Optimization of Nozzle Inclination and Process Parameters in Air-Shielding Electrochemical Micromachining



Abstract
:1. Introduction
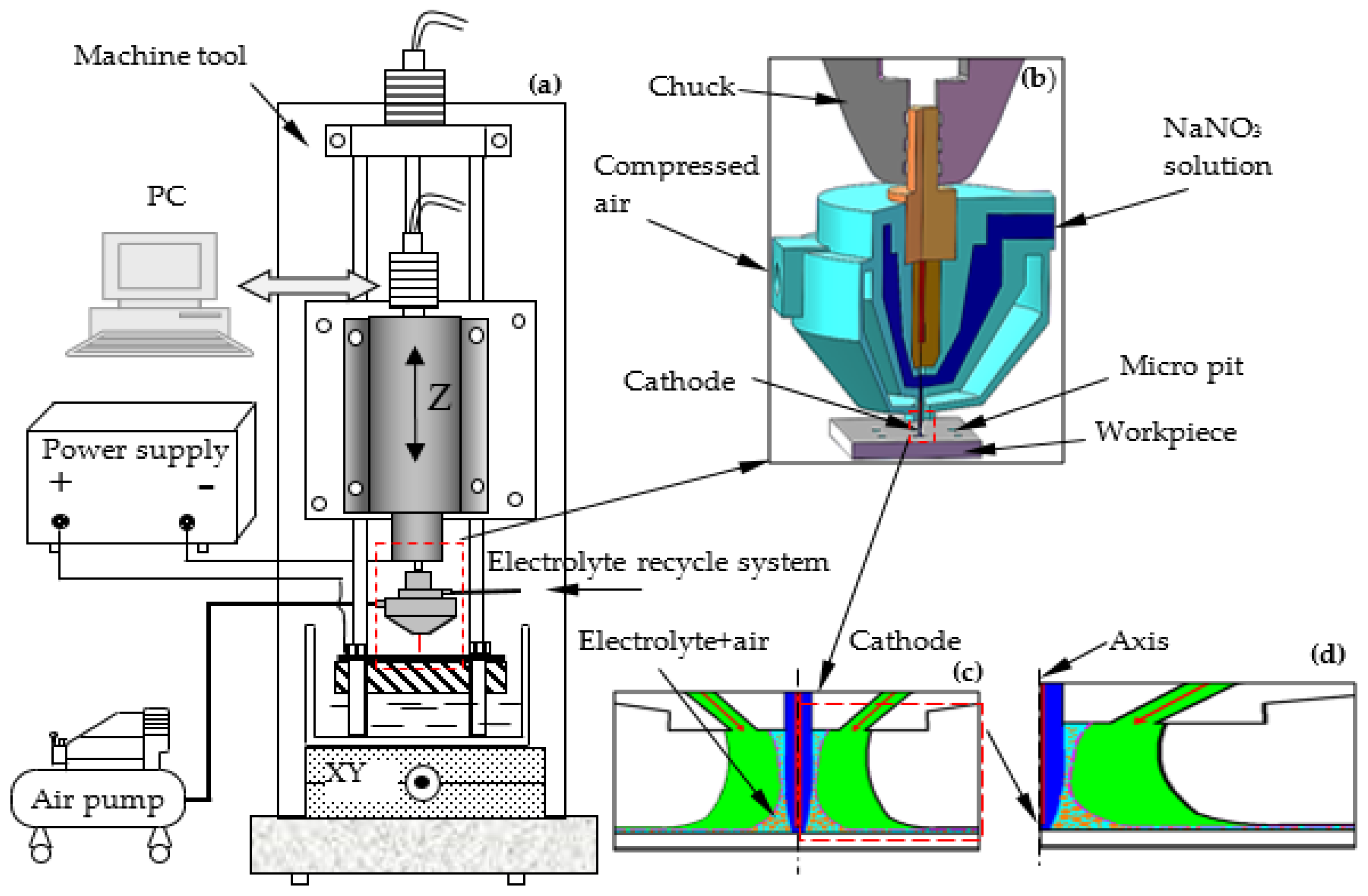
2. Schematic of the Air-Shielding Electrochemical Micromachining (AS-EMM)
3. Optimization of Air Incidence Angle
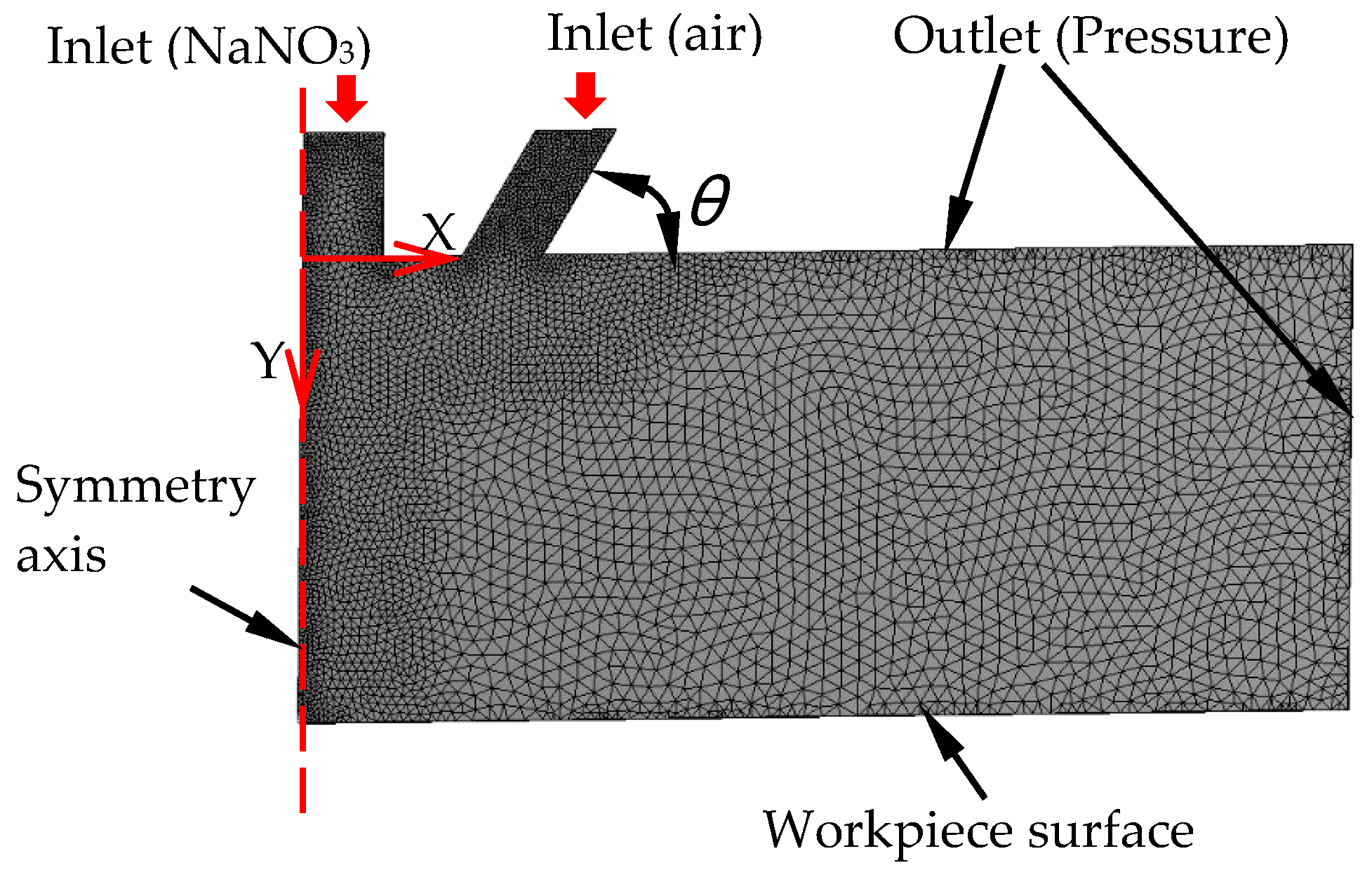
3.1. Model Description
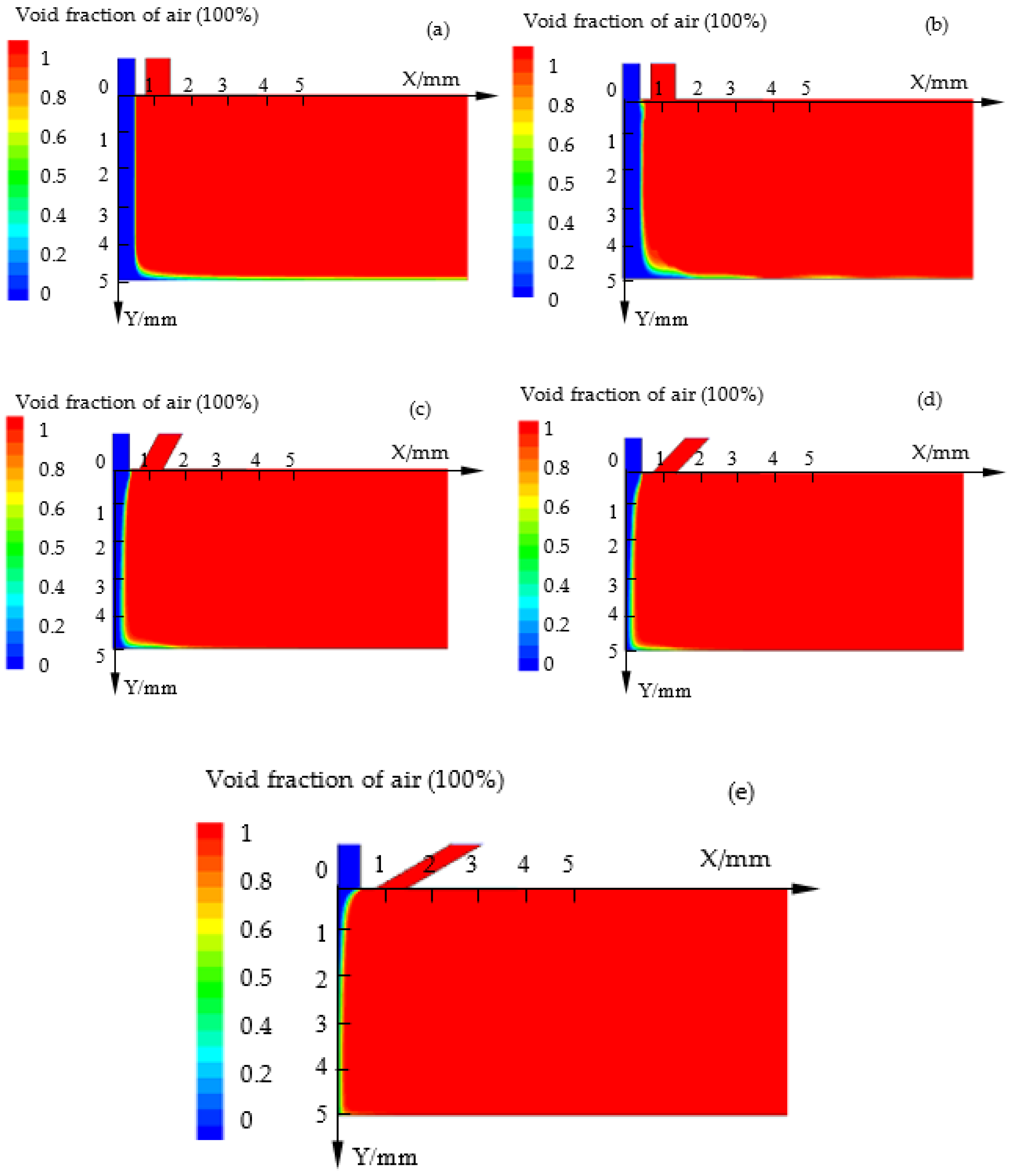
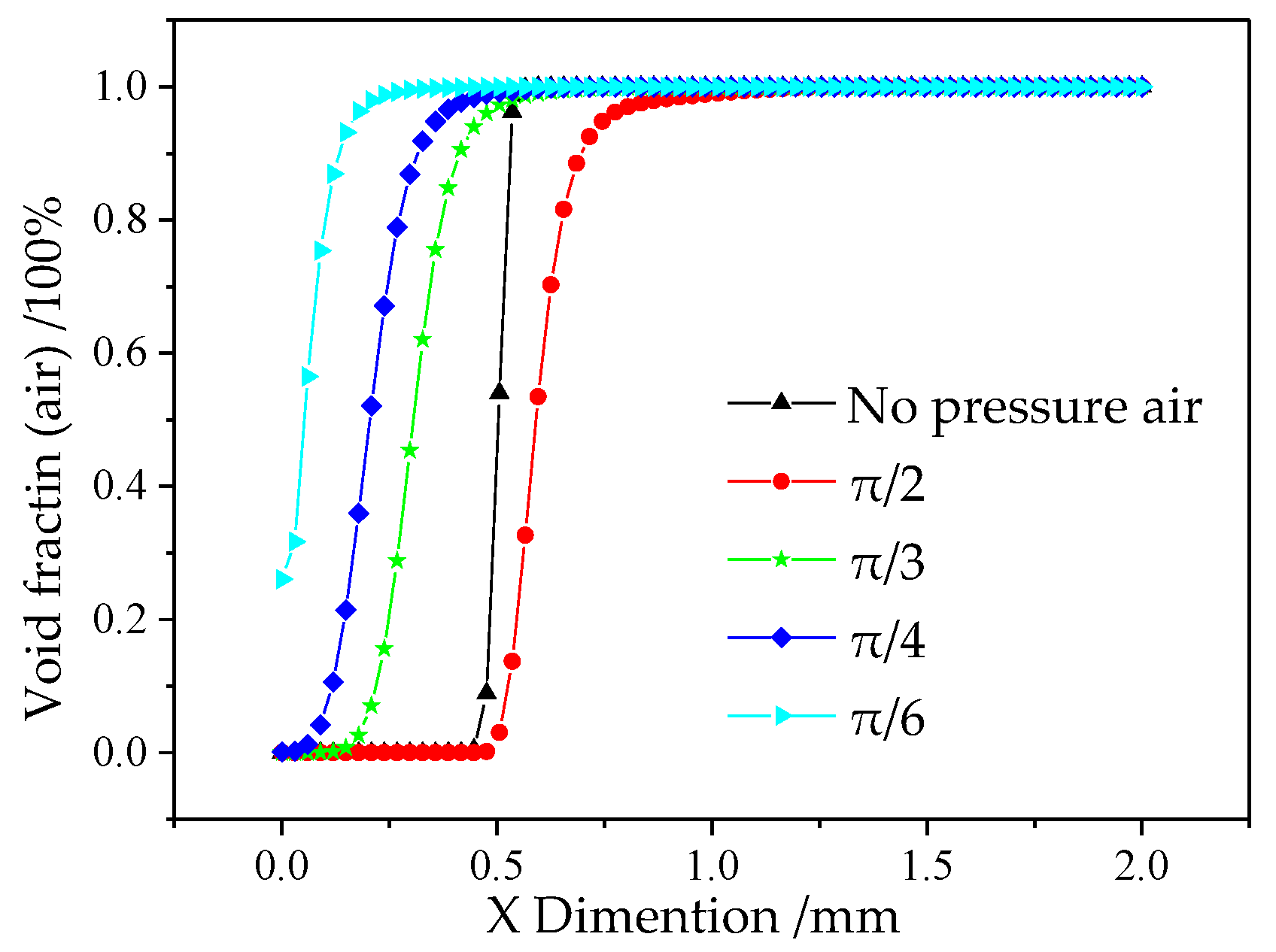
3.2. Effects of Compressed Air Incidence Angle on Void Fraction (Air) in the Flow Field
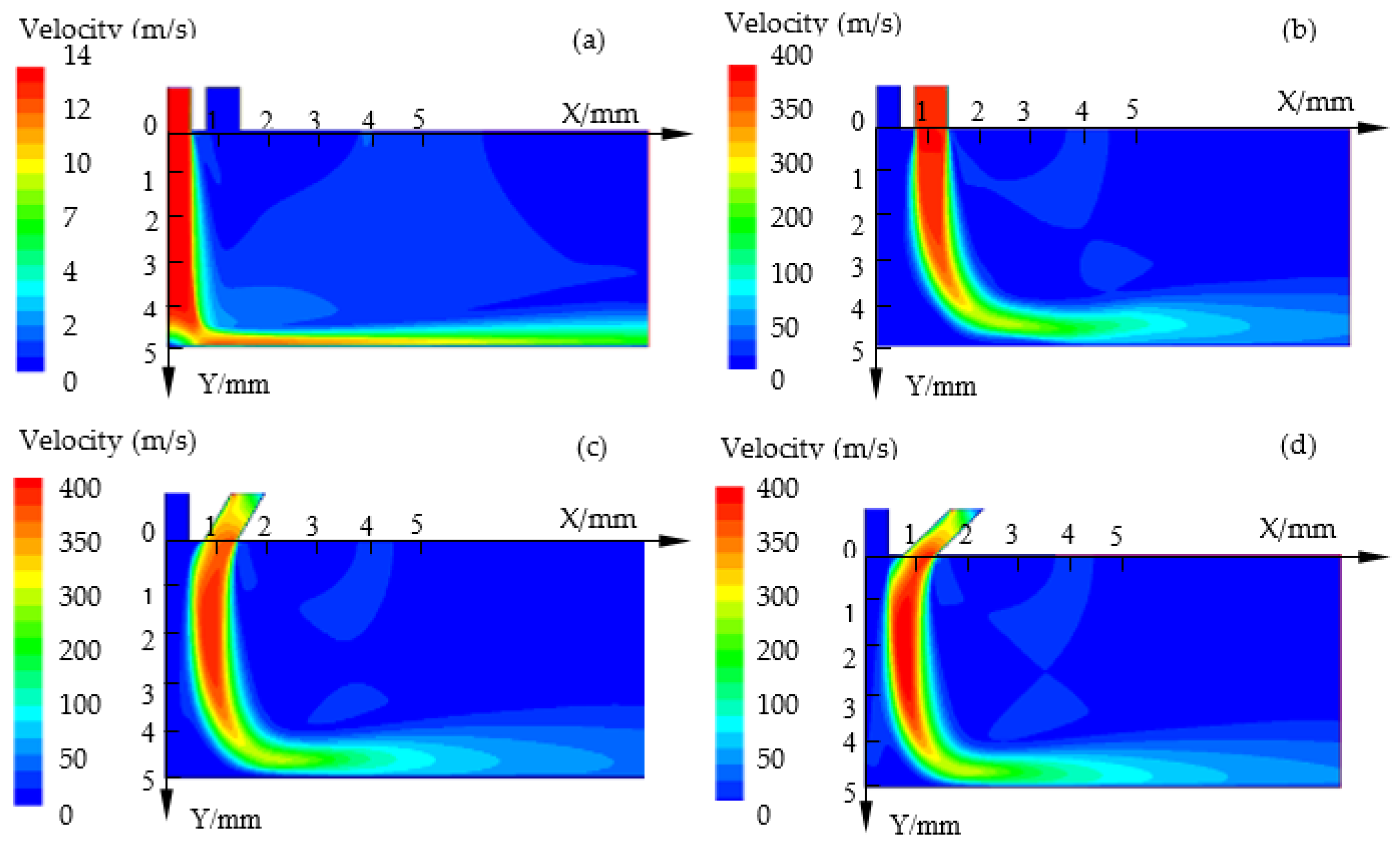
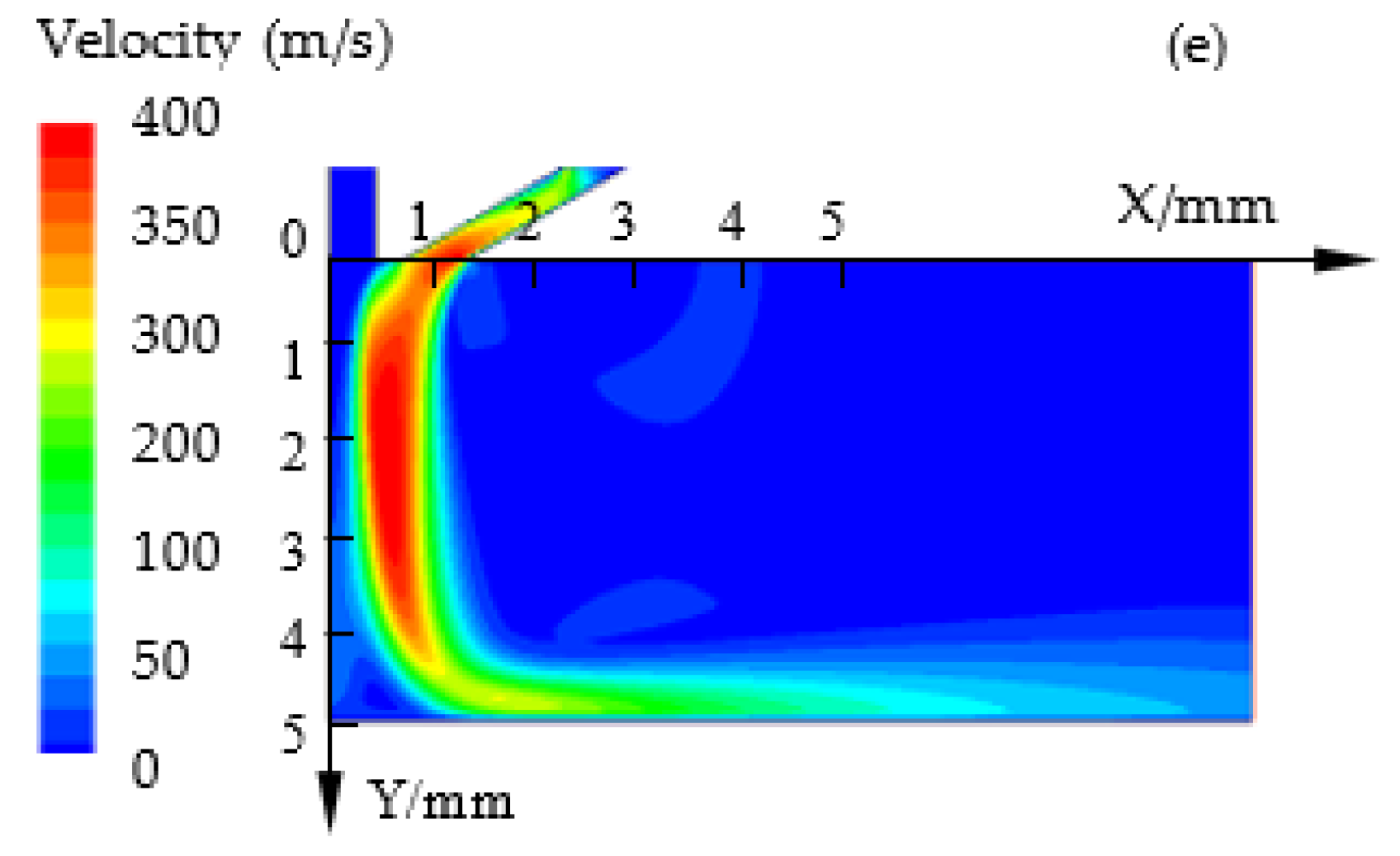
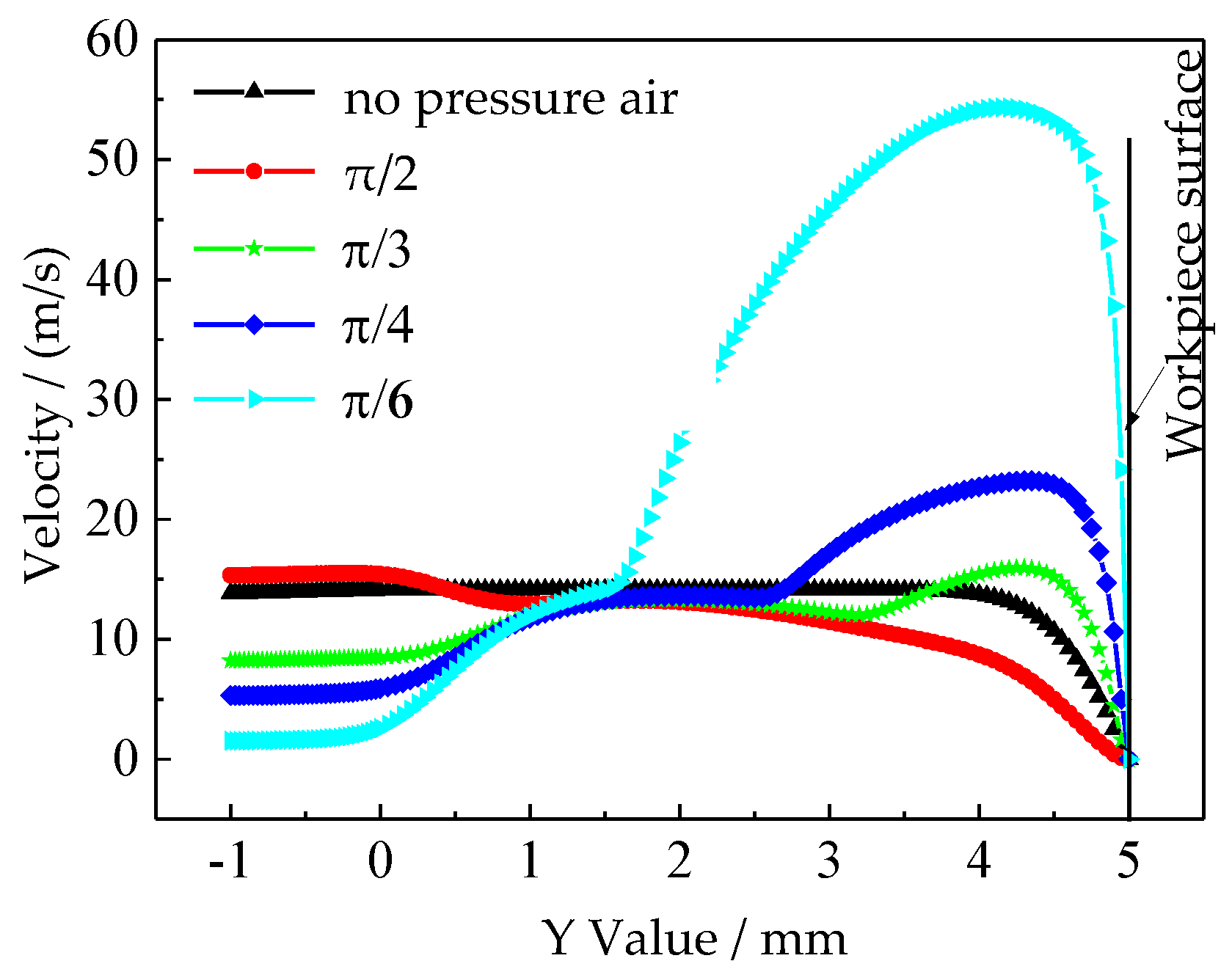
3.3. Effects of Compressed Air Incidence Angle on Velocity in the Flow Field
4. Experimental Design and Machining Results
4.1. Design of Experiment
4.2. Experimental Details
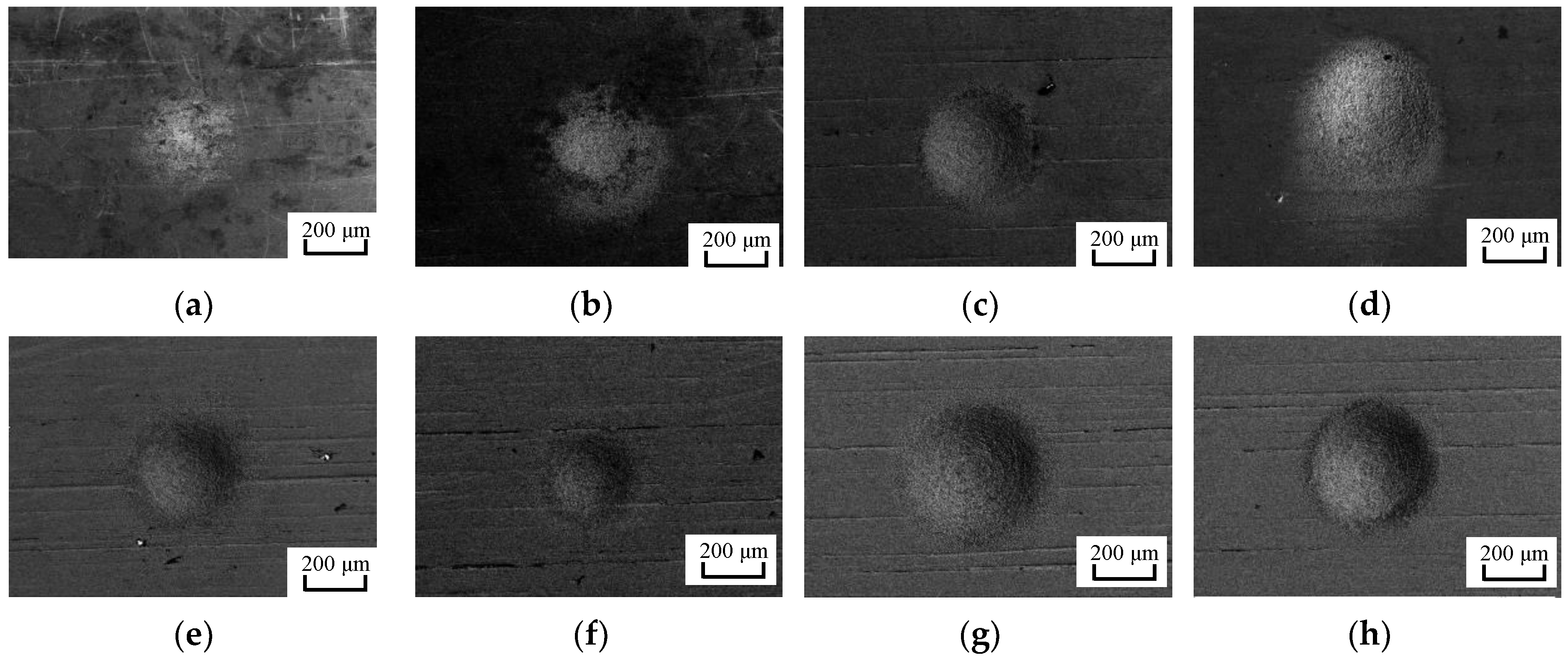
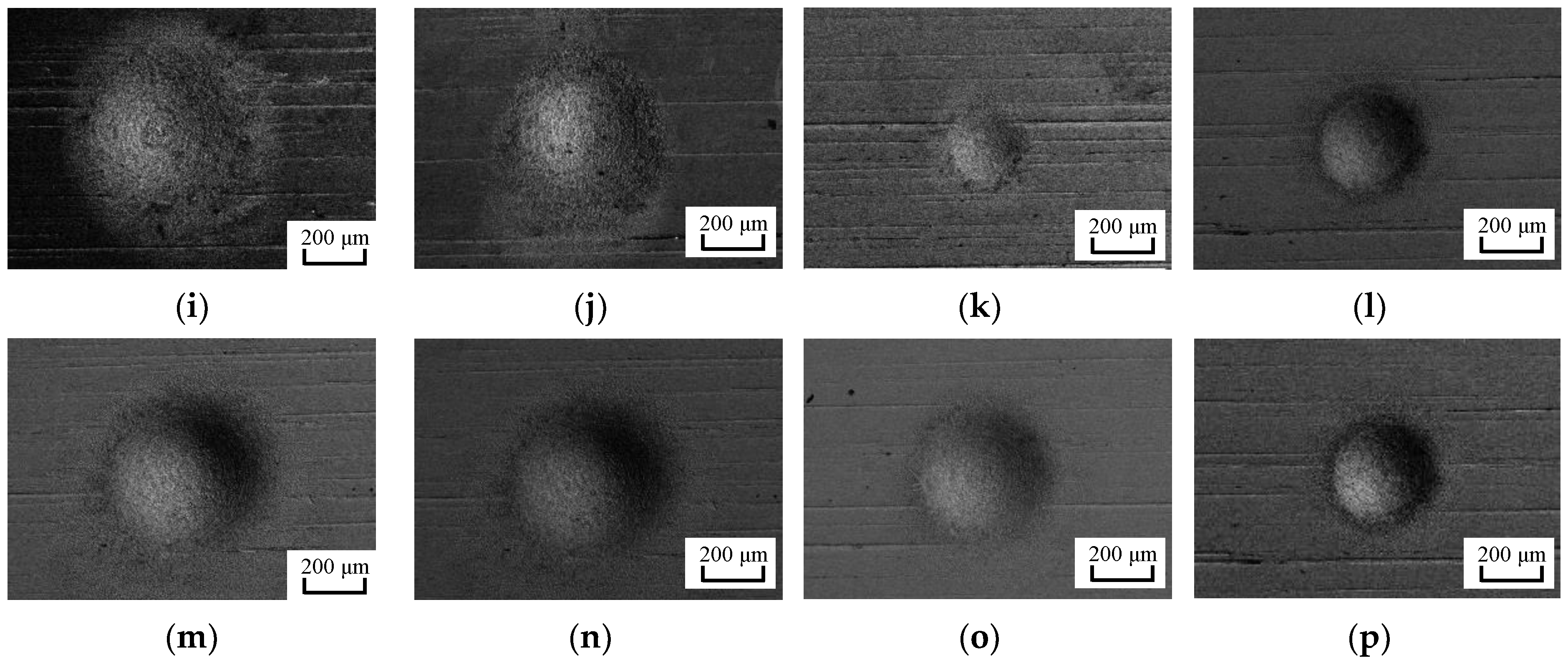
4.3. Experimental Results
5. Optimization of the Processing Parameters
5.1. Data Preprocessing
5.2. Correlation Coefficient
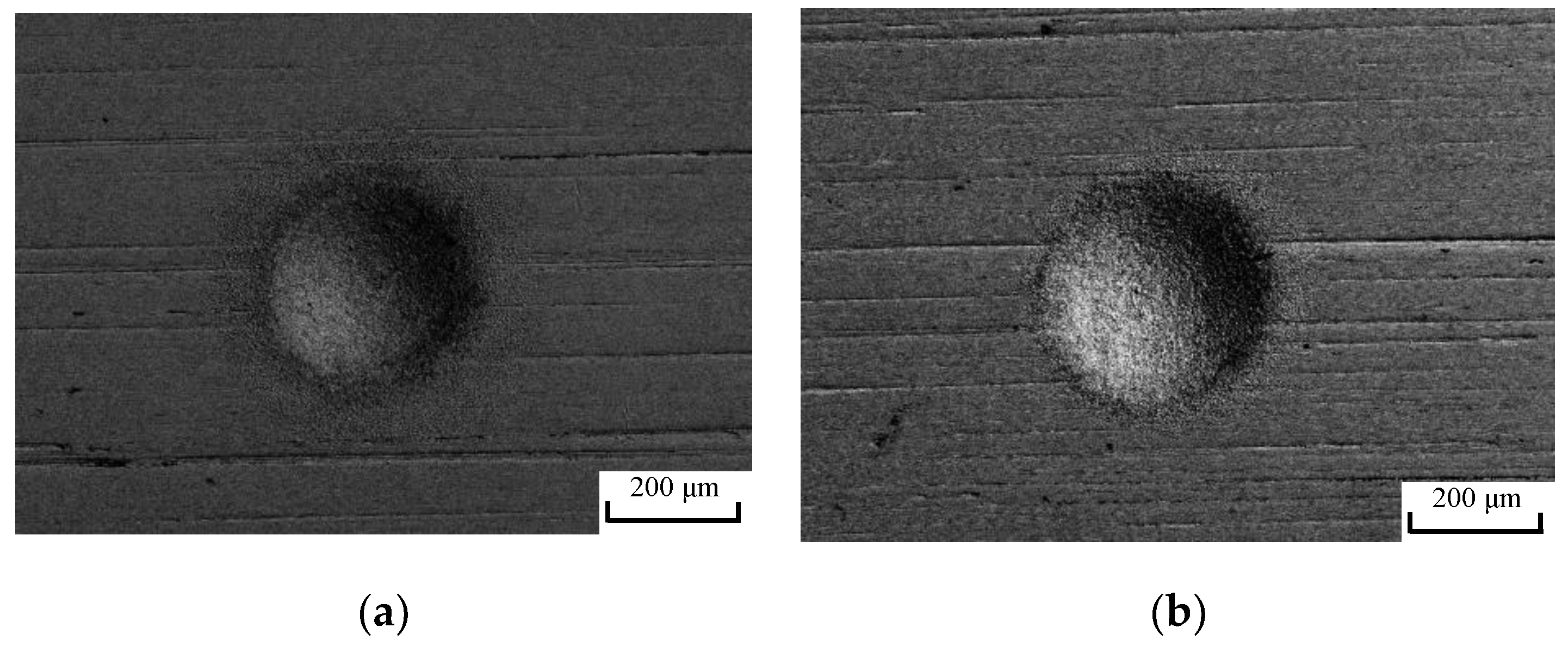
5.3. Experimental Verification
6. Conclusions
- Simulation results indicated that the void fraction (air) and velocity in the flow field increased with the decrease of nozzle inclination. According to the demonstrated model in this paper, the most appropriate nozzle inclination was θ = π/4;
