Preliminary Study on Polishing SLA 3D-Printed ABS-Like Resins for Surface Roughness and Glossiness Reduction



Abstract
:1. Introduction
2. Experimental Setup
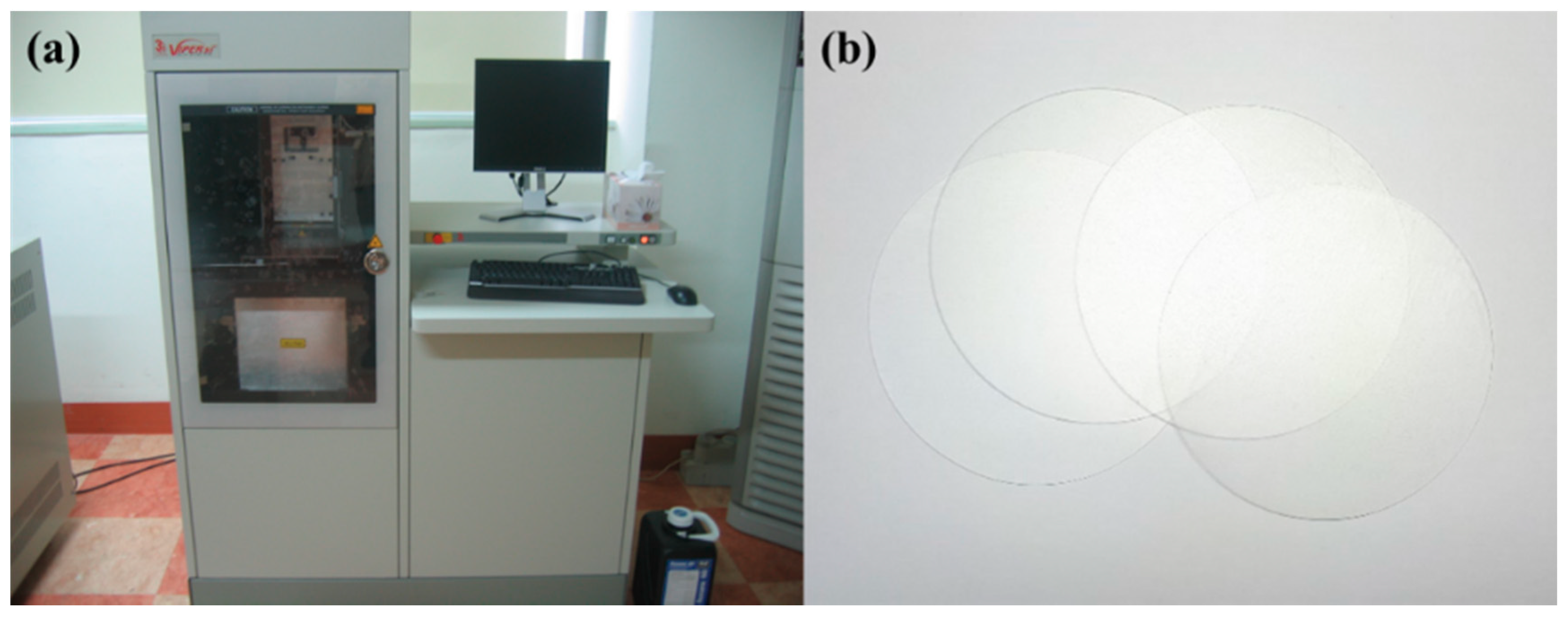
2.1. Specimens 3D Printing Methodology
2.2. Polishihng Methodology
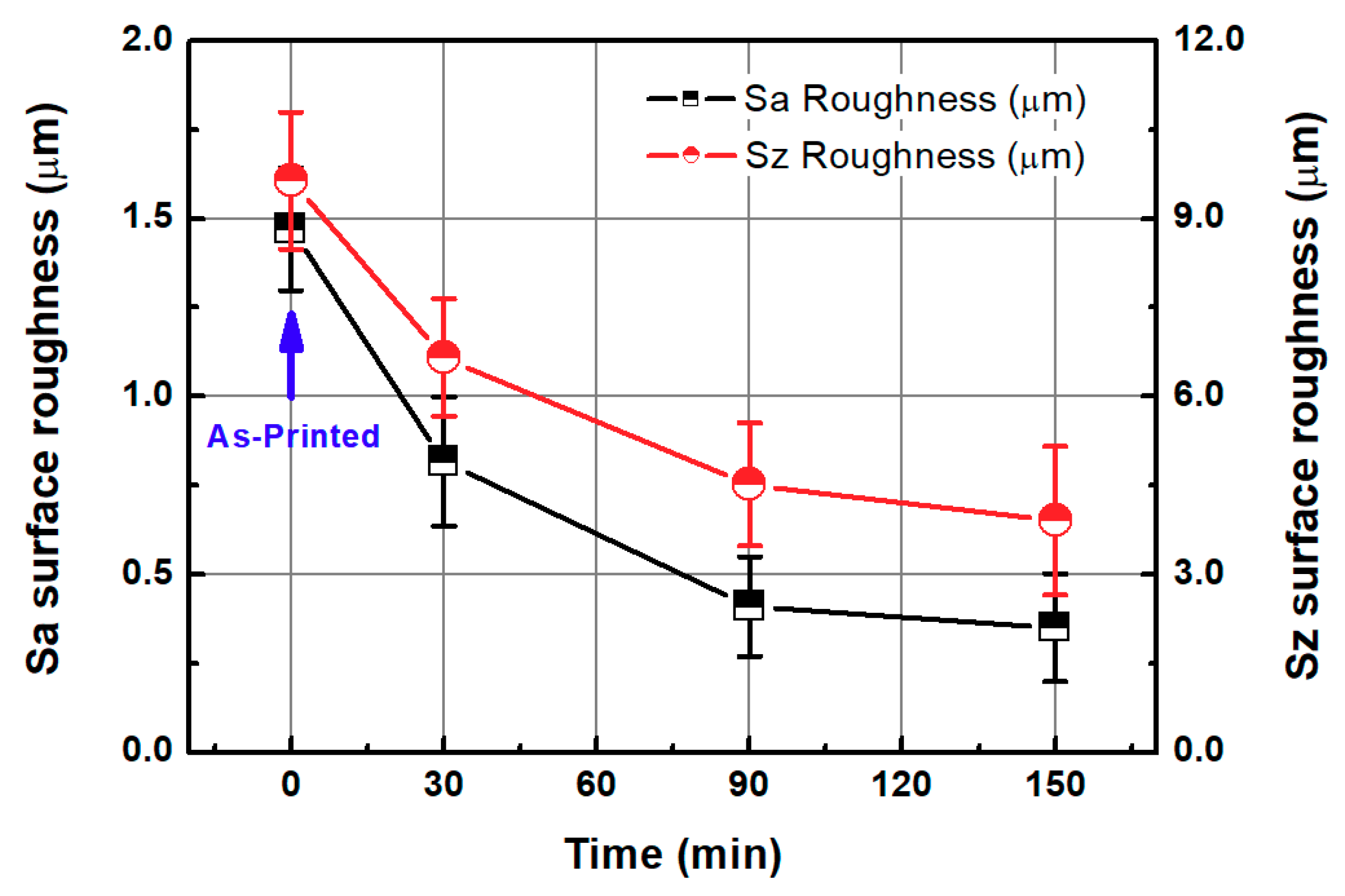
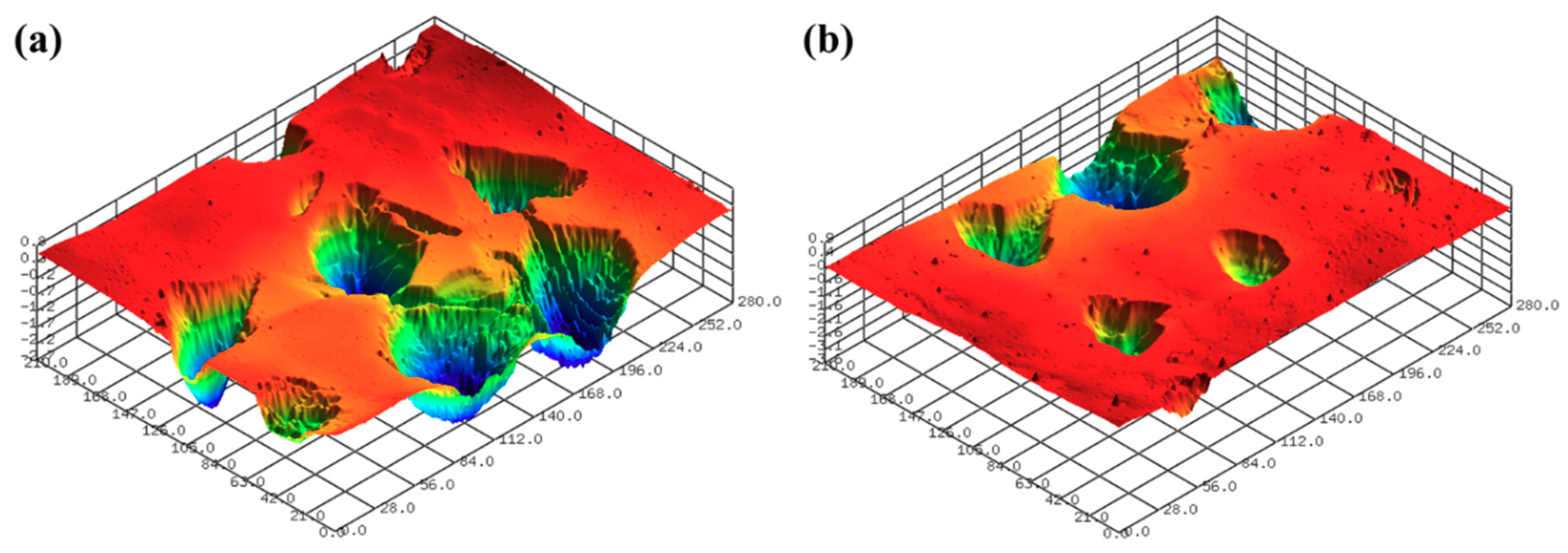
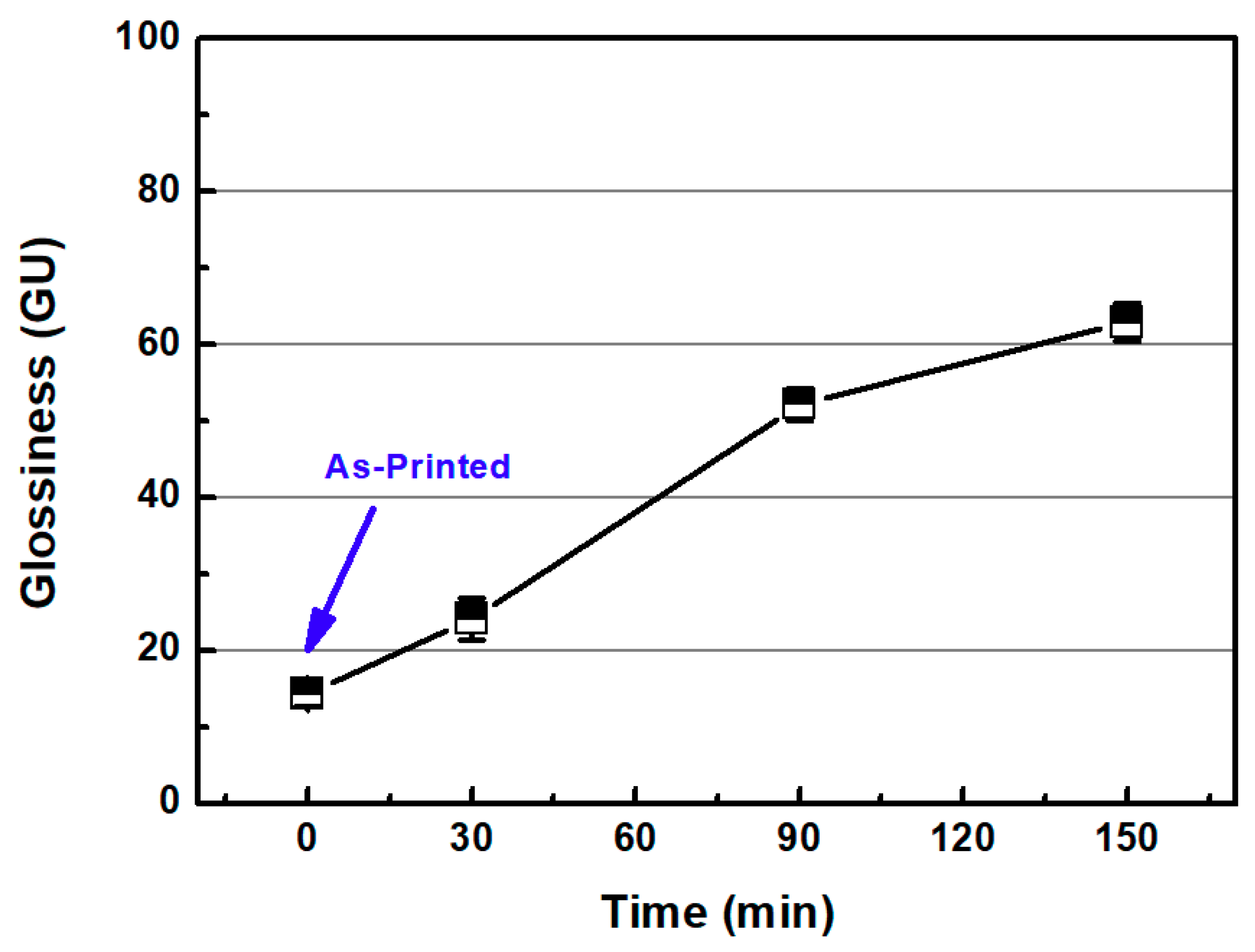
2.3. Measurement of Surface Roughness and Glossiness
3. Results and Discussion
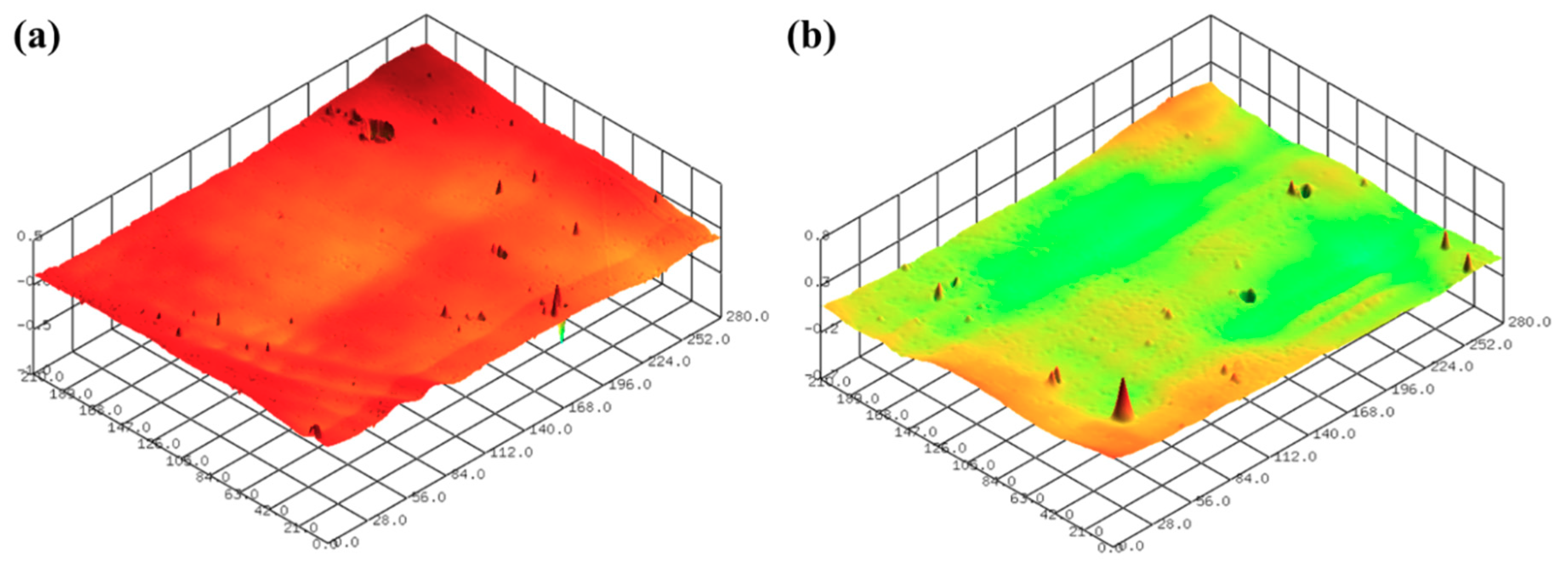
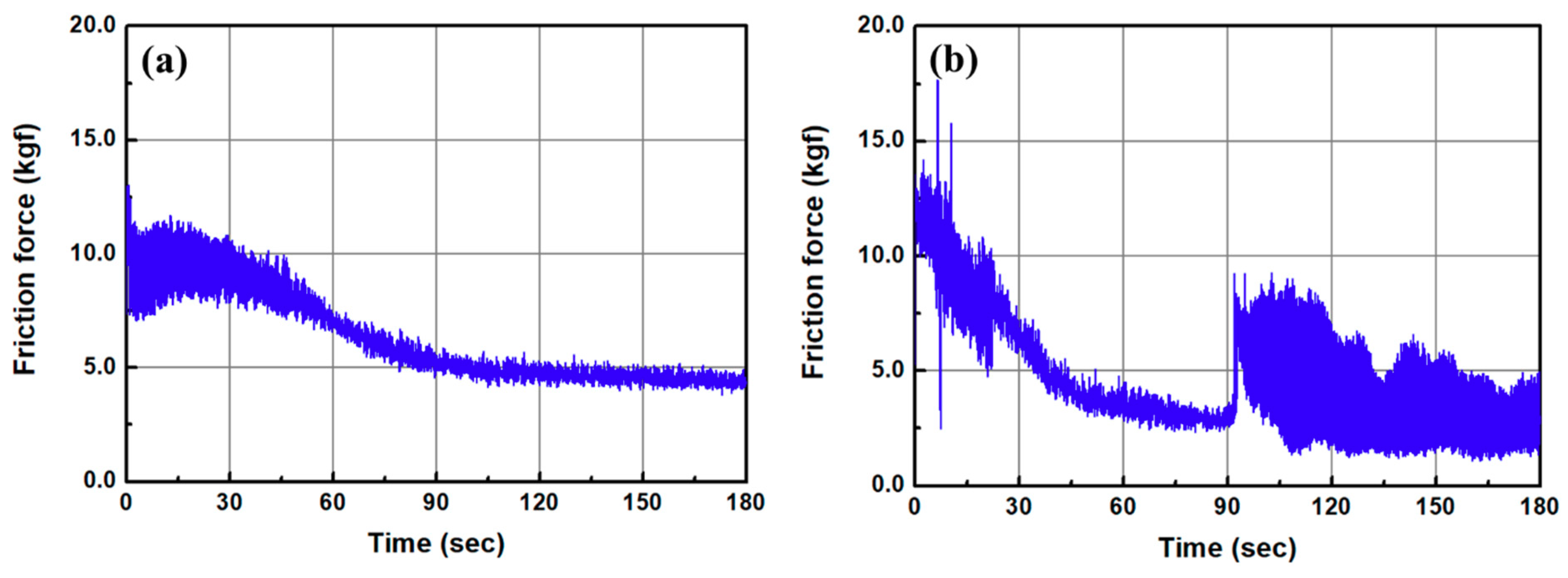
