauveau, D. Review of NDT and process monitoring techniques usable to produce high-quality parts by welding or additive manufacturing. Weld. World 2018, 62, 1097–1118. [Google Scholar] [CrossRef]
- Yang, Y.; Lu, H.; Tan, X.; Chai, H.K.; Wang, R.; Zhang, Y. Fundamental mode shape estimation and element stiffness evaluation of girder bridges by using passing tractor-trailers. Mech. Syst. Signal Process. 2021, 169, 108746. [Google Scholar] [CrossRef]
- Yang, Y.; Lu, H.; Tan, X.; Wang, R.; Zhang, Y. Mode Shape Identification and Damage Detection of Bridge by Movable Sensory System. IEEE Trans. Intell. Transp. Syst. 2022, PP, 1–15. [Google Scholar] [CrossRef]
- Yang, Y.; Ling, Y.; Tan, X.K.; Wang, S.; Wang, R.Q. Damage Identification of Frame Structure Based on Approximate Metropolis–Hastings Algorithm and Probability Density Evolution Method. Int. J. Struct. Stab. Dyn. 2022, 22. [Google Scholar] [CrossRef]
- Pyle, R.J.; Bevan, R.L.T.; Hughes, R.R.; Rachev, R.K.; Ali, A.A.S.; Wilcox, P.D. Deep Learning for Ultrasonic Crack Characterization in NDE. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2021, 68, 1854–1865. [Google Scholar] [CrossRef]
- Dong, Z.; Mai, Z.; Yin, S.; Wang, J.; Yuan, J.; Fei, Y. A weld line detection robot based on structure light for automatic NDT. Int. J. Adv. Manuf. Technol. 2020, 111, 1831–1845. [Google Scholar] [CrossRef]
- Jolly, M.R.; Prabhakar, A.; Sturzu, B.; Hollstein, K.; Singh, R.; Thomas, S.; Foote, P.; Shaw, A. Review of non-destructive testing (NDT) techniques and their applicability to thick walled composites. Procedia CIRP 2015, 38, 129–136. [Google Scholar] [CrossRef] [Green Version]
- Li-ying, S.; Xiao-dong, Y.; Yi-bo, L. Research on transducer and frequency of ultrasonic guided waves in urban pipe inspection. In Proceedings of the 2009 4th IEEE Conference on Industrial Electronics and Applications, Xi’an, China, 25–27 May 2009. [Google Scholar]
- Zeng, W.; Yao, Y.J.O. Numerical simulation of laser-generated ultrasonic waves for detection surface defect on a cylinder pipe. Optik 2020, 212, 164650. [Google Scholar] [CrossRef]
- Yu, Y.; Safari, A.; Niu, X.; Drinkwater, B.; Horoshenkov, K.V. Acoustic and ultrasonic techniques for defect detection and condition monitoring in water and sewerage pipes: A review. Appl. Acoust. 2021, 183, 108282. [Google Scholar] [CrossRef]
- Zheng, G.; Tian, Y.; Zhao, W.; Jia, S.; Peng, S. Realization and application of an improved multi-fold method for ultrasonic guided wave. Structures 2022, 38, 1607–1614. [Google Scholar] [CrossRef]
- Khalili, P.; Cawley, P. The choice of ultrasonic inspection method for the detection of corrosion at inaccessible locations. NDT E Int. 2018, 99, 80–92. [Google Scholar] [CrossRef]
- Ahmad, A.; Bond, L.J.; Glass, I.S.W.; Lindgren, E.; Forsyth, D.; Aldrin, J.; Spencer, F.; Schafbuch, P.; Antonatos, A.; Radkowski, R.; et al. Fundamentals of Ultrasonic Inspection; Springer: New York, NY, USA, 2018; Volume 17, pp. 155–168. [Google Scholar]
- Schmerr, L.W. Fundamentals of Ultrasonic Nondestructive Evaluation; Springer: New York, NY, USA, 2016; Volume 122. [Google Scholar]
- Comminiello, D.; Scarpiniti, M.; Parisi, R.; Uncini, A. Frequency-domain adaptive filtering: From real to hypercomplex signal processing. In Proceedings of the ICASSP 2019—2019 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Brighton, UK, 12–17 May 2019. [Google Scholar]