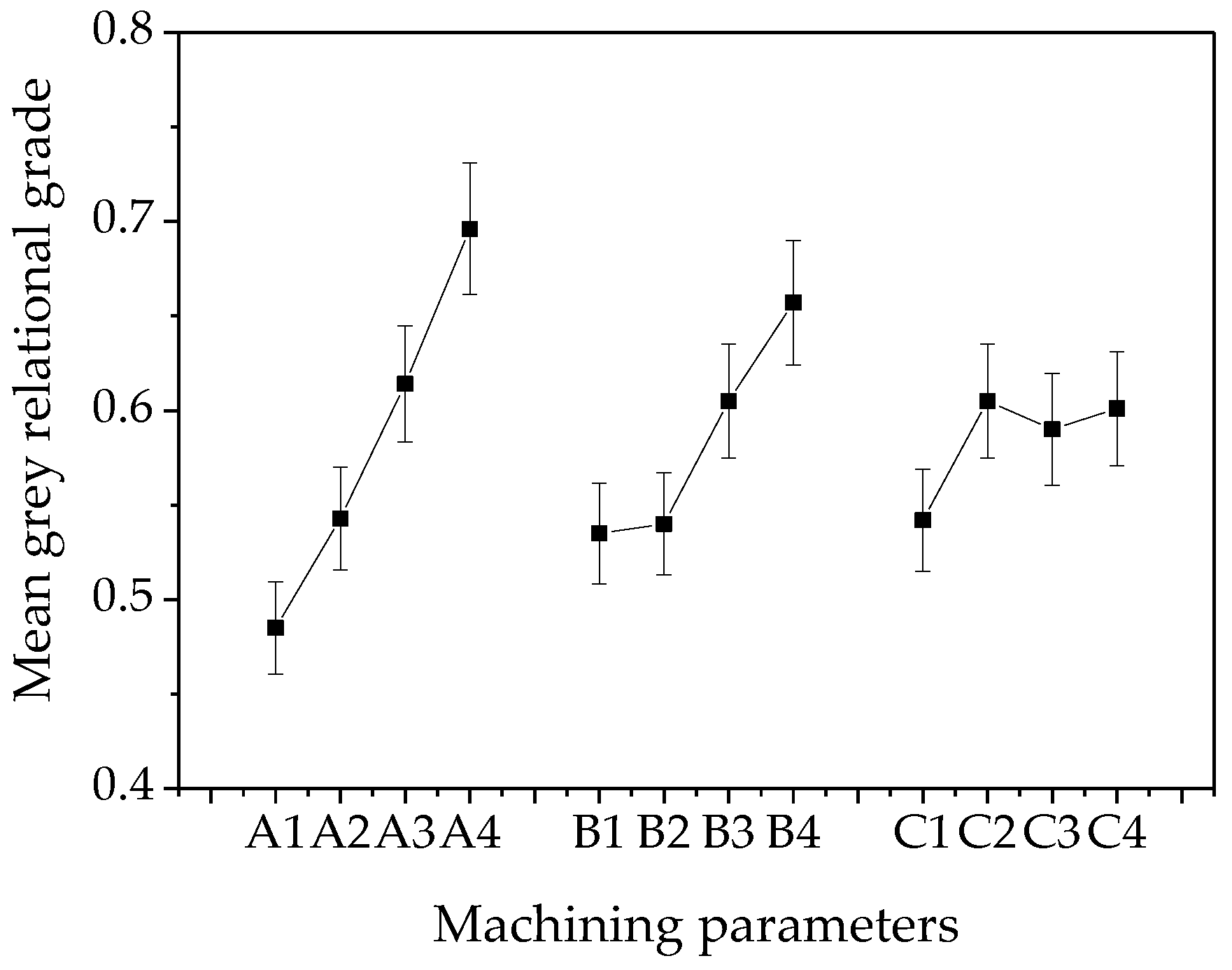
- The optimal parameter combination for the multi-objective was A4B4C2; i.e., at 5.5 m/s electrolyte velocity, 160 m/s gas velocity, and 8 V voltage, the micro pit with better performance in aspect ratio and roughness could be processed at these conditions;
- The proposed method makes a contribution to the improvement of quality of the micro pits in AS-EMM. It is also effective for optimization of the structure design and machining parameters in other machining methods.
Author Contributions
Funding
Conflicts of Interest
References
- Kim, Y.W.; Lee, J.M.; Lee, I.; Lee, S.H.; Ko, L.S. Skin friction reduction in tubes with hydrophobically structured surfaces. Int. J. Precis. Eng. Manuf. 2013, 14, 403–412. [Google Scholar] [CrossRef]
- Huang, W.; Jiang, L.; Zhou, C.; Wang, X. The lubricant retaining effect of micro-dimples on the sliding surface of PDMS. Tribol. Int. 2012, 52, 87–93. [Google Scholar] [CrossRef]
- Zhang, S.; Ochiai, M.; Sunami, Y.; Hashimoto, H. Influence of microstructures on aerodynamic characteristics for dragonfly wing in gliding flight. J. Bionic Eng. 2019, 16, 423–431. [Google Scholar] [CrossRef]
