3D Printing of Elastic Membranes for Fluidic Pumping and Demonstration of Reciprocation Inserts on the Microfluidic Disc



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
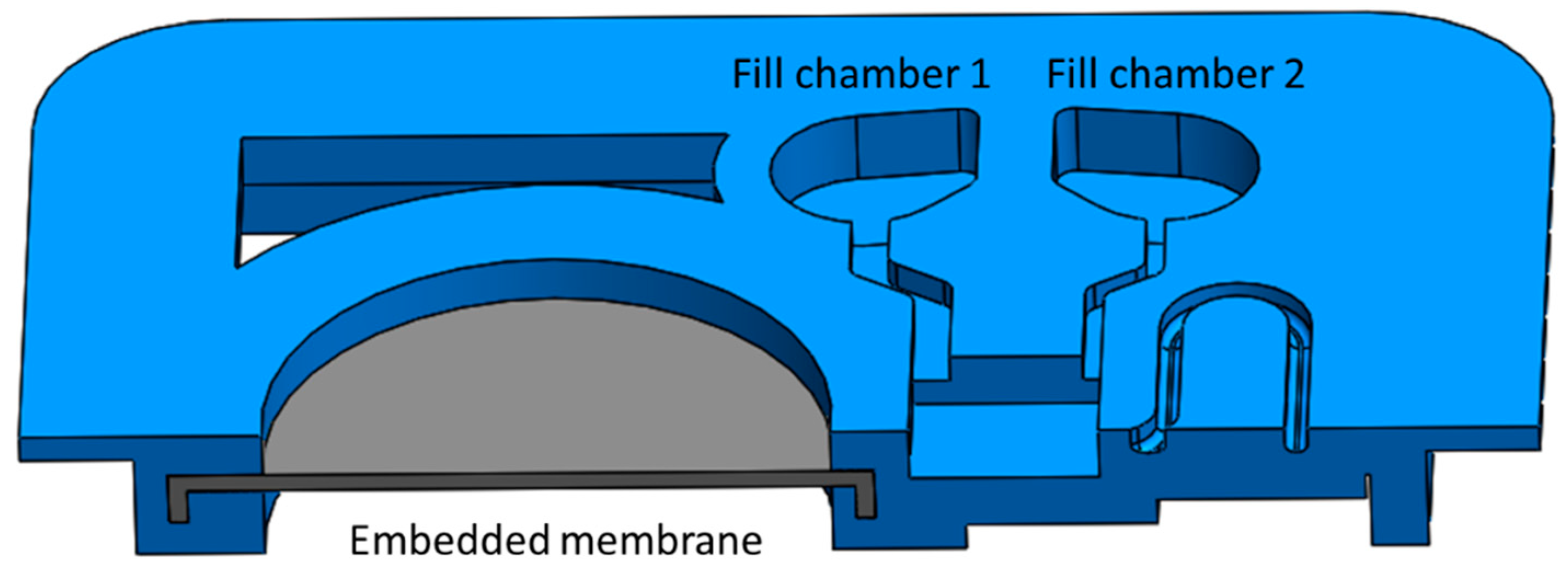
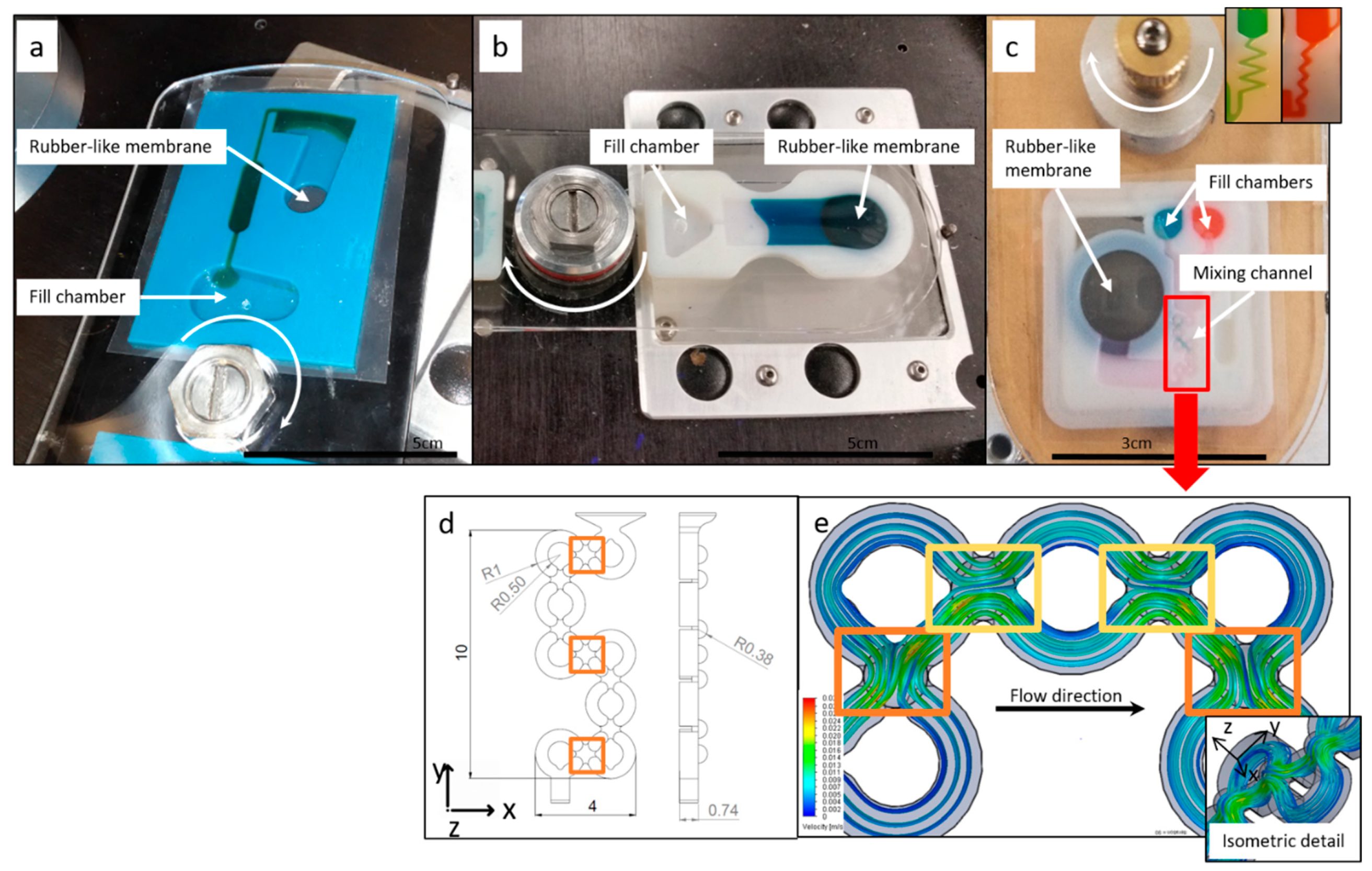
3.1. Design of Dual Material Inserts
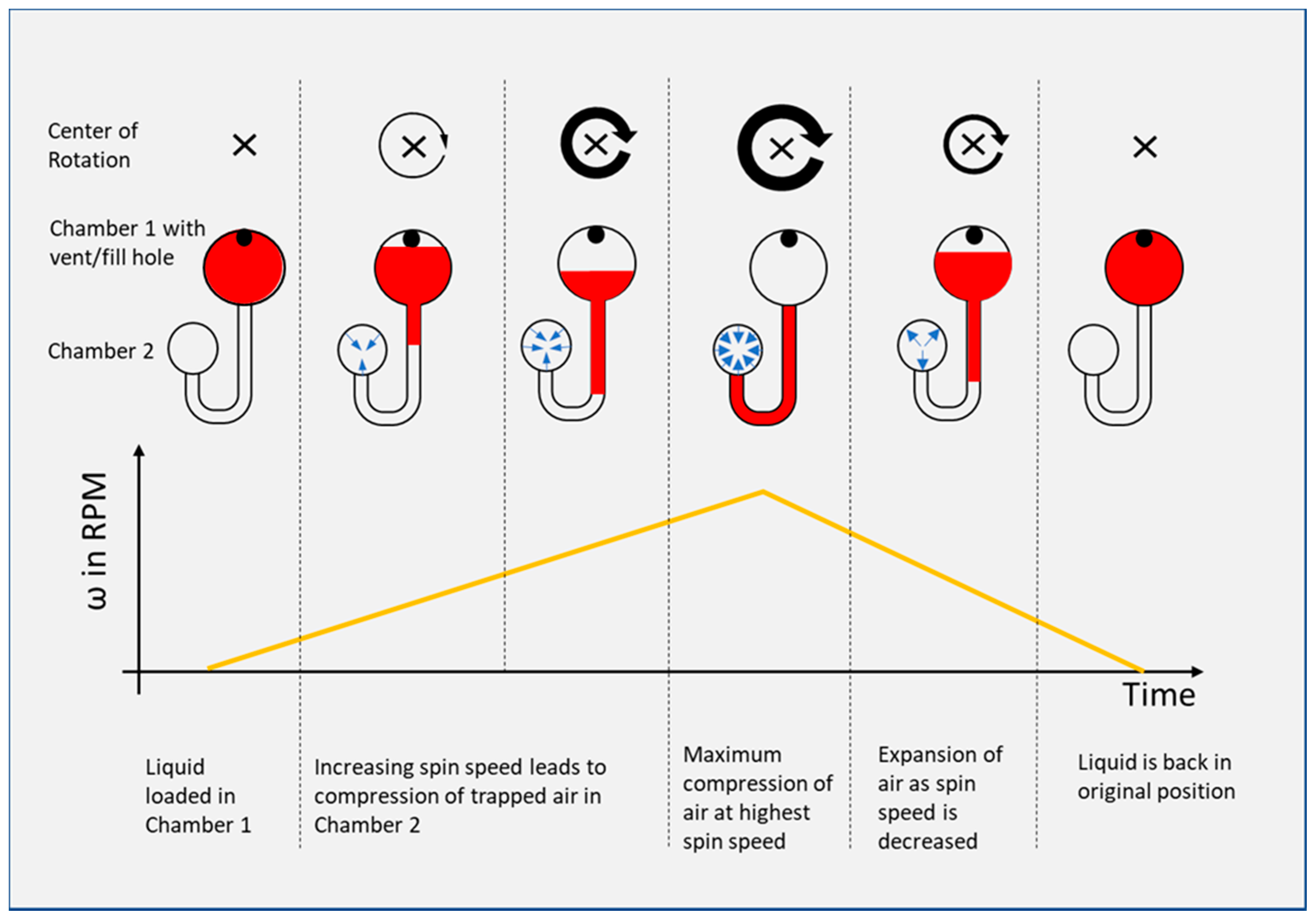
3.2. Variants of Reciprocation Inserts
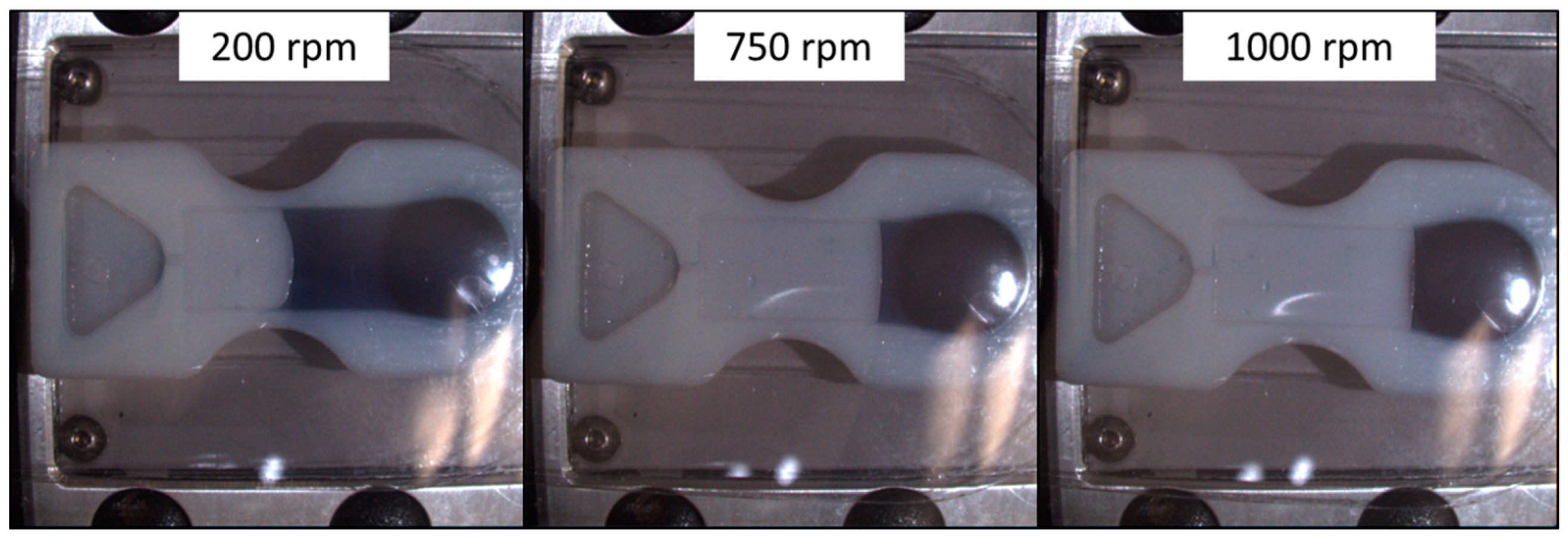
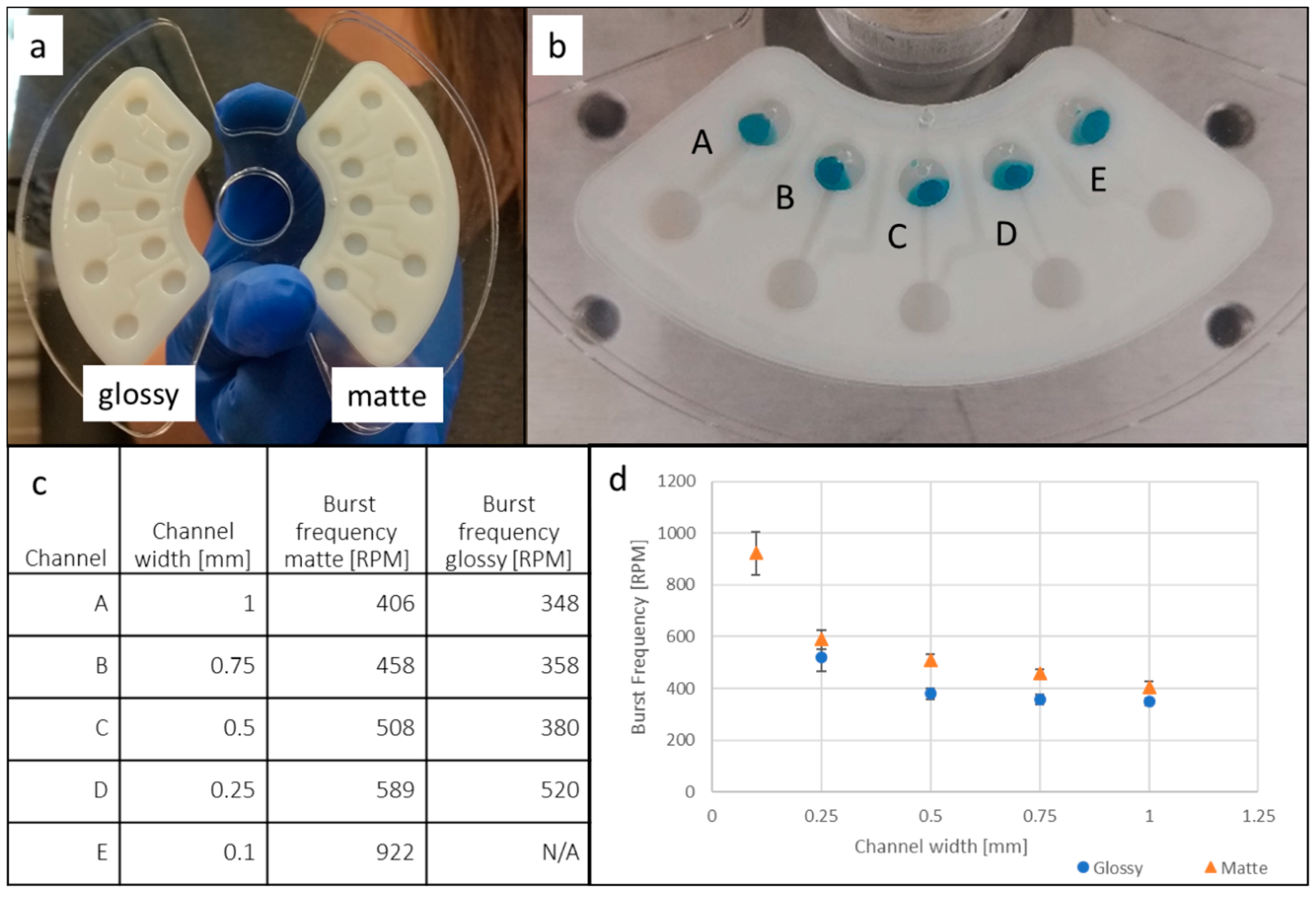
3.3. Reproducibility of Reciprocation
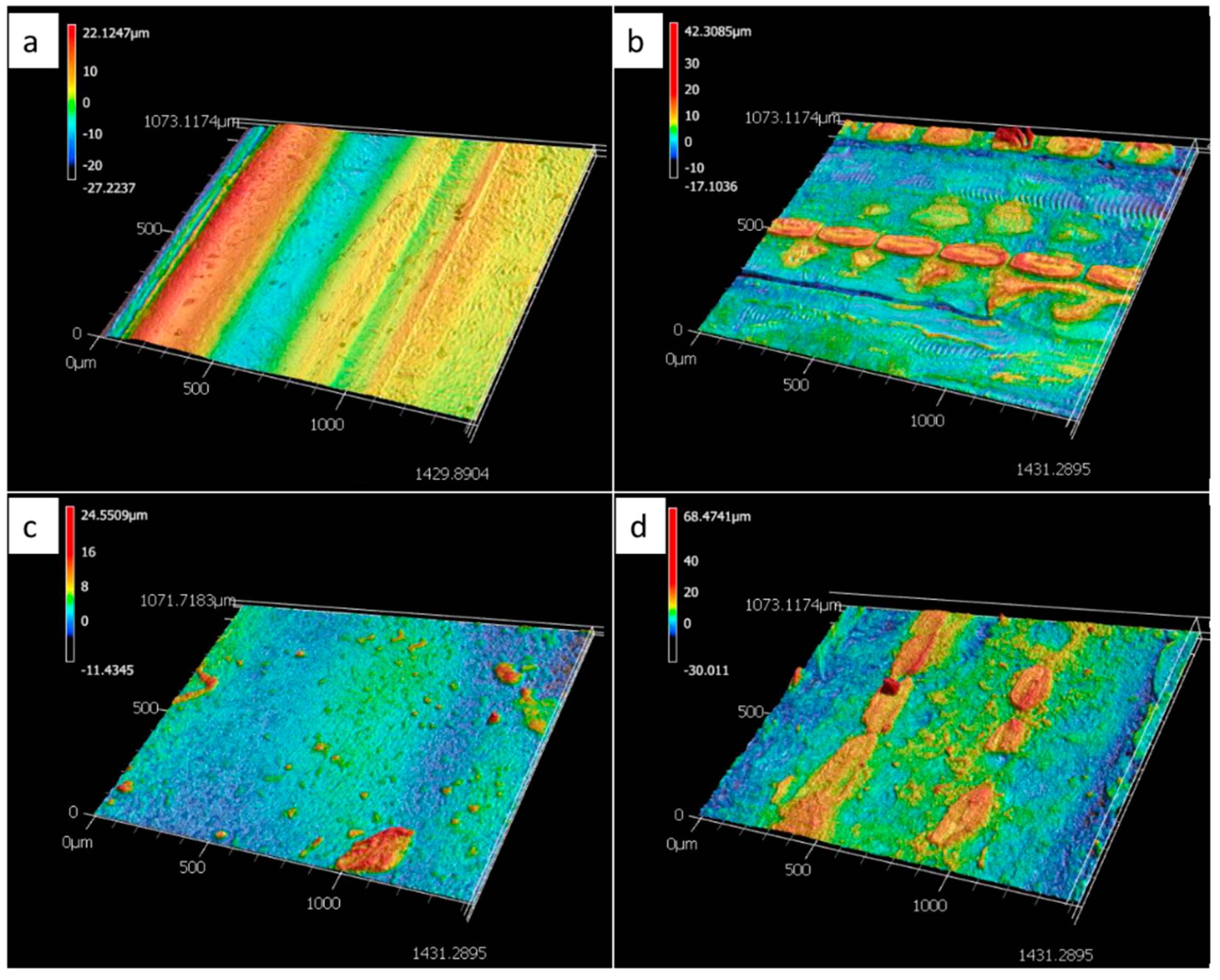
3.4. Surface Characterization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, C.; Dong, X.; Qin, J.; Lin, B. Rapid nanoliter DNA hybridization based on reciprocating flow on a compact disk microfluidic device. Anal. Chim. Acta 2009, 640, 93–99. [Google Scholar] [CrossRef] [PubMed]
