Simulation Informed CAD for 3D Nanoprinting

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
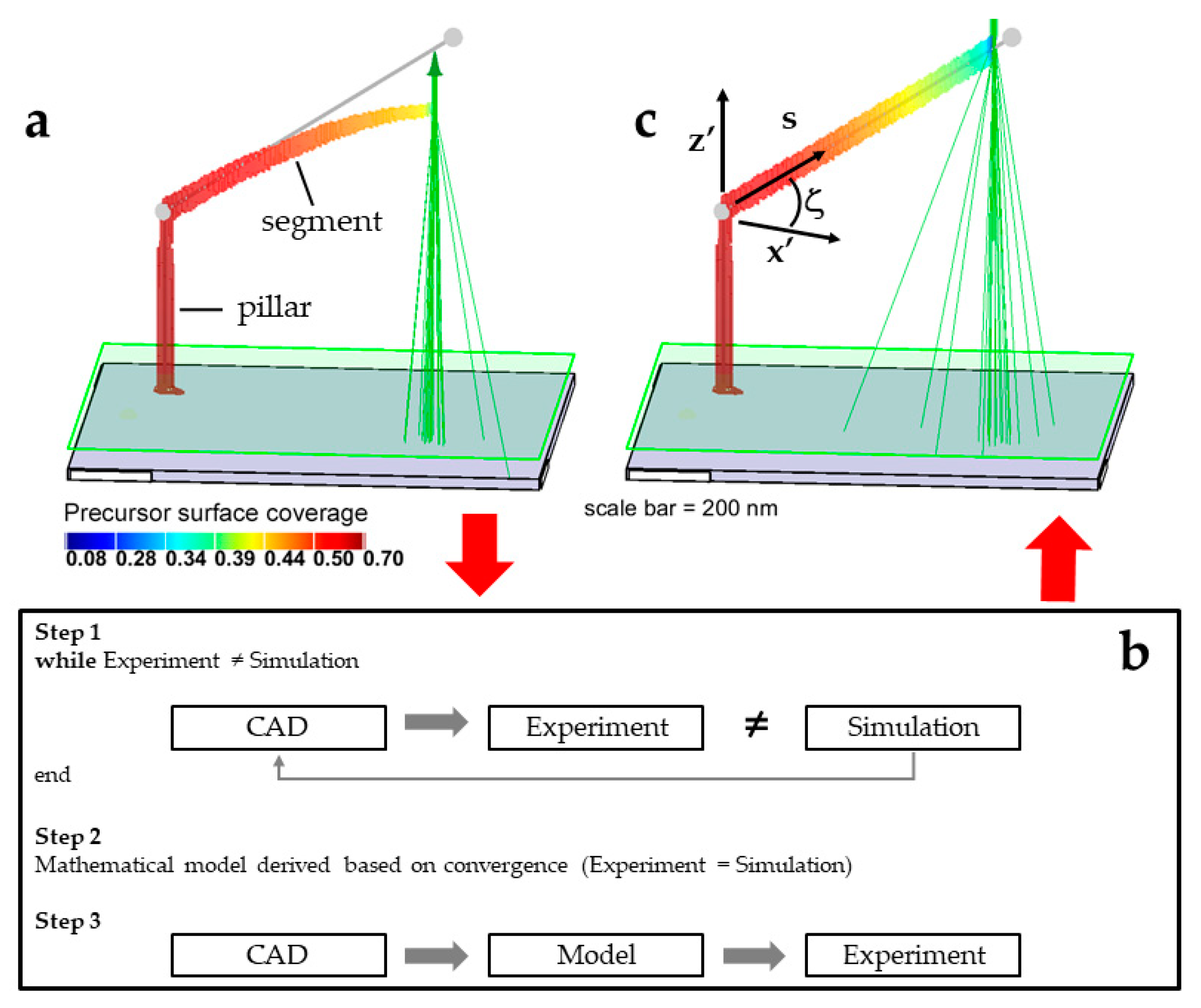
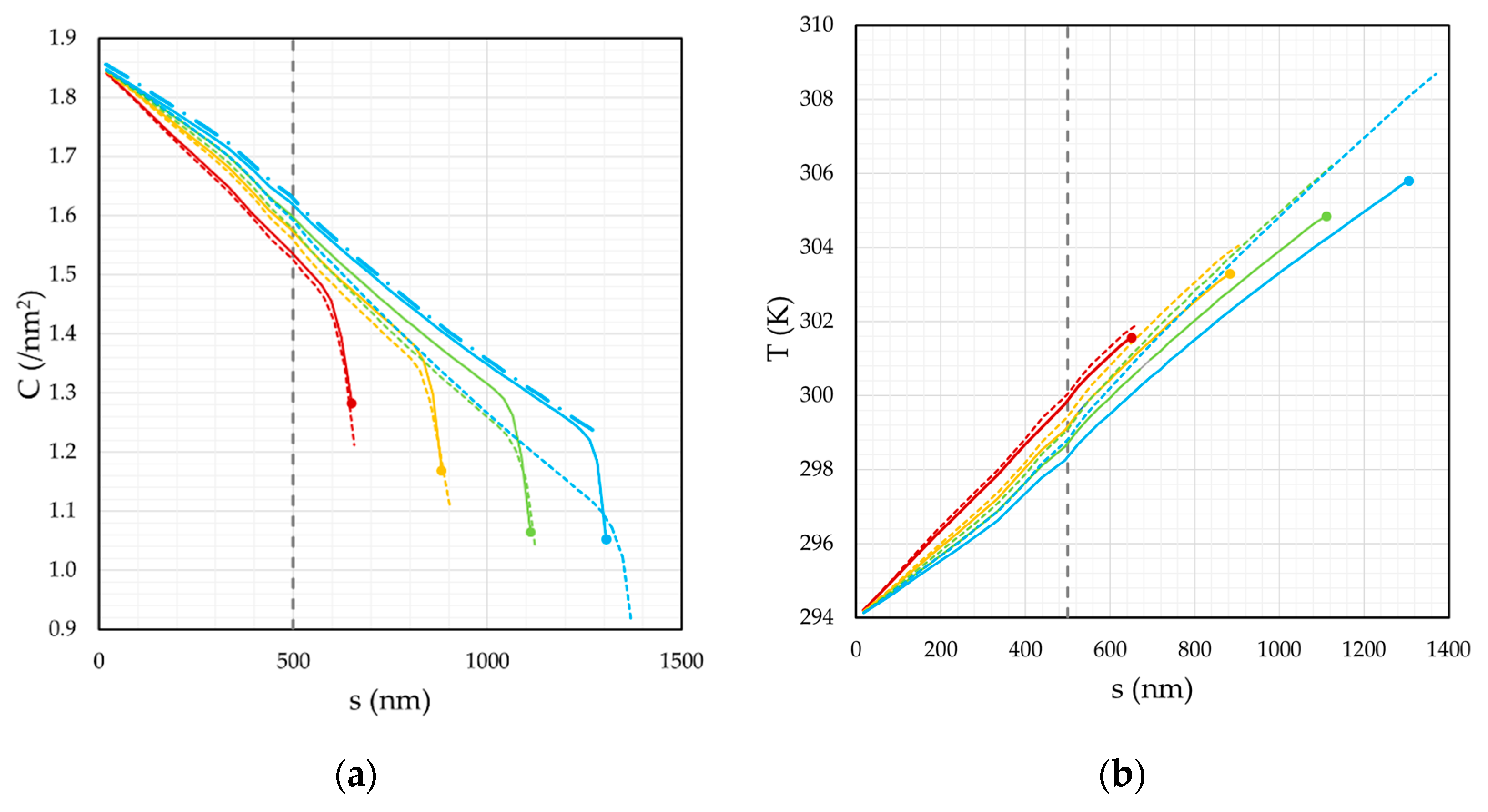
3.1. Precursor Surface Concentration Outside the Beam-impact Region
3.2. Precursor Surface Concentration Inside the Beam-Impact Region
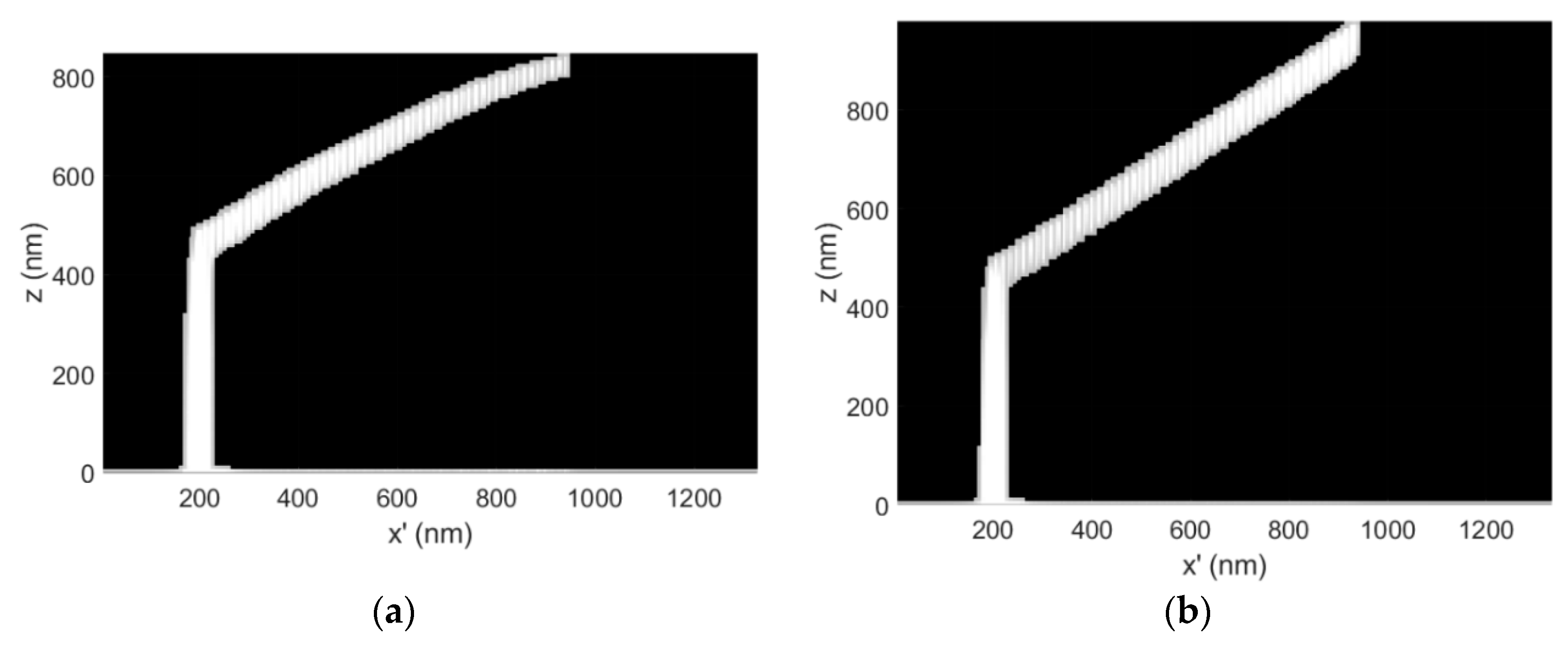
3.3. Segment Deposition—A Stable Physical Growth Mechanism
4. Discussion
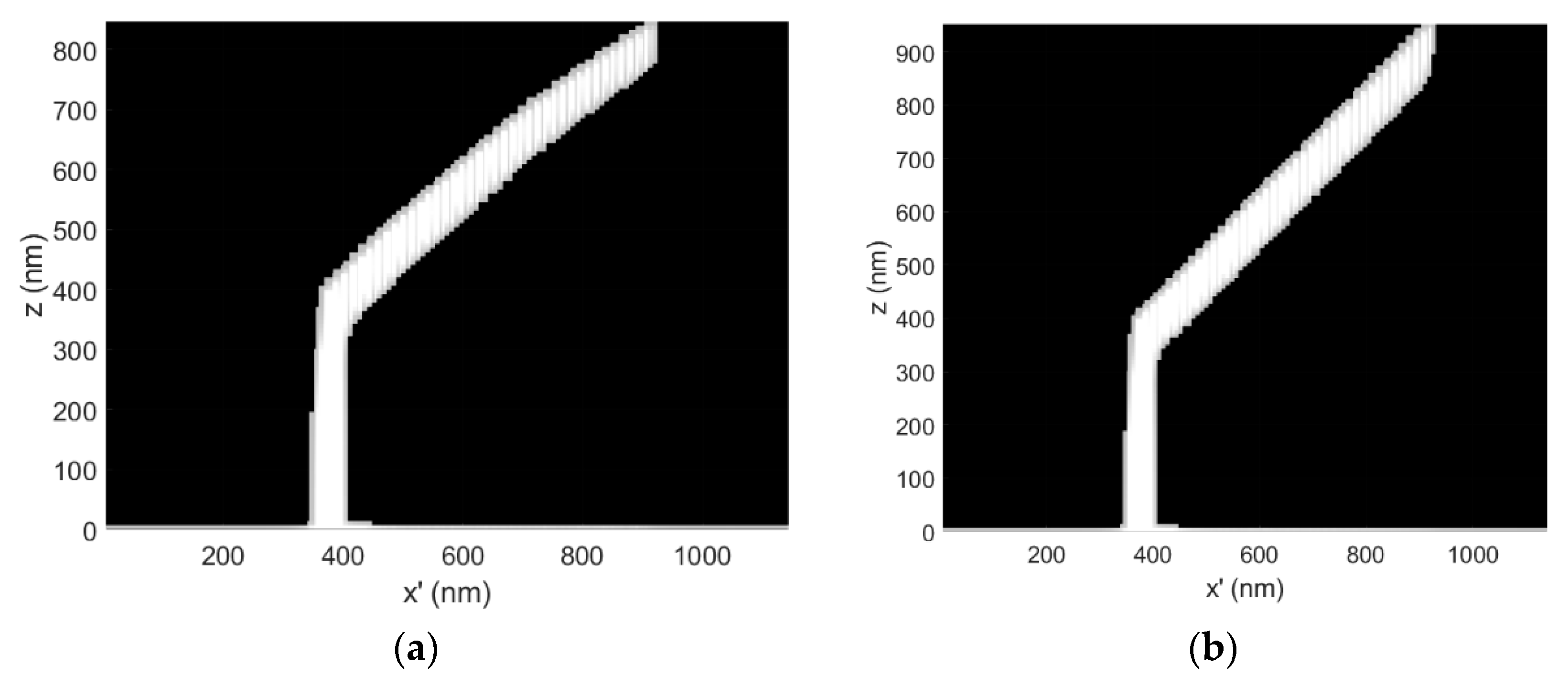
4.1. A Compensation Model for the Case of Non-linear Segment Deposition
4.2. The Definitive Surface Mass Balance Dictating 3D-FEBID
4.3. The Dwell Time Compensation Model for Linear 3D Nanoprinting by FEBID
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B
Appendix C

Appendix D
Appendix E
Appendix F
References
- Utke, I.; Hoffmann, P.; Melngailis, J. Gas-assisted focused electron beam and ion beam processing and fabrication. J. Vac. Sci. Technol. B 2008, 26, 1197–1276. [Google Scholar] [CrossRef] [Green Version]
- Bret, T.; Utke, I.; Gaillard, C.; Hoffmann, P. Periodic structure formation by focused electron-beam-induced deposition. J. Vac. Sci. Technol. B 2004, 22, 2504–2510. [Google Scholar] [CrossRef]
- Perentes, A.; Bret, T.; Utke, I.; Hoffmann, P.; Vaupel, M. Real-time reflectometry-controlled focused-electron-beam-induced deposition of transparent materials. J. Vac. Sci. Technol. B 2006, 24, 587–591. [Google Scholar] [CrossRef]
- Toth, M.; Lobo, C.; Friedli, V.; Szkudlarek, A.; Utke, I. Continuum models of focused electron beam induced processing. Beilstein. J. Nanotech. 2015, 6, 1518–1540. [Google Scholar] [CrossRef] [PubMed]
- Thorman, R.M.; Kumar, T.P.R.; Fairbrother, D.H.; Ingolfsson, O. The role of low-energy electrons in focused electron beam induced deposition: Four case studies of representative precursors. Beilstein. J. Nanotech. 2015, 6, 1904–1926. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gazzadi, G.C.; Frabboni, S.; Menozzi, C. Suspended nanostructures grown by electron beam-induced deposition of Pt and TEOS precursors. Nanotechnology 2007, 18, 445709. [Google Scholar] [CrossRef]
- Molhave, K.; Madsen, D.N.; Dohn, S.; Boggild, P. Constructing, connecting and soldering nanostructures by environmental electron beam deposition. Nanotechnology 2004, 15, 1047–1053. [Google Scholar] [CrossRef]
- Winkler, R.; Fowlkes, J.D.; Rack, P.D.; Plank, H. 3D nanoprinting via focused electron beams. J. Appl. Phys. 2019, 125. [Google Scholar] [CrossRef] [Green Version]
- Bret, T.; Utke, I.; Hoffmann, P.; Abourida, M.; Doppelt, P. Electron range effects in focused electron beam induced deposition of 3D nanostructures. Microelectron. Eng. 2006, 83, 1482–1486. [Google Scholar] [CrossRef]
- Kometani, R.; Warisawa, S.; Ishihara, S. The 3D nanostructure growth evaluations by the real-time current monitoring on focused-ion-beam chemical vapor deposition. Microelectron. Eng. 2010, 87, 1044–1048. [Google Scholar] [CrossRef]