- Bixler, G.D.; Bhushan, B. Bioinspired rice leaf and butterfly wing surface structures combining shark skin and lotus effects. Soft Matter 2012, 8, 11271–11284. [Google Scholar] [CrossRef]
- Devaiah, M.; Santhosh Kumar, S.; Srihari, T.; Rajasekharan, T. SiCp/Al2O3 ceramic matrix composites prepared by directed oxidation of an aluminium alloy for wear resistance applications. Trans. Indian Ceram. Soc. 2012, 71, 151–158. [Google Scholar] [CrossRef]
- Li, J.; Xiong, D.; Dai, J.; Huang, Z.; Tyagi, R. Effect of surface laser texture on friction properties of nickel-based composite. Tribol. Int. 2010, 43, 1193–1199. [Google Scholar] [CrossRef]
- Xiao, N.; Khonsari, M.M. Thermal performance of mechanical seals with textured side-wall. Tribol. Int. 2012, 45, 1–7. [Google Scholar] [CrossRef]
- Djamaï, A.; Brunetière, N.; Tournerie, B. Numerical modeling of thermohydrodynamic mechanical face seals. Tribol. Trans. 2010, 53, 414–425. [Google Scholar] [CrossRef]
- Zhuang, J.; Hu, W.; Fan, Y.; Sun, J.; He, X.; Xu, H.; Wu, D. Fabrication and testing of metal/polymer microstructure heat exchangers based on micro embossed molding method. Microsyst. Technol. 2019, 25, 381–388. [Google Scholar] [CrossRef]