3.1. One-Step Polishing
3.2. Two-Step Polishing
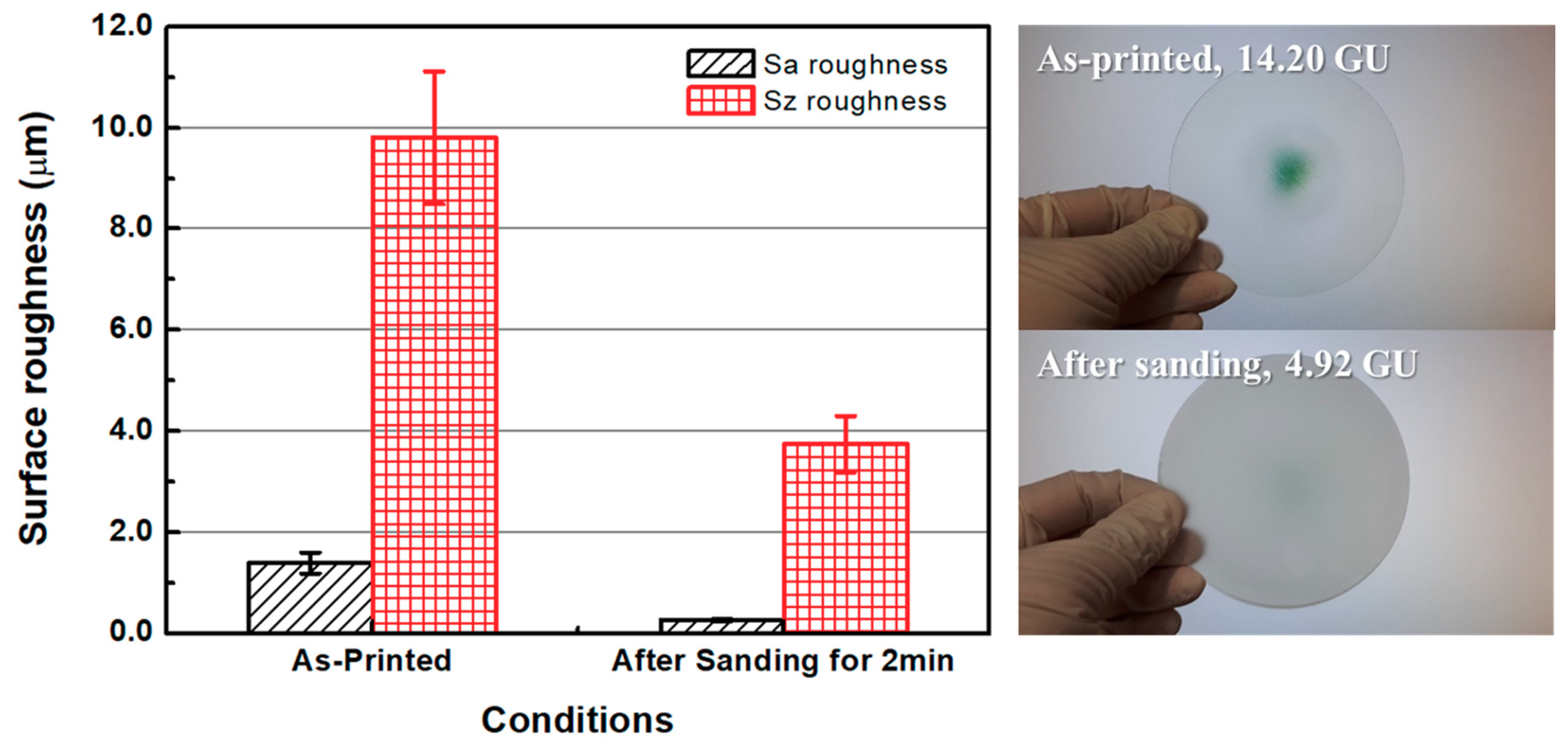
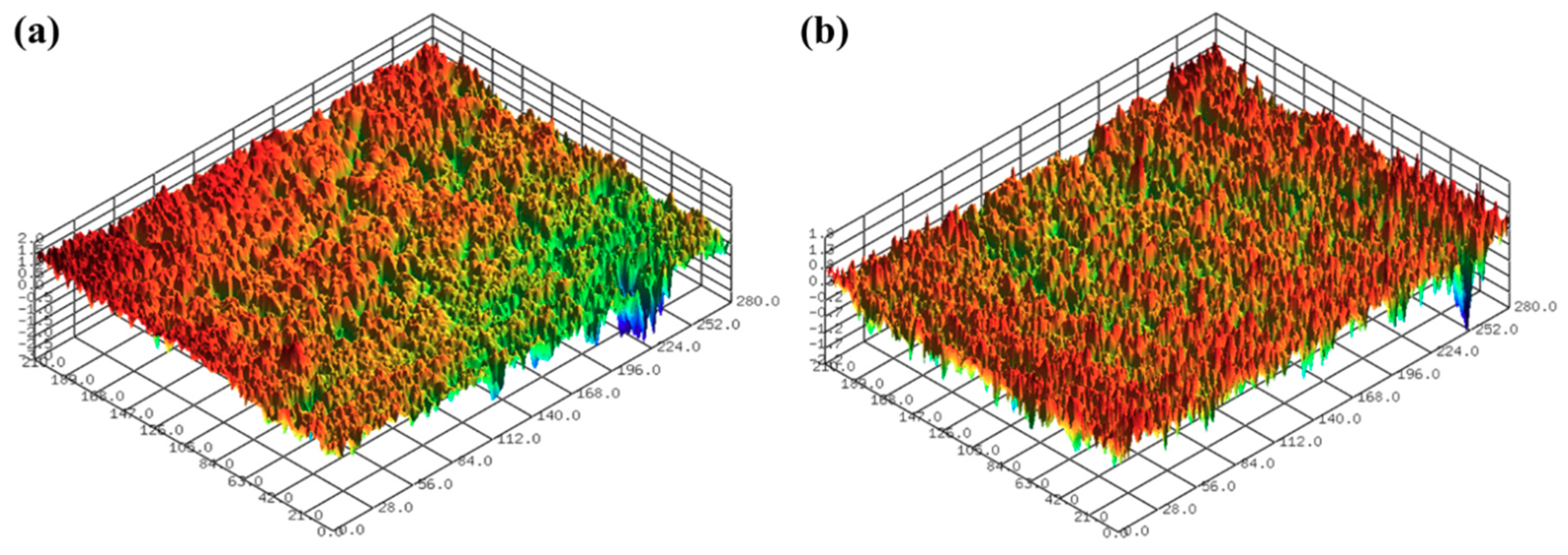
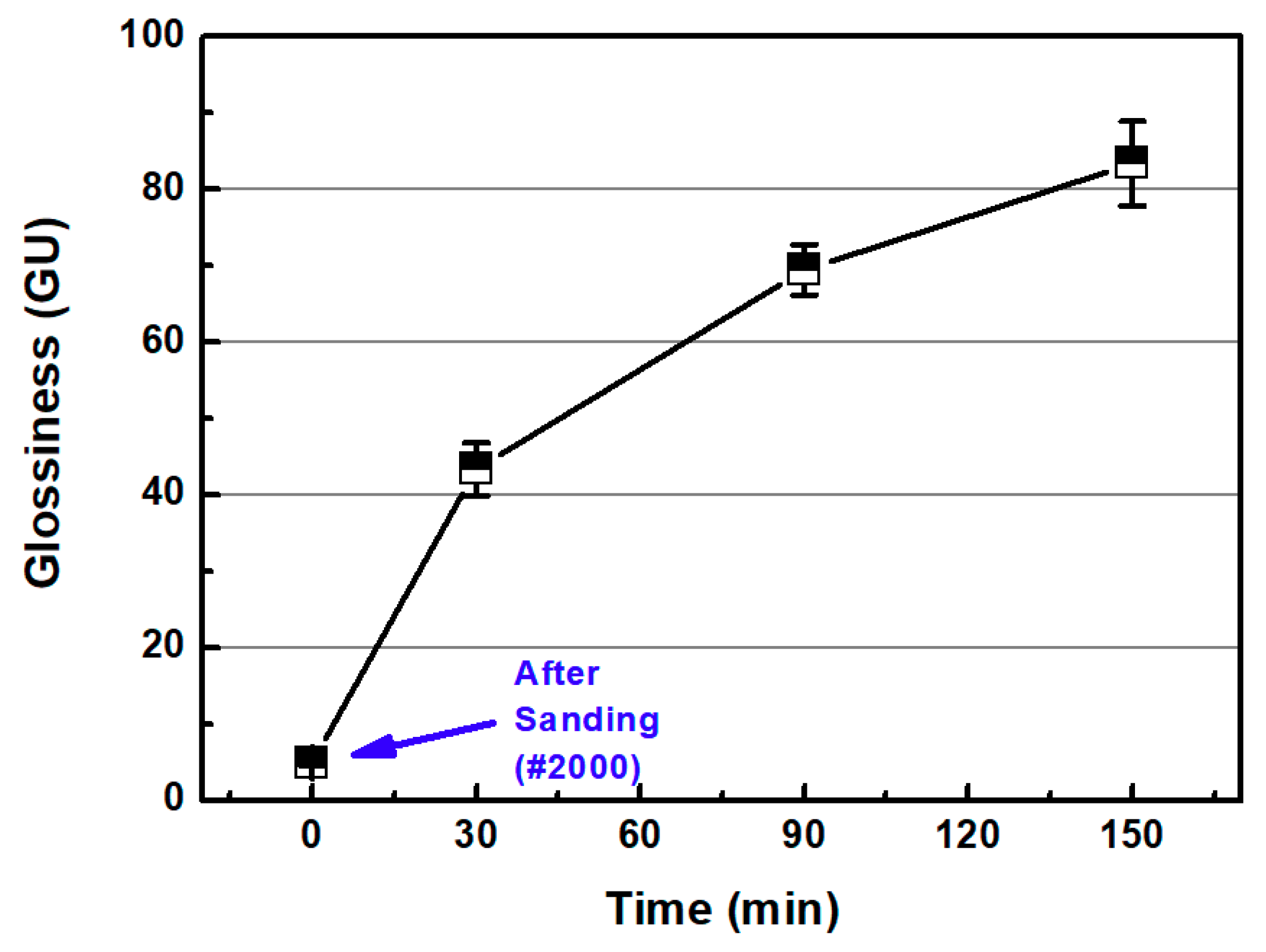
3.2.1. Sanding
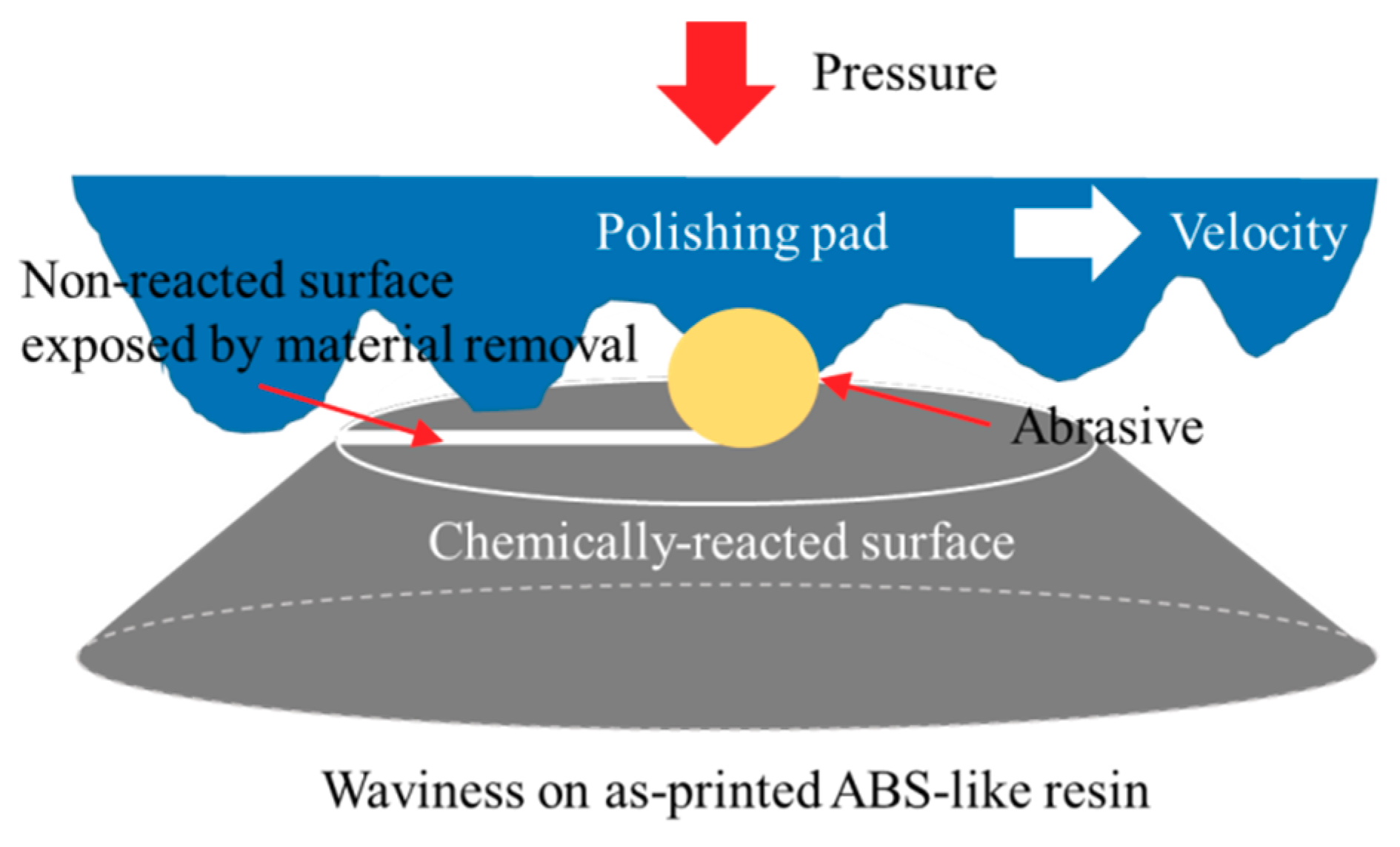
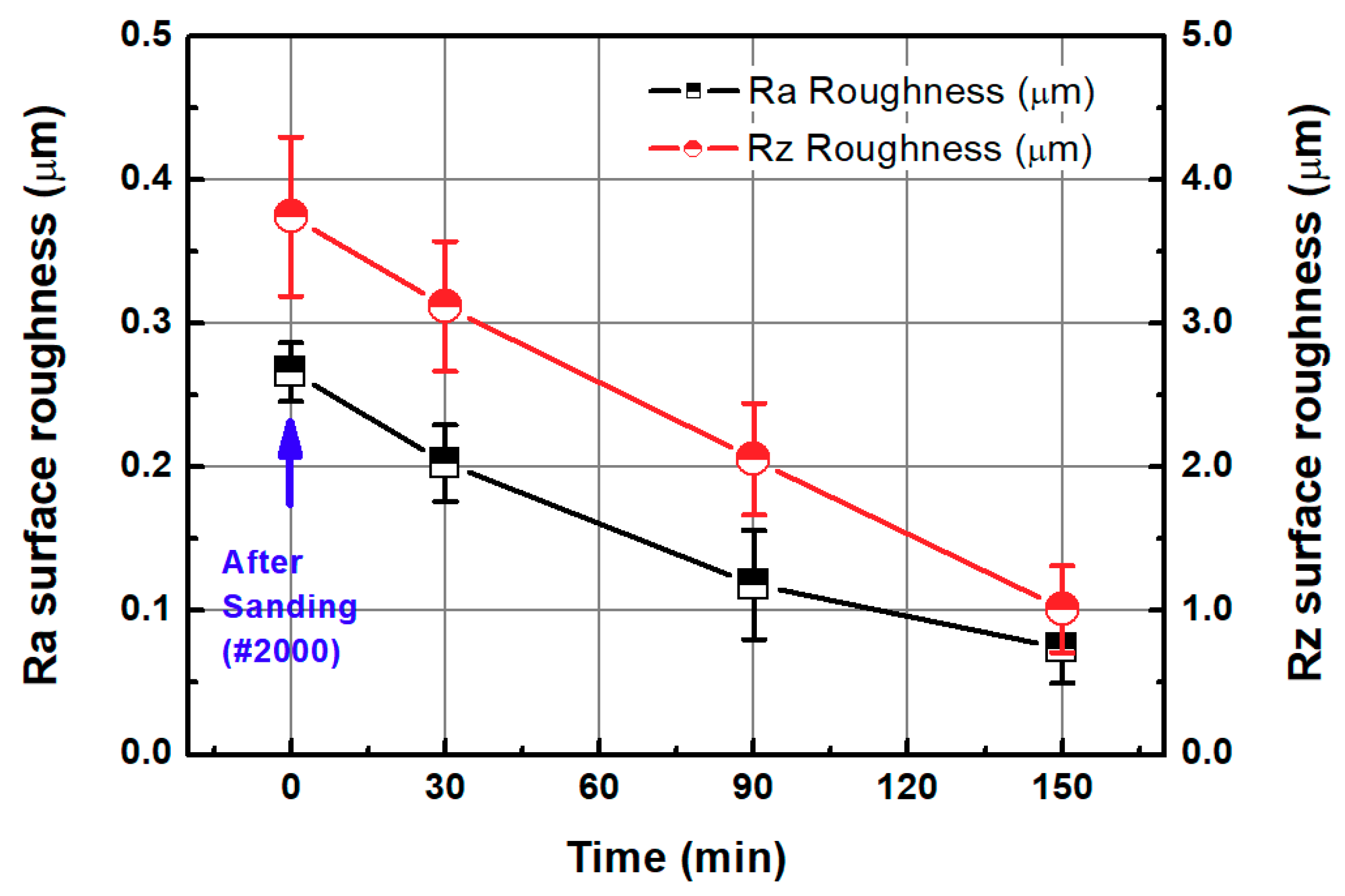
3.2.2. Chemical-Mechanical Polishing (CMP) after Sanding
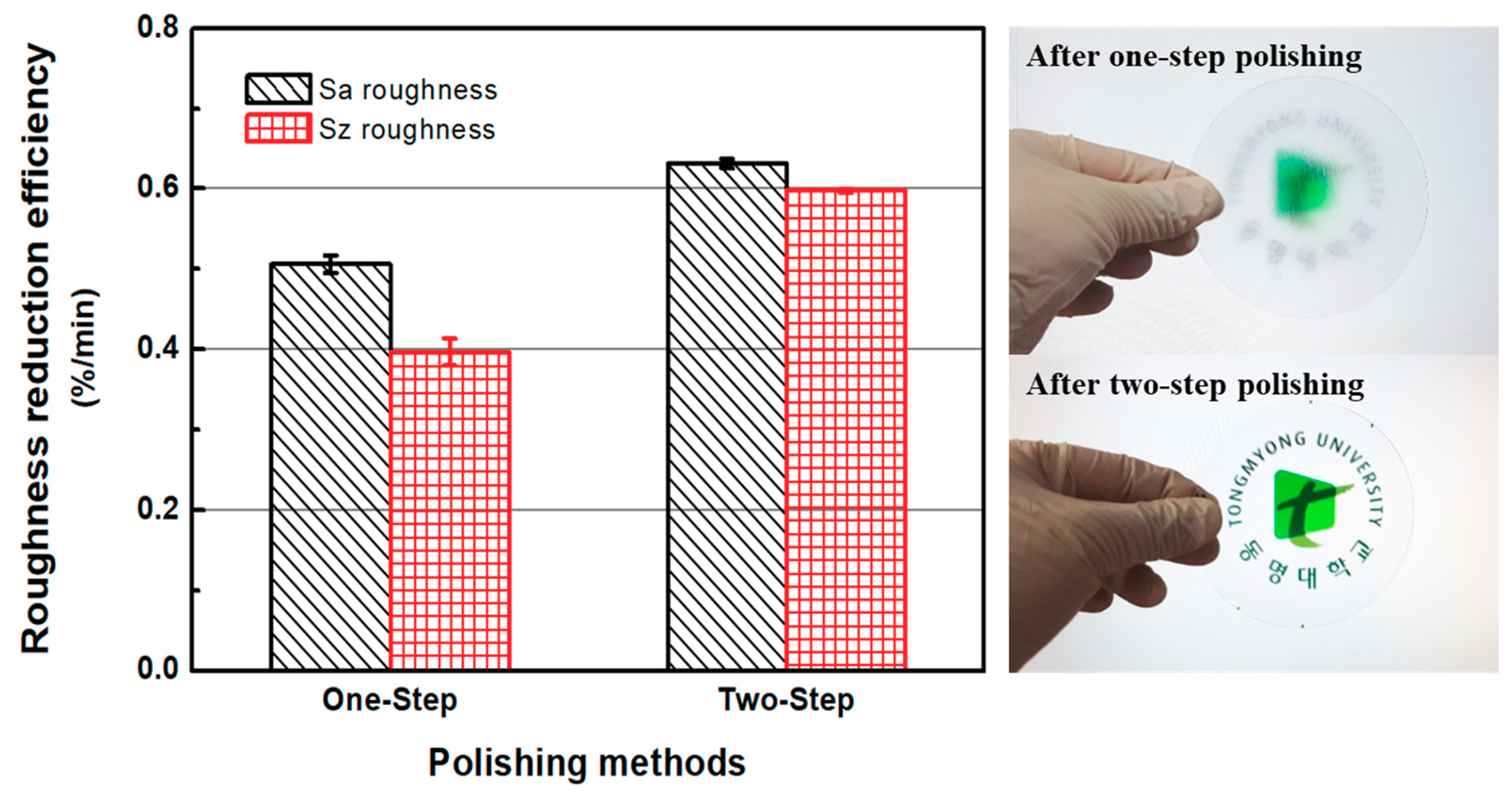
3.3. Comparison of One-Step and Two-Step Polishing Methods
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhao, G.; Wei, Z.; Wang, W.; Feng, D.; Xu, A.; Liu, W.; Song, Z. Review