- Noroozi, Z.; Kido, H.; Micic, M.; Pan, H.; Bartolome, C.; Princevac, M.; Zoval, J.; Madou, M. Reciprocating flow-based centrifugal microfluidics mixer. Rev. Sci. Instrum. 2009, 80, 075102. [Google Scholar] [CrossRef] [PubMed]
- Aeinehvand, M.M.; Ibrahim, F.; Harun, S.W.; Al-Faqheri, W.; Thio, T.H.G.; Kazemzadeh, A.; Madou, M. Latex micro-balloon pumping in centrifugal microfluidic platforms. Lab Chip 2014, 14, 988–997. [Google Scholar] [CrossRef] [PubMed]
- Thio, T.H.G.; Ibrahim, F.; Al-Faqheri, W.; Moebius, J.; Khalid, N.S.; Soin, N.; Kahar, M.K.B.A.; Madou, M. Push pull microfluidics on a multi-level 3D CD. Lab Chip 2013, 13, 3199–3209. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Noroozi, Z.; Kido, H.; Peytavi, R.; Nakajima-Sasaki, R.; Jasinskas, A.; Micic, M.; Felgner, P.L.; Madou, M.J. A multiplexed immunoassay system based upon reciprocating centrifugal microfluidics. Rev. Sci. Instrum. 2011, 82, 064303. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, T.-H.; Abi-Samra, K.; Sunkara, V.; Park, D.