- Weirich, P.M.; Winhold, M.; Schwalb, C.H.; Huth, M. In situ growth optimization in focused electron-beam induced deposition. Beilstein. J. Nanotech. 2013, 4, 919–926. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Winhold, M.; Weirich, P.M.; Schwalb, C.H.; Huth, M. Modeling the in-situ conductance optimization process in focused electron-beam-induced deposition. Microelectron. Eng. 2014, 121, 42–46. [Google Scholar] [CrossRef]
- Fowlkes, J.D.; Winkler, R.; Lewis, B.B.; Stanford, M.G.; Plank, H.; Rack, P.D. Simulation-guided 3D nanomanufacturing via focused electron beam induced deposition. ACS Nano 2016, 10, 6163–6172. [Google Scholar] [CrossRef] [PubMed]
- Keller, L.; Al Mamoori, M.K.I.; Pieper, J.; Gspan, C.; Stockem, I.; Schroder, C.; Barth, S.; Winkler, R.; Plank, H.; Pohlit, M.; et al. Direct-write of free-form building blocks for artificial magnetic 3D lattices. Sci. Rep. 2018, 8, 6160. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Utke, I.; Friedli, V.; Michler, J.; Bret, T.; Multone, X.; Hoffmann, P. Density determination of focused-electron-beam-induced deposits with simple cantilever-based method. Appl. Phys. Lett. 2006, 88, 031906. [Google Scholar] [CrossRef] [Green Version]
- Randolph, S.J.; Fowlkes, J.D.; Rack, P.D. Effects of heat generation during electron-beam-induced deposition of nanostructures. J. Appl. Phys. 2005, 97, 124312. [Google Scholar] [CrossRef] [Green Version]
- Mutunga, E.; Winkler, R.; Sattelkow, J.; Rack, P.D.; Plank, H.; Fowlkes, J.D. Impact of electron-beam heating during 3D nanoprinting. ACS Nano 2019, 13, 5198–5213. [Google Scholar] [CrossRef]
- Skoric, L.; Sans-Hernández, D.; Meng, F.; Donnelly, C.; Merino-Aceituno, S.; Fernandez-Pacheco, A. Layer-by-layer growth of complex-shaped three-dimensional nanostructures with focused electron beams. (accepted).
