Recent Advances and Perceptive Insights into Powder-Mixed Dielectric Fluid of EDM


Abstract
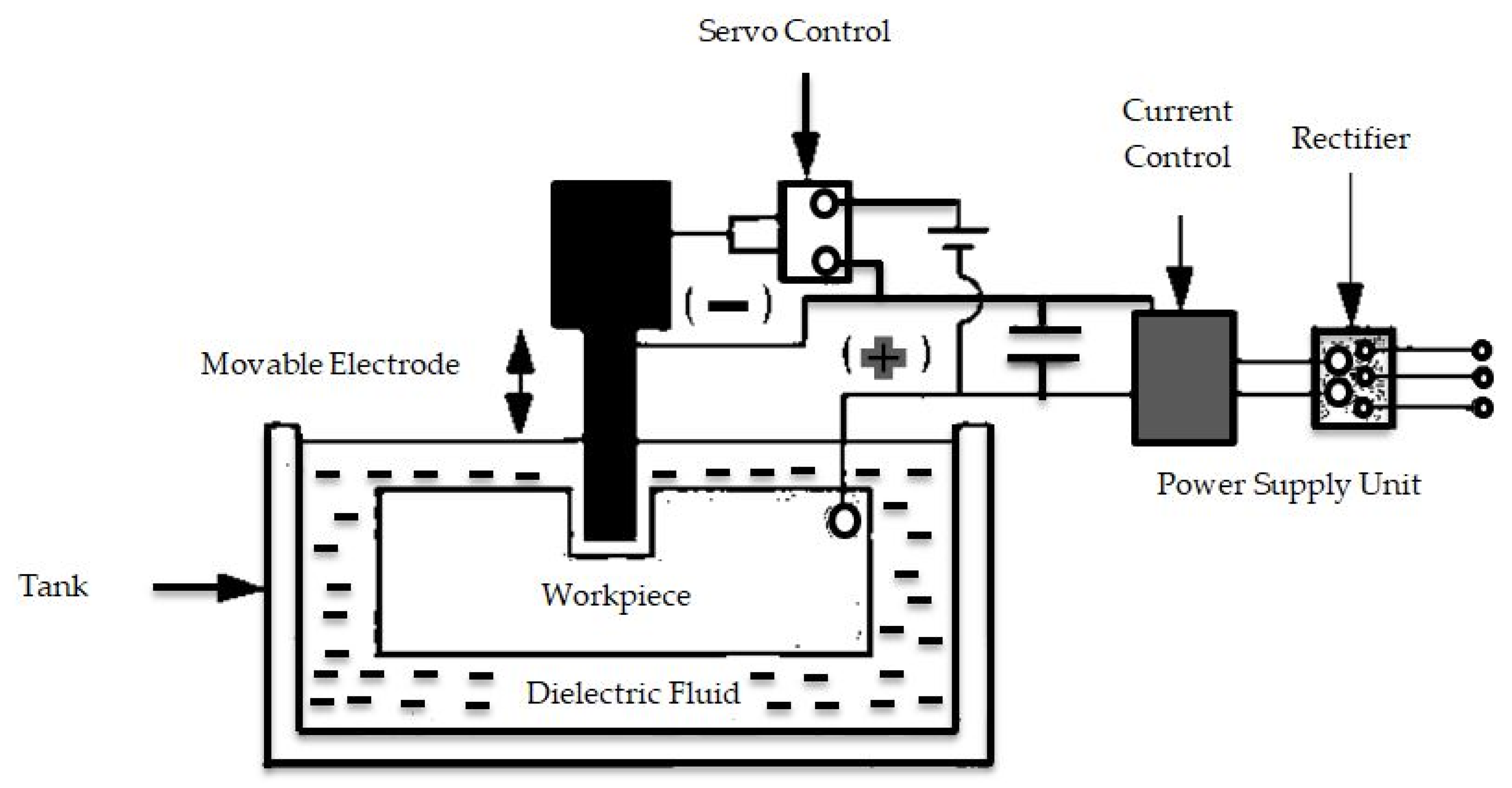
:1. Introduction
2. Different Types of EDM Techniques
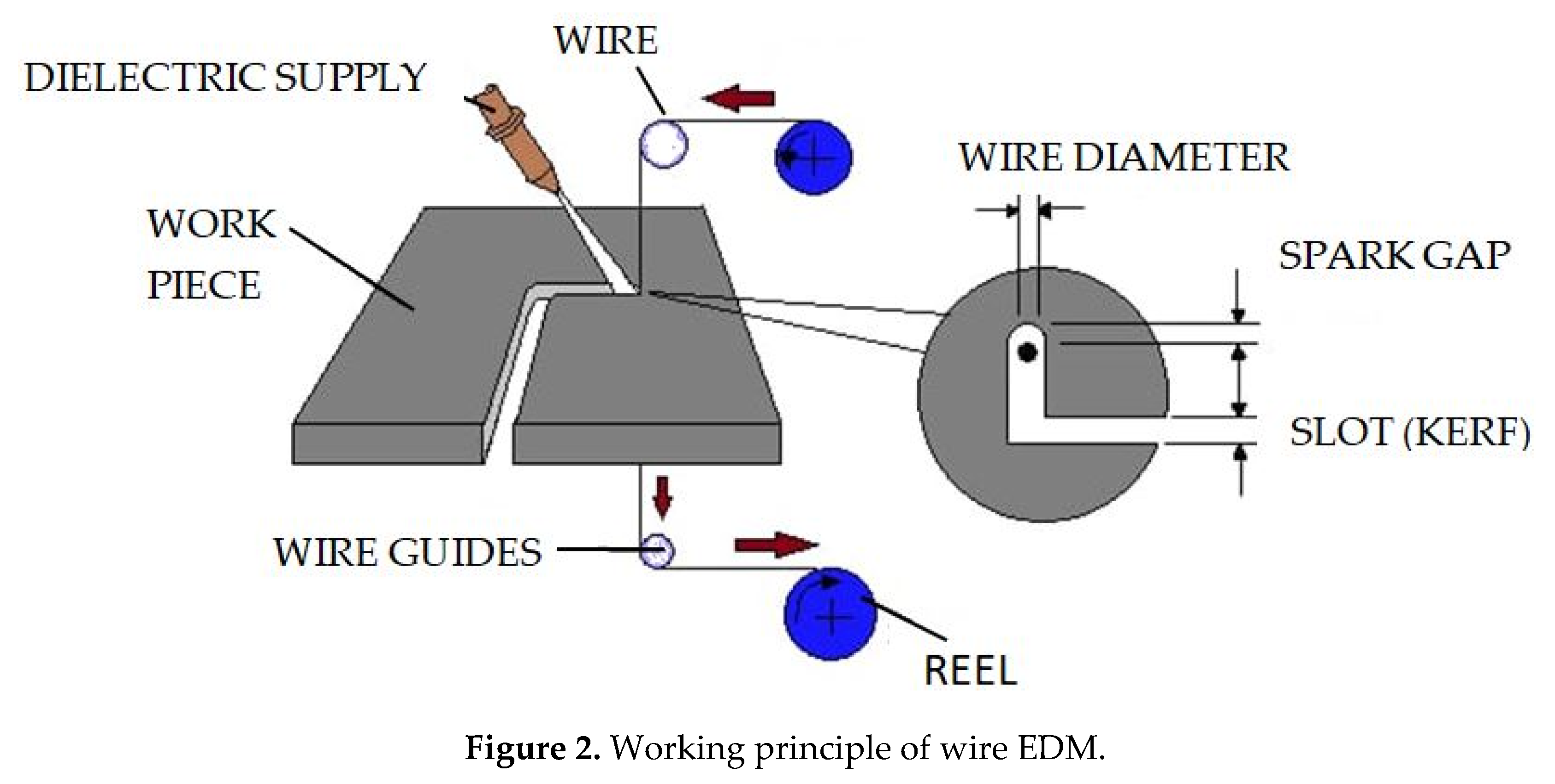
2.1. Wire EDM
- Pulse-on time (Ton)
- Pulse-off time (Toff)
- Servo voltage (V)
- Peak current (I)
- Gap voltage (Vgap)
- Dielectric flow rate
- Wire feed rate
- Wire tension
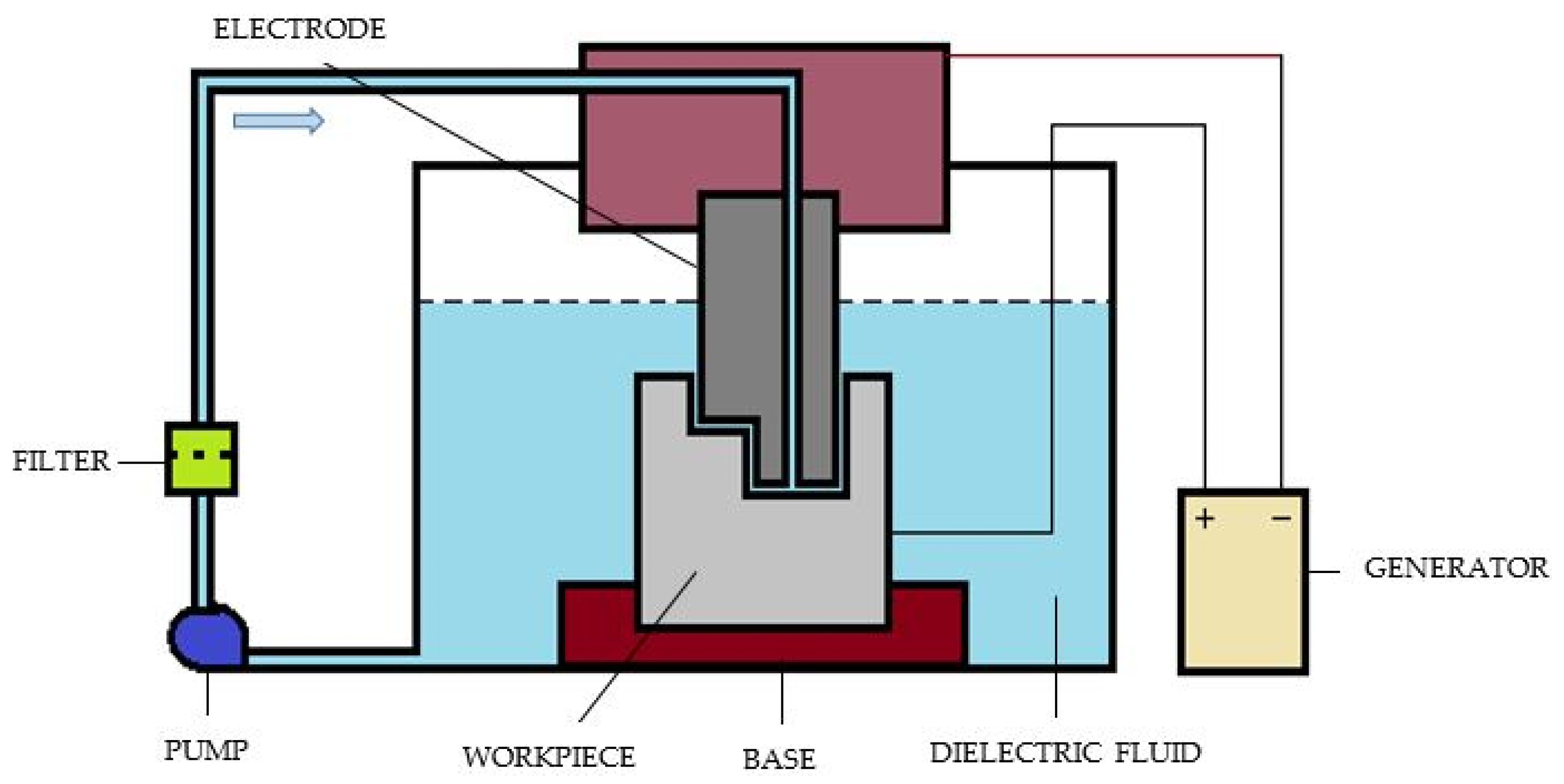
2.2. Sinker EDM
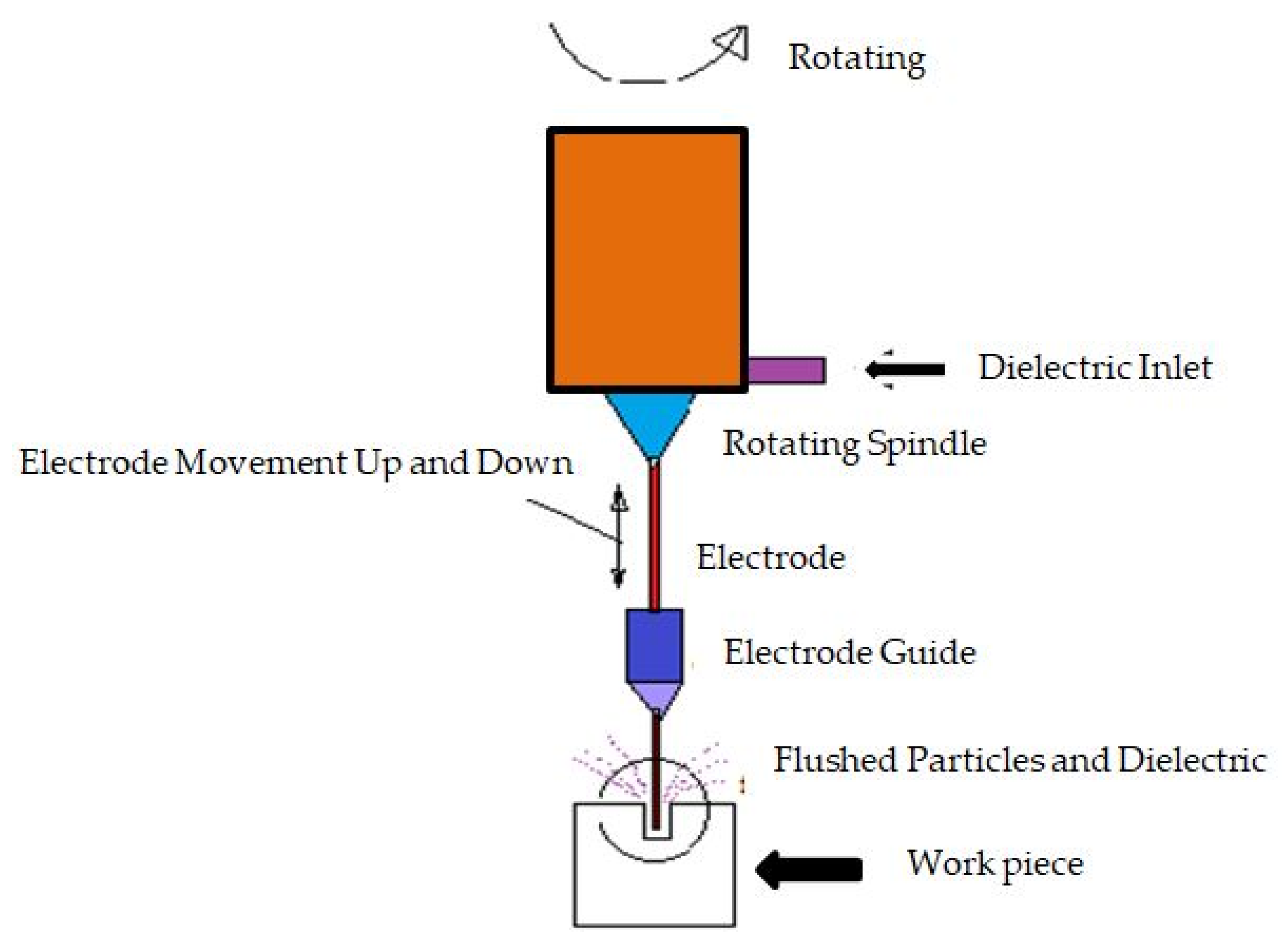
2.3. Fast Hole Drilling EDM
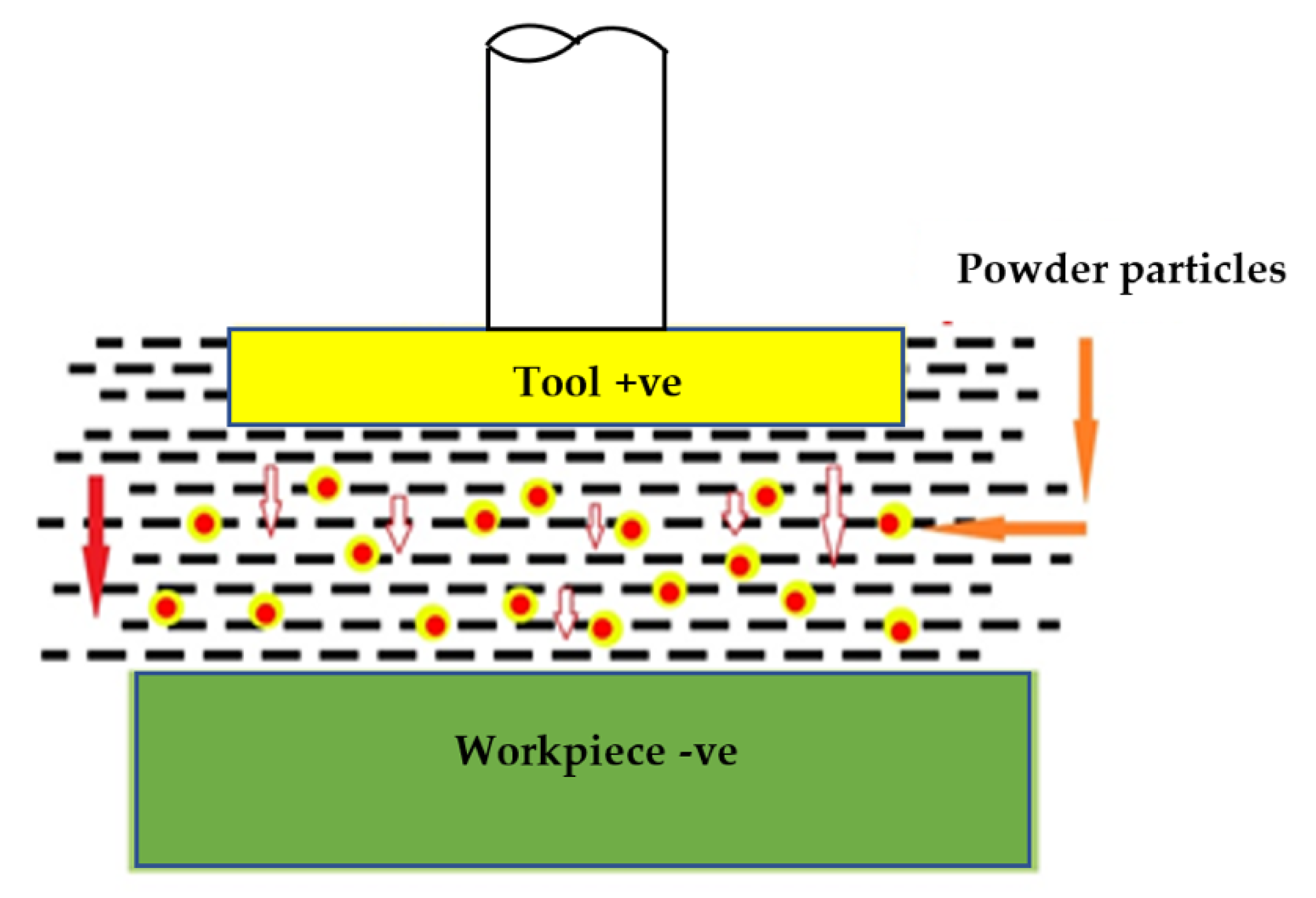
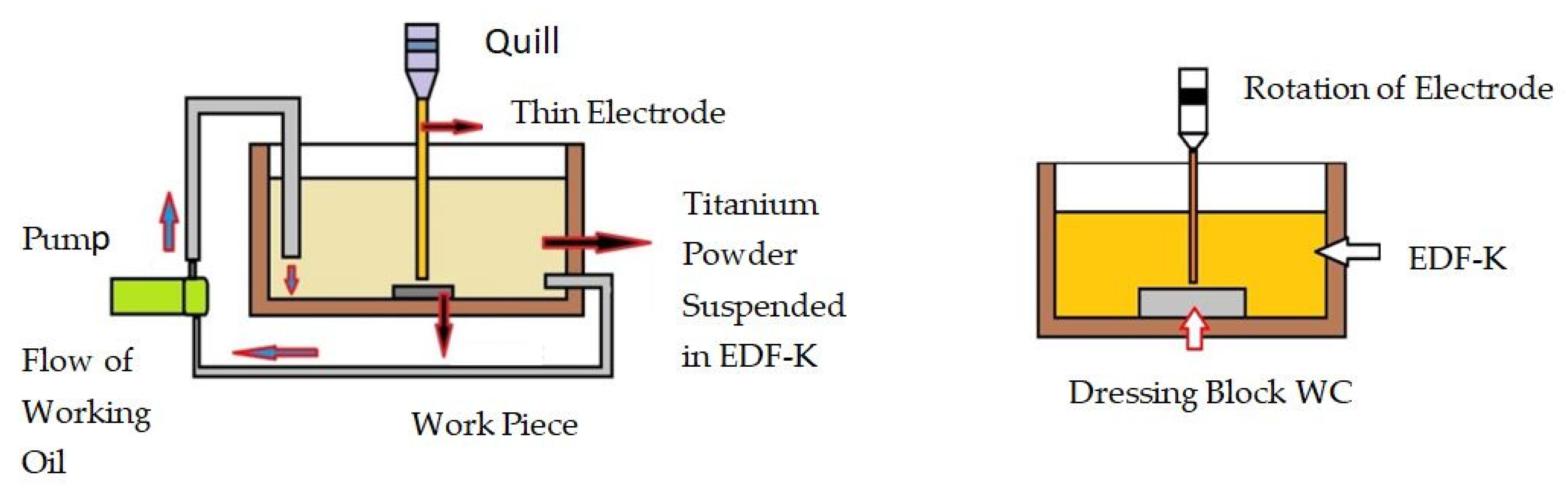
3. Powder-Mixed EDM
Principle of Powder-Mixed EDM
4. Various Powders Used in EDM
5. Relevant Studies on PMEDM
- D-S—Die sinking EDM;
- WEDM—Wire EDM;
- FHD—Fast hole drilling.
- Objective 1: Performance measures in PMEDM;
- Objective 2: Powder materials;
- Objective 3: Effect of powders and their concentration;
- Objective 4: Magnetic field-assisted PMEDM;
- Objective 5: Other objective functions.
5.1. Performance Measures in PMEDM
- By electrode design;
- By controlling process parameters;
- By EDM variations;
- By powder-mixed dielectric.
5.2. Powder Materials
5.3. Effect of Powders and Their Concentration
5.4. Magnetic Field Assisted PMEDM
5.5. Other Objective Functions
- Performance of plain water;
- Performance of water mixed with organic compounds;
- Performance of commercial water-based dielectrics;
- Surface effects.
6. Discussion
- Machining of widely available advanced materials like MMCs, insulating ceramics like TiO2 which have been successfully machined by dispersing various powders into EDM dielectric;
- Production and machining of micro products and sophisticated micro mechanical elements.
- Electrically conductive material can only be machined;
- For achieving more accuracy in machining, it consumes more time;