- Wei, P.; Dan, L.; Xiao, Y.; Li, S. A low-complexity time-domain signal processing algorithm for N-continuous OFDM. In Proceedings of the 2013 IEEE International Conference on Communications (ICC), Budapest, Hungary, 9–13 June 2013. [Google Scholar]
- Aoki, K.; Suga, Y. Application of artificial neural network to discrimination of defect type in automatic radiographic testing of welds. ISIJ Int. 1999, 39, 1081–1087. [Google Scholar] [CrossRef]
- Valle, M.; Onorato, M.; Oddone, F.; Caviglia, D.; Bisio, G. An analog VLSI neural network for real-time image processing in industrial applications. In Proceedings of the Seventh Annual IEEE International ASIC Conference and Exhibit, Rochester, NY, USA, 19–23 September 1994. [Google Scholar]
- Gleich, B.; Weizenecker, J. Tomographic imaging using the nonlinear response of magnetic particles. Nature 2005, 435, 1214–1217. [Google Scholar] [CrossRef]
- Rahmer, J.; Weizenecker, J.; Gleich, B.; Borgert, J. Signal encoding in magnetic particle imaging: Properties of the system function. BMC Med. Imaging 2009, 9, 4. [Google Scholar] [CrossRef] [Green Version]
- Grüttner, M.; Knopp, T.; Franke, J.; Heidenreich, M.; Rahmer, J.; Halkola, A.; Kaethner, C.; Borgert, J.; Buzug, T.M. On the formulation of the image reconstruction problem in magnetic particle imaging. Biomed. Tech. 2013, 58, 583–591. [Google Scholar] [CrossRef]
- Ilbey, S.; Top, C.B.; Güngör, A.; Çukur, T.; Sarıtaş, E.Ü.; Güven, H.E. Comparison of system-matrix-based and projection-based reconstructions for field free line magnetic particle imaging. Int. J. Magn. Part. Imaging 2017, 3, 1–8. [Google Scholar]
- Kaethner, C.; Erb, W.; Ahlborg, M.; Szwargulski, P.; Knopp, T.; Buzug, T.M. Non-equispaced system matrix acquisition for magnetic particle imaging based on Lissajous node points. IEEE Trans. Med. Imaging 2016, 35, 2476–2485. [Google Scholar] [CrossRef]
- Panagiotopoulos, N.; Vogt, F.; Barkhausen, J.; Buzug, T.M.; Duschka, R.L.; Lüdtke-Buzug, K.; Ahlborg, M.; Bringout, G.; Debbeler, C.; Gräser, M.; et al. Magnetic particle imaging: Current developments and future directions. Int. J. Nanomed. 2015, 10, 3097. [Google Scholar] [CrossRef] [Green Version]
- Migoun, N.; Delenkovskii, N.V. Improvement of penetrant-testing methods. Eng. Phys. Thermophys. 2009, 82, 734–742. [Google Scholar] [CrossRef]
- Sun, X.; Man, J.; Chen, D.; Fei, C.; Li, D.; Zhu, Y.; Zhao, T.; Feng, W.; Yang, Y. Intelligent optimization of matching layers for piezoelectric ultrasonic transducer. IEEE Sens. J. 2021, 21, 13107–13115. [Google Scholar] [CrossRef]
- Zhou, Q.; Lam, K.H.; Zheng, H.; Qiu, W.; Shung, K.K. Piezoelectric single crystal ultrasonic transducers for biomedical applications. Prog. Mater. Sci. 2014, 66, 87–111. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, D.; Hou, C.; Fei, C.; Li, D.; Lin, P.; Chen, J.; Yang, Y. An optimization design strategy of 1–3 piezocomposite ultrasonic transducer for imaging applications. Mater. Today Commun. 2020, 24, 100991. [Google Scholar] [CrossRef]
- Sambath, S.; Nagaraj, P.; Selvakumar, N. Automatic defect classification in ultrasonic NDT using artificial intelligence. Nondestruct. Eval. 2011, 30, 20–28. [Google Scholar] [CrossRef]
- Fradkin, L.; Altinbasak, S.U.; Darmon, M. Towards Explainable Augmented Intelligence (AI) for Crack Characterization. Appl. Sci. 2021, 11, 10867. [Google Scholar] [CrossRef]
