Proportional Microvalve Using a Unimorph Piezoelectric Microactuator


Abstract
:1. Introduction
2. Materials and Methods
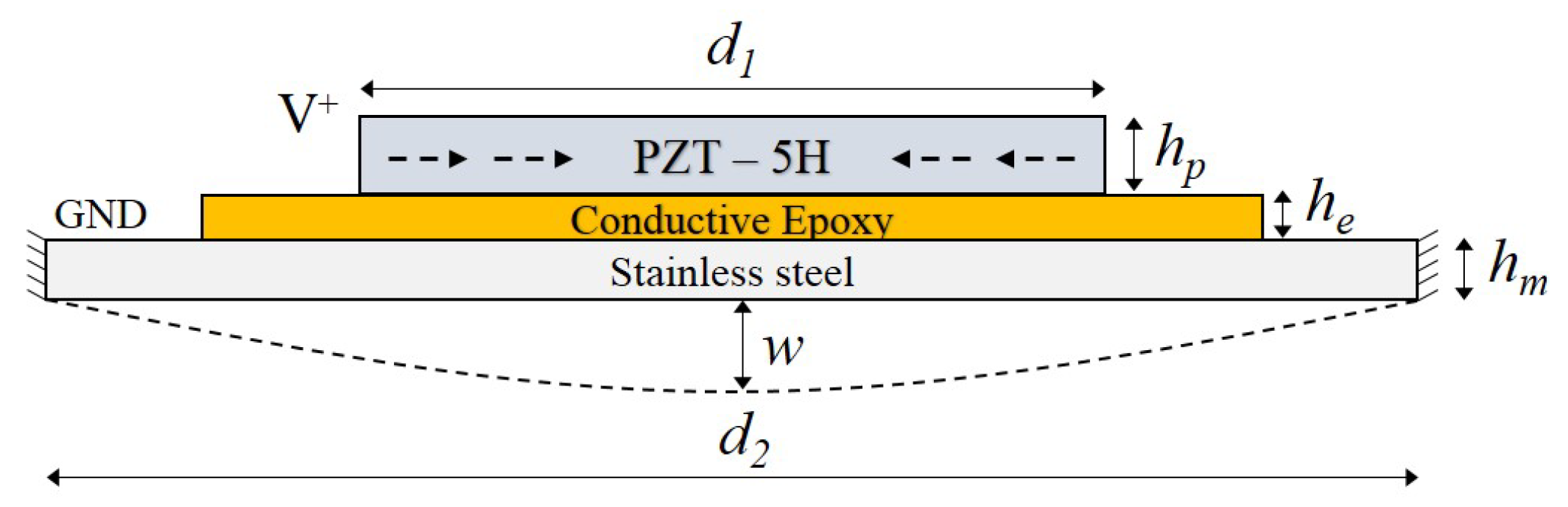
2.1. Microactuator
2.2. Microchannels and Spacer
2.3. Test-Setup
3. Results
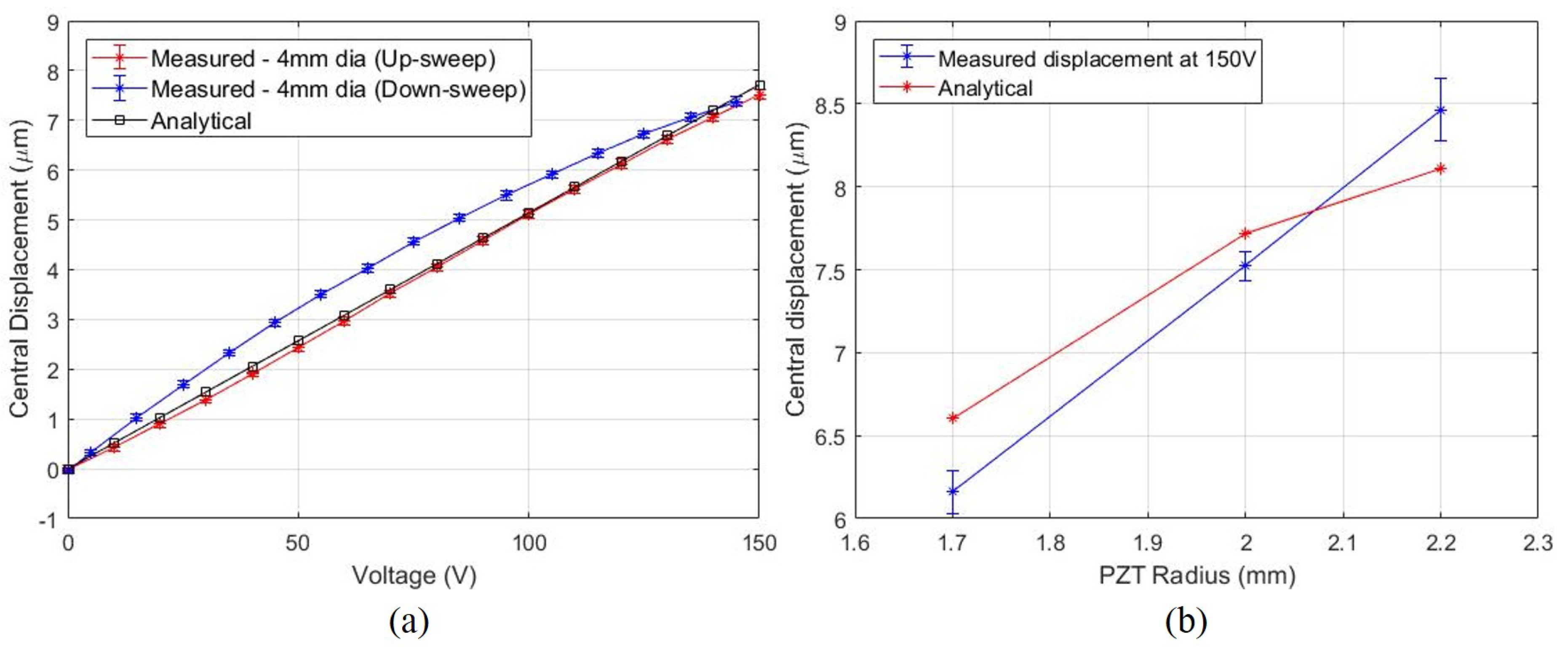
3.1. Actuation Behaviour
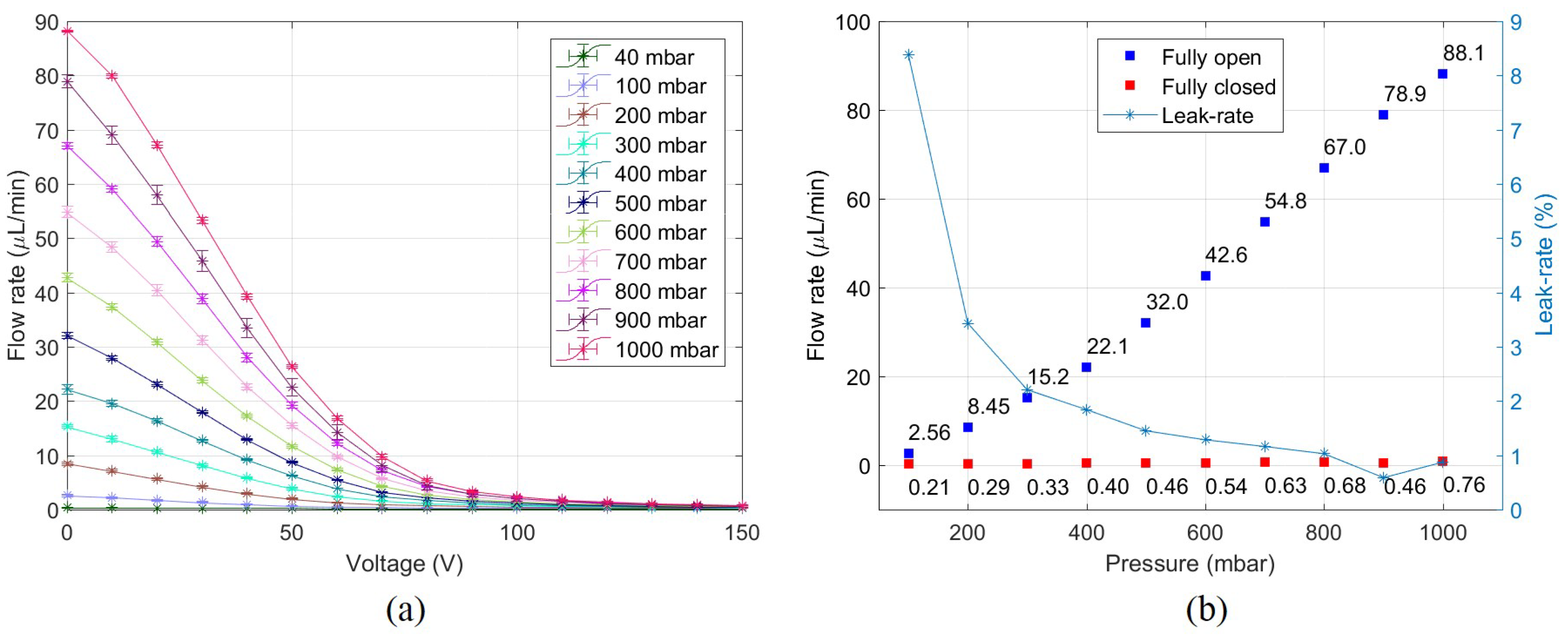
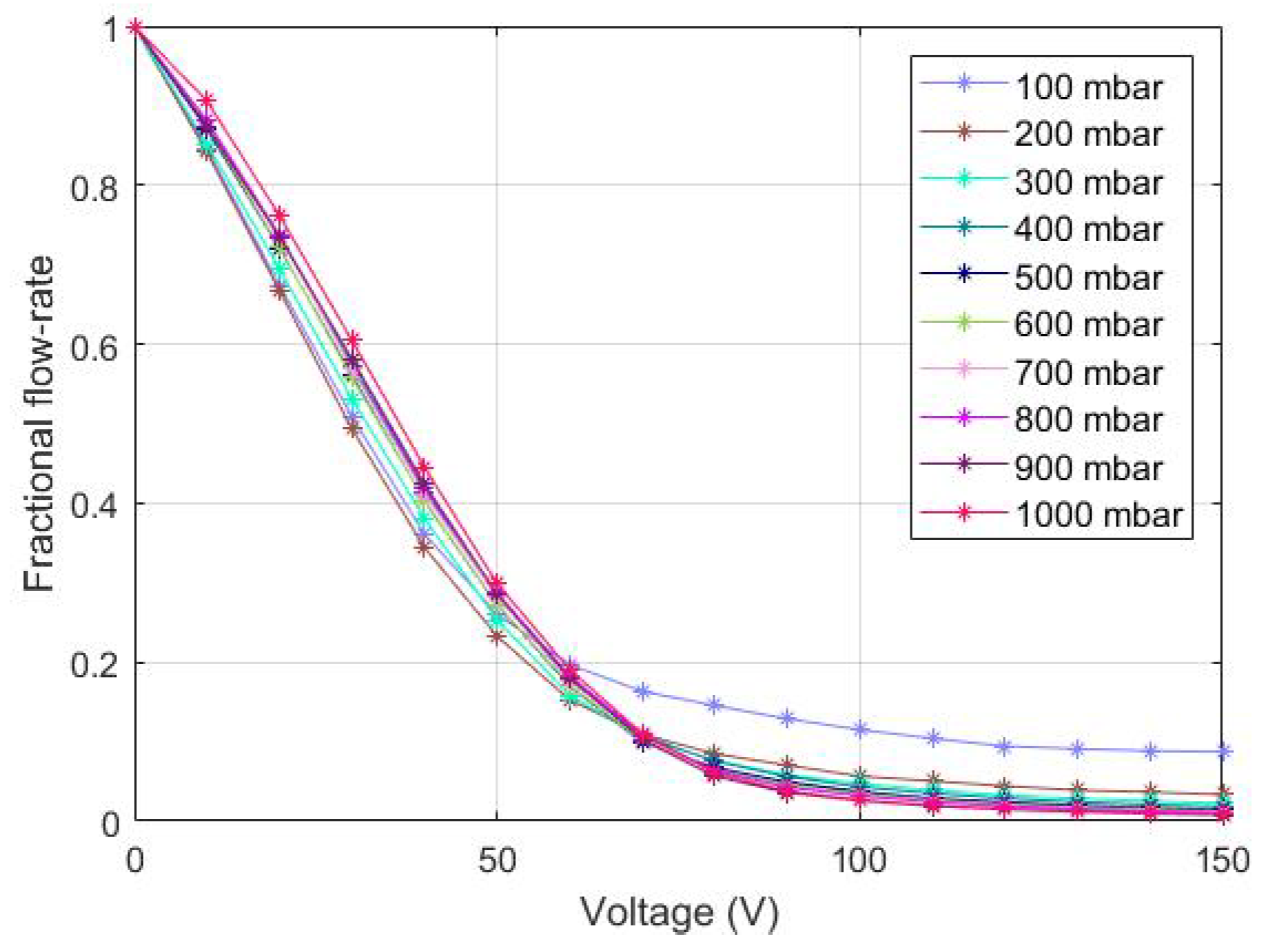
3.2. Valving Behaviour
4. Discussion
4.1. Actuation
4.2. Valving
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| UPM | Unimorph Piezoelectric Microactuator |
| MEMS | Microelectromechanical System |
| PZT | Lead Zirconate Titanate |
Appendix A
Appendix A.1. Optimization of Microactuator Parameters


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Parameter | Symbol | Value |
|---|---|---|---|
| PZT | Young’s Modulus | 62 GPa | |
| Compliance constant | |||
| Piezoelectric constant | mV−1 | ||
| Poisson’s ratio | 0.31 | ||
| Thickness | To be optimized | ||
| Radius | To be optimized | ||
| Polarization field | V m−1 | ||
| Voltage | V | ||