- Health problems are occurring due to the usage of some dielectric fluids;
- Materials like water hardened die steel, molybdenum high-speed tool steel have not been tried as work material.
7. Conclusions
- According to the general agreement on the results, different conductive powders, with different concentrations can improve the material removal rate in EDM
- Peak current, pulse on and off time, duty cycle, voltage, discharge current, tool angle, powder concentration, nozzle flushing, and grain are the input parameters that improve the material removal rate and changing of SR with the different configuration of the above input parameters
- According to the major observations by the researchers, the increase in SR and improvement in MRR were observed in the mixing of powders into the dielectric medium
- This review reveals that, with a specific increase in concentration of powder in the dielectric fluid, the MRR and SR will increase. Increasing the concentration of powder in the dielectric fluid beyond the certain optimum concentration of particles in the dielectric, short-circuit discharges occur, and, as a consequence, MRR decreases. From this analysis, it can be concluded that PMEDM holds a brilliant promise in the application of EDM, in particular, regarding process efficiency and work piece surface quality. Therefore, an extensive study is required to understand the machining mechanics and other aspects of PMEDM and will be performed as future research.
Author Contributions
Funding
Conflicts of Interest
References
- Qudeiri, J.E.A.; Mourad, A.H.I.; Ziout, A.; Abidi, M.H.; Elkaseer, A. Electric discharge machining of titanium and its alloys: Review. Int. J. Adv. Manuf. Technol. 2018, 11, 84–111. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Technology and research developments in powder mixed electric discharge machining (PMEDM). J. Mater. Process. Technol. 2007, 184, 32–41. [Google Scholar] [CrossRef]