- Feng, B.; Pasadas, D.J.; Ribeiro, A.L.; Ramos, H.G. Locating Defects in Anisotropic CFRP Plates Using ToF-Based Probability Matrix and Neural Networks. IEEE Trans. Instrum. Meas. 2019, 68, 1252–1260. [Google Scholar] [CrossRef]
- Shi, Y.; Xu, W.; Zhang, J.; Li, X. Automated Classification of Ultrasonic Signal via a Convolutional Neural Network. Appl. Sci. 2022, 12, 4179. [Google Scholar] [CrossRef]
- Park, S.-H.; Choi, S.; Jhang, K.-Y. Porosity evaluation of additively manufactured components using deep learning-based ultrasonic nondestructive testing. Int. J. Precis. Eng. Manuf. Technol. 2022, 9, 395–407. [Google Scholar] [CrossRef]
- Diogo, A.R.; Moreira, B.; Gouveia, C.A.J.; Tavares, J.M.R.S. A Review of Signal Processing Techniques for Ultrasonic Guided Wave Testing. Metals 2022, 12, 936. [Google Scholar] [CrossRef]
- Kononenko, I. Bayesian neural networks. Biol. Cybern. 1989, 61, 361–370. [Google Scholar] [CrossRef]
- Harley, J.B.; Sparkman, D. Machine learning and NDE: Past, present, and future. AIP Conf. Proc. 2019, 2102, 090001. [Google Scholar]
- Ma, J.; Xu, K.-J.; Jiang, Z.; Zhang, L.; Xu, H.-R. Applications of digital signal processing methods in TOF calculation of ultrasonic gas flowmeter. Flow Meas. Instrum. 2021, 79, 101932. [Google Scholar] [CrossRef]
- Juan, C.W.; Hu, J.S. Single-object localization using multiple ultrasonic sensors and constrained weighted least-squares method. Asian J. Control. 2021, 23, 1171–1184. [Google Scholar] [CrossRef]
- Malikov, A.K.; Cho, Y.; Kim, Y.H.; Kim, J.; Park, J.; Yi, J.H. Ultrasonic assessment of thickness and bonding quality of coating layer based on short-time fourier transform and convolutional neural networks. Coatings 2021, 11, 909. [Google Scholar] [CrossRef]
- Song, Q.; Ma, X. High-resolution time delay estimation algorithms through cross-correlation post-processing. IEEE Signal Process. Lett. 2021, 28, 479–483. [Google Scholar] [CrossRef]
- Sharkova, S.; Faerman, V.A. Wavelet transform-based cross-correlation in the time-delay estimation applications. J. Phys. Conf. Ser. 2021, 2142, 012019. [Google Scholar] [CrossRef]
- Faerman, V.; Sharkova, S.; Avramchuk, V.; Shkunenko, V. Towards applicability of wavelet-based cross-correlation in locating leaks in steel water supply pipes. J. Phys. Conf. Ser. 2022, 2176, 012067. [Google Scholar] [CrossRef]
- Li, W.; Chen, Q.; Wu, J. Double threshold ultrasonic distance measurement technique and its application. Rev. Sci. Instrum. 2014, 85, 044905. [Google Scholar] [CrossRef]
- Huang, P.; Yang, Y.; Huang, T. Real-time measurement of model attitude based on NDT and ICP. In Proceedings of the 4th Optics Young Scientist Summit (OYSS 2020), Ningbo, China, 4–7 December 2020. [Google Scholar]
- Zheng, D.; Mao, Y.; Yang, Z. A new characteristic peaks group judgement method for the accurate measurement of time-of-flight in the ultrasonic gas flowmeter. IET Sci. Meas. Technol. 2021, 15, 597–605. [Google Scholar] [CrossRef]
- Zheng, D.; Mei, J.; Mao, Y.; Yang, Z. Signal processing method for flight time measurement of gas ultrasonic flowmeter. In Proceedings of the 2021 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Glasgow, UK, 17–20 May 2021. [Google Scholar]
- Juan, C.-W.; Hu, J.-S. Object Localization and Tracking System Using Multiple Ultrasonic Sensors with Newton–Raphson Optimization and Kalman Filtering Techniques. Appl. Sci. 2021, 11, 11243. [Google Scholar] [CrossRef]