-K.; Amasia, M.; Kim, N.; Kim, J.; Kim, H.; Madou, M.; Cho, Y.-K. Flow-enhanced electrochemical immunosensors on centrifugal microfluidic platforms. Lab Chip 2013, 13, 3747. [Google Scholar] [CrossRef] [PubMed]
- Bauer, M.; Bartoli, J.; Martinez-Chapa, S.O.; Madou, M. Wireless electrochemical detection on a microfluidic compact disc (CD) and evaluation of redox-amplification during flow. Micromachines 2019, 10, 31. [Google Scholar] [CrossRef] [PubMed]
- Chou, J.; Li, L.E.; Kulla, E.; Christodoulides, N.; Floriano, P.N.; McDevitt, J.T. Effects of sample delivery on analyte capture in porous bead sensors. Lab Chip 2012, 12, 5249–5256. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Strohmeier, O.; Keller, M.; Schwemmer, F.; Zehnle, S.; Mark, D.; von Stetten, F.; Zengerle, R.; Paust, N. Centrifugal microfluidic platforms: Advanced unit operations and applications. Chem. Soc. Rev. 2015, 44, 6187–6229. [Google Scholar] [CrossRef] [PubMed]
- Abi-Samra, K.; Clime, L.; Kong, L.; Gorkin, R.; Kim, T.-H.; Cho, Y.-K.; Madou, M. Thermo-pneumatic pumping in centrifugal microfluidic platforms. Microfluid. Nanofluid. 2011, 11, 643–652. [Google Scholar] [CrossRef]
- Noroozi, Z.; Kido, H.; Madou, M.J. Electrolysis-induced pneumatic pressure for control of liquids in a centrifugal system. J. Electrochem. Soc. 2011, 158, P130. [Google Scholar] [CrossRef]
- Mohammed, M.I.; Desmulliez, M.P.Y. Characterization and theoretical analysis of rapidly prototyped capillary action autonomous microfluidic systems. J. Microelectromech. Syst. 2014, 23, 1408–1416. [Google Scholar] [CrossRef]
- MacCurdy, R.; Katzschmann, R.; Kim, Y.; Rus, D. Printable hydraulics: A method for fabricating robots by 3D co-printing solids and liquids. In Proceedings of the 2016 IEEE International Conference on Robotics and Automation (ICRA), Stockholm, Sweden, 16–21 May 2016; pp. 3878–3885. [Google Scholar]