- Soni, J.S.; Chakraverti, G. Experimental investigation on migration of material during EDM of die steel (T215 Cr12). J. Mater. Process. Technol. 1996, 56, 439–451. [Google Scholar] [CrossRef]
- Soni, J.S. Microanalysis of debris formed during rotary EDM of titanium alloy (Ti 6A1 4V) and die steel (T 215 Cr12). Wear 1994, 177, 71–79. [Google Scholar] [CrossRef]
- Dewangan, S.K. Experimental Investigation of Machining Parameters for EDM Using U-shaped Electrode of AISI P20 Tool Steel. Natl. Inst. Technol. Rourkela 2010, 93, 1–4. [Google Scholar]
- Nallusamy, S. Analysis of MRR and TWR on OHNS die steel with different electrodes using electrical discharge machining. Int. J. Eng. Res. Afr. 2016, 22, 112–120. [Google Scholar] [CrossRef]
- Tripathy, S.; Tripathy, D.K. An approach for increasing the micro-hardness in electrical discharge machining by adding conductive powder to the dielectric. Mater. Today Proc. 2017, 4, 1215–1224. [Google Scholar] [CrossRef]
- Khedkar, N.K.; Singh, T.P.; Jatti, V.K.S. Surface improvement of H13 hot die steel material by EDM method using silicon carbide powder-mixed dielectric. Int. J. Appl. Eng. Res. 2014, 9, 4809–4816. [Google Scholar]
- Laad, M.; Jatti, V.S.; Jadhav, P.P. Investigation into application of electrical discharge machining as a surface treatment process. WSEAS Trans. Appl. Theor. Mech. 2014, 9, 245–251. [Google Scholar]
- Iqbal, A.K.M.A.; Khan, A.A. Optimization of process parameters on EDM milling of stainless steel AISI 304. Adv. Mater. Res. 2011, 264, 979–984. [Google Scholar] [CrossRef]
- Lorincz, J. Drilling Small, Deep Holes with Precision EDM. Manuf. Eng. Media 2013. Available online: https://www.sme.org/drilling-small-deep-holes-precision-edm (accessed on 28 June 2020).