- Thangarajoo, R.G.; Reaz, M.B.I.; Srivastava, G.; Haque, F.; Ali, S.H.M.; Bakar, A.A.A.; Bhuiyan, M.A.S. Machine learning-based epileptic seizure detection methods using wavelet and EMD-based decomposition techniques: A review. Sensors 2021, 21, 8485. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Approach | Mean (mm) | Standard Deviation | Sum (mm) | Minimum (mm) | Median (mm) | Maximum (mm) | Maximum Auto-Diagnosis Error | |
|---|---|---|---|---|---|---|---|---|
| 1 | Hilbert_EMD | 9.84 | 0.94 | 492.41 | 3.90 | 9.950 | 12.59 | 60.93% |
| 2 | EMD_Hilbert | 9.95 | 0.19 | 497.74 | 9.49 | 9.963 | 10.76 | 0.49% |
| 3 | Hilbert_DPTM | 9.96 | 0.00 | 498.16 | 9.96 | 9.963 | 9.96 | 0.37% |
| 4 | DPTM_Cross | 9.95 | 0.00 | 497.60 | 9.95 | 9.952 | 9.95 | 0.48% |
| 5 | Hilbert_DPTM_EMD | 9.95 | 0.01 | 497.56 | 9.87 | 9.952 | 9.96 | 1.27% |
| 6 | DPTM_Interpolation2 | 9.97 | 0.00 | 498.73 | 9.97 | 9.975 | 9.97 | 0.25% |
| 7 | DPTM_Interpolation3 | 9.96 | 0.10 | 498.35 | 9.96 | 9.963 | 9.97 | 0.37% |
| Approach | Mean (mm) | Standard Deviation | Sum (mm) | Minimum (mm) | Median (mm) | Maximum (mm) | Maximum Auto-Diagnosis Error | |
|---|---|---|---|---|---|---|---|---|
| 1 | Hilbert_EMD | 7.16 | 3.85 | 358.48 | 2.34 | 6.58 | 21.64 | 209.25% |
| 2 | EMD_ Hilbert | 8.99 | 7.61 | 449.76 | 0.03 | 7.46 | 23.04 | 229.15% |
| 3 | Hilbert_DPTM | 2.70 | 2.06 | 132.33 | 0.97 | 1.36 | 6.79 | 86.14% |
| 4 | DPTM_Cross | 7.16 | 0 | 358.34 | 7.16 | 7.16 | 7.16 | 2.38% |
| 5 | Hilbert_DPTM_EMD | 10.63 | 6.32 | 531.66 | 0.71 | 7.78 | 21.55 | 207.86% |
| 6 | DPTM_Interpolation2 | 6.93 | 0.01 | 346.88 | 6.91 | 6.94 | 6.96 | 1.25% |
| 7 | DPTM_Interpolation3 | 6.45 | 0.91 | 322.91 | 1.51 | 6.79 | 7.15 | 78.32% |
| Approach | Mean (s) | Standard Deviation | Sum (s) | Minimum (s) | Median (s) | Maximum (s) | |
|---|---|---|---|---|---|---|---|
| 1 | Hilbert_EMD | 0.25 | 0.13 | 12.73 | 0.12 | 0.21 | 0.92 |
| 2 | EMD_ Hilbert | 0.24 | 0.10 | 12.39 | 0.14 | 0.22 | 0.71 |
| 3 | Hilbert_DPTM | 0.22 | 0.04 | 11.03 | 0.14 | 0.20 | 0.32 |
| 4 | DPTM_Cross | 1.46 | 0.21 | 73.48 | 0.87 | 1.46 | 2.09 |
| 5 | Hilbert_DPTM_EMD | 0.26 | 0.06 | 13.40 | 0.15 | 0.26 | 0.42 |
| 6 | DPTM_Interpolation2 | 0.26 | 0.05 | 13.23 | 0.17 | 0.26 | 0.40 |
| 7 | DPTM_Interpolation3 | 0.29 | 0.05 | 14.51 | 0.17 | 0.29 | 0.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, F.; Shi, D.; Lo, L.-Y.; Mao, Q.; Zhang, J.; Lam, K.-H. Auto-Diagnosis of Time-of-Flight for Ultrasonic Signal Based on Defect Peaks Tracking Model. Remote Sens. 2023, 15, 599. https://doi.org/10.3390/rs15030599
Yang F, Shi D, Lo L-Y, Mao Q, Zhang J, Lam K-H. Auto-Diagnosis of Time-of-Flight for Ultrasonic Signal Based on Defect Peaks Tracking Model. Remote Sensing. 2023; 15(3):599. https://doi.org/10.3390/rs15030599
Chicago/Turabian StyleYang, Fan, Dongliang Shi, Long-Yin Lo, Qian Mao, Jiaming Zhang, and Kwok-Ho Lam. 2023. "Auto-Diagnosis of Time-of-Flight for Ultrasonic Signal Based on Defect Peaks Tracking Model" Remote Sensing 15, no. 3: 599. https://doi.org/10.3390/rs15030599
APA StyleYang, F., Shi, D., Lo, L. -Y., Mao, Q., Zhang, J., & Lam, K. -H. (2023). Auto-Diagnosis of Time-of-Flight for Ultrasonic Signal Based on Defect Peaks Tracking Model. Remote Sensing, 15(3), 599. https://doi.org/10.3390/rs15030599