- Jain, V.K.; Sidpara, A.; Balasubramaniam, R.; Lodha, G.S.; Dhamgaye, V.P.; Shukla, R. Micromanufacturing: A review—Part I. Proc. Inst. Mech. Eng. B-J. Eng. 2014, 228, 973–994. [Google Scholar] [CrossRef]
- Liu, Z.; Nouraei, H.; Spelt, J.K.; Papini, M. Electrochemical slurry jet micro-machining of tungsten carbide with a sodium chloride solution. Precis. Eng. 2015, 40, 189–198. [Google Scholar] [CrossRef]
- Kunieda, M.; Mizugai, K.; Watanabe, S.; Shibuya, N.; Iwamoto, N. Electrochemical micromachining using flat electrolyte jet. CIRP Ann. Manuf. Technol. 2011, 60, 251–254. [Google Scholar] [CrossRef]
- Schubert, A.; Hackert-Oschätzchen, M.; Martin, A.; Winkler, S.; Kuhn, D.; Meichsner, G.; Zeidler, H.; Edelmann, J. Generation of complex surfaces by superimposed multi-dimensional motion in electrochemical machining. Procedia CIRP 2016, 42, 384–389. [Google Scholar] [CrossRef]
- Clare, A.T.; Speidel, A.; Bisterov, I.; Jackson, A. Precision enhanced electrochemical jet processing. CIRP Ann. 2018, 67, 205–208. [Google Scholar] [CrossRef]
- Hackert-Oschätzchen, M.; Paul, R.; Martin, A.; Meichsner, G.; Lehnert, N.; Schubert, A. Study on the dynamic generation of the jet shape in jet electrochemical machining. J. Mater. Process. Technol. 