- Hourmand, M.; Sarhan, A.A.D.; Sayuti, M. Micro-electrode fabrication processes for micro-EDM drilling and milling: A state-of-the-art review. Int. J. Adv. Manuf. Technol. 2017, 91, 1023–1056. [Google Scholar] [CrossRef]
- Qudeiri, J.E.A.; Zaiout, A.; Mourad, A.H.I.; Abidi, M.H.; Elkaseer, A. Principles and Characteristics of Different EDM Processes in Machining Tool and Die Steels. Appl. Sci. 2020, 10, 2082. [Google Scholar] [CrossRef] [Green Version]
- Wong, Y.S.; Lim, L.C.; Rahuman, I.; Tee, W.M. Near-mirror-finish phenomenon in EDM using powder-mixed dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. [Google Scholar] [CrossRef]
- Talla, G.; Gangopadhayay, S.; Biswas, C.K. State of the art in powder-mixed electric discharge machining: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2511–2526. [Google Scholar] [CrossRef]
- Saliya, J. Comparative Study for the effect of Powder mixed dielectric on Performance of Wire EDM‖. Int. J. Eng. Dev. Res. 2014, 2, 3671–3673. [Google Scholar]
- Mohanty, S.; Mishra, A.; Nanda, B.K.; Routara, B.C. Multi-objective parametric optimization of nano powder mixed electrical discharge machining of AlSiCp using response surface methodology and particle swarm optimization. Alexandria Eng. J. 2018, 57, 609–619. [Google Scholar] [CrossRef]
- Backer, S.; Mathew, C.; George, S.K. Optimization of MRR and TWR on EDM by Using Taguchi’s Method and ANOVA. Int. J. Innov. Res. Adv. Eng. (IJIRAE) 2014, 1, 106–112. [Google Scholar]
- Ojha, K.; Garg, R.K.; Singh, K.K. MRR improvement in sinking electrical discharge machining: A review. J. Miner. Mater. Charact. Eng. 2010, 9, 709. [Google Scholar] [CrossRef]
- Roy, A.; Narendra, N.; Nedelcu, D. Experimental investigation on variation of output responses of as cast TiNiCu shape memory alloys using wire EDM. Int. J. Modern Manuf. Technol. 2017, 9, 90–101. [Google Scholar]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tools Manuf. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- Mahapatra, S.S.; Patnaik, A. Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int. J. Adv. Manuf. Technol. 2007, 34, 911–925. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Singh, T.P.; Sethi, B.L. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol. 2009, 209, 3675–3687. [Google Scholar] [CrossRef]
- Rao, M.S.; Venkaiah, N. Review on Wire-Cut EDM Process; World Academy of Research in Science and Engineering: Hyderabad, India, 2013. [Google Scholar]
- Pradhan, M.K. Estimating the effect of process parameters on MRR, TWR and radial overcut of EDMed AISI D2 tool steel by RSM and GRA coupled with PCA. Int. J. Adv. Manuf. Technol. 2013, 68, 591–605. [Google Scholar] [CrossRef]
- Yan, M.T.; Lai, Y.P. Surface quality improvement of wire-EDM using a fine-finish power supply. Int. J. Mach. Tools Manuf. 2007, 47, 1686–1694. [Google Scholar] [CrossRef]
- Wang, C.C.; Yan, B.H.; Chow, H.M.; Suzuki, Y. Cutting austempered ductile iron using an EDM sinker. J. Mater. Process. Technol. 1999, 88, 83–89. [Google Scholar] [CrossRef]
- Kandpal, B.C.; kumar, J.; Singh, H. Machining of Aluminium Metal Matrix Composites with Electrical Discharge Machining—A Review. Mater. Today Proc. 2015, 2, 1665–1671. [Google Scholar] [CrossRef]
- Kumar, U.A.; Laxminarayana, P. Optimization of Electrode Tool Wear in micro holes machining by Die Sinker EDM using Taguchi Approach*. Mater. Today Proc. 2018, 5, 1824–1831. [Google Scholar] [CrossRef]
- Kumar, U.A.; Laxminarayana, P.; Aravindan, N. Study of surface morphology on micro machined surfaces of AISI 316 by Die Sinker EDM. Mater. Today Proc. 2017, 4, 1285–1292. [Google Scholar] [CrossRef]
- Razak, D.M.; Syahrullail, S.; Nuraliza, N.; Azli, Y.; Sapawe, S. Surface modification of biomaterial embedded with pits using die sinker machine. Sci. Iran. 2017, 24, 1901–1911. [Google Scholar] [CrossRef] [Green Version]
- Isvilanonda, V.; Ramulu, M.; Laxminarayana, P.; Briggs, T. Effect of die sinker EDM and AWJ machining processes on flexural properties of hybrid titanium laminates. In Proceedings of the 55th International SAMPE Symposium, Seattle, WA, USA, 17 May 2010. [Google Scholar]
- Singh, G.; Bhui, A.S.; Lamichhane, Y.; Mukhiya, P.; Kumar, P.; Thapa, B. Machining performance and influence of process parameters on stainless steel 316L using die-sinker EDM with Cu tool. Mater. Today Proc. 2019, 18, 2468–2476. [Google Scholar] [CrossRef]
- Kolli, M.; Kumar, A. Effect of Boron Carbide Powder Mixed into Dielectric Fluid on Electrical Discharge Machining of Titanium Alloy. Procedia Mater. Sci. 2014, 5, 1957–1965. [Google Scholar] [CrossRef] [Green Version]
- Sanghani, C.R.; Acharya, G.D. Effect of Various Dielectric Fluids on Performance of EDM: A Review. Trends Mech. Eng. Technol. 2016, 6, 55–71. [Google Scholar]
- Modi, M.; Agarwal, G. Effect of aluminium and chromium powder mixed dielectric fluid on electrical discharge machining effectiveness. Adv. Prod. Eng. Manag. 2019, 14, 323–332. [Google Scholar] [CrossRef] [Green Version]
- Reddy, V.V.; Kumar, A.; Valli, P.M.; Reddy, C.S. Influence of surfactant and graphite powder concentration on electrical discharge machining of PH17-4 stainless steel. J. Braz. Soc. Mech. Sci. Eng. 2015, 37, 641–655. [Google Scholar] [CrossRef]
- Marashi, H.; Jafarlou, D.M.; Sarhan, A.A.D.; Hamdi, M. State of the art in powder mixed dielectric for EDM applications. Precis. Eng. 2016, 46, 11–33. [Google Scholar] [CrossRef]
- Choudhary, S.K.; Jadoun, R.S. Current research issue, trend & applications of powder mixed dielectric electric discharge machining (PM-EDM): A review. Int. J. Eng. Sci. Res. Technol. 2014, 3, 335–358. [Google Scholar]
- Sekhar, B.; Sekhar, B.P.C.; Radhika, S.; Kumar, D.S. Powder Mixed Dielectric in EDM—An overview. Int. J. Res. 2015, 2, 720–726. [Google Scholar]
- Kansal, H.K.; Singh, S.; Kumar, P. Effect of silicon powder mixed EDM on machining rate of AISI D2 die steel. J. Manuf. Process. 2007, 9, 13–22. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Numerical simulation of powder mixed electric discharge machining (PMEDM) using finite element method. Math. Comput. Model. 2008, 47, 1217–1237. [Google Scholar] [CrossRef]
- Kumar, S.; Batra, U. Surface modification of die steel materials by EDM method using tungsten powder-mixed dielectric. J. Manuf. Process. 2012, 14, 35–40. [Google Scholar] [CrossRef]
- Grigoryev, E.G.; Olevsky, E.A. Thermal processes during high-voltage electric discharge consolidation of powder materials. Scr. Mater. 2012, 66, 662–665. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Parametric optimization of powder mixed electrical discharge machining by response surface methodology. J. Mater. Process. Technol. 2005, 169, 427–436. [Google Scholar] [CrossRef]
- Zhao, W.S.; Meng, Q.G.; Wang, Z.L. The application of research on powder mixed EDM in rough machining. J. Mater. Process. Technol. 2002, 129, 30–33. [Google Scholar] [CrossRef]
- Furutani, K.; Sato, H.; Mieda, Y. Consideration of accretion mechanism by electrical discharge machining with titanium powder suspended in working oil. In Proceedings of the 20th Annual ASPE Meeting ASPE 2005, Norfolk, VA, USA, 9–14 October 2005. [Google Scholar]
- Furutania, K.; Saneto, A.; Takezawa, H.; Mohri, N.; Miyake, H. Accretion of titanium carbide by electrical discharge machining with powder suspended in working fluid. Precis. Eng. 2001, 25, 138–144. [Google Scholar] [CrossRef]
- Prabu, M.; Ramadoss, G.; Senthilkumar, C.; Boopathi, R.; Magibalan, S. Experimental investigation on effect of graphite powder suspended dielectric in electric discharge machining of AL-TIB2 composites. J. Chem. Pharm. Sci. 2015, 974, 2115. [Google Scholar]
