1. Introduction
The miniaturization of mechatronic devices, especially miniaturization of rotational micro-sized motors, has been at the forefront of the research efforts of scientists and engineers who have been developing microelectromechanical systems (MEMS) tirelessly for more than three decades.
The first micro-sized rotational motors (rotor sizes from 60 µm to a couple of hundreds µm) based on electrostatic energy supply to the rotor, were designed and tested in the laboratory environments in the years around 1990 [
1,
2]. They had controllable rotational speed (max. 50 rad/s) in both directions and a relatively high max torque in the order of pNm, but they were sensitive to the wear (life expectancy of a few hours [
1]). The rotor was made from silicon.
An electromagnetic driven micro motor with rotor diameter 500 µm was reported in Ahn’s research [
3] in 1993. It worked as a planar variable reluctance motor, and had fully integrated stator coils around the rotor with a diameter of 1.4 mm. The rotational speed was controlled in both directions. The same problems as for electrostatic micro motors were reported, with wear. The review paper reported the development of electromagnetic micro motors in the last two and a half decades [
4], while review paper presented the methods for measurements of wear for micro electrostatic motors and some method for lubrication of their bearings [
5].
The paper, published in the early 1990s, had reported a microfluidic motor with rotary gear trains on the silicon rotor (diameter 60 µm to 1600 µm) built into micro-sized channels to use fluidic linear stream of liquids for actuation as the driving force for gears [
6]. The top speed was 390 rad/s with a high max torque of 8.7 pNm. The rotational speed of the rotor was controlled via the speed of the fluid flow in the tubes, and was not reported explicitly in the source. The problem of this type of micro motor was that it was closed in the micro-sized channel, and the rotational mechanical power could not be transferred outside the channel (pipe).
A rotational micro motor driven by electrostatic comb actuators was reported in Sniegowski’s research [
7]. An exceptional rotational speed of up to 21,000 rad/s was presented, while driving multiple gears. The rotor diameter was 50 µm and it was 2.5 µm thick. There was no report about the max torque of the motor but, due to the low inertia of the rotor, the movement between the two equilibrium positions (steps) occurred on a sub-millisecond time scale. The device was operated at square-wave frequencies ranging from 0.5–3333 Hz, which corresponded to the rotational rotor speed 3–21,000 rad/s in both directions. There was also no report on the wear and durability of such a micro motor and its usage.
An interesting approach with piezo electric actuators was reported in Mashimo’s researches [
8,
9], where the rotor diameter was 700 µm and max torque was an astonishing 10 µNm. There were not any reports of wear. More information on other types of piezoelectric driven motors can be found in the review papers [
10,
11].
The source presented an unusual rotational motor with levitated pyrolytic graphite disk in a circular magnetic field [
12], driven by a laser-emitted source of energy, with the rotational speed of 21 rad/s. The diameter of the disk was 3–10 mm. There was no report of max torque.
One of the first types of mm-sized rotor of a motor controlled by electro wetting was reported in Takei’s research [
13]. The motor was composed of a 3.0 μL liquid droplet between two electric plates. The rotational speed of 19 rad/s of a rotor with a diameter of approximately 2 mm was achieved in both directions. Again, there was no report of max torque and wear.
The next micro motors, with micrometer to millimeter-sized diameters of rotors, used the energy of vibrations (surface acoustic waves, SAW) to drive a rotor floating in the liquid. Shilton et al and Yeo et al used two oppositely directed surface acoustic waves (frequency 20 MHz) driven fluid-coupled disk (diameter 5 mm) controlled in both directions at rotational velocities of 235 rad/s and at a max torque of 60 nNm [
14,
15,
16]. They reported two versions: the first one needed liquid fluid between the disk and the substrate, and the other worked without the liquid. There was no information about the wear of these two types of motors. Kaynak et al used only one source of vibrations, at a frequency 4.3 KHz with amplitudes from 1–14 µm and specially designed rotors (diameter 600 µm) with 2–6 sharp edges [
17]. Each sharp edge produced two whirls in the liquid, which rotated the rotor with max rotational velocity of 125 rad/s. The rotational velocity of the rotor around the pillar was controlled only in one direction. The max torque and possible wear for this application were not reported.