2015, 223, 240–251. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Masanori, K. Investigation on electrolyte jet machining of three-dimensional freeform surfaces. Precis. Eng. 2019, 60, 42–53. [Google Scholar] [CrossRef]
- Chen, X.L.; Dong, B.Y.; Zhang, C.Y.; Wu, M.; Guo, Z.N. Jet electrochemical machining of micro dimples with conductive mask. J. Mater. Process. Technol. 2018, 257, 101–111. [Google Scholar] [CrossRef]
- Speidel, A.; Mitchell-Smith, J.; Walsh, D.A.; Hirsch, M.; Clare, A.T. Electrolyte jet machining of titanium alloys using novel electrolyte solutions. Procedia CIRP 2016, 42, 367–372. [Google Scholar] [CrossRef]
- Wang, M.H.; Bao, Z.Y.; Qiu, G.Z.; Xu, X.F. Fabrication of micro-dimple arrays by AS-EMM and EMM. Int. J. Adv. Manuf. Technol. 2017, 93, 787–797. [Google Scholar] [CrossRef]
- Wang, M.H.; Tong, W.J.; Qiu, G.Z.; Xu, X.F.; Speidle, A.; Mitchell-Smith, J. Multiphysics study in air-shielding electrochemical micromachining. J. Manuf. Process. 2019, 43, 124–135. [Google Scholar] [CrossRef]
- Xia, S.; Lin, R.; Cui, X.; Shan, J. The application of orthogonal test method in the parameters optimization of PEMFC under steady working condition. Int. J. Hydrogen Energy 2016, 41, 11380–11390. [Google Scholar] [CrossRef]