- Fowlkes, J.D.; Winkler, R.; Lewis, B.B.; Fernández-Pacheco, A.; Skoric, L.; Sans-Hernández, D.; Stanford, M.G.; Mutunga, E.; Rack, P.D.; Plank, H. High-fidelity 3D-nanoprinting via focused electron beams: Computer-aided design (3BID). ACS Appl. Nano Mater. 2018, 1, 1028–1041. [Google Scholar] [CrossRef]
- Winkler, R.; Lewis, B.B.; Fowlkes, J.D.; Rack, P.D.; Plank, H. High-fidelity 3D-nanoprinting via focused electron beams: Growth fundamentals. ACS Appl. Nano Mater. 2018, 1, 1014–1027. [Google Scholar] [CrossRef]
- Winkler, R.; Schmidt, F.P.; Haselmann, U.; Fowlkes, J.D.; Lewis, B.B.; Kothleitner, G.; Rack, P.D.; Plank, H. Direct-write 3D nanoprinting of plasmonic structures. ACS Appl. Mater. Int. 2017, 9, 8233–8240. [Google Scholar] [CrossRef]
- Höflich, K.; Feichtner, T.; Hansjurgen, E.; Haverkamp, C.; Kollmann, H.; Lienau, C.; Silies, M. Resonant behavior of a single plasmonic helix. Optica 2019, 6, 1098–1105. [Google Scholar] [CrossRef]
- Sanz–Hernández, D.; Fernández–Pacheco, A. Modelling focused electron beam induced deposition beyond langmuir adsorption. Beilstein. J. Nanotech. 2017, 8, 2151–2161. [Google Scholar] [CrossRef] [PubMed] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Definition | Value |
|---|---|---|
| Eo | Primary electron beam energy | 5, 30 keV |
| ib | Primary electron beam current | 25, 32 pA |
| Primary electron beam size (FWHM) | 14.9, 6 nm | |
| Precursor | MeCpPtIVMe3 | |
| τd | Primary electron beam exposure dwell time | ms |
| Λ | Exposure pixel point pitch | 1 nm |
| Deposit composition | PtC5 | |
| Substrate composition | 5 nm SiO2/Si | |
| To | Substrate temperature | 294 K |
| P | Precursor pressure at the substrate surface | 0.25–0.5 mTorr |
| Parameter | Definition | Units |
|---|---|---|
| C | Precursor surface concentration (x,y,z) | /m2 |
| T | Temperature (x,y,z) | K |
| V | Deposit volume (x,y,z) | m3 |
| D(T) | Precursor surface diffusion coefficient (x,y,z) via (T) | m2/s |
| δ | Precursor surface sticking probability | (0–1) |
| Φ | Precursor surface impingement flux | /m2·s |
| sp | Monolayer precursor surface coverage (0 ≤ C ≤ sp) | /m2 |
| τ(T) | Mean precursor surface residence time (x,y,z) via (T) | s |
| σ | Mean, total electron impact dissociation cross-section | m2 |
| iSE | Emitted secondary electron current (x,y,z) | e−/s |
| iSE’’ | Emitted secondary electron flux (x,y,z) | e−/m2·s |
| k | Deposit thermal conductivity | W/m·K |
| qb’’’ | Electron beam induced heating (x,y,z) | W/m3 |
| Ω | Molecular volume of deposit for (PtC5) | m3 |
| sd | Surface density of deposit (PtC5) | /m2 |
| Pζ | Perimeter of pillar/segment nanowire | m |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fowlkes, J.D.; Winkler, R.; Mutunga, E.; Rack, P.D.; Plank, H. Simulation Informed CAD for 3D Nanoprinting. Micromachines 2020, 11, 8. https://doi.org/10.3390/mi11010008
Fowlkes JD, Winkler R, Mutunga E, Rack PD, Plank H. Simulation Informed CAD for 3D Nanoprinting. Micromachines. 2020; 11(1):8. https://doi.org/10.3390/mi11010008
Chicago/Turabian StyleFowlkes, Jason D., Robert Winkler, Eva Mutunga, Philip D. Rack, and Harald Plank. 2020. "Simulation Informed CAD for 3D Nanoprinting" Micromachines 11, no. 1: 8. https://doi.org/10.3390/mi11010008
APA StyleFowlkes, J. D., Winkler, R., Mutunga, E., Rack, P. D., & Plank, H. (2020). Simulation Informed CAD for 3D Nanoprinting. Micromachines, 11(1), 8. https://doi.org/10.3390/mi11010008