The Mechanism of Layer Stacked Clamping (LSC) for Polishing Ultra-Thin Sapphire Wafer


Abstract
:1. Introduction
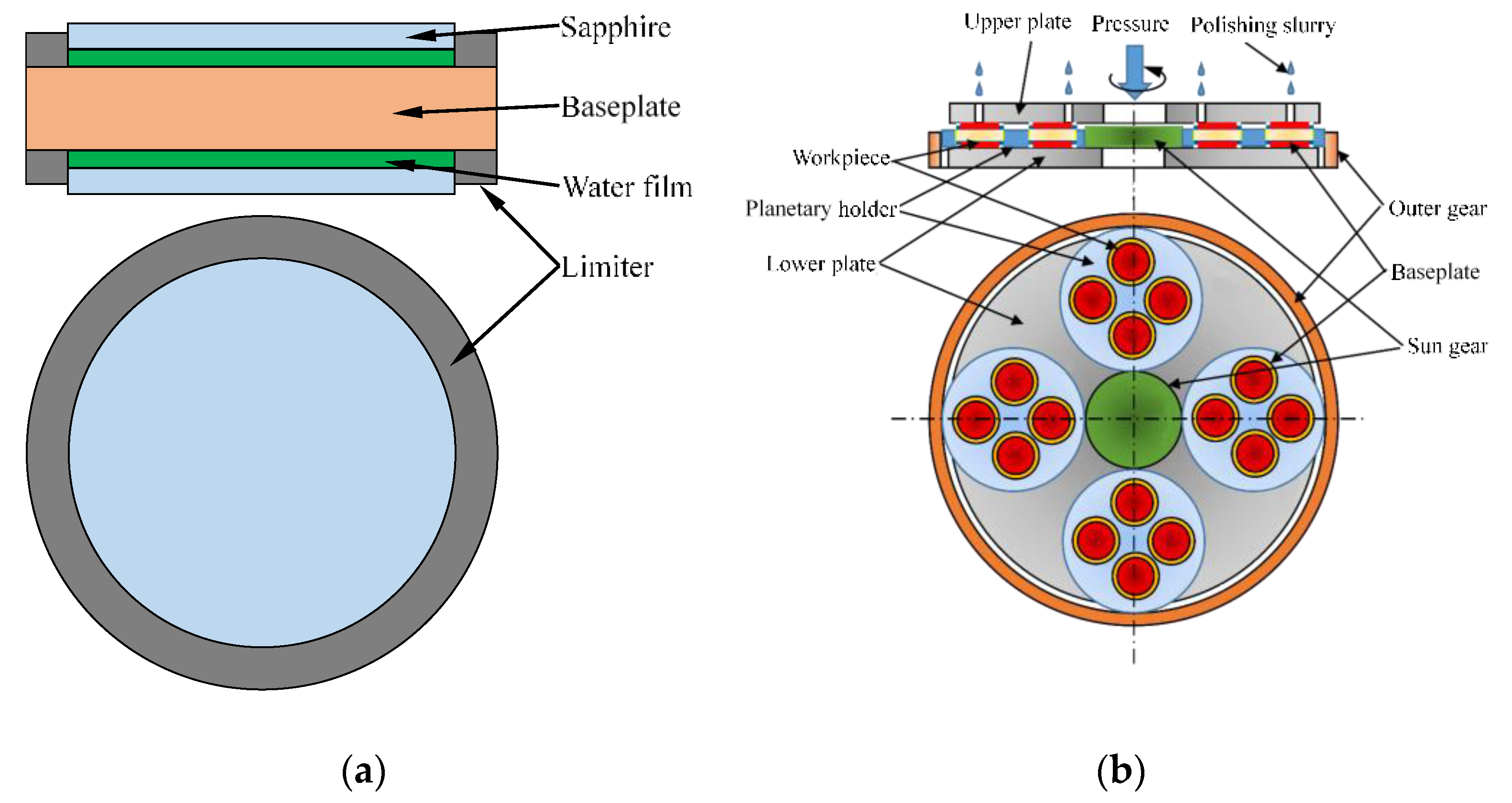
2. Principle of Layer Stacked Clamping (LSC)
3. Adhesion Mechanism of LSC