- Singh, J.; Sharma, R.K. Study the surface modification and characterization for powder mixed electrical discharge machining of tungsten carbide. Indian J. Eng. Mater. Sci. 2016, 23, 321–335. [Google Scholar]
- Viswanth, V.S.; Ramanujam, R.; Rajyalakshmi, G. A review of research scope on sustainable and eco-friendly electrical discharge machining (E-EDM). Mater. Today Proc. 2018, 5, 12525–12533. [Google Scholar] [CrossRef]
- Kumar, S.; Dhingra, A.K.; Kumar, S. Parametric optimization of powder mixed electrical discharge machining for nickel-based superalloy inconel-800 using response surface methodology. Mech. Adv. Mater. Mod. Process. 2017, 3, 7. [Google Scholar] [CrossRef] [Green Version]
- Sharma, S.; Kumar, A.; Beri, N.; Kumar, D. Effect of aluminium powder addition in dielectric during electric discharge machining of hastelloy on machining performance using reverse polarity. Int. J. Adv. Eng. Technol. 2010, 1, 13–24. [Google Scholar]
- Kansal, H.K.; Singh, S.; Kumar, P. Performance parameters optimization (multi-characteristics) of powder mixed electric discharge machining (PMEDM) through Taguchi’s method and utility concept. Indian J. Eng. Mater. Sci. 2006, 13, 209–216. [Google Scholar]
- Singh, P.; Kumar, A.; Beri, N.; Kumar, V. Some experimental investigation on aluminum powder mixed EDM on machining performance of hastelloy steel. Int. J. Adv. Eng. Technol. 2010, 1, 28–45. [Google Scholar]
- Singh, G.; Singh, P.; Tejpal, G.; Singh, B. Effect of machining parameters on surface roughness of H13 Steel in EDM process using powder mixed fluid. Int. J. Adv. Eng. Res. Stud. 2012, 2, 148–150. [Google Scholar]
- Syed, K.H.; Palaniyandi, K. Performance of electrical discharge machining using aluminium powder suspended distilled water. Turk. J. Eng. Environ. Sci. 2012, 36, 195–207. [Google Scholar]
- Padhee, S.; Nayak, N.; Panda, S.K.; Dhal, P.R.; Mahapatra, S.S. Multi-objective parametric optimization of powder mixed electro-discharge machining using response surface methodology and non-dominated sorting genetic algorithm. Sadhana 2012, 37, 223–240. [Google Scholar] [CrossRef]
- Mir, M.J.; Sheikh, K.; Singh, B.; Malhotra, N. Modeling and analysis of machining parameters for surface roughness in powder mixed EDM using RSM approach. Int. J. Eng. Sci. Technol. 2012, 4, 45–52. [Google Scholar] [CrossRef]
- Razak, M.A.; Abdul-Rani, A.M.; Nanimina, A.M. Improving EDM efficiency with silicon carbide powder-mixed dielectric fluid. Int. J. Mater. Mech. Manuf. 2015, 3, 40–43. [Google Scholar] [CrossRef]
- Peças, P.; Henriques, E. Effect of the powder concentration and dielectric flow in the surface morphology in electrical discharge machining with powder-mixed dielectric (PMD-EDM). Int. J. Adv. Manuf. Technol. 2008, 37, 1120–1132. [Google Scholar] [CrossRef]
- Jeswani, M.L. Effect of the addition of graphite powder to kerosene used as the dielectric fluid in electrical discharge machining. Wear 1981, 70, 133–139. [Google Scholar] [CrossRef]
- Goyal, S.; Singh, R.K. Parametric study of powder mixed EDM and optimization of MRR & surface roughness. Int. J. Sci. Eng. Technol. 2014, 3, 56–62. [Google Scholar]
- Khundrakpam, N.S.; Singh, H.; Kumar, S.; Brar, G.S. Investigation and modeling of silicon powder mixed EDM using response surface method. Int. J. Curr. Eng. Technol. 2014, 4, 1022–1026. [Google Scholar]
- Muniu, J.M.; Ikua, B.W.; Nyaanga, D.M.; Gicharu, S.N. Study on Effects of Powder-Mixed Dielectric Fluids on Electrical Discharge Machining Processes. Int. J. Eng. Res. Technol. 2013, 2, 2449–2456. [Google Scholar]
- Mathpathi, U.; Jeevraj, S.K.; Ramola, I.C. Analysis of material removal rate with powder mixed dielectric. IJCAE 2013, 4, 316–332. [Google Scholar]
- Yih-Fong, T.; Fu-Chen, C. Investigation into some surface characteristics of electrical discharge machined SKD-11 using powder-suspension dielectric oil. J. Mater. Process. Technol. 2005, 170, 385–391. [Google Scholar] [CrossRef]
- Furutani, K.; Sato, H.; Suzuki, M. Influence of electrical conditions on performance of electrical discharge machining with powder suspended in working oil for titanium carbide deposition process. Int. J. Adv. Manuf. Technol. 2009, 40, 1093–1101. [Google Scholar] [CrossRef]
- Ojha, K.; Garg, R.K.; Singh, K.K. Parametric optimization of PMEDM process using chromium powder mixed dielectric and triangular shape electrodes. J. Miner. Mater. Charact. Eng. 2011, 10, 1087. [Google Scholar] [CrossRef]
- Paul, B.K.; Sahu, S.K.; Jadam, T.; Datta, S.; Dhupal, D.; Mahapatra, S.S. Effects of addition of copper powder in the dielectric media (EDM Oil) on Electro-discharge machining performance of inconel 718 super alloys. Mater. Today Proc. 2018, 5, 17618–17626. [Google Scholar] [CrossRef]
- Pecas, P.; Henriques, E. Influence of silicon powder-mixed dielectric on conventional electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 1465–1471. [Google Scholar] [CrossRef]
- Klocke, F.; Lung, D.; Antonoglou, G.; Thomaidis, D. The effects of powder suspended dielectrics on the thermal influenced zone by electrodischarge machining with small discharge energies. J. Mater. Process. Technol. 2004, 149, 191–197. [Google Scholar] [CrossRef]
- Gurule, N.B.; Nandurkar, K.N. Effect of tool rotation on material removal rate during powder mixed electric discharge machining of die steel. Int. J. Emerg. Technol. Adv. Eng. 2012, 2, 328–332. [Google Scholar]
- Bhaumik, M.; Maity, K. Effect of deep cryotreated tungsten carbide electrode and SiC powder on EDM performance of AISI 304. Part. Sci. Technol. 2019, 37, 981–992. [Google Scholar] [CrossRef]
- Paswan, K.; Pramanik, A.; Chattopadhyaya, S. Machining performance of Inconel 718 using graphene nanofluid in EDM. Mater. Manuf. Process. 2020, 35, 33–42. [Google Scholar] [CrossRef]
- Chu, X.; Zhu, K.; Wang, C.; Hu, Z.; Zhang, Y. A Study on Plasma Channel Expansion in Micro-EDM. Mater. Manuf. Process. 2016, 31, 381–390. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. Study on the nano-powder-mixed sinking and milling micro-EDM of WC-Co. Int. J. Adv. Manuf. Technol. 2011, 53, 167–180. [Google Scholar] [CrossRef]
- Kumar, A.; Maheshwari, S.; Sharma, C.; Beri, N. Analysis of machining characteristics in additive mixed electric discharge machining of nickel-based super alloy Inconel 718. Mater. Manuf. Process. 2011, 26, 1011–1018. [Google Scholar] [CrossRef]
- Garg, R.K.; Ojha, K. Parametric optimization of PMEDM process with nickel micro powder suspended dielectric and varying triangular shapes electrodes on EN-19 steel. J. Eng. Appl. Sci. 2011, 6, 152–156. [Google Scholar] [CrossRef] [Green Version]
- Rajkumar, H.; Vishwakamra, M. Performance parameters characteristics of PMEDM: A review. Int. J. Appl. Eng. Res. 2018, 13, 5281–5290. [Google Scholar]
- Patel, S.; Thesiya, D.; Rajurkar, A. Aluminium powder mixed rotary electric discharge machining (PMEDM) on Inconel 718. Aust. J. Mech. Eng. 2018, 16, 21–30. [Google Scholar] [CrossRef]
- Tzeng, Y.-F.; Lee, C.-Y. Effects of powder characteristics on electrodischarge machining efficiency. Int. J. Adv. Manuf. Technol. 2001, 17, 586–592. [Google Scholar] [CrossRef]
- Abrol, A.; Sharma, S. Effect of chromium powder mixed dielectric on performance characteristic of AISI D2 die steel using EDM. Int. J. Res. Eng. Technol. 2015, 4, 344–356. [Google Scholar]
- Korada, S.; Prasad, L.V.R.S.V.; Chilamkurti, S.G. Employing Sic Nano-Powder Dielectric to Enhance Machinability of Aisi D3 Steel in Electrical Spark Machining. Int. J. Modern Manuf. Technol. 2019, XI, 3. [Google Scholar]
- Malhotra, N.; Singh, H.; Rani, S. Improvements in performance of EDM—A review. Conf. Proc.-IEEE Southeastcon 2008. [Google Scholar] [CrossRef]
- Manivannan, R.; Kumar, M.P. Improving the machining performance characteristics of the µEDM drilling process by the online cryogenic cooling approach. Mater. Manuf. Process. 2018, 33, 390–396. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, P. Improving Material Removal Rate and Optimizing Variousmachining Parameters in EDM. Int. J. Eng. Sci. 2017, 6, 64–68. [Google Scholar] [CrossRef]
- Mahajan, R.; Krishna, H.; Singh, A.K.; Ghadai, R.K. A review on Copper and its alloys used as electrode in EDM. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Volume 377, International Conference on Mechanical, Materials and Renewable Energy, Sikkim, India, 8–10 December 2017. [Google Scholar] [CrossRef]
- Khan, A.A.; Mohiuddin, A.K.M.; Latif, M.A.A. Improvement of MRR and surface roughness during electrical discharge machining (EDM) using aluminum oxide powder mixed dielectric fluid. IOP Conf. Ser. Mater. Sci. Eng. 2018, 290, 012063. [Google Scholar] [CrossRef]
- Gudur, S.; Potdar, V.V.; Gudur, S. A Review on Effect of Aluminum & Silicon Powder Mixed EDM on Response Variables of Various Materials. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 17937–17945. [Google Scholar] [CrossRef]
- Sugunakar, A.; Kumar, A.; Markandeya, R. Effect of Powder Mixed Dielectric Fluid on MRR And SR During Electrical Discharge Machining of RENE 80. OSR J. Mech. Civ. Eng. 2017, 14, 43–50. [Google Scholar] [CrossRef]
- Goyal, P. Enhancement of MRR in EDM by composite material electrode on die steel. Int. J. Sci. Eng. Technol. Res. 2014, 3, 2640–2643. [Google Scholar]
- Mhatre, M.S.; Sapkal, S.U.; Pawade, R.S. Electro discharge machining characteristics of Ti-6Al-4V alloy: A grey relational optimization. Procedia Mater. Sci. 2014, 5, 2014–2022. [Google Scholar] [CrossRef] [Green Version]
- Leão, F.N.; Pashby, I.R. A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining. J. Mater. Process. Technol. 2004, 149, 341–346. [Google Scholar] [CrossRef]
- Singh, N.K.; Singh, K.K. Review on recent development in environmental-friendly EDM techniques. Adv. Manuf. Sci. Technol. 2015, 39, 17–37. [Google Scholar]
- Zhang, Y.; Liu, Y.; Ji, R.; Cai, B.; Shen, Y. Sinking EDM in water-in-oil emulsion. Int. J. Adv. Manuf. Technol. 2013, 65, 705–716. [Google Scholar] [CrossRef]
- Singh, N.K.; Pandey, P.M.; Singh, K.K.; Sharma, M.K. Steps towards green manufacturing through EDM process: A review. Cogent Eng. 2016, 3, 1272662. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Shen, Y.; Ji, R.; Li, Z.; Zheng, C. Investigation on the influence of the dielectrics on the material removal characteristics of EDM. J. Mater. Process. Technol. 2014, 214, 1052–1061. [Google Scholar] [CrossRef]
- Paramashivan, S.S.; Mathew, J.; Mahadevan, S. Mathematical modeling of aerosol emission from die sinking electrical discharge machining process. Appl. Math. Model. 2012, 36, 1493–1503. [Google Scholar] [CrossRef] [Green Version]
- Evertz, S.; Dott, W.; Eisentraeger, A. Electrical discharge machining: Occupational hygienic characterization using emission-based monitoring. Int. J. Hyg. Environ. Health 2006, 209, 423–434. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.; Bhardwaj, A. Review to EDM by using water and powder-mixed dielectric fluid. J. Miner. Mater. Charact. Eng. 2011, 10, 199. [Google Scholar] [CrossRef]
- Muttamara, A.; Mesee, J. Effect of TiN powder mixed in Electrical Discharge Machining. IOP Conf. Ser. Mater. Sci. Eng. 2016, 157, 12021. [Google Scholar] [CrossRef]
- Bhatt, G.; Batish, A.; Bhattacharya, A. Experimental investigation of magnetic field assisted powder mixed electric discharge machining. Part. Sci. Technol. 2015, 33, 246–256. [Google Scholar] [CrossRef]
- Furutani, K.; Shimizu, Y. Experimental analysis of deposition process of lubricant surface by electrical discharge machining with molybdenum disulfide powder suspended in working oil. In Proceedings of the 18th Annual Meet of the American Society of Precision Engineering, Portland, OR, USA, 28 October 2003; pp. 547–550. [Google Scholar]
- Kim, Y.S.; Chu, C.N. The Effects of Graphite Powder on Tool Wear in Micro Electrical Discharge Machining. Procedia CIRP. 2018, 68, 553–558. [Google Scholar] [CrossRef]
- Khosrozadeh, B.; Shabgard, M. Effects of hybrid electrical discharge machining processes on surface integrity and residual stresses of Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2017, 93, 1999–2011. [Google Scholar] [CrossRef]
- Qudeiri, J.E.A.; Saleh, A.; Ziout, A.; Mourad, A.H.I.; Abidi, M.H.; Elkaseer, A. Advanced electric discharge machining of stainless steels: Assessment of the state of the art, gaps and future prospect. Materials 2019, 12, 907. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Marafona, J.; Wykes, C. New method of optimising material removal rate using EDM with copper-tungsten electrodes. Int. J. Mach. Tools Manuf. 2000, 40, 153–164. [Google Scholar] [CrossRef]
- Mohri, N.; Suzuki, M.; Furuya, M.; Saito, N.; Kobayashi, A. Electrode Wear Process in Electrical Discharge Machinings. CIRP Ann.-Manuf. Technol. 1995, 44, 165–168. [Google Scholar] [CrossRef]
- Staelens, F.; Kruth, J.P. A Computer Integrated Machining Strategy for Planetary EDM. CIRP Ann.-Manuf. Technol. 1989, 38, 187–190. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, A.; Dixit, A.R.; Das, A.K. Performance evaluation of Al2O3 nano powder mixed dielectric for electric discharge machining of Inconel 825. Mater. Manuf. Process. 2018, 33, 986–995. [Google Scholar] [CrossRef]
- Hosni, N.A.J.; Lajis, M.A. Multi-response optimization of the machining characteristics in electrical discharge machining (EDM) using span-20 surfactant and chromium (Cr) powder mixed. Materwiss. Werksttech. 2019, 50, 329–335. [Google Scholar] [CrossRef]
- Lajis, M.A.; Hosni, N.A.J. The influences of various mixed dielectric fluids on the performance electrical discharge machining of AISI D2 hardened steel. Materwiss. Werksttech. 2018, 49, 413–419. [Google Scholar] [CrossRef]
- Sivaprakasam, P.; Hariharan, P.; Gowri, S. Experimental investigations on nano powder mixed Micro-Wire EDM process of inconel-718 alloy. Meas. J. Int. Meas. Confed. 2019, 147, 106844. [Google Scholar] [CrossRef]
- Marashi, H.; Sarhan, A.A.D.; Hamdi, M. Employing Ti nano-powder dielectric to enhance surface characteristics in electrical discharge machining of AISI D2 steel. Appl. Surf. Sci. 2015, 357, 892–907. [Google Scholar] [CrossRef]
- Hosni, N.A.J.; Lajis, M.A. The influence of Span-20 surfactant and micro-/nano-Chromium (Cr) Powder Mixed Electrical Discharge Machining (PMEDM) on the surface characteristics of AISI D2 hardened steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 342, 1–11. [Google Scholar] [CrossRef]
- Hosni, N.A.J.; Lajis, M.A. Experimental investigation and economic analysis of surfactant (Span-20) in powder mixed electrical discharge machining (PMEDM) of AISI D2 hardened steel. Mach. Sci. Technol. 2020, 24, 398–424. [Google Scholar] [CrossRef]
- Sethuramalingam, P.; Vinayagam, B.K. Adaptive neuro fuzzy inference system modelling of multi-objective optimisation of electrical discharge machining process using single-wall carbon nanotubes. Aust. J. Mech. Eng. 2015, 13, 97–117. [Google Scholar] [CrossRef]
