Experimental Study on Three-Dimensional Microstructure Copper Electroforming Based on 3D Printing Technology

Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
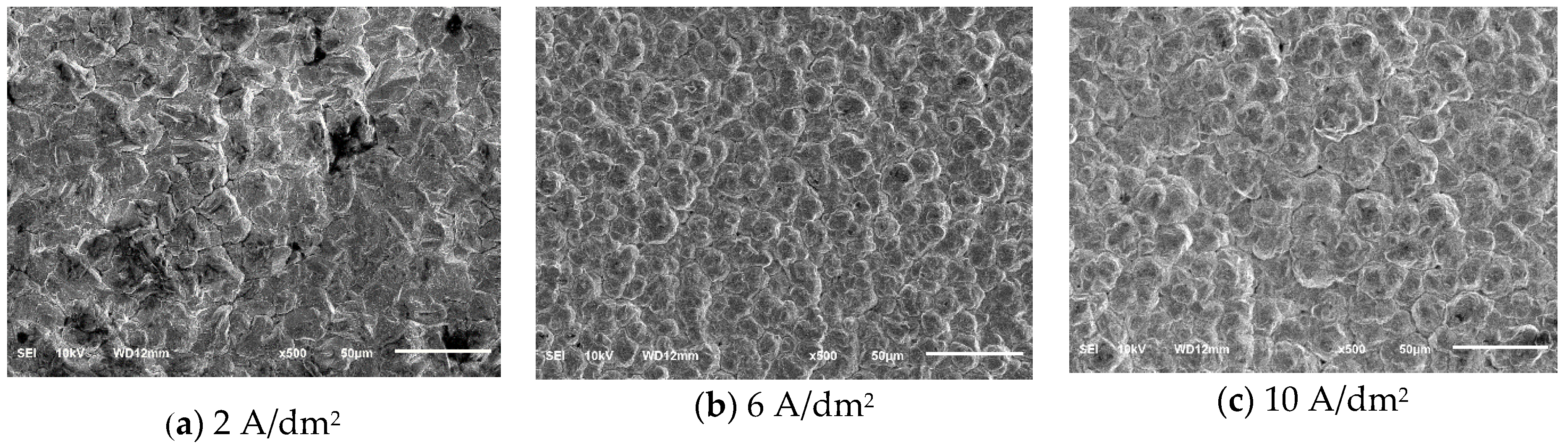
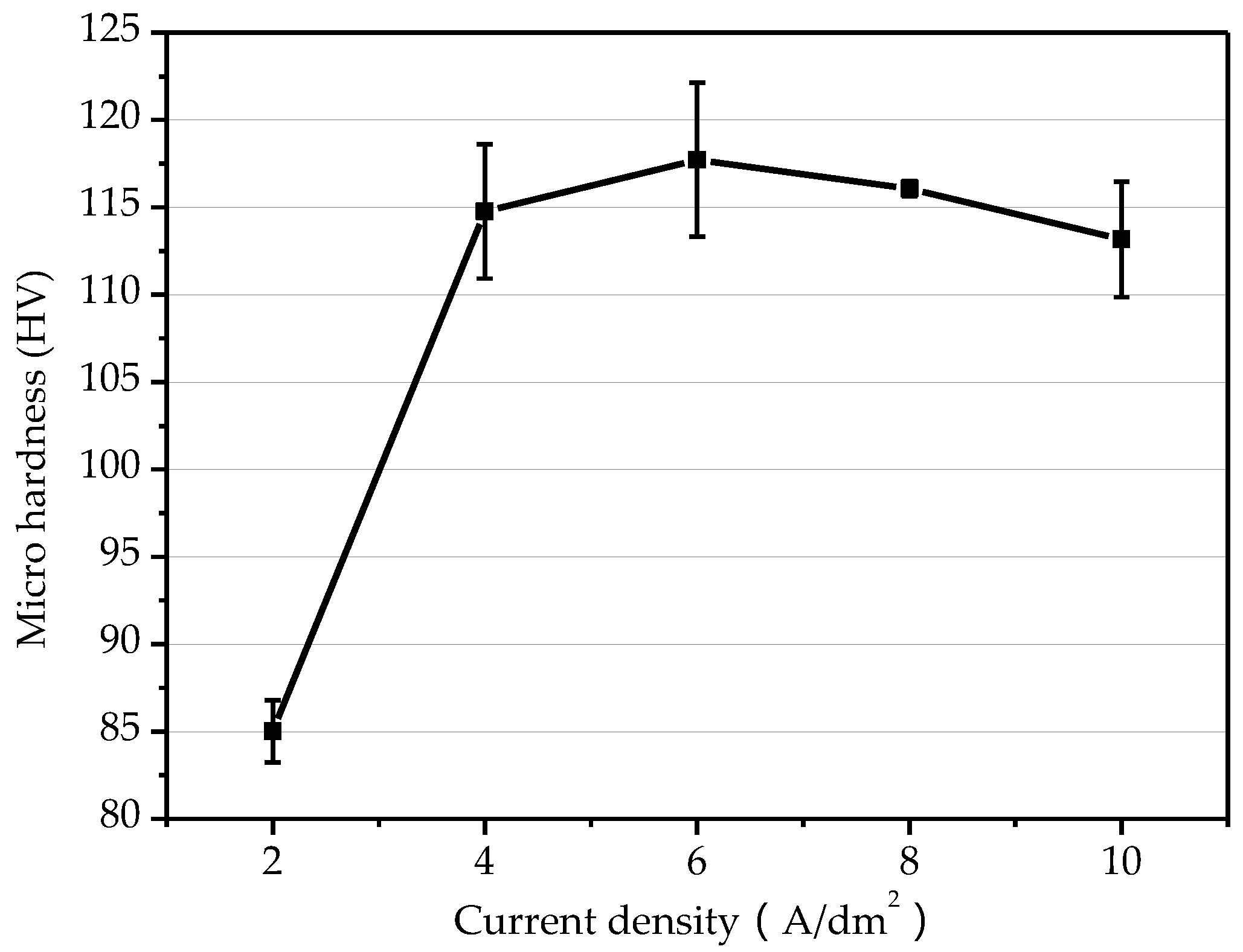
3.1. Influence of Current Density on the Electroformed Layer
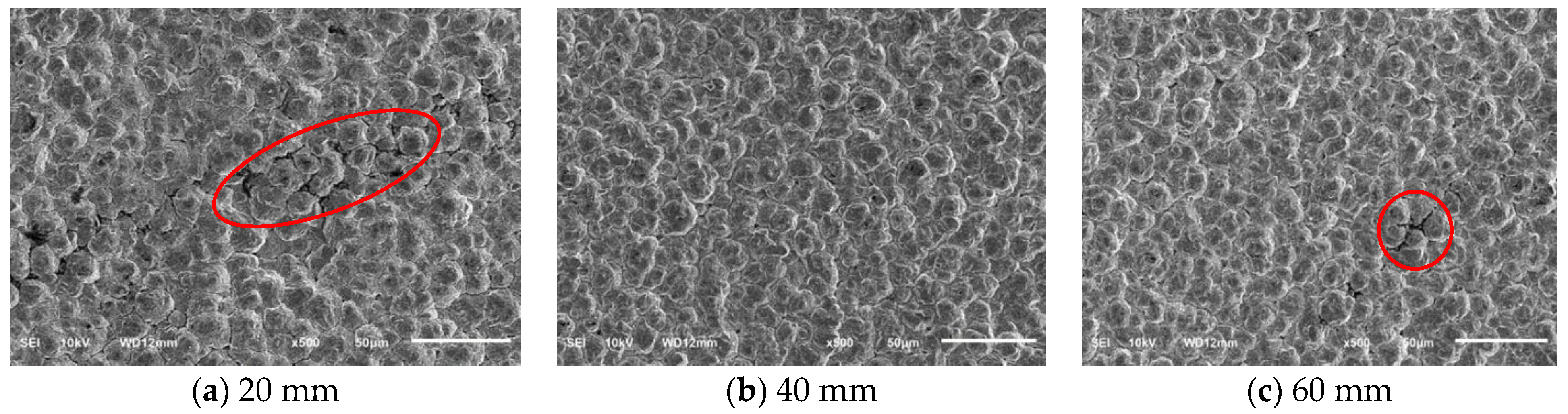
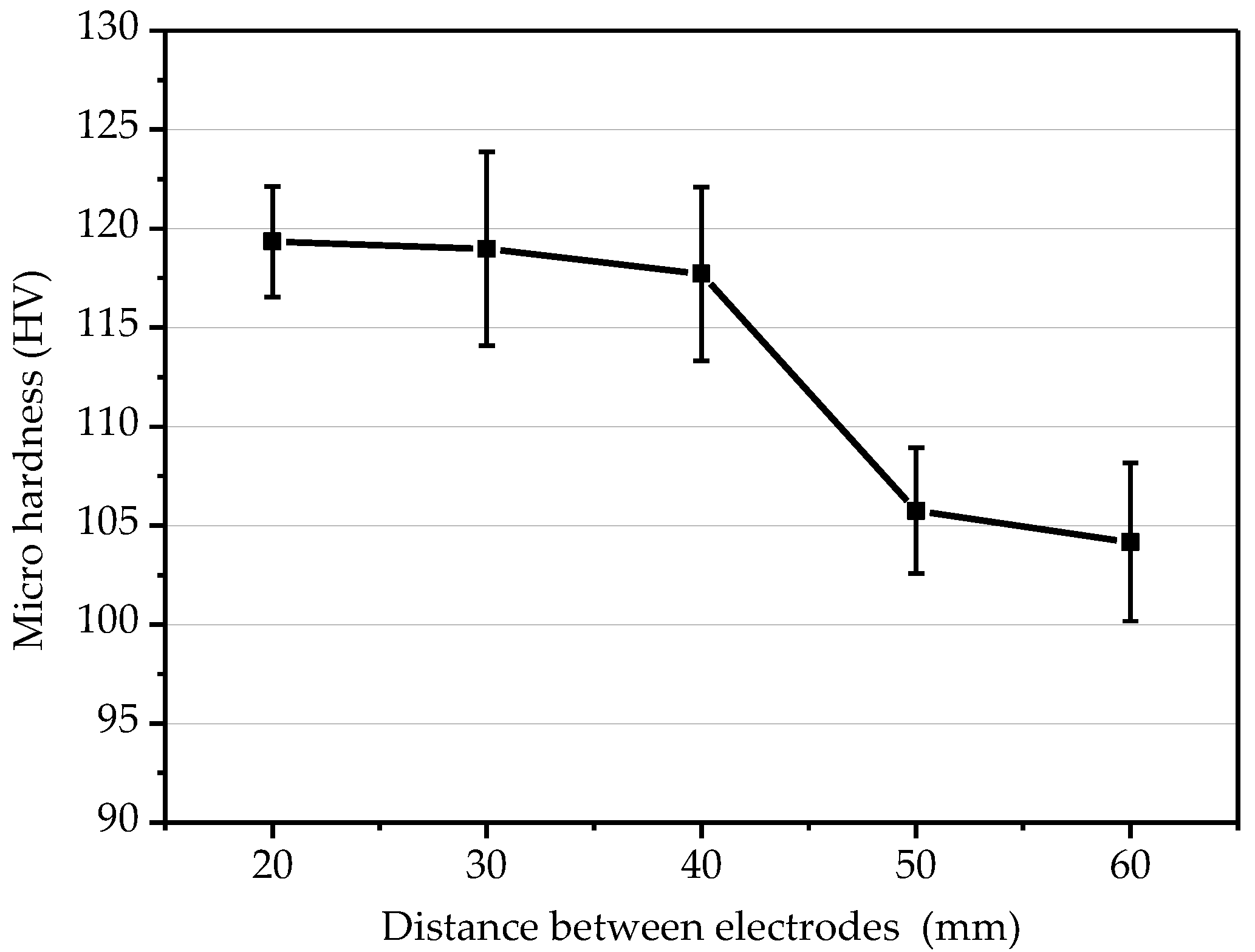
3.2. Influence of Distance Between Electrodes on the Electroformed Layer
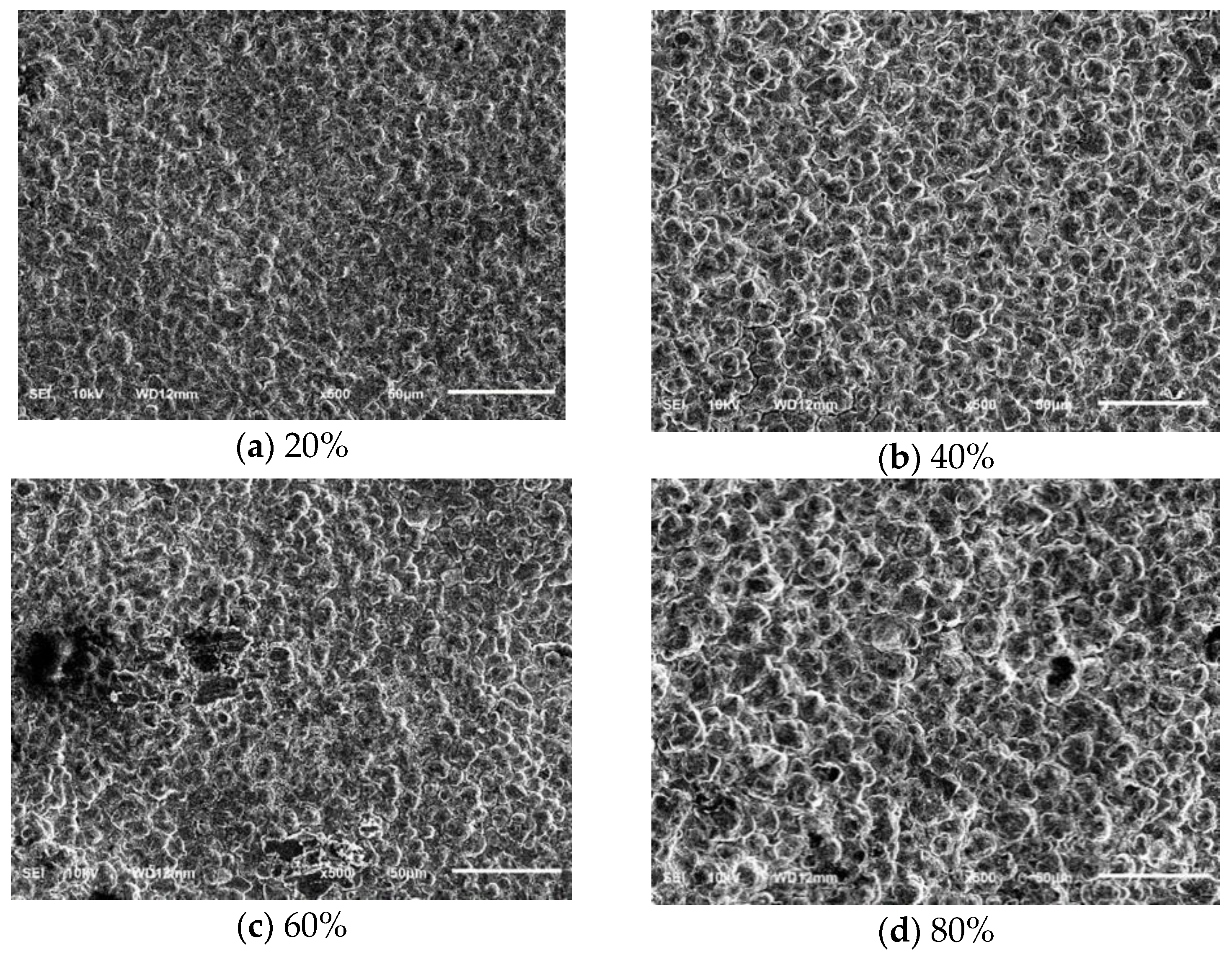
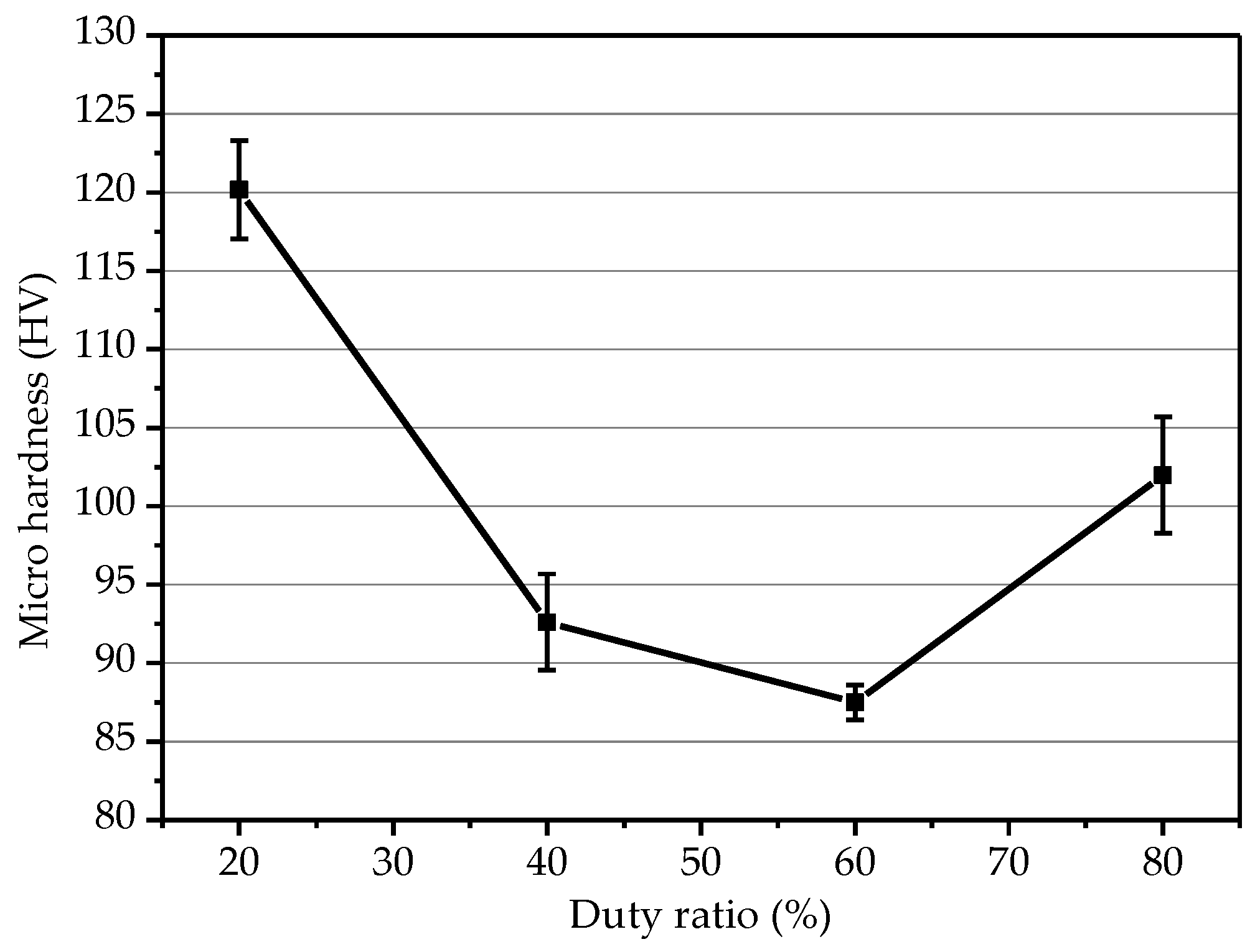
3.3. Influence of Duty Ratio on the Electroformed Layer
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Krzypacz, J.; Bieganowski, M. The influence of micro grooves on the parameters of the centrifugal pump impeller. Int. J. Mech. Sci. 2018, 144, 827–835. [Google Scholar] [CrossRef]
- Huang, Y.; Zheng, Y.P.; Li, J.; Liao, Q.; Fu, Q.; Xia, A.; Fu, J.W.; Sun, Y.H. Enhancing microalgae biofilm formation and growth by fabricating microgrooves onto the substrate surface. Bioresour. Technol. 2018, 261, 36–43. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hansen, H.N.; Hocken, R.J.; Tosello, G. Replication of micro and nano surface geometries. CIRP Ann. 2011, 60, 695–714. [Google Scholar] [CrossRef]
- Rathod, V.; Doloi, B.; Bhattacharyya, B. Fabrication of microgrooves with varied cross-sections by electrochemical micromachining. Int. J. Adv. Manuf. Tech. 2017, 92, 505–518. [Google Scholar] [CrossRef]
- Ghoshal, B.; Bhattacharyya, B. Electrochemical micromachining of microchannel using optimum scan feed rate. J. Manuf. Process. 2016, 23, 258–268. [Google Scholar] [CrossRef]
- Yan, J.W.; Kaneko, T.; Uchida, K.; Yoshihara, N.; Kuriyagawa, T. Fabricating microgrooves with varied cross-sections by electrodischarge machining. Int. J. Adv. Manuf. Tech. 2010, 50, 991–1002. [Google Scholar] [CrossRef]
- Borowiec, A.; Haugen, H.K. Femtosecond laser micromachining of grooves in indium phosphide. Appl. Phys. A Mater. Sci. Process. 2004, 79, 521–529. [Google Scholar] [CrossRef]
- Hirt, G.; Thome, M. Rolling of functional metal licsurface structures. CIRP Ann. 2008, 57, 317–320. [Google Scholar] [CrossRef]
- McGeough, J.A.; Leu, M.C.; Rajurkar, K.P.; De Silvad, A.K.M.; Liu, Q. Electroforming process and application to micro/macro manufacturing. CIRP Ann. 2001, 50, 499–514. [Google Scholar] [CrossRef]
- Rathod, V.; Doloi, B.; Bhattacharyya, B. Influence of electrochemical micromachining parameters during generation of microgrooves. Int. J. Adv. Manuf. Tech. 2015, 76, 51–60. [Google Scholar] [CrossRef]
- Jafari, R.; Kahya, M.; Oliaei, S.N.B.; Ünver, H.Ö.; Özyurt, T.O. Modeling and analysis of surface roughness of microchannels produced by μ-WEDM using an ANN and Taguchi method. J. Mech. Sci. Technol. 2017, 31, 5447–5457. [Google Scholar] [CrossRef]
- Borghi, A.; Gualtieri, E.; Marchetto, D.; Moretti, L.; Valeri, S. Tribological effects of surface texturing on nitriding steel for high-performance engine applications. Wear 2008, 265, 1046–1051. [Google Scholar] [CrossRef]
- Ehrhardt, M.; Lorenz, P.; Frost, F.; Zimmer, K. Laser Embossing of Micro-and Submicrometer Surface Structures in Copper. Phys. Procedia 2012, 39, 735–742. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Luo, G.; Asbahi, M.; Eriksson, T.; Keil, M.; Ring, J.; Carlberg, P.; Jiawook, R.; Heidari, B. A method for metallic stamp replication using nanoimprinting and electroforming techniques. Microelectron. Eng. 2012, 91, 112–120. [Google Scholar] [CrossRef]
- Weinmann, M.; Weber, O.; Bähre, D.; Munief, W.; Saumer, M.; Natter, H. Photolithography-electroforming-pulse electrochemical machining: An innovative process chain for the high precision and reproducible manufacturing of complex microstructures. Int. J. Electrochem. Sci. 2014, 9, 3917–3927. [Google Scholar]