- Malik, A.; Manna, A. Multi-response optimization of laser-assisted jet electrochemical machining parameters based on gray relational analysis. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 148. [Google Scholar] [CrossRef]
- Singh, T.; Patnaik, A.; Chauhan, R. Optimization of tribological properties of cement kiln dust-filled brake pad using grey relation analysis. Mater. Des. 2016, 89, 1335–1342. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Symbol | Unit | Levels | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| Electrolyte velocity | A | m/s | 4 | 4.5 | 5 | 5.5 |
| Gas velocity | B | m/s | 0 | 80 | 120 | 160 |
| Voltage | C | V | 6 | 8 | 10 | 12 |
| Parameters | Value |
|---|---|
| Machining gap | 15 μm |
| Feed rate | 60 μm·min−1 |
| Electrode diameter | 50 μm |
| Electrolyte concentration | 10% NaNO3 |
| Machining time | 30 s |
| Duty ratio | 50% |
| Frequency | 100 kHz |
| Air incidence angle | π/4 |
| Exp. No | A | B | C | λ | Exp. No | A | B | C | λ | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 0.064 | 0.116 | 9 | 3 | 1 | 3 | 0.176 | 0.113 |
| 2 | 1 | 2 | 2 | 0.099 | 0.121 | 10 | 3 | 2 | 4 | 0.190 | 0.167 |
| 3 | 1 | 3 | 3 | 0.184 | 0.128 | 11 | 3 | 3 | 1 | 0.132 | 0.139 |