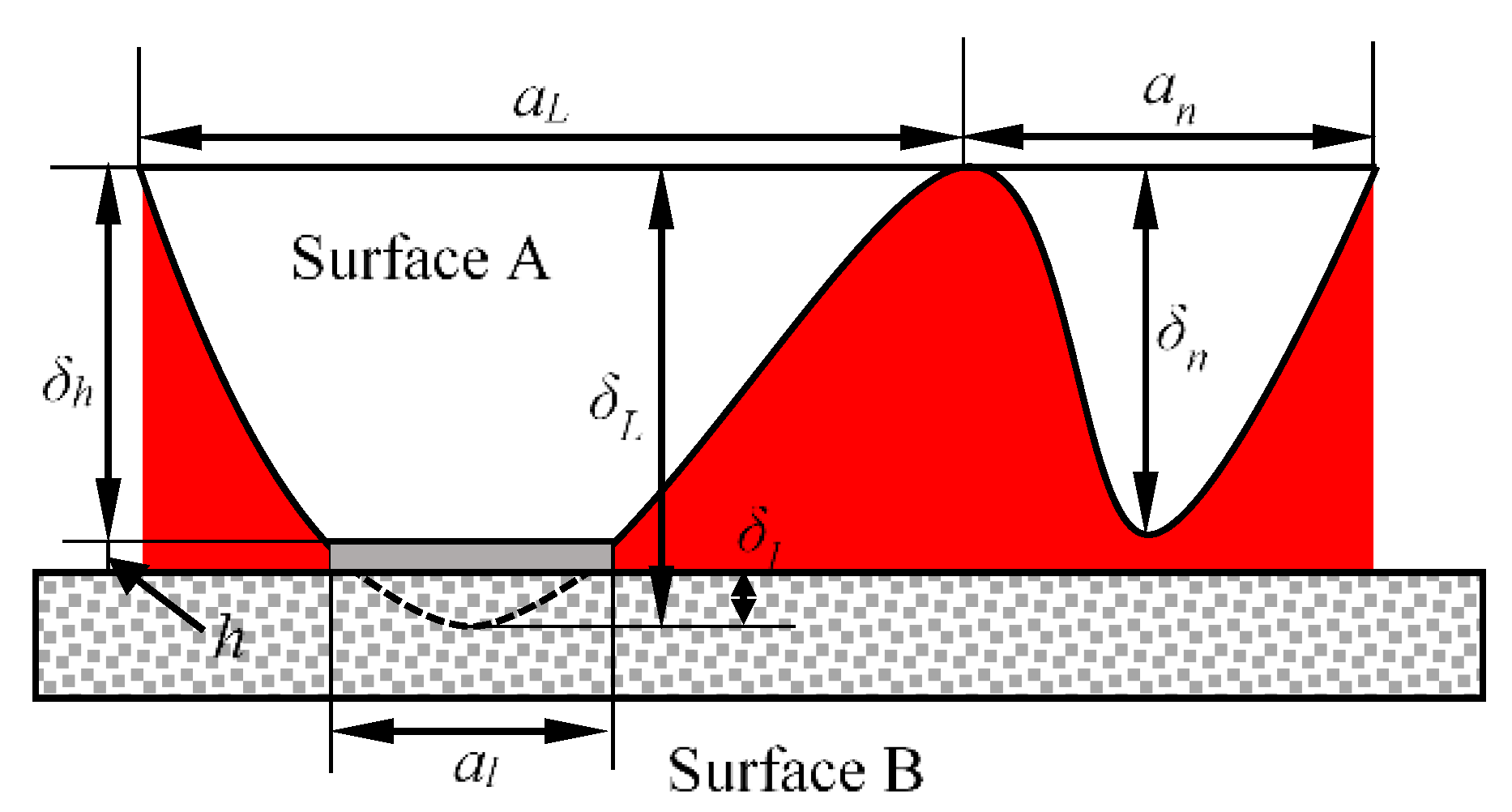
3.1. Fractal Theory of Rough Surface
3.2. Van der Waals Force Adhesion Model
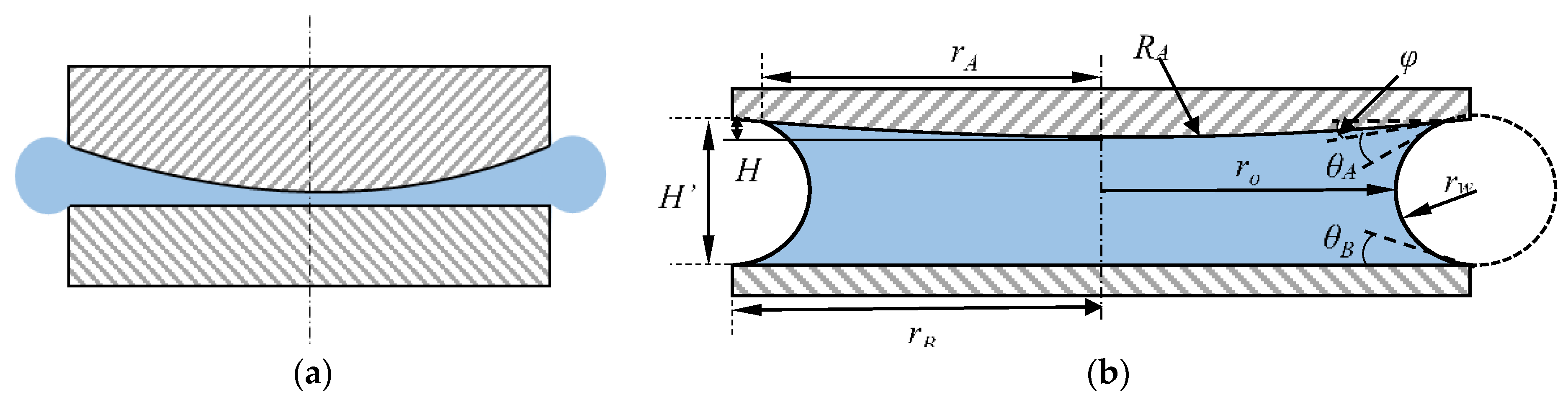
3.3. Capillary Adhesion Force