- Ming, P.M.; Bao, X.H.; Hao, Q.L.; Wang, J.T. Fabrication of through-hole with biconically shaped cross sections by using electroforming and inert metal mask electrochemical machining. Int. J. Adv. Manuf. Tech. 2015, 76, 501–512. [Google Scholar] [CrossRef]
- Alfantazi, A.M.; Erb, U. Micro-hardness and Thermal Stability of Pulse-plated Zn-Ni Alloy Coatings. Mater. Sci. Eng. A 1996, 212, 123–129. [Google Scholar] [CrossRef]
- Shriram, S.; Mohan, S.; Renganathan, N.G.; Venkatachalam, R. Electrodeposition of Nanocrystalline Nickel-a Brief Review. Trans. IMF 2000, 78, 194–197. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition of the Solution or Process Conditions | Value or Condition |
|---|---|
| Copper (II) sulfate pentahydrate (Cu2SO4·5H2SO4) | 200 g/L |
| Concentrated sulfuric acid (H2SO4) | 60 g/L |
| PH | 1 |
| Temperature | 26 °C |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Qian, S.; Zhang, H.; Zhang, Y.; Cao, H.; Huang, M. Experimental Study on Three-Dimensional Microstructure Copper Electroforming Based on 3D Printing Technology. Micromachines 2019, 10, 887. https://doi.org/10.3390/mi10120887
Wu Y, Qian S, Zhang H, Zhang Y, Cao H, Huang M. Experimental Study on Three-Dimensional Microstructure Copper Electroforming Based on 3D Printing Technology. Micromachines. 2019; 10(12):887. https://doi.org/10.3390/mi10120887
Chicago/Turabian StyleWu, Yuanyuan, Shuangqing Qian, Hua Zhang, Yong Zhang, Hongbei Cao, and Mingyu Huang. 2019. "Experimental Study on Three-Dimensional Microstructure Copper Electroforming Based on 3D Printing Technology" Micromachines 10, no. 12: 887. https://doi.org/10.3390/mi10120887
APA StyleWu, Y., Qian, S., Zhang, H., Zhang, Y., Cao, H., & Huang, M. (2019). Experimental Study on Three-Dimensional Microstructure Copper Electroforming Based on 3D Printing Technology. Micromachines, 10(12), 887. https://doi.org/10.3390/mi10120887