In the experiments [
18,
19,
20], the whirls produced by the vibrations of the liquid rotated micro-sized living cells. The next experiments produced the whirls in a nanolitre-sized droplet by vibrations [
21], or in the liquid film by an electric field [
22]. The papers were the source of an idea used for the design of our type of micro motor [
18,
19,
20,
21]. The majority of the aforementioned vibrational micro motors [
14,
15,
16,
17,
18,
19,
20], including electro wetting motor [
13], used the design of the rotational disk or rotated living cell, which was not fixed in the space with an axis. This means that these approaches are not able to drive the gear-boxes. The only exception was the application with the rotor with the sharp edges [
17], but this type of micro motor was not controllable in both rotational directions.
The overview of the micro motors discussed above is presented in
Table 1.
The focus of our paper is to present a novel and unique microfluidic vibrational driven rotational micro motor, which produces the rotation of the rotor from the energy induced by the circular vibration in the water droplet. The paper presents the construction and control of a pillar-based vibrational microfluidic motor. The vibrational microfluidic rotational motor itself is a relatively simple device, consisting of a pillar in a droplet of water (liquid). Due to the circular vibrations, a circular water stream is created around the pillar in the water droplet, which drives the rotor of a microfluidic motor. Our type of micro-motor is driven by the circular vibrations produced by two perpendicular mounted piezo actuators with frequencies from 200 to 700 Hz and amplitudes of vibrations between 1–20 µm. A rotor with the diameter size 350–400 µm was mounted on the fixed pillar, allowing possible usage of gear-boxes. The rotational velocity of the rotor is controlled in both rotational directions from −20 rad/s to +26 rad/s. The max torque is estimated at 0.2 pNm with almost no wear, because the liquid in the bearings acted as a lubricant and decreased the wear. It is necessary to develop a high-quality vibration device to drive the water stream around the pillar. This article demonstrates the principle of operation, design, construction and testing of the pillar-based vibrational microfluidic rotation motor and its control subsystems necessary for quality and reliable operation. The advantages of the presented microfluidic motor are:
- (1)
It uses the central axis, which fixes the rotor in both x and y directions on the top of the droplet and, therefore, allows mechanical connection to the gear box, which is not the case in sources [
13,
14,
15,
16,
18,
19,
20].
- (2)
It can work in a liquid environment, which allows the lubrication of the bearing between the pillar and rotor, and, therefore, decreases the wear, which is not the case in sources [
1,
2,
3,
4,
5,
7,
8,
9].
- (3)
The rotor rotation can be controlled in both directions, which is not the case in sources [
6,
17].
- (4)
It is useful for optical devices, because the components of the liquid motor, including the water droplet, can be made of transparent materials.
4. Discussion
4.1. Influence of Electronic and Mechanical Amplifier
The electrical sine signal made by the microcontroller (0–5 V) was amplified by the PA87 high voltage operational amplifier (−10 V to +115 V). Unfortunately, the amplification ratio of the electronic amplifier was frequency dependent, so the expected voltage amplitude −10 V to +115 V decreased above the frequency 100 Hz to the level of amplitudes below that necessary for water rotation around the pillar. This is the reason why the mechanical amplification was needed, with ratio 26 at frequency band 300 Hz to 600 Hz. Of course, such mechanical ratio was achieved only at two very narrow frequency bands with peaks 382 Hz and 538 Hz, but this was enough to control the direction and rotational speed of the microfluidic motor’s rotor.
The electrical and mechanical amplification, together with piezo actuators, were brought into the system of the microfluidic motor disturbances. The shapes of distorted mechanical vibrations, measured for the x-axis (blue curve) and y-axis (yellow curve) on both piezoelectric actuators not connected via spring connections to the glass-supporting plate, are shown in
Figure 12.
Figure 12a–d show the mechanical vibrations at frequencies 20 Hz, 100 Hz, 360 Hz and 600 Hz, respectively. The electrical signal before electrical amplification was proper sine. It was evident from
Figure 12 that the expected sine shape of mechanical vibrations was not presented, but the phase shift remained at 90° for all frequencies. Therefore, the source of the phase shift (see
Figure 9b) must be in the mechanical coupling of both mechanical amplifiers via spring connections to the glass-supporting plate. If the rigid connections from mechanical amplifiers to the glass-supporting plate were made rigid, then the phase shift was almost not presented, but the mechanical amplification ratio was lower than 2. Such a small mechanical amplification was not enough to rotate the water in the droplet around the pillar.