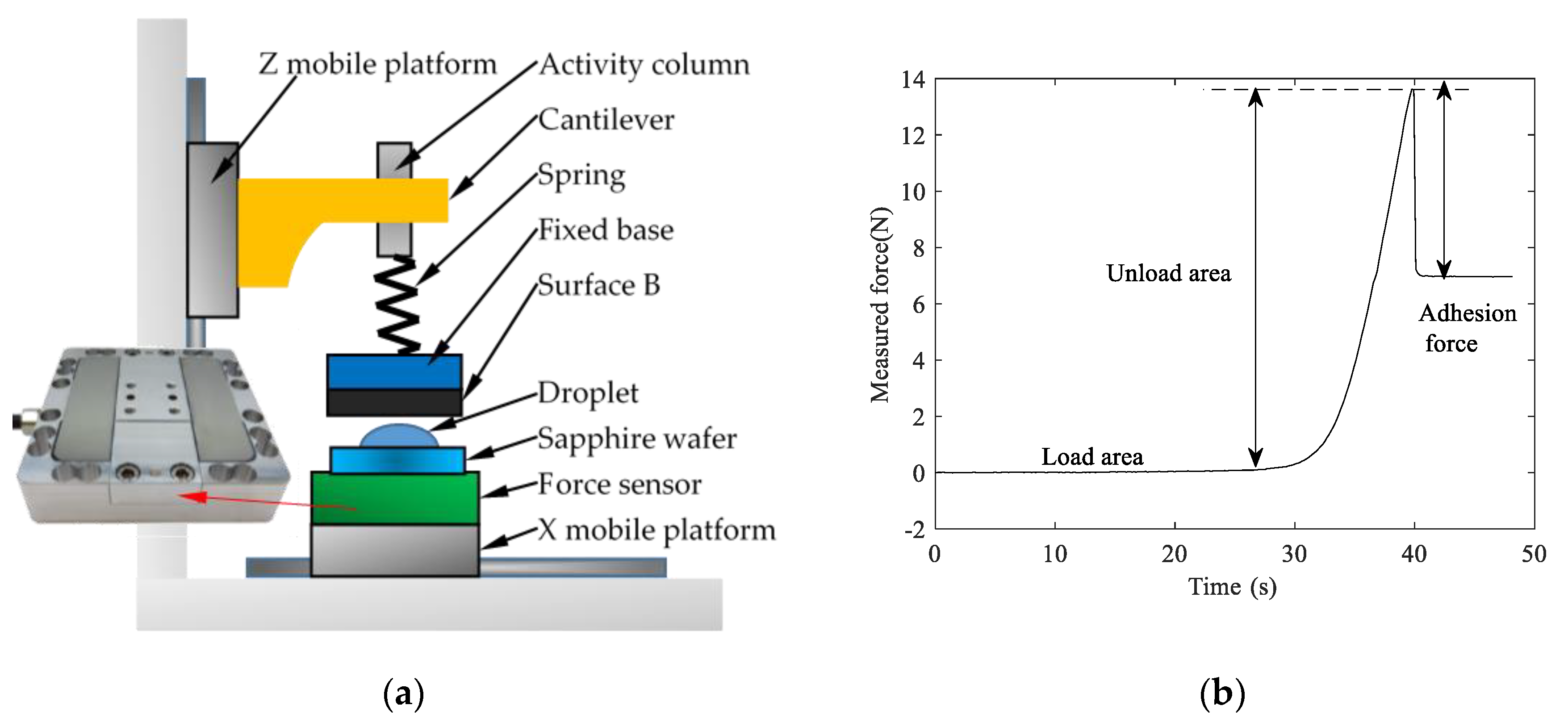
4. Adhesion Force Experiment and Discussion of LSC
4.1. Experiment Preparation
4.2. Results and Discussion
5. Double-sides Polishing Experiment Based on LSC
6. Conclusion