- Molotnikov, A.; Simon, G.P.; Estrin, Y. Architectured polymeric materials produced by additive manufacturing. In Architectured Materials in Nature and Engineering; Springer: Cham, Switzerland, 2019; pp. 257–285. [Google Scholar]
- Multi-Material 3D Printing—2018 Overview | All3DP. Available online: https://all3dp.com/2/multi-material-3d-printing-an-overview/ (accessed on 7 August 2019).
- Bauer, M.; Kulinsky, L. Fabrication of a Lab-on-Chip device using material extrusion (3D printing) and demonstration via Malaria-Ab ELISA. Micromachines 2018, 9, 27. [Google Scholar] [CrossRef] [PubMed]
- Slesarenko, V.; Rudykh, S. Towards mechanical characterization of soft digital materials for multimaterial 3D-printing. Int. J. Eng. Sci. 2018, 123, 62–72. [Google Scholar] [CrossRef] [Green Version]
- Walczak, R.; Adamski, K. Inkjet 3D printing of microfluidic structures—on the selection of the printer towards printing your own microfluidic chips. J. Micromech. Microeng. 2015, 25, 085013. [Google Scholar] [CrossRef]
- Udroiu, R.; Mihail, L.A. Experimental Determination of Surface Roughness of Parts Obtained by Rapid Prototyping. Available online: https://pdfs.semanticscholar.org/f8cd/d4dc8ce2cd537467a0be8f22a678e634e921.pdf (accessed on 18 August 2019).
- Bauer, M.; Ataei, M.; Caicedo, M.; Jackson, K.; Madou, M.; Bousse, L. Burst valves for commercial microfluidics: A critical analysis. Microfluid. Nanofluid. 2019, 23, 86. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Surface | Average Surface Roughness Ra (μm) | Average Static Contact Angle (°) |
|---|---|---|
| VeroWhitePlus Glossy | 5.6 | 94.4 |
| VeroWhitePlus Matte | 3.3 | 105.3 |
| TangoBlackPlus Glossy | 1.2 | 97.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bauer, M.; Bahani, A.; Ogata, T.; Madou, M. 3D Printing of Elastic Membranes for Fluidic Pumping and Demonstration of Reciprocation Inserts on the Microfluidic Disc. Micromachines 2019, 10, 549. https://doi.org/10.3390/mi10080549
Bauer M, Bahani A, Ogata T, Madou M. 3D Printing of Elastic Membranes for Fluidic Pumping and Demonstration of Reciprocation Inserts on the Microfluidic Disc. Micromachines. 2019; 10(8):549. https://doi.org/10.3390/mi10080549
Chicago/Turabian StyleBauer, Maria, Adrian Bahani, Tracy Ogata, and Marc Madou. 2019. "3D Printing of Elastic Membranes for Fluidic Pumping and Demonstration of Reciprocation Inserts on the Microfluidic Disc" Micromachines 10, no. 8: 549. https://doi.org/10.3390/mi10080549
APA StyleBauer, M., Bahani, A., Ogata, T., & Madou, M. (2019). 3D Printing of Elastic Membranes for Fluidic Pumping and Demonstration of Reciprocation Inserts on the Microfluidic Disc. Micromachines, 10(8), 549. https://doi.org/10.3390/mi10080549