Feasibility Study of an Automated Assembly Process for Ultrathin Chips

 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
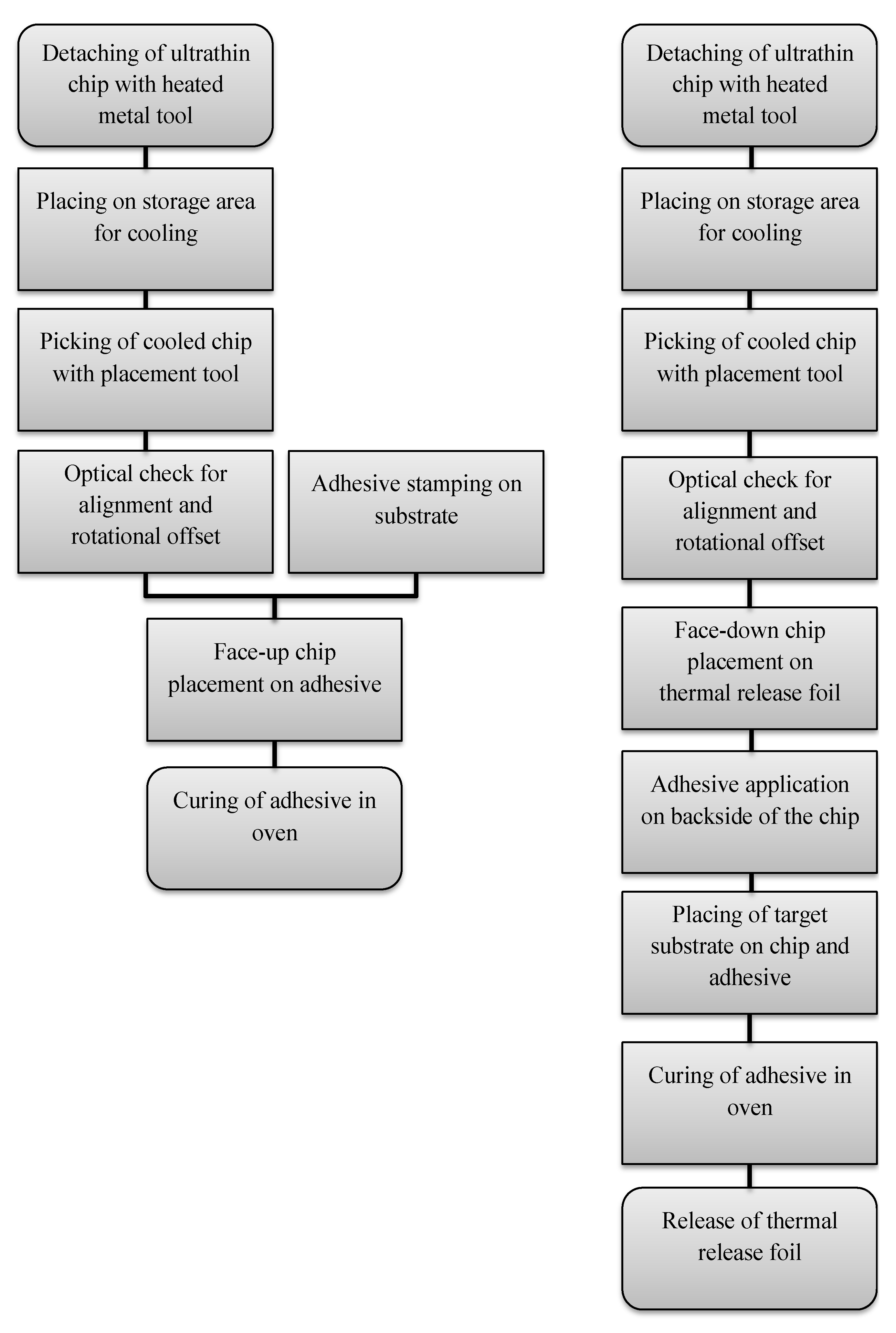
2.1. Development of a Manual Pick-and-Place Process for Ultrathin Chips
2.2. Transfer to an Automatic Assembly Machine
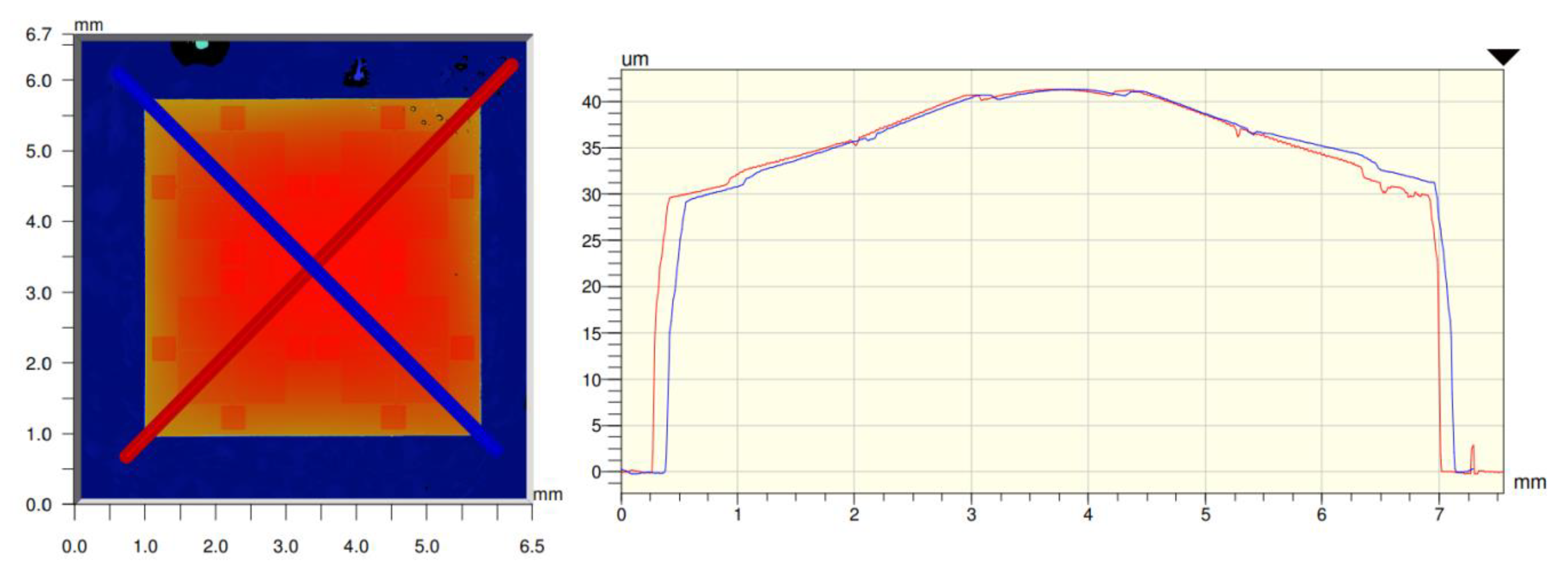
2.3. Measurement of Chip Placement Accuracy
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Koyuncu, M.; Lorenz, E.; Zimmermann, A. Advanced interconnection technologies for flexible organic electronic systems. In Handbook of Flexible Organic Electronics; Materials, Manufacturing and Applications, 1st ed.; Logothetidis, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; Chapter 6; pp. 143–169. [Google Scholar]
- Gupta, S.; Navaraj, T.W.; Lorenzelli, L.; Dahiya, R. Ultra-thin chips for high-performance flexible electronics. NPJ Flex. Electron. 2018, 2, 1–17. [Google Scholar] [CrossRef]
- Klink, G.; Feil, M.; Ansorge, F.; Reichl, H. Assembly of ultra thin and flexible ICs. In Proceedings of the 4th International Conference on Adhesive Joining and Coating Technology in Electronics Manufacturing, Espoo, Finland, 18–21 June 2000; pp. 20–23. [Google Scholar]
- Takyu, S.; Kurosawa, T.; Shimizu, N.; Harada, S. Novel Wafer Dicing and Chip Thinning Technologies Realizing High Chip Strength. In Proceedings of the 56th Electronic Components and Technology Conference 2006, San Diego, CA, USA, 30 May–2 June 2006. [Google Scholar]
- Zimmermann, M.; Burghartz, J.N.; Apple, W.; Remmers, N.; Burwick, C.; Wurz, R.; Tobail, O.; Schubert, M.; Palfinger, G.; Werner, J. A seamless ultra-thin chip fabrication and assembly process. In Proceedings of the 2006 International Electron Devices Meeting, San Francisco, CA, USA, 11–13 December 2006; Available online: http://ieeexplore.ieee.org/stamp/stamp.jsp?tp=&arnumber=4154206&isnumber=4139311 (accessed on 7 April 2020).