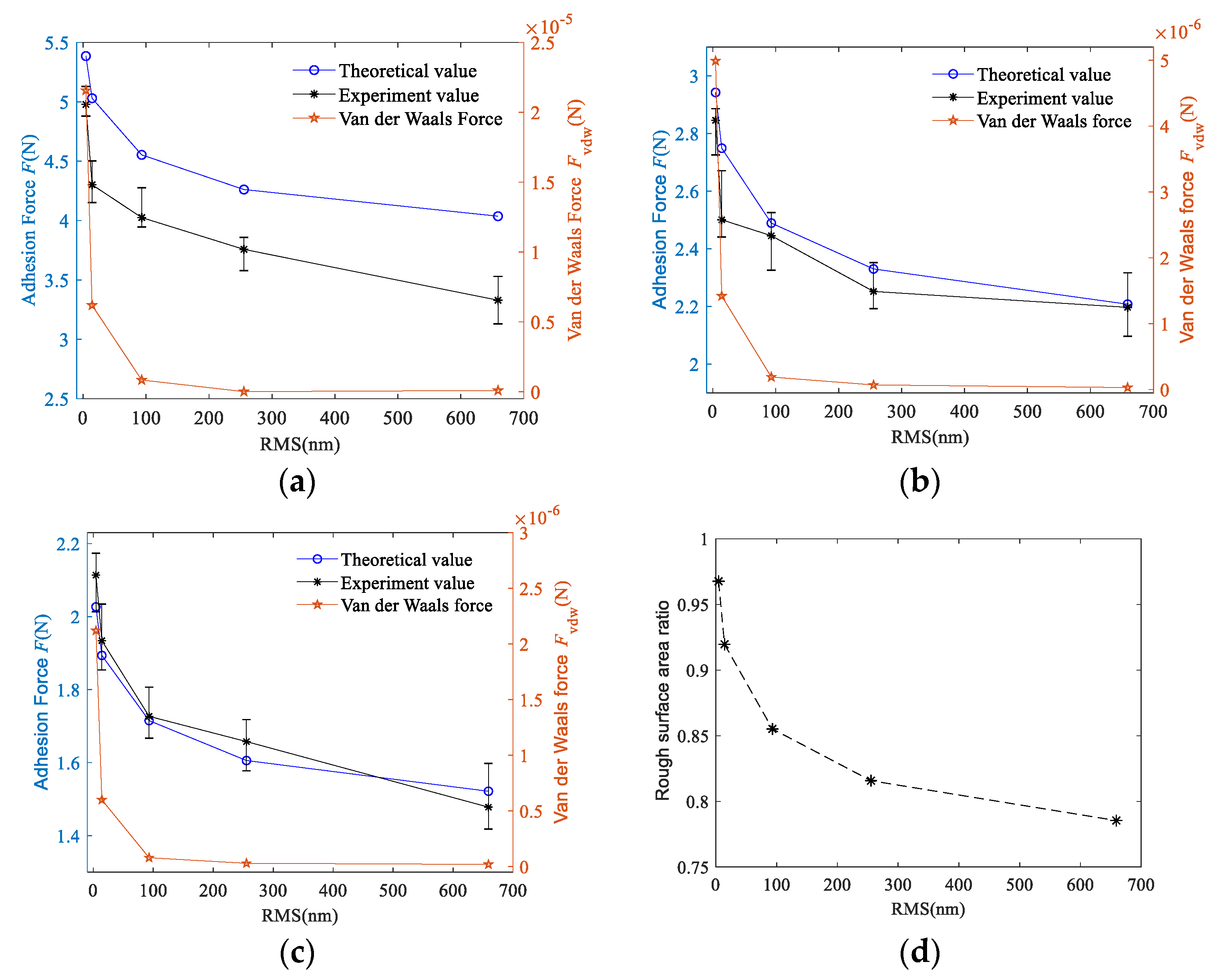
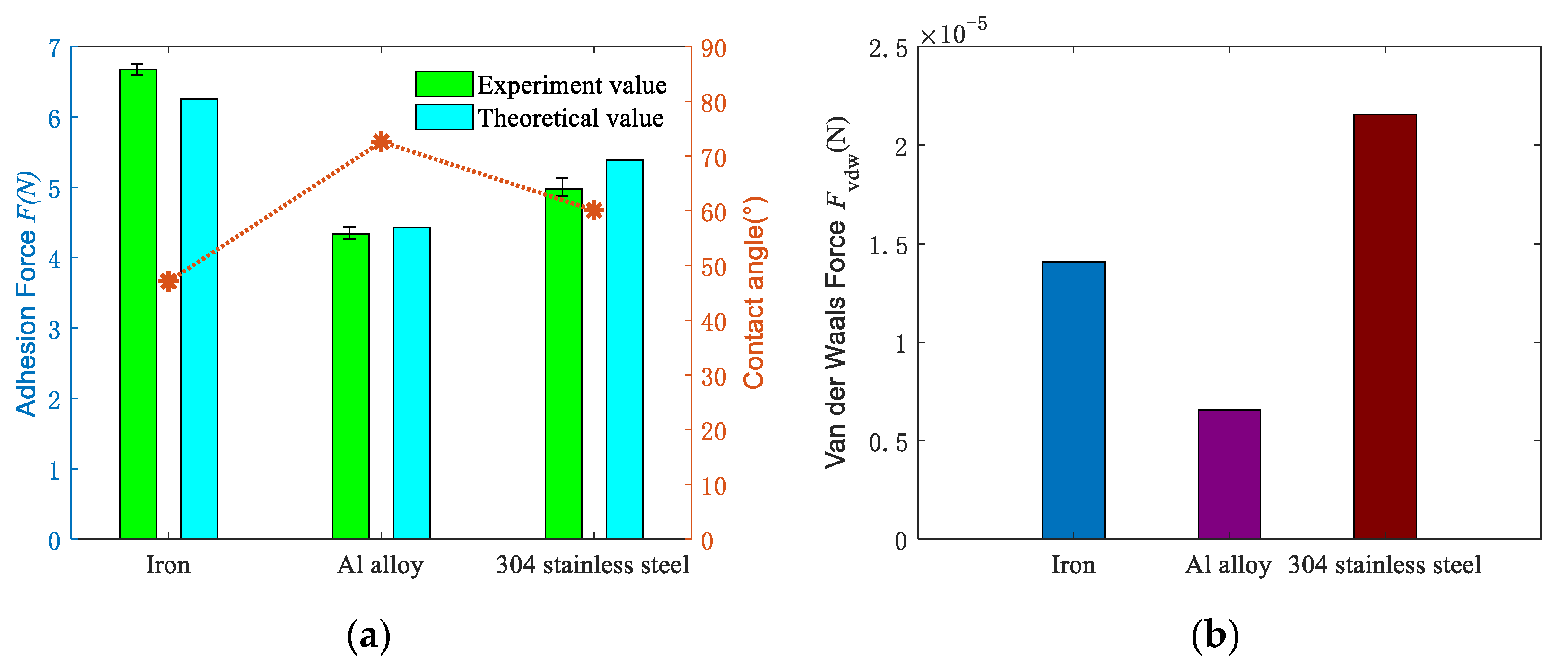
- Under the conditions of same pressure and surface spacing, the van der Waals force is mainly determined by hardness and Hamaker coefficient of material.