Mechanical coupling was the key problem to getting the repeatability of all results, especially the rotor rotation of the microfluidic motor. If the pillar was glued in the intersection of lines
c and
d (see
Figure 13) and spring connections of both mechanical amplifiers were glued exactly at the middle of the rectangle (glass supported plate) edges a and b, then the mechanical coupling was the smallest. If the places of the pillar or the spring connections glued to the glass-supporting plate were changed, then the amplitude and phase shift characteristic vs. frequency changed dramatically with smaller amplitudes and phase shifts. Another problem was also the mounting of the piezoelectric actuators into the mechanical amplifiers. If the fastening screws (see
Figure 1) were tightened too much, then the amplification ratio 26 was not reached, and vice versa, if the fastening screws were tightened insufficiently, then the more or less sine shape of the signal changed into a square shape signal with, again, lower amplification ratio.
4.2. Using Different Liquids for Rotation
Equations (2–9) showed that decreasing of the kinematic viscosity factor increased the rotational speed of the water stream around the pillar. Two experiments were performed with two different liquids: Mercury 0.114 × 10−6 m2/s), and metallic alloy Galinstan 0.215 × 10−6 m2/s) with lower kinematic viscosity then water. Both metals were able to make droplets with a diameter smaller than 1 mm, but, surprisingly, we were unable to make a small droplet around the pillar as we had done with the water droplet. The smallest diameter of a mercury droplet around the pillar was huge, around 8 to 9 mm. In the case of Galinstan, the problem with the huge droplet around the pillar was the same. The diameter was about 1 mm smaller. We also tried with other materials instead of the glass-supporting plate and pillar (silicon, aluminium, gold, etc), but without success in reducing the size of the metallic liquid droplet. We performed the experiments successfully with rotating the metallic liquid, but the huge size of the droplet made the experiments not interesting for our purposes.
4.3. Estimation of Motor Maximum Torque and Load Inertia of the Microfluidic Motor
The maximum torque of our microfluidic motor was estimated with the next experiment: First, the time needed to change the rotational speed Δ
TSf for an unloaded motor rotor (Styrofoam disc) from maximal speed in a CCW direction (approximately −20 rad/s) to maximal speed in a CW direction (approximately +26 rad/s) Δω
Sf = 46 rad/s was measured. The time ΔT
Sf = 100 ms was estimated. A similar time estimation ΔT
SfAl = 200 ms was done for a loaded motor rotor. The load was a ring made from aluminium, with outer radius r
2Al = 200 µm and inner diameter r
1Al = 100 µm with the height h
Al = 140 µm. The Styrofoam disc height was increased from the usual 100 µm to h
Sf = 200 µm, to assure the buoyancy of a composite disc made by both discs (rings), while the inner and outer radii of the Styrofoam disc remained unchanged at r
1Al = 50 µm and r
2Sf = 200 µm, respectively. The composite disc was produced by pressing both discs together while they had been heated for a few seconds to approximately 70 °C to assure the stickiness of the discs. The scheme of the composite rotor is shown in
Figure 14.
The derivation of the equation for calculating the maximal torque of the microfluidic motor is next:
where
and
were torques due to the composite and Styrofoam rotors,
was the Coulomb friction between the SiO
2 pillar and Styrofoam disc (ring),
was the viscous friction between the SiO
2 pillar and Styrofoam disc,
and
were the inertia of the composite and Styrofoam rotors, respectively. Since the rotational speed of the composite rotor
and rotational speed of the Styrofoam rotor
were almost equal, the terms with viscous friction were eliminated. Introducing inertia J for the shape of the rotor presented in
Figure 14 gave the equation:
where
and
presented the density of Styrofoam and aluminium, respectively.
If the weight of the aluminium part of the rotor was increased, then the composite rotor did not reach the maximal speed in both directions anymore. In fact, if the height of the aluminium part of the composite rotor was increased to 200 µm, then (including the increase of the Styrofoam part of the rotor’s height to 300 µm), the maximal speed in both directions was reduced by twice, and the measured time variables ΔTSf = 300 ms and ΔTSfAl = 600 ms gave us Tmax = 0.047 pNm. The composite rotor was submerged deeply (approximately 90% of the height hAl + hSf) into the water droplet. The reason for the drop of Tmax was in the fact that the height of the water droplet was approximately 500 to 600 µm, and if the composite rotor was submerged approximately 450 µm, then the distance between the glass supported plate and rotor was decreased to 50–150 µm. This increased the friction between the water and the rotor, and also the friction between the water and the glass support plate, so much that the rotational speed of the water decreased and, therefore, lost the power to rotate the composite disc. If we had decreased the distance from the glass support plate to the composite rotor further, then the rotation of the rotor would have stopped completely.
The weight of the Styrofoam rotor was negligible in comparison with the aluminium part of the composite rotor. In fact, the inertia of the Styrofoam rotor (height of the disc was 100 µm) was much smaller than the inertia of the load (aluminium ring) which gave us the ratio between load and microfluidic rotor inertia 1:35.6, which was quite an impressive ratio.
The rotor rotational speed measurements (speed estimation) were done with the high speed camera attached on the top of the microscope. The results of the rotational speed measurements and, therefore, measurements of ΔTSf and ΔTSfAl, were quite problematic, because the standard deviations of rotational speed reached more than 18% of the rotational speed average values, so, also, the calculated load inertia and maximal torque could have substantial measurement error, but it was of the size 0.2 pNm.
4.4. Possible Improvements
We have done several experiments with rotor diameters greater than 400 µm. Of course, we needed to increase the diameter of the water droplet. We achieved larger maximum torque of the motor Tmax and larger inertia load with smaller maximum rotational speed of the rotor. The largest successfully performed rotor diameter was 1500 µm and water droplet diameter 3500 µm, with maximum rotational speed of 2–3 rad/s. Of course, the rotational speed would be increased if we would increase the vibration amplitudes a1 and a2, which were limited to approximately 20 µm in the present application. The maximum rotational speed in both CW and CCW directions for our rotor diameter 350–400 µm would be increased if both vibration amplitudes a1 and a2 would be increased.
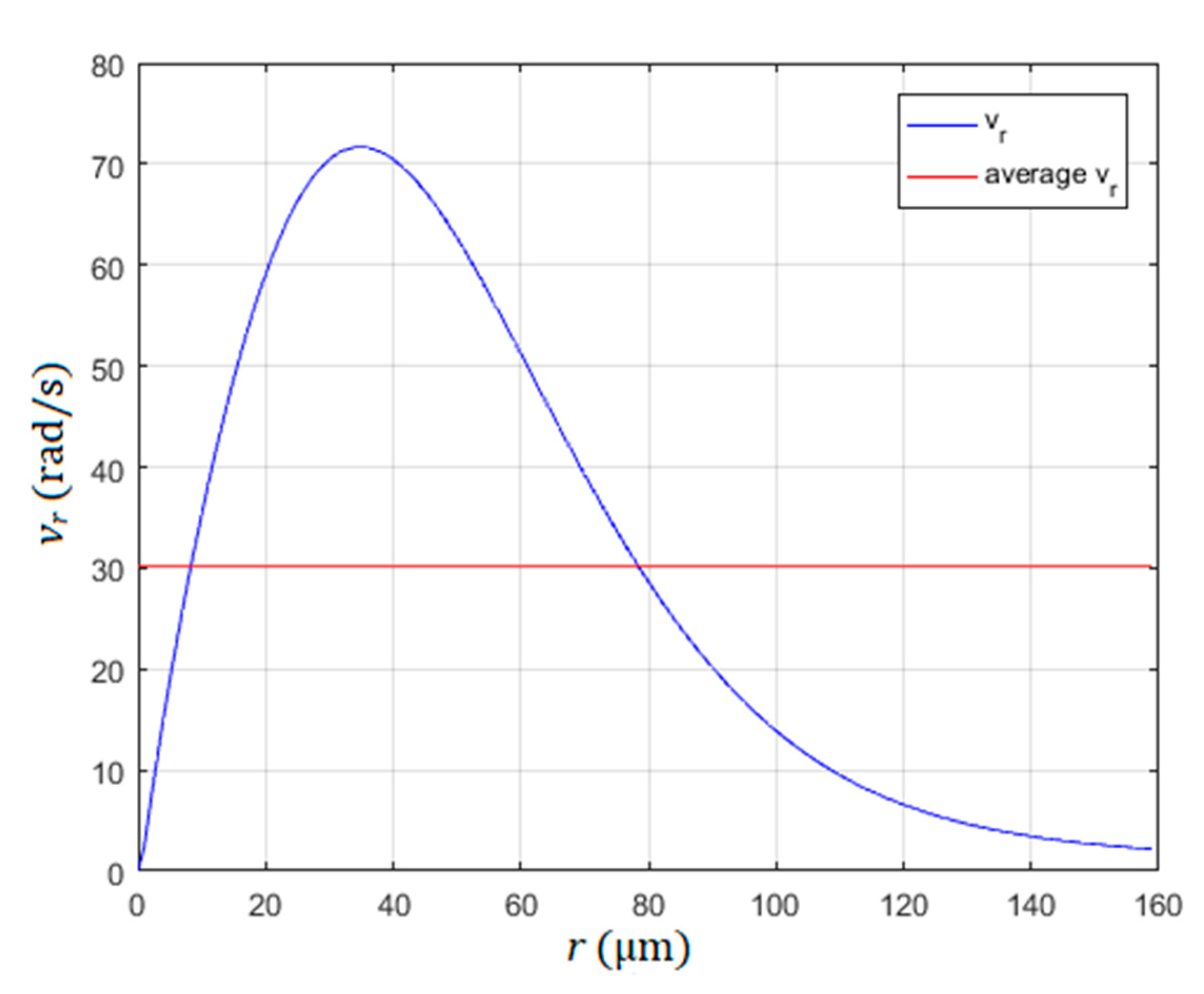