- Abbas, M.A.; Lajis, M.A.; Abbas, D.R.; Merzah, O.M.; Kadhim, M.H.; Shamran, A.A. Influence of additive materials on the roughness of AISI D2 steel in electrical discharge machining (EDM) environment. Materwiss. Werksttech. 2020, 51, 719–724. [Google Scholar] [CrossRef]
- Rani, J.R.; Thangavel, R.; Oh, S.I.; Lee, Y.S.; Jang, J.H. An ultra-high-energy density supercapacitor; fabrication based on thiol-functionalized graphene oxide scrolls. Nanomaterials 2019, 9, 148. [Google Scholar] [CrossRef] [Green Version]
- Somashekhar, K.P.; Ramachandran, N.; Mathew, J. Optimization of material removal rate in micro-EDM using artificial neural network and genetic algorithms. Mater. Manuf. Process. 2010, 25, 467–475. [Google Scholar] [CrossRef]
- Reddy, V.V.; Reddy, C.S.; Valli, P.M. Optimization of Process Parameters of Surfactant and Graphite Powder Mixed Dielectric EDM through Taguchi-Grey Relational Analysis. Bonfring Int. J. Ind. Eng. Manag. Sci. 2015, 5, 175. [Google Scholar] [CrossRef] [Green Version]
- Lamichhane, Y.; Singh, G.; Bhui, A.S.; Mukhiya, P.; Kumar, P.; Thapa, B. Surface modification of 316L SS with HAp nano-particles using PMEDM for enhanced biocompatibility. Mater. Today Proc. 2019, 15, 336–343. [Google Scholar] [CrossRef]
- Shinde, R.; Patil, N.; Raut, D.; Pawade, R.; Brahmaknakr, P. Experimental Investigations into Powder-Mixed Electrical Discharge Machining (PMEDM) of HCHCr D2 Die Steel; Atlantis Press: Paris, France, 2017. [Google Scholar] [CrossRef] [Green Version]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S.; Kaur, S. Magnetic field influence on surface modifications in powder mixed EDM. Silicon 2019, 11, 415–423. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S. Magnetic field assisted EDM: New horizons for improved surface properties. Silicon 2018, 10, 1275–1282. [Google Scholar] [CrossRef]
- Rouniyar, A.K.; Shandilya, P. Fabrication and experimental investigation of magnetic field assisted powder mixed electrical discharge machining on machining of aluminum 6061 alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 2283–2291. [Google Scholar] [CrossRef]
- Kunieda, M.; Takaya, T.; Nakano, S. Improvement of dry EDM characteristics using piezoelectric actuator. CIRP Ann.-Manuf. Technol. 2004, 53, 183–186. [Google Scholar] [CrossRef]
- Fenggou, C.; Dayong, Y. The study of high efficiency and intelligent optimization system in EDM sinking process. J. Mater. Process. Technol. 2004, 149, 83–87. [Google Scholar] [CrossRef]
- Han, F.; Kunieda, M.; Sendai, T.; Imai, Y. High precision simulation of WEDM using parametric programming. CIRP Ann.-Manuf. Technol. 2002, 51, 165–168. [Google Scholar] [CrossRef]
- Yadav, V.; Jain, V.K.; Dixit, P.M. Thermal stresses due to electrical discharge machining. Int. J. Mach. Tools Manuf. 2002, 42, 877–888. [Google Scholar] [CrossRef]
- Tsai, K.M.; Wang, P.J. Semi-empirical model of surface finish on electrical discharge machining. Int. J. Mach. Tools Manuf. 2001, 41, 1455–1477. [Google Scholar] [CrossRef]
- Wang, P.J.; Tsai, K.M. Semi-empirical model on work removal and tool wear in electrical discharge machining. J. Mater. Process. Technol. 2001, 114, 1–17. [Google Scholar] [CrossRef]
- Williams, R.E.; Rajurkar, K.P. Study of wire electrical discharge machined surface characteristics. J. Mater. Process. Technol. 1991, 28, 127–138. [Google Scholar] [CrossRef]
- Cogun, C.; Savsar, M. Statistical modelling of properties of discharge pulses in electric discharge machining. Int. J. Mach. Tools Manuf. 1990, 30, 467–474. [Google Scholar] [CrossRef]
- Salah, N.B.; Ghanem, F.; Atig, K.B. Numerical study of thermal aspects of electric discharge machining process. Int. J. Mach. Tools Manuf. 2006, 46, 908–911. [Google Scholar] [CrossRef]
- Gao, C.; Liu, Z. A study of ultrasonically aided micro-electrical-discharge machining by the application of workpiece vibration. J. Mater. Process. Technol. 2003, 139, 226–228. [Google Scholar] [CrossRef]
- Srivastava, V.; Pandey, P.M. Performance evaluation of electrical discharge machining (EDM) process using cryogenically cooled electrode. Mater. Manuf. Process. 2012, 27, 683–688. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-świercz, D. The effects of reduced graphene oxide flakes in the dielectric on electrical discharge machining. Nanomaterials 2019, 9, 335. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kavimani, V.; Prakash, K.S.; Thankachan, T. Influence of machining parameters on wire electrical discharge machining performance of reduced graphene oxide/magnesium composite and its surface integrity characteristics. Compos. Part B Eng. 2019, 167, 621–630. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D. Investigation of the Influence of Reduced Graphene Oxide Flakes in the Dielectric on Surface Characteristics and Material Removal Rate in EDM. Materials 2019, 12, 943. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X.; Yi, S.; Guo, H.; Li, C.; Ding, S. Erosion characteristics of electrical discharge machining using graphene powder in deionized water as dielectric. Int. J. Adv. Manuf. Technol. 2020, 108, 357–368. [Google Scholar] [CrossRef]
- parameters on 3D surface topography. J. Mater. Process. Technol. 2004, 148, 155–164. [CrossRef]
- Cusanelli, G.; Hessler-Wyser, A.; Bobard, F.; Demellayer, R.; Perez, R.; Flükiger, R. Microstructure at submicron scale of the white layer produced by EDM technique. J. Mater. Process. Technol. 2004, 149, 289–295. [Google Scholar] [CrossRef]
- Lee, H.T.; Rehbach, W.P.; Hsu, F.C.; Tai, T.Y.; Hsu, E. The study of EDM hole-drilling method for measuring residual stress in SKD11 tool steel. J. Mater. Process. Technol. 2004, 149, 88–93. [Google Scholar] [CrossRef]
- Guu, Y.H.; Hocheng, H.; Chou, C.Y.; Deng, C.S. Effect of electrical discharge machining on surface characteristics and machining damage of AISI D2 tool steel. Mater. Sci. Eng. A 2003, 358, 37–43. [Google Scholar] [CrossRef]
- Simão, J.; Aspinwall, D.; El-Menshawy, F.; Meadows, K. Surface alloying using PM composite electrode materials when electrical discharge texturing hardened AISI D2. J. Mater. Process. Technol. 2002, 127, 211–216. [Google Scholar] [CrossRef]
- Simao, J.; Lee, H.G.; Aspinwall, D.K.; Dewes, R.C.; Aspinwall, E.M. Workpiece surface modification using electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 121–128. [Google Scholar] [CrossRef]
- Zeid, O.A.A. On the effect of electrodischarge machining parameters on the fatigue life of AISI D6 tool steel. J. Mater. Process. Technol. 1997, 68, 27–32. [Google Scholar] [CrossRef]
- Younis, M.A.; Abbas, M.S.; Gouda, M.A.; Mahmoud, F.H.; Allah, S.A.A. Effect of electrode material on electrical discharge machining of tool steel surface. Ain Shams Eng. J. 2015, 6, 977–986. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zhang, Y.; Ji, R.; Cai, B.; Wang, F.; Tian, X.; Dong, X. Experimental characterization of sinking electrical discharge machining using water in oil emulsion as dielectric. Mater. Manuf. Process. 2013, 28, 355–363. [Google Scholar] [CrossRef]
- Assarzadeh, S.; Ghoreishi, M.; Shariyyat, M. Response surface methodology approach to process modeling and optimization of powder mixed electrical discharge machining (PMEDM). In Proceedings of the 16th International Symposium on Electromachining, Shanghai, China, 19–23 April 2010; pp. 19–23. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Type | Composition (weight %) | Parameters Studied |
|---|---|---|
| Silicon | 0.03 | material removal rate (MRR), surface roughness (SR) [70] |
| Aluminum | 20 | MRR, SR, Tool wear ratio (TWR) [78] |