- The adhesion force between the solid-liquid interface is mainly depends on capillary force, and van der Waals force is almost negligible.
- The effect of capillary force is mainly affected by the volume of droplet, roughness and material. With the increasing of droplet volume, the height of completely capillary bridge formed between the two surfaces will also increasing, and the roughness and material will affect the contact angle of the surface.
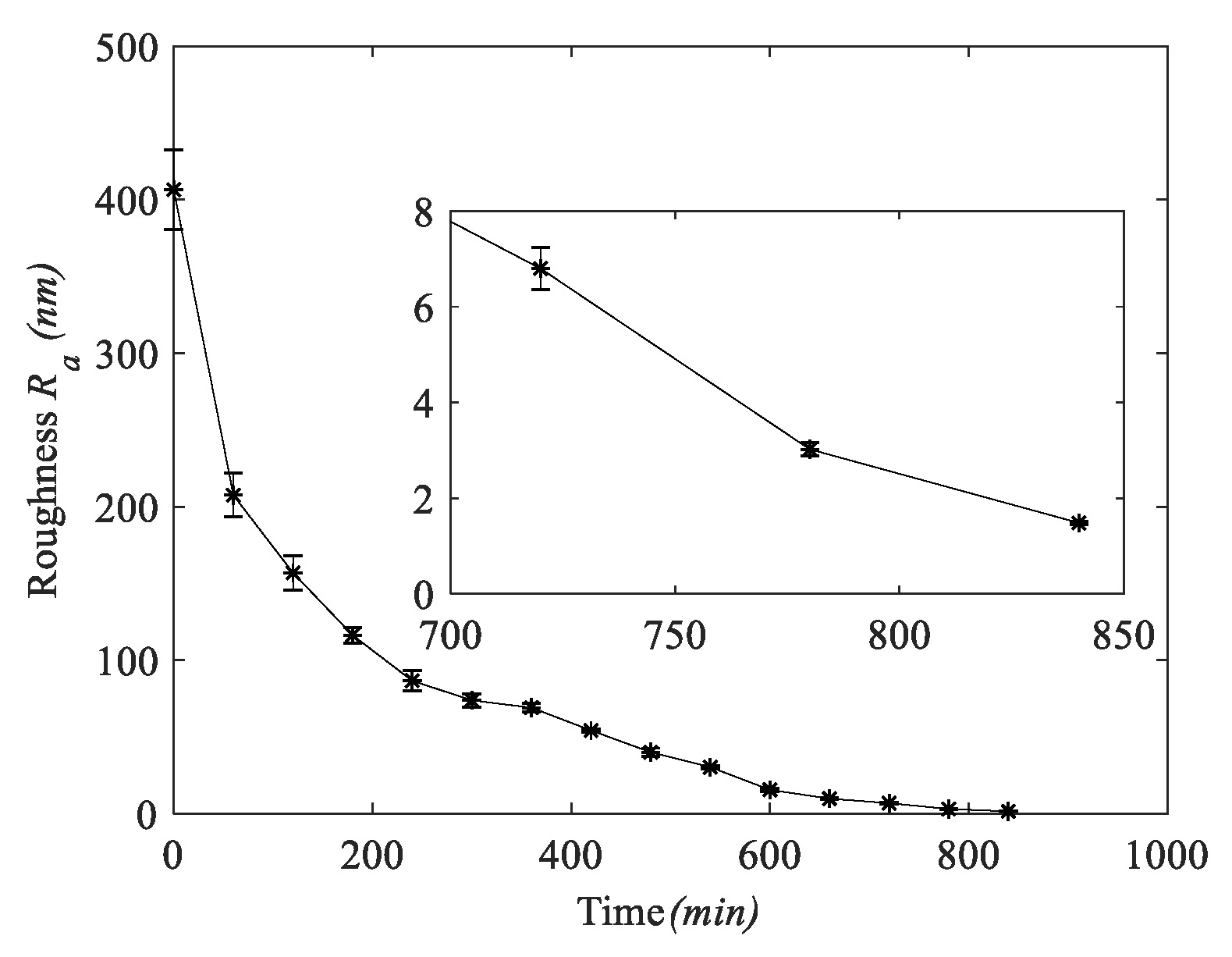
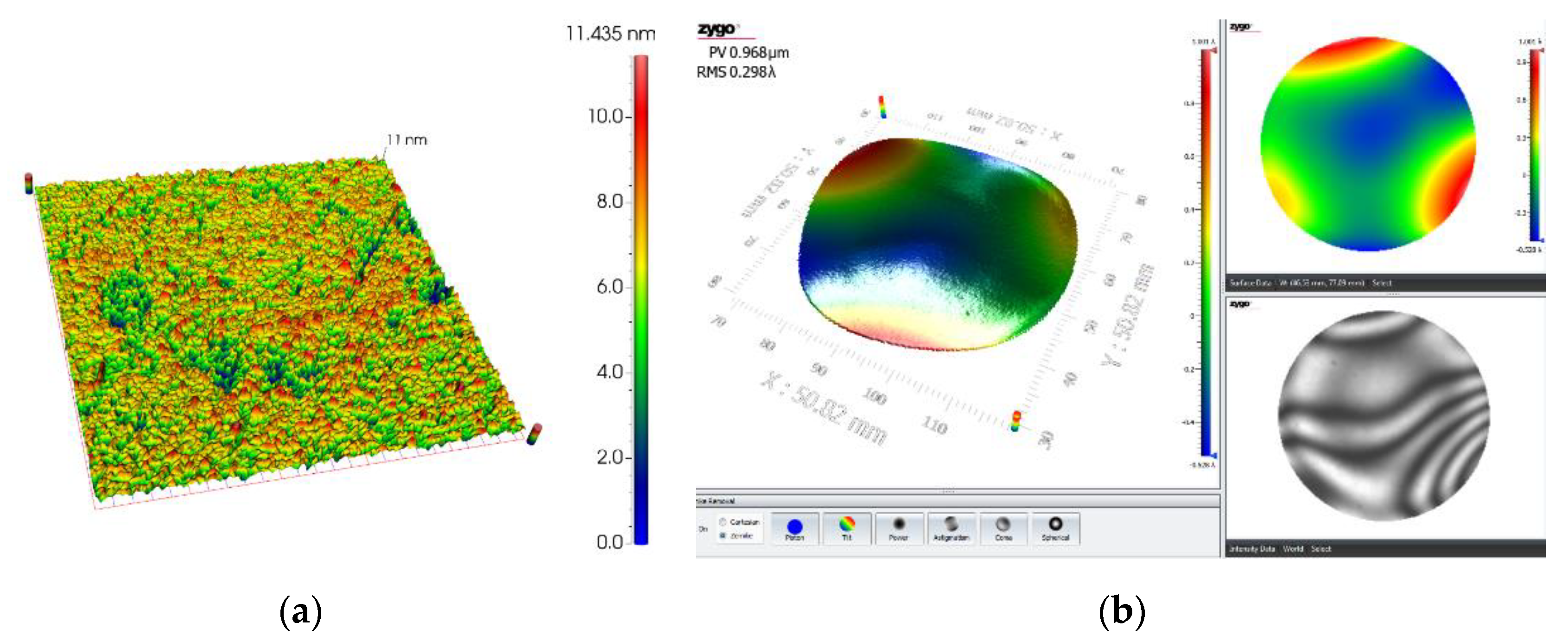
- Through the LSC method, the ultra-thin sapphire wafer can obtain an average surface roughness (Ra) of 1.52 nm and a flatness (PV) of 0.968 μm.
Author Contributions
Funding
Conflicts of Interest
References
- Nakamura, S.; Senoh, M.; Iwasa, N. High-brightness InGaN blue, green and yellow light-emitting diodes with quantum well structures. Jpn. J. Appl. Phys. 1995, 34, L797. [Google Scholar] [CrossRef]
- Nakamura, S.; Senoh, M.; Nagahama, S.I.; Iwasa, N.; Yamada, T. Characteristics of InGaN multi-quantum-well-structure laser diodes. Appl. Phys. Lett. 1996, 68, 3269–3271. [Google Scholar] [CrossRef]
- Wang, T.; Bai, J.; Sakai, S. Influence of InGaN/GaN quantum-well structure on the performance of light-emitting diodes and laser diodes grown on sapphire substrates. J. Cryst. Growth 2001, 224, 5–10. [Google Scholar] [CrossRef]
- Ploch, N.L.; Rodriguez, H.; Stolmacker, C.; Hoppe, M.; Lapeyrade, M.; Stellmach, J.; Mehnke, F.; Wernicke, T.; Knauer, A.; Kueller, V. Effective thermal management in ultraviolet light-emitting diodes with micro-LED arrays. IEEE Trans. Electron Devices 2013, 60, 782–786. [Google Scholar] [CrossRef]
- Gong, Z.; Jin, S.; Chen, Y.; McKendry, J.; Massoubre, D.; Watson, I.M.; Gu, E.; Dawson, M.D. Size-dependent light output, spectral shift, and self-heating of 400 nm InGaN light-emitting diodes. J. Appl. Phys. 2010, 107, 013103. [Google Scholar] [CrossRef]
- Vitusevich, S.A.; Kurakin, A.M.; Klein, N.; Petrychuk, M.V.; Naumov, A.V.; Belyaev, A.E. AlGaN/GaN high electron mobility transistor structures: Self-heating effect and performance degradation. IEEE Trans. Device Mater. Reliab. 2008, 8, 543–548. [Google Scholar] [CrossRef]
- Horng, R.-H.; Wuu, D.-S.; Lin, C.-F.; Lai, C.-F. Recent development of fabrication technologies of nitride LEDs for performance improvement. In Nitride Semiconductor Light-Emitting Diodes (LEDs); Elsevier: Amsterdam, The Netherlands, 2018; pp. 209–241. [Google Scholar]
- Kumar, P.; Lee, J.; Lee, G.; Rao, S.; Singh, D.; Singh, R.K. Low temperature wet etching to reveal sub-surface damage in sapphire substrates. Appl. Surf. Sci. 2013, 273, 58–61. [Google Scholar] [CrossRef]
- Wan, L.; Dai, P.; Li, L.; Deng, Z.; Hu, Y. Investigation on ultra-precision lapping of A-plane and C-plane sapphires. Ceram. Int. 2019, 45, 12106–12112. [Google Scholar] [CrossRef]