| 4 | 1 | 4 | 4 | 0.174 | 0.152 | 12 | 3 | 4 | 2 | 0.219 | 0.081 |
| 5 | 2 | 1 | 2 | 0.140 | 0.139 | 13 | 4 | 1 | 4 | 0.215 | 0.187 |
| 6 | 2 | 2 | 1 | 0.126 | 0.097 | 14 | 4 | 2 | 3 | 0.196 | 0.159 |
| 7 | 2 | 3 | 4 | 0.188 | 0.138 | 15 | 4 | 3 | 2 | 0.204 | 0.072 |
| 8 | 2 | 4 | 3 | 0.201 | 0.136 | 16 | 4 | 4 | 1 | 0.181 | 0.043 |
| Exp. No | Reference Sequence | Exp. No | Reference Sequence | ||
|---|---|---|---|---|---|
| λ | Ra | λ | Ra | ||
| 1 | 0.000 | 0.493 | 9 | 0.724 | 0.514 |
| 2 | 0.225 | 0.458 | 10 | 0.811 | 0.139 |
| 3 | 0.772 | 0.410 | 11 | 0.438 | 0.333 |
| 4 | 0.711 | 0.243 | 12 | 1.000 | 0.736 |
| 5 | 0.491 | 0.333 | 13 | 0.977 | 0.000 |
| 6 | 0.397 | 0.625 | 14 | 0.853 | 0.194 |
| 7 | 0.797 | 0.340 | 15 | 0.901 | 0.799 |
| 8 | 0.886 | 0.354 | 16 | 0.752 | 1.000 |
| Exp. No | GRC | GRG | Rank | Exp. No | GRC | GRG | Rank | ||
|---|---|---|---|---|---|---|---|---|---|
| λ | Ra | λ | Ra | ||||||
| 1 | 0.3333 | 0.4966 | 0.4149 | 16 | 9 | 0.6443 | 0.4286 | 0.5364 | 11 |
| 2 | 0.3920 | 0.4800 | 0.4360 | 15 | 10 | 0.7257 | 0.4513 | 0.5885 | 7 |
| 3 | 0.6864 | 0.4586 | 0.5725 | 8 | 11 | 0.4709 | 0.6145 | 0.5427 | 10 |
| 4 | 0.6340 | 0.3978 | 0.5159 | 12 | 12 | 1.0000 | 0.5774 | 0.7887 | 1 |