The maximum rotational speed could be increased up to 60 rad/s if the rotor diameter would be decreased to only 200 µm. Further decreasing of rotor diameter would decrease the maximum rotational speed of the rotor. The last calculation was made by Equations (1–9) with parameters: The diameter of the pillar was 80 µm, frequency of vibration was 530 Hz and plural of vibrations were a1 = a2 = 18 µm. Further decreasing of the rotor diameter could be achieved by decreasing the dynamic viscosity of the liquid. In the case of using liquid metal mercury with dynamic viscosity 0.114 × 10−6 m2/s, the diameter of the rotor could be decreased below 30 µm according to the model described by Equations (1)–(9), with maximal rotational speed over 30 rad/sec, and with the vibration amplitudes a1 = a2 = 9 µm.
If the frequency of the piezo actuators would be increased to the level of a few decades of KHz, then the supporting devices’ size of the microfluidic motor (mechanical amplifier, piezoactuators, etc) could be reduced dramatically (the piezoactuator used in our application had dimensions 10 mm × 5 mm × 5 mm). For example, if the frequency would be f = 40 KHz, and amplitude of piezoactuator would reasonably be 192 nm for the piezoactuators with dimension 1 mm × 1 mm × 0.5 mm, then the diameter of the rotor could be decreased to less than 10 µm, with rotational speed in the range of 10 rad/s, according to the model described by Equations (1)–(9).
The next improvement would be the installation of quality bearings between the pillar and the rotor, so connection of the motor rotor with an axial mounted micro-sized gear-box would be possible.
The problem with evaporation of the water droplet should be minimized, or even prevented, by using low evaporation rate solvents (cyclohexanol, Eastman 2-ethylhexanol, etc).