- Zhao, D.; Xu, S.; Xie, M.; Tong, S.; Yang, H. Stress and its effect on optical properties of GaN epilayers grown on Si (111), 6H-SiC (0001), and c-plane sapphire. Appl. Phys. Lett. 2003, 83, 677–679. [Google Scholar] [CrossRef] [Green Version]
- Sheng, H.; Hang, W.; Chen, Z. Effect of Surface Roughness of Stainless-steel Substrate on Water-film Adhesion. Surf. Technol. 2019, 48, 97–103. [Google Scholar]
- Goto, K.; Mochiji, K.; Moritani, K.; Inui, N. Roughness Dependence of the Casimir Force between Fractal Surfaces. e-J. Surf. Sci. Nanotechnol. 2014, 12, 313–321. [Google Scholar] [CrossRef] [Green Version]
- Carrion-Vilches, F.J.; Bermudez, M.D.; Fructuoso, P. Static and kinetic friction force and surface roughness of different archwirebracket sliding contacts. Dent. Mater. J. 2015, 34, 648–653. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liou, J.L.; Lin, J.F. A new microcontact model developed for variable fractal dimension, topothesy, density of asperity, and probability density function of asperity heights. ASME 2007, 74, 603–613. [Google Scholar] [CrossRef]
- Morag, Y.; Etsion, I. Resolving the contradiction of asperities plastic to elastic mode transition in current contact models of fractal rough surfaces. Wear 2007, 262, 624–629. [Google Scholar] [CrossRef]
- Liou, J.L.; Lin, J.F. A modified fractal microcontact model developed for asperity heights with variable morphology parameters. Wear 2010, 268, 133–144. [Google Scholar] [CrossRef]
- Liou, J.L.; Tsai, C.M.; Lin, J.F. A microcontact model developed for sphere- and cylinder-based fractal bodies in contact with a rigid flat surface. Wear 2010, 268, 431–442. [Google Scholar] [CrossRef]
- Miao, X.M.; Huang, X.D. A complete contact model of a fractal rough surface. Wear 2014, 309, 146–151. [Google Scholar] [CrossRef]
- Greenwood, J.A.; Williamson, J.B.P.P. Contact of Nominally Flat Surfaces. Proc. R. Soc. Lond. 1966, 295, 300–319. [Google Scholar]
- Hertz, H. Über die berührung fester elastischer Körper (On the contact of rigid elastic solids). J. Reine Und Angew. Math. 1896, 92, 156. [Google Scholar]
- Majumdar, A.; Bhushan, B. Fractal Model of Elastic-Plastic Contact Between Rough Surfaces. ASME 1991, 113, 1–11. [Google Scholar] [CrossRef]
- Wang, S.; Komvopoulos, K. A Fractal Theory of the Interfacial Temperature Distribution in the Slow Sliding Regime: Part II—Multiple Domains, Elastoplastic Contacts and Applications. J. Tribol. 1994, 116, 824. [Google Scholar] [CrossRef]
- Thom, C.; Brodsky, E.E.; Goldsby, D.L.; Candela, T.; Carpick, R.W. Nanoscale Characterization of Fault Roughness by Atomic Force Microscopy. AGUFM 2015, 2015, T54B-05. [Google Scholar]