- Dahiya, R.S.; Adami, A.; Collini, C.; Lorenzelli, L. Bendable Ultra-Thin Silicon Chips on Foil. In Proceedings of the SENSORS, 2012 IEEE, Taipei, Taiwan, 28–31 October 2012; Volume 1, pp. 4–7. [Google Scholar]
- Yoshikawa, K.; Miyazaki, T.; Watanabe, N.; Aoyagic, M. Wet-Chemical Silicon Wafer Thinning Process for High Chip Strength. ECS. Trans. 2012, 45, 141–150. [Google Scholar] [CrossRef] [Green Version]
- Angelopoulos, E.A.; Zimmermann, M.; Appel, W.; Endler, S.; Ferwana, S.; Harendt, C.; Hoang, T.; Pruemm, A.; Burghartz, J.N. Ultra-thin chip technology for system-in-foil applications. In Proceedings of the 2010 International Electron Devices Meeting, San Francisco, CA, USA, 6–8 December 2010; No. 6. pp. 2.5.1–2.5.4. [Google Scholar] [CrossRef]
- Van den Brand, J.; Kusters, R.; Barink, M.; Dietzel, A. Microelectronic Engineering Flexible embedded circuitry: A novel process for high density, cost effective electronics. Microelectron. Eng. 2010, 87, 1861–1867. [Google Scholar] [CrossRef]
- Haberland, J.; Becker, M.; Kallmayer, C.; Aschenbrenner, R.; Reichl, H. Ultrathin 3D ACA FlipChip-in-Flex Technology. In Proceedings of the International Conference and Exhibition on Device Packaging, Scottsdale, AZ, USA, 8–11 March 2010; pp. 2154–2161. [Google Scholar]
- Van Den Brand, J.; Kusters, R.; Heeren, M.; Van Remoortere, B.; Dietzel, A. Flipchip bonding of ultrahin Si dies onto PEN/PET substrates with low cost circuitry. In Proceedings of the 3rd Electronics System Integration Technology Conference ESTC, Berlin, Germany, 13–16 September 2010. [Google Scholar]
- Christiaens, W.; Loeher, T.; Pahl, B.; Feil, M.; Vandevelde, B.; Vanfleteren, J. Embedding and assembly of ultrathin chips in multilayer flex boards. Circuit World 2008, 34, 3–8. [Google Scholar] [CrossRef]
- Alavi, G.; Sailer, H.; Albrecht, B.; Harendt, C.; Burghartz, J.N. Adaptive Layout Technique for Microhybrid Integration of Chip-Film Patch. IEEE Trans. Compon. Packag. Manuf. Technol. 2018, 8, 802–810. [Google Scholar] [CrossRef]
- Sridhar, A.; Cauwe, M.; Fledderus, H.; Kusters, R.H.L.; van den Brand, J. Novel interconnect methodologies for ultra-thin chips on foils. In Proceedings of the 2012 IEEE 62nd Electronic Components and Technology Conference, San Diego, CA, USA, 29 May–1 June 2012; pp. 238–244. [Google Scholar] [CrossRef]
- Bock, K.; Yacoub-George, E.; Hell, W.; Drost, A.; Wolf, H.; Bollmann, D.; Landesberger, C.; Klink, G.; Gieser, H.; Kutter, C. Multifunctional System Integration in Flexible Substrates. In Proceedings of the IEEE 64th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 27–30 May 2014; pp. 1482–1487. [Google Scholar] [CrossRef]
- Hassan, M.-U.; Schomburg, C.; Penteker, E.; Harendt, C.; Hoang, T.; Burghartz, J.N. Imbedding Ultra-Thin Chips in Polymers. In Proceedings of the Dutch Conference ICT.OPEN, Veldhoven, The Netherlands, 14–15 November 2011; pp. 1–6. [Google Scholar]
- Harendt, C.; Kostelnik, J.; Kugler, A.; Lorenz, E.; Saller, S.; Schreivogel, A.; Yu, Z.; Burghartz, J.N. Hybrid Systems in Foil (HySiF) exploiting ultra-thin flexible chips. Solid State Electron. 2015, 113, 101–108. [Google Scholar] [CrossRef]
- Wolf, J.; Kostelnik, J.; Berschauer, K.; Kugler, A.; Lorenz, E.; Harendt, C.; Yu, Z. Ultra-thin Silicon Chips in Flexible Microsystems. In Proceedings of the ECWC 13, 13th Electronic Circuits World Convention, Nuremberg, Germany, 7–9 May 2014; pp. 1–5. [Google Scholar]
- Burghartz, J.N.; Rempp, W.A.; Zimmermann, M. A New Fabrication and Assembly Process for Ultrathin Chips. IEEE Trans. Electron Devices 2009, 56, 321–327. [Google Scholar] [CrossRef]
- Hassan, M.; Schomburg, C.; Harendt, C.; Penteker, E.; Burghartz, J.N. Assembly and Embedding of Ultra-Thin Chips in Polymers. In Proceedings of the 2013 Eurpoean Microelectronics Packaging Conference (EMPC), Grenoble, France, 9–12 September 2013; pp. 1–6. [Google Scholar]