4.5. Stability of Rotational Speed
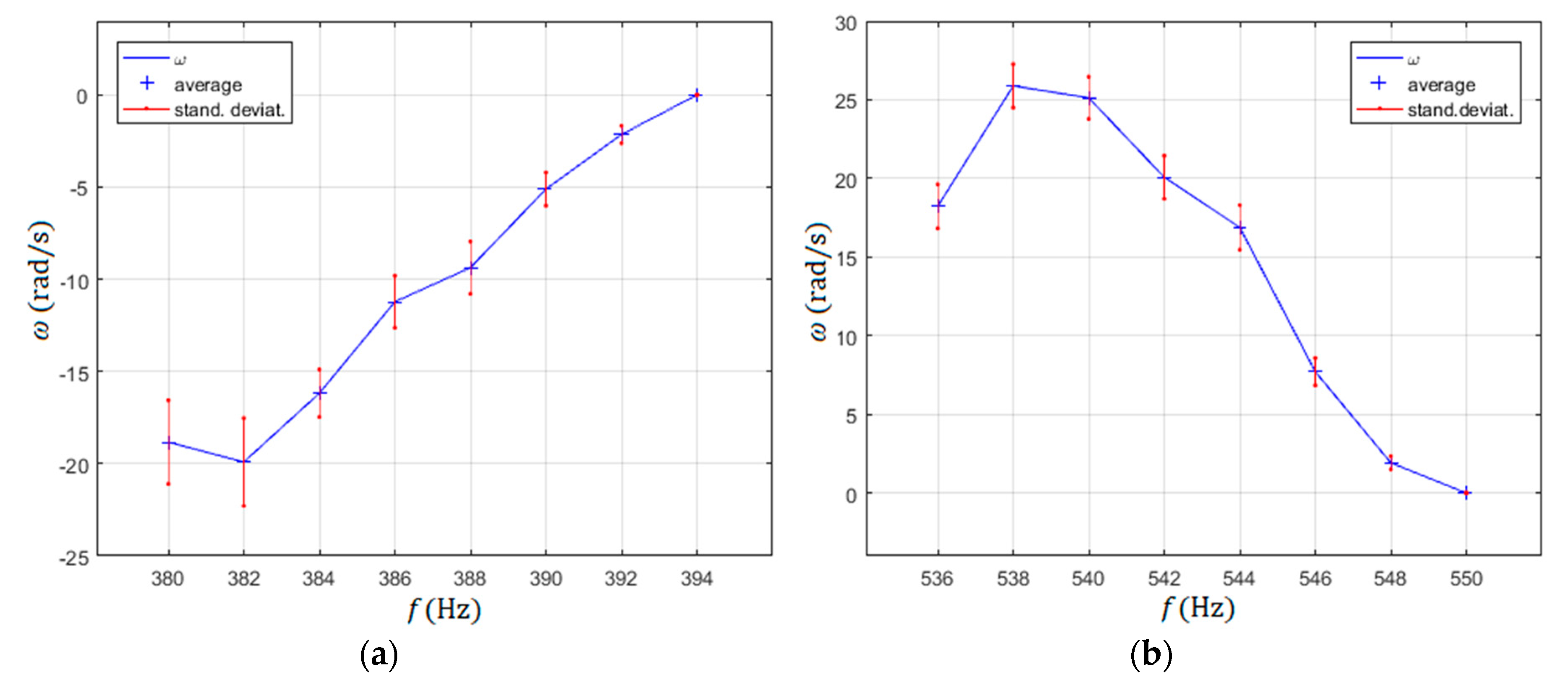
Several experiments were performed to check the rotational stability at fixed experimental parameters (frequency and amplitudes of supply voltages for excitation of the piezoelectric actuators). It was discovered that the stability of rotational speed at frequency ranges 382–392 Hz (CCW direction) and 538–548 Hz was dependent on the droplet’s volume. If the volume of the droplet increased or decreased, the rotational speed decreased in both cases. If the diameter of the droplet was maintained inside the 0.75 mm to 1.2 mm range, then the rotational speed varied by about 10% in the case of maximal rotational speed in the CCW or CW directions. The highest rotational speed was achieved by droplet diameter’s size around 1 mm. It was not quite understood if this was the result of temperature change of the water droplet, or the change of the droplet’s volume. Probably, both of them were responsible for the change of speed, because the dynamic viscosity of the water
changes with the temperature, and also the volume was controlled by evaporation of water from the droplet (heating) or condensing of air moisture into the droplet (see
Section 2.3.6). This effect was probably responsible for quite large standard deviations of rotational speed during the measurements presented in
Figure 10 and
Figure 11.
4.6. Endurance Test
The last test was an endurance test. We performed non-stop running of the microfluidic motor in both directions, one minute in a CW direction, and another minute in a CCW direction, with maximum rotational speed for 7–9 h, for three days consecutively. The first day, the system was working without problems. The second day, there was a failure of the system for conservation of droplet volume (see
Section 2.3.6). The microfluidic motor stopped for an hour during the middle of the second day test until the electric pump for supply of cold air was replaced. The third day, the test lasted only 7 h. We had two failures per one hour each, because the glued connections between the glass supporting plate and spring connections of the mechanical amplifiers were broken. After that, we made an inspection of the complete device. Only wear of the Styrofoam rotor was observed. The inner diameter of the Styrofoam rotor was increased from approximately 100 µm to 105 µm. This is another reason why better bearings are needed for commercial use.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}