| Silicon | 0.3 | MRR [41] |
| Chromium | 9 | MRR, TWR [69] |
| Nickel micro powder | 6 | MRR [79] |
| Material | Density (g/cm3) | Electrical Resistivity (μΩ-cm) | Thermal Conductivity (W/m-K) |
|---|---|---|---|
| Aluminum (Al) | 2.70 | 2.89 | 236 |
| Graphite C | 1.26 | 103 | 3000 |
| Chromium (Cr) | 7.16 | 2.6 | 95 |
| Copper (Cu) | 8.96 | 1.71 | 401 |
| Silicon (Si) | 2.33 | 2325 | 168 |
| Nickel (Ni) | 8.91 | 9.5 | 94 |
| Silicon Carbide (SiC) | 3.22 | 1013 | 300 |
| Titanium (Ti) | 4.72 | 47 | 22 |
| Tungsten (W) | 19.25 | 5.3 | 182 |
| Alumina (Al2O3) | 3.98 | 103 | 25.1 |
| Boron Carbide (B4C) | 2.52 | 5.5 × 105 | 27.9 |
| Carbon nano tubes (CNTs) | 2.0 | 50 | 4000 |
| Molybdenum Disulfide (MoS2) | 5.06 | 106 | 138 |
| Work Material | Powder | Input Parameter | Response Variables | Optimization Technique | Results | Reference |
|---|---|---|---|---|---|---|
| En-31 | Silicon | Peak current, Pulse on, Duty cycle, Powder concentration | MRR, SR | Response surface methodology (RSM) | Powder concentration and peak current were the most influential parameters | [70] |
| Inconel 718 | Aluminum | Voltage, Discharge current, Duty cycle, Powder concentration | MRR, SE, WR | One variable at a time | Size and particle concentration significantly affect machining efficiency | [81] |
| AISI-D2 Die steel | Silicon | Peak current, Pulse on time, Pulse off time, Powder concentration, Grain, nozzle flushing | MR | Taguchi method | The peak current and concentration of silicon powder mostly influences the machining rate | [41] |
| EN-8 | Chromium | Current, Tool angle, Powder concentration, Duty cycle | MRR, TWR | RSM | The most significant parameters affecting MRR are powder concentration and current, whereas, current and electrode angle greatly influences TWR | [69] |
| EN-19 | Nickel micro powder | Peak current, Duty cycle, Electrode angle, Powder concentration | MRR, TWR | RSM | ANOVA results revealed that the current was the most dominant factor affecting both MRR and TWR increases with increase in current and powder concentration | [79] |
| AISI 1045 Steel | Aluminum | Current, Voltage, Pulse on time, Duty factor constant | MRR, SR | Taguchi method | As the concentration of aluminum powder and grain size in EDM oil increases, surface roughness starts decreasing. MRR and surface roughness are equally important. With the increase in concentration of aluminum powder and grain size MRR and surface finish of AISI 1045 Steel increases | [63] |
| W300 Die Steel | Aluminum | Peak current, Pulse on time, Powder concentration, and polarity | MRR, EWR, SR, WLT | Signal-to-noise (S/N) ratio and the analysis of variance (ANOVA) | Polarity plays an important role in PMEDM. High MRR is obtained in positive polarity, whereas better surface quality (surface roughness and white layer thickness) is achieved in negative polarity. Distilled water can be used as dielectric fluid instead of hydrocarbon oil and, moreover, the performance can be improved by the addition of aluminum powder | [57] |
| EN 31 Steel | Silicon | Pulse on time, Duty cycle and Peak current, Powder material, Powder size, Powder concentration, Dielectric type, Peak voltage, Pulse off time, Polarity, Inter electrode gap (IEG) | MRR, TWR, WR, SR | RSM | MRR and SR roughness have been measured for each setting. The use of powder-mixed dielectric promotes the reduction of surface roughness and enhances material removal rate | [80] |
| SKD-11 | Aluminum chromium copper and silicon carbide powders concentration | Pulse on time, Peak current | MRR, TWR, SR | RSM | The discharge gap distance and material removal rate increased as powder granularity was increased. Aluminum produced the largest discharge gap enlargement and silicon carbide produced the smallest. | [82] |
| AISI D2 Die steel | Chromium | Peak current, Pulse on time, Pulse off time, Powder concentration | MRR, TWR, SR | Taguchi, Anova | With the increase in current and pulse-on time, MRR increases. Due to the increased concentration of chromium powder, MRR tends to decrease. TWR is mainly affected by current. With the increase in current, TWR increases. Also, TWR tends to decrease with the increase in chromium powder concentration. surface roughness is higher with the increase in pulse-off time | [83] |
| AISI D3 Die Steel | Aluminum Powder | Peak current, Pulse on time | MRR, TWR, SR | Central composite design (CCD) of response surface methodology (RSM) | Maximum MRR is obtained at a high peak current of 14 Amp, higher Ton of 150 μs, and high concentration of Al powder 6 g/L. Low TWR and SR are made with low peak current of 2 Amp, lower ton of 50 μs and higher concentration of Al powder of 6 g/L. | [84] |
| No. | Author, Year | EDM Process | Objectives | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| D-S EDM | W EDM | FHD EDM | Other EDM Processes | 1 | 2 | 3 | 4 | 5 | ||
| 1 | [2] | x | √ | √ | ||||||
| 2 | [55] | x | √ | √ | √ | |||||
| 3 | [16] | x | √ | √ | ||||||
| 4 | [88] | x | √ | |||||||
| 5 | [51] | x | x | √ | ||||||
| 6 | [61] | x | √ | √ | √ | √ | ||||
| 7 | [62] | x | √ | √ | √ | |||||
| 8 | [40] | √ | √ | √ | √ | |||||
| 9 | [70] | x | √ | √ | ||||||
| 10 | [78] | x | √ | √ | √ | √ | ||||
| 11 | [41] | x | √ | √ | ||||||
| 12 | [69] | x | √ | √ | √ | |||||
| 13 | [79] | x | √ | √ | √ | |||||
| 14 | [19] | x | √ | |||||||
| 15 | [89] | x | √ | |||||||
| 16 | [86] | x | √ | |||||||
| 17 | [90] | x | √ | √ | ||||||
| 18 | [91] | x | √ | √ | √ | |||||
| 19 | [87] | x | √ | |||||||
| 20 | [92] | x | √ | √ | √ | |||||
| 21 | [93] | x | √ | |||||||
| 22 | [37] | x | √ | √ | √ | |||||
| 23 | [94] | x | √ | √ | ||||||
| 24 | [95] | x | √ | |||||||
| 25 | [96] | x | √ | |||||||
| 26 | [97] | x | √ | |||||||
| 27 | [98] | x | √ | |||||||
| 28 | [99] | x | ||||||||
| 29 | [100] | x | √ | |||||||
| 30 | [101] | x | √ | √ | √ | |||||
| 31 | [45] | x | √ | √ | √ | |||||
| 32 | [102] | x | √ | √ | √ | |||||
| 33 | [12] | x | √ | √ | ||||||
| 34 | [68] | x | √ | |||||||
| 35 | [103] | x | √ | |||||||
| 36 | [47] | x | √ | |||||||
| 37 | [104] | x | √ | |||||||
| 38 | [105] | x | √ | |||||||
| 39 | [40] | x | √ | √ | √ | √ | ||||
| 40 | [42] | x | √ | |||||||
| 41 | [106] | x | √ | |||||||
| 42 | [17] | x | √ | |||||||
| Dielectric Name | Specific Heat (J/kg-K) | Thermal Conductivity (W/m-K) | Breakdown Strength (kV/mm) | Flash Point (°C) |
|---|---|---|---|---|
| Deionized water | 4200 | 0.62 | 65–70 | Not applicable |
| Kerosene | 2100 | 0.14 | 24 | 37–65 |
| Mineral oil | 1860 | 0.13 | 10–15 | 160 |
| Silicon oil | 1510 | 0.15 | 10–15 | 300 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdudeen, A.; Abu Qudeiri, J.E.; Kareem, A.; Ahammed, T.; Ziout, A. Recent Advances and Perceptive Insights into Powder-Mixed Dielectric Fluid of EDM. Micromachines 2020, 11, 754. https://doi.org/10.3390/mi11080754
Abdudeen A, Abu Qudeiri JE, Kareem A, Ahammed T, Ziout A. Recent Advances and Perceptive Insights into Powder-Mixed Dielectric Fluid of EDM. Micromachines. 2020; 11(8):754. https://doi.org/10.3390/mi11080754
Chicago/Turabian StyleAbdudeen, Asarudheen, Jaber E. Abu Qudeiri, Ansar Kareem, Thanveer Ahammed, and Aiman Ziout. 2020. "Recent Advances and Perceptive Insights into Powder-Mixed Dielectric Fluid of EDM" Micromachines 11, no. 8: 754. https://doi.org/10.3390/mi11080754
APA StyleAbdudeen, A., Abu Qudeiri, J. E., Kareem, A., Ahammed, T., & Ziout, A. (2020). Recent Advances and Perceptive Insights into Powder-Mixed Dielectric Fluid of EDM. Micromachines, 11(8), 754. https://doi.org/10.3390/mi11080754