- Gurdogan, E.B.; Ozdemir-Ozenen, D.; Sandalli, N. Evaluation of Surface Roughness Characteristics Using Atomic Force Microscopy and Inspection of Microhardness Following Resin Infiltration with Icon. J. Esthet. Restor. Dent. 2017, 29, 201–208. [Google Scholar] [CrossRef] [PubMed]
- Voïtchovsky, K.; Kuna, J.J.; Contera, S.A.; Tosatti, E.; Stellacci, F. Direct mapping of the solid–liquid adhesion energy with subnanometre resolution. Nat. Nanotechnol. 2010, 5, 401–405. [Google Scholar] [PubMed] [Green Version]
- Terriza, A.; Alvarez, R.; Yubero, F.; Borras, A.; González-Elipe, A.R. Comments on “An Essay on Contact Angle Measurements”: Determination of Surface Roughness and Modeling of the Wetting Behavior. Plasma Process. Polym. 2011, 8, 998–1002. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Michielsen, S.; Lee, H.J. Symmetric and asymmetric capillary bridges between a rough surface and a parallel surface. Langmuir 2013, 29, 11028–11037. [Google Scholar] [CrossRef]
- Hongbo, Z.; Huang, J.; Tian, Y.; Li, L.; Tirrell, M.V.; Israelachvili, J.N. Adhesion and Detachment Mechanisms between Polymer and Solid Substrate Surfaces: Using Polystyrene–Mica as a Model System. Macromolecules 2016, 49, 5223–5231. [Google Scholar] [CrossRef]
- Hiep, N.H.; Thanh, M.D.; Huy, N.D. Viscous–capillary traveling waves associated with classical and nonclassical shocks in van der Waals fluids. Nonlinear Anal. Real World Appl. 2018, 41, 107–127. [Google Scholar] [CrossRef]
- Harrison, J.A. Detailed Investigations of Capillary and van der Waals Forces in the Adhesion between Solids. Ph.D. Thesis, Purdue University, West Lafayette, IN, USA, 2015. [Google Scholar]
- Qing, T.; Shao, T.-m.; Wen, S.-z. Effects of relative humidity on surface adhesion. Tribology 2006, 26, 295–299. [Google Scholar]
- Yastrebov, V.A.; Anciaux, G.; Molinari, J.F. From infinitesimal to full contact between rough surfaces: Evolution of the contact area. Int. J. Solids Struct. 2015, 52, 83–102. [Google Scholar] [CrossRef]
- Beamer, B.S.; Walley, K.C.; Okajima, S.; Manoukian, O.S.; Perez-Viloria, M.; DeAngelis, J.P.; Ramappa, A.J.; Nazarian, A. Changes in Contact Area in Meniscus Horizontal Cleavage Tears Subjected to Repair and Resection. Arthrosc. J. Arthrosc. Relat. Surg. 2017, 33, 617–624. [Google Scholar] [CrossRef] [PubMed]
- Jacobs, T.D.B.; Martini, A. Measuring and Understanding Contact Area at the Nanoscale: A Review. Appl. Mech. Rev. 2017, 69, 060802. [Google Scholar] [CrossRef] [Green Version]
- Israelachvili, J.N. Intermolecular and Surface Forces: Revised Third Edition; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Tan, T.H.; Yan, J. Atomic-scale characterization of subsurface damage and structural changes of single-crystal silicon carbide subjected to electrical discharge machining. Acta Mater. 2017, 123, 362–372. [Google Scholar] [CrossRef]