| Steel | Young’s Modulus | 193 GPa | |
| Compliance constant | |||
| Thickness | ≥50 μm | ||
| Radius | ≤2.5 mm |
Appendix A.2. Optimization of Microchannel Parameters

| Parameter | Value |
|---|---|
| Chamber inlet dia () | 0.2 mm |
| Chamber outlet dia () | 0.2 mm |
| Internal Channel thickness () | 0.2 mm |
| Distance b/w device orifices () | 8 mm |
| Device orifice dia (, ) | 0.8 mm |
| Spacer thickness () | 5 μm |
| Resistance | Value [Pas/m3] |
|---|---|
Appendix A.3. Microvalve Behaviour

References
- Manz, A.; Graber, N.; Widmer, H.Á. Miniaturized total chemical analysis systems: A novel concept for chemical sensing. Sens. Actuators B Chem. 1990, 1, 244–248. [Google Scholar] [CrossRef]
- Böhm, S.; Timmer, B.; Olthuis, W.; Bergveld, P. A closed-loop controlled electrochemically actuated micro-dosing system. J. Micromech. Microeng. 2000, 10, 498. [Google Scholar] [CrossRef]
- Birur, G.C.; Sur, T.W.; Paris, A.D.; Shakkottai, P.; Green, A.A.; Haapanen, S.I. Micro/nano spacecraft thermal control using a MEMS-based pumped liquid cooling system. In Microfluidics and BioMEMS; International Society for Optics and Photonics: Washington, DC, USA, 2001; Volume 4560, pp. 196–207. [Google Scholar]
- Dittrich, P.S.; Manz, A. Lab-on-a-chip: Microfluidics in drug discovery. Nat. Rev. Drug Discov. 2006, 5, 210. [Google Scholar] [CrossRef] [PubMed]
- Terry, S.C.; Jerman, J.H.; Angell, J.B. A gas chromatographic air analyzer fabricated on a silicon wafer. IEEE Trans. Electron Devices 1979, 26, 1880–1886. [Google Scholar] [CrossRef]
- Ohnstein, T.; Fukiura, T.; Ridley, J.; Bonne, U. Micromachined silicon microvalve. In Proceedings of the IEEE Proceedings on Micro Electro Mechanical Systems, an Investigation of Micro Structures, Sensors, Actuators, Machines and Robots, Napa Valley, CA, USA, 11–14 February 1990; pp. 95–98. [Google Scholar]
- Roberts, D.C.; Li, H.; Steyn, J.L.; Yaglioglu, O.; Spearing, S.M.; Schmidt, M.A.; Hagood, N.W. A piezoelectric microvalve for compact high-frequency, high-differential pressure hydraulic micropumping systems. J. Microelectromech. Syst. 2003, 12, 81–92. [Google Scholar] [CrossRef]
- Unger, M.A.; Chou, H.P.; Thorsen, T.; Scherer, A.; Quake, S.R. Monolithic microfabricated valves and pumps by multilayer soft lithography. Science 2000, 288, 113–116. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, J.H.; Na, K.H.; Kang, C.; Kim, Y.S. A disposable thermopneumatic-actuated micropump stacked with PDMS layers and ITO-coated glass. Sens. Actuators A Phys. 2005, 120, 365–369. [Google Scholar] [CrossRef]
- Yang, E.H.; Lee, C.; Mueller, J.; George, T. Leak-tight piezoelectric microvalve for high-pressure gas micropropulsion. J. Microelectromech. Syst. 2004, 13, 799–807. [Google Scholar] [CrossRef]
- Sobocinski, M.; Juuti, J.; Jantunen, H.; Golonka, L. Piezoelectric unimorph valve assembled on an LTCC substrate. Sens. Actuators A Phys. 2009, 149, 315–319. [Google Scholar] [CrossRef]
- Piezoelectric Single Sheet, PSI-5H4E Ceramic. Available online: https://pe2bz.philpem.me.uk/Detect-Sense/-%20Sound-Vibration/Info-903-Piezo-Quartz/Piezo/psi5h4.html (accessed on 1 February 2019).
- Jafferis, N.T.; Smith, M.J.; Wood, R.J. Design and manufacturing rules for maximizing the performance of polycrystalline piezoelectric bending actuators. Smart Mater. Struct. 2015, 24, 065023. [Google Scholar] [CrossRef]
- Mo, C.; Wright, R.; Slaughter, W.S.; Clark, W.W. Behaviour of a unimorph circular piezoelectric actuator. Smart Mater. Struct. 2006, 15, 1094. [Google Scholar] [CrossRef]
- Tang, G.; Liu, J.Q.; Yang, B.; Luo, J.B.; Liu, H.S.; Li, Y.G.; Yang, C.S.; He, D.N.; Dao, V.D.; Tanaka, K.; et al. Fabrication and analysis of high-performance piezoelectric MEMS generators. J. Micromech. Microeng. 2012, 22, 065017. [Google Scholar] [CrossRef]
- Fazal, I.; Elwenspoek, M.C. Design and analysis of a high pressure piezoelectric actuated microvalve. J. Micromech. Microeng. 2007, 17, 2366. [Google Scholar] [CrossRef]
- Damjanovic, D. Hysteresis in piezoelectric and ferroelectric materials. Sci. Hysteres. 2006, 3, 337–465. [Google Scholar]
- Lee, C.; Yang, E.H.; Saeidi, S.M.; Khodadadi, J.M. Fabrication, characterization, and computational modeling of a piezoelectrically actuated microvalve for liquid flow control. J. Microelectromech. Syst. 2006, 15, 686–696. [Google Scholar] [CrossRef]










| Parameter | Analytical | Numerical | Fabricated |
|---|---|---|---|
| PZT diameter | 4 mm | 4.2 mm | 4 mm |
| PZT thickness | 76 μm | 68 μm | 127 μm |
| Epoxy thickness | - | <5 μm | ≈15 μm |
| Steel diameter | 5 mm | 5 mm | 5 mm |
| Steel thickness | 25 μm | 25 μm | 50 μm |
| Spacer thickness | 3.5 μm | 3.6 μm | 5 μm |
| Specification | Measured Value |
|---|---|
| Flow range | 0–90 μL min−1 |
| Flow control resolution | 0.2 μL min−1 at 500 mbar |
| Leakage | 0.8% open-flow at 1000 mbar |
| Max. differential pressure | 1 bar |
| Static power consumption | 37.5 μW |
| Operating voltage | 0–150 V |
| Dimensions (effective) | 5 mm × 5 mm × 1.8 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gunda, A.; Özkayar, G.; Tichem, M.; Ghatkesar, M.K. Proportional Microvalve Using a Unimorph Piezoelectric Microactuator. Micromachines 2020, 11, 130. https://doi.org/10.3390/mi11020130
Gunda A, Özkayar G, Tichem M, Ghatkesar MK. Proportional Microvalve Using a Unimorph Piezoelectric Microactuator. Micromachines. 2020; 11(2):130. https://doi.org/10.3390/mi11020130
Chicago/Turabian StyleGunda, Arun, Gürhan Özkayar, Marcel Tichem, and Murali Krishna Ghatkesar. 2020. "Proportional Microvalve Using a Unimorph Piezoelectric Microactuator" Micromachines 11, no. 2: 130. https://doi.org/10.3390/mi11020130
APA StyleGunda, A., Özkayar, G., Tichem, M., & Ghatkesar, M. K. (2020). Proportional Microvalve Using a Unimorph Piezoelectric Microactuator. Micromachines, 11(2), 130. https://doi.org/10.3390/mi11020130