- Kuo, T.-Y.; Shih, Y.-C.; Lee, Y.-C.; Chang, H.-H.; Hsiao, Z.-C.; Chiang, C.-W.; Li, S.-M.; Hwang, Y.-J.; Ko, C.-T.; Chen, Y.-H. Flexible and ultra-thin embedded chip package. In Proceedings of the 2009 59th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2009; pp. 1749–1753. [Google Scholar]
- Wang, L.; Sterken, T.; Cauwe, M.; Cuypers, D.; Vanfleteren, J. Fabrication and Characterization of Flexible Ultrathin Chip Package Using Photosensitive Polyimide. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 1099–1106. [Google Scholar] [CrossRef]
- Xue, X.; Yang, S.; Wu, D.; Pan, L.; Wang, Z. Fabrication of ultra-thin silicon chips using thermally decomposable temporary bonding adhesive. In Proceedings of the 2016 IEEE Sensors, Orlando, FL, USA, 30 October–3 November 2016; pp. 1–3. [Google Scholar]
- Manessis, D.; Boettcher, L.; Karaszkiewicz, S.; Ostmann, A.; Aschenbrenner, R.; Lang, K.-D. Chip embedding technology developments leading to the emergence of miniaturized system-in-packages. In Proceedings of the 18th European Microelectronics & Packaging Conference, Brighton, UK, 12–15 September 2011. [Google Scholar]
- Govaerts, J.; Christiaens, W.; Bosman, E.; Vanfleteren, J. Fabrication Processes for Embedding Thin Chips in Flat Flexible Substrates. IEEE Trans. Adv. Packag. 2009, 32, 77–83. [Google Scholar] [CrossRef]
- Christiaens, W.; Torfs, T.; Huwel, W.; Van Hoof, C.; Vanfleteren, J. 3D integration of ultra-thin functional devices inside standard multilayer flex laminates. In Proceedings of the 2009 European Microelectronics and Packaging Conference, Rimini, Italy, 15–18 June 2009; pp. 1–5. [Google Scholar]
- Van den Brand, J.; de Baets, J.; van Mol, T.; Dietzel, A. Systems-in-foil—Devices, fabrication processes and reliability issues. Microelectron. Reliab. 2008, 48, 1123–1128. [Google Scholar] [CrossRef]
- Liu, Z.; Huang, Y.A.; Liu, H.; Chen, J.; Yin, Z. Reliable Peeling of Ultrathin Die With Multineedle Ejector. IEEE Trans. Compon. Packag. Manuf. Technol. 2014, 4, 1545–1554. [Google Scholar] [CrossRef]
- Feil, M.; Landesberger, C.; Bock, K. The challenge of ultra thin chip assembly. In Proceedings of the 54th Electronic Components and Technology Conference, Las Vegas, NV, USA, 4 June 2004; pp. 253–261. [Google Scholar]
- Yang, S.; Zhao, P.; Song, Z.; Wang, Z. The flexible package and applications of ultra-thin sensor chip. In Proceedings of the 2015 16th International Conference on Electronic Packaging Technology (ICEPT), Changsha, China, 11–14 August 2015; pp. 1083–1085. [Google Scholar]
- Janek, F.; Weser, S.; Barth, M.; Eberhardt, W.; Zimmermann, A. Assembly of Multiple Ultrathin Chips on Flexible Foils with High Placement Accuracy by a Simple Transfer Process. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 9, 2314–2319. [Google Scholar] [CrossRef]












© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Janek, F.; Saller, E.; Müller, E.; Meißner, T.; Weser, S.; Barth, M.; Eberhardt, W.; Zimmermann, A. Feasibility Study of an Automated Assembly Process for Ultrathin Chips. Micromachines 2020, 11, 654. https://doi.org/10.3390/mi11070654
Janek F, Saller E, Müller E, Meißner T, Weser S, Barth M, Eberhardt W, Zimmermann A. Feasibility Study of an Automated Assembly Process for Ultrathin Chips. Micromachines. 2020; 11(7):654. https://doi.org/10.3390/mi11070654
Chicago/Turabian StyleJanek, Florian, Ebru Saller, Ernst Müller, Thomas Meißner, Sascha Weser, Maximilian Barth, Wolfgang Eberhardt, and André Zimmermann. 2020. "Feasibility Study of an Automated Assembly Process for Ultrathin Chips" Micromachines 11, no. 7: 654. https://doi.org/10.3390/mi11070654
APA StyleJanek, F., Saller, E., Müller, E., Meißner, T., Weser, S., Barth, M., Eberhardt, W., & Zimmermann, A. (2020). Feasibility Study of an Automated Assembly Process for Ultrathin Chips. Micromachines, 11(7), 654. https://doi.org/10.3390/mi11070654