| 5 | 0.4954 | 0.4286 | 0.4620 | 14 | 13 | 0.9565 | 0.4977 | 0.7271 | 3 |
| 6 | 0.4534 | 0.5714 | 0.5124 | 13 | 14 | 0.7725 | 0.4777 | 0.6251 | 6 |
| 7 | 0.7115 | 0.4311 | 0.5713 | 9 | 15 | 0.8345 | 0.6341 | 0.7343 | 2 |
| 8 | 0.8145 | 0.4364 | 0.6254 | 5 | 16 | 0.6686 | 0.7294 | 0.6990 | 4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Shang, Y.; He, K.; Xu, X.; Chen, G. Optimization of Nozzle Inclination and Process Parameters in Air-Shielding Electrochemical Micromachining. Micromachines 2019, 10, 846. https://doi.org/10.3390/mi10120846
Wang M, Shang Y, He K, Xu X, Chen G. Optimization of Nozzle Inclination and Process Parameters in Air-Shielding Electrochemical Micromachining. Micromachines. 2019; 10(12):846. https://doi.org/10.3390/mi10120846
Chicago/Turabian StyleWang, Minghuan, Yongchao Shang, Kailei He, Xuefeng Xu, and Guoda Chen. 2019. "Optimization of Nozzle Inclination and Process Parameters in Air-Shielding Electrochemical Micromachining" Micromachines 10, no. 12: 846. https://doi.org/10.3390/mi10120846
APA StyleWang, M., Shang, Y., He, K., Xu, X., & Chen, G. (2019). Optimization of Nozzle Inclination and Process Parameters in Air-Shielding Electrochemical Micromachining. Micromachines, 10(12), 846. https://doi.org/10.3390/mi10120846