- Petkov, P.V.; Radoev, B.; Kliment, S.; Blvd, J.B. Investigation of Single and Binary of “Sandwich” Type Convex Liquid Capillary Bridges, Stretched between Two Flat Surfaces (Experimental Approach). Colloids Interfaces 2019, 3, 68. [Google Scholar] [CrossRef] [Green Version]
- Ge, S.; Tonder, K. The fractal behavior and fractal characterization of rough surfaces. Tribology 1997, 17, 73–80. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Sapphire | Al Alloy | Iron | 304 Stainless Steel | ||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||||
| Ra (nm) | 3.5 | 6.5 | 6.4 | 3.6 | 12.1 | 68.2 | 210.1 | 517.9 |
| Root mean square roughness (RMS) (nm) | 4.2 | 8.2 | 7.8 | 4.4 | 14.2 | 93.0 | 255.4 | 659.0 |
| Connect angle θ’ (°) | 51.2 | 72.6 | 47.1 | 60.1 | 66.7 | 82.6 | 84.8 | 86.5 |
| Cutoff frequency ωl | 12.5 | 12.5 | 12.5 | 12.5 | 12.5 | 4 | 1.25 | 1.25 |
| High frequency ωh | 400 | |||||||
| Height difference H’ (μm) | - | 10 | ||||||
| Parameter | Material | ||||
|---|---|---|---|---|---|
| Water | Sapphire | Iron | Al Alloy | 304 Stainless Steel | |
| Hamaker coefficient J (10−20 J) | 3.7 | 15.5 | 26 | 12.6 | 21.2 |
| Elastic Modulus (GPa) | - | 379 | 210 | 68.9 | 193 |
| Poisson’s ratio | - | 0.309 | 0.3 | 0.33 | 0.29 |
| Brinell hardness Hb (N/mm2) | - | - | 146 | 30 | 123 |
| Name | Parameter | Name | Parameter | |
|---|---|---|---|---|
| Sapphire | α-Al2O3 C direction | Rotation | Upper plate (r/min) | −24 |
| Diameter of sapphire (mm) | Φ50.8 | Lower plate (r/min) | 34 | |
| Sapphire thickness (mm) | 0.17 | Sun gear (r/min) | 20 | |
| Abrasive | SiO2 | Outer gear (r/min) | 0 | |
| Abrasive size (nm) | 80 | pH of slurry | 11 | |
| Flow rate of slurry (mL/min) | 25 | Flatness of baseplate (μm) | 0.988 | |
| Quality score of slurry (%wt) | 5 | Thickness of limit tablet (mm) | 0.105 | |
| Pressure (KPa/piece) | 31.6 | Time (min) | 60 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Cao, L.; Yuan, J.; Lyu, B.; Hang, W.; Wang, J. The Mechanism of Layer Stacked Clamping (LSC) for Polishing Ultra-Thin Sapphire Wafer. Micromachines 2020, 11, 759. https://doi.org/10.3390/mi11080759
Chen Z, Cao L, Yuan J, Lyu B, Hang W, Wang J. The Mechanism of Layer Stacked Clamping (LSC) for Polishing Ultra-Thin Sapphire Wafer. Micromachines. 2020; 11(8):759. https://doi.org/10.3390/mi11080759
Chicago/Turabian StyleChen, Zhixiang, Linlin Cao, Julong Yuan, Binghai Lyu, Wei Hang, and Jiahuan Wang. 2020. "The Mechanism of Layer Stacked Clamping (LSC) for Polishing Ultra-Thin Sapphire Wafer" Micromachines 11, no. 8: 759. https://doi.org/10.3390/mi11080759
APA StyleChen, Z., Cao, L., Yuan, J., Lyu, B., Hang, W., & Wang, J. (2020). The Mechanism of Layer Stacked Clamping (LSC) for Polishing Ultra-Thin Sapphire Wafer. Micromachines, 11(8), 759. https://doi.org/10.3390/mi11080759