on modeling and application of chemical mechanical polishing. Nanotechnol. Rev. 2020, 9, 182–189. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.; Lee, D.; Jeong, H. Mechanical aspects of the chemical mechanical polishing process: A review. Int. J. Precis. Eng. Manuf. 2016, 17, 525–536. [Google Scholar] [CrossRef]
- Lee, D.; Lee, H.; Jeong, H. Slurry components in metal chemical mechanical planarization (CMP) process: A review. Int. J. Precis. Eng. Manuf. 2016, 17, 1751–1762. [Google Scholar] [CrossRef]
- Lee, H. Tribology Research Trends in Chemical Mechanical Polishing (CMP) Process. Tribol. Lubr. 2018, 34, 115–122. [Google Scholar]
- Kuan, W.-H.; Hu, C.-Y. Chemical evidences for the optimal coagulant dosage and pH adjustment of silica removal from chemical mechanical polishing (CMP) wastewater. Colloid. Surf. A Physicochem. Eng. Asp. 2009, 342, 1–7. [Google Scholar] [CrossRef]
- Runnels, S.R.; Eyman, L.M. Tribology Analysis of Chemical-Mechanical Polishing. J. Electrochem. Soc. 1994, 141, 1698–1701. [Google Scholar] [CrossRef]
- Lee, H. Semi-empirical Material Removal Model with Modified Real Contact Area for CMP. Int. J. Precis. Eng. Manuf. 2019, 20, 1325–1332. [Google Scholar] [CrossRef]
- Oliver, M.R. Chemical-Mechanical Planarization of Semiconductor Materials, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2004; pp. 7–8. [Google Scholar]
- Guo, Y.; Lee, H.; Lee, Y.; Jeong, H. Effect of pad groove geometry on material removal characteristics in chemical mechanical polishing. Int. J. Precis. Eng. Manuf. 2012, 13, 303–306. [Google Scholar] [CrossRef]
- Lee, H.; Lee, S. Investigation of pad wear in CMP with swing-arm conditioning and uniformity of material removal. Precis. Eng. 2017, 49, 85–91. [Google Scholar] [CrossRef]
- Lee, D.; Lee, H. Estimating the mechanical properties of polyurethane-impregnated felt pads. J. Mech. Sci. Tech. 2017, 31, 5705–5710. [Google Scholar] [CrossRef]
- Li, W.; Shin, D.W.; Tomozawa, M.; Murarka, S.P. The effect of the polishing pad treatments on the chemical-mechanical polishing of SiO2 films. Thin Solid Films 1995, 270, 601–606. [Google Scholar] [CrossRef]
- Lee, H.; Sung, I.-H. Chemical Mechanical Polishing: A Selective Review of R&D Trends in Abrasive Particle Behaviors and Wafer Materials. Tribol. Lubr. 2019, 35, 274–285. [Google Scholar]
- Ein-Eli, Y.; Starosvetsky, D. Review on copper chemical-mechanical polishing (CMP) and post-CMP cleaning in ultra large system integrated (ULSI)-An electrochemical perspective. Electrochim. Acta 2007, 52, 1825–1838. [Google Scholar] [CrossRef]
- Krishnan, M.; Nalaskowski, J.W.; Cook, L.M. Chemical Mechanical Planarization: Slurry Chemistry, Materials, and Mechanisms. Chem. Rev. 2010, 110, 178–204. [Google Scholar] [CrossRef] [PubMed]
- Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef] [Green Version]
- van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [Green Version]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Somos® WaterClear Ultra 10122 User Guide. Available online: https://www.dsm.com/solutions/additive-manufacturing/en_US/resource-center/user-guide/somos-waterclear.html (accessed on 14 August 2020).
- Yang, C.-M.; Hrnjak, P. Visualization of two-phase flow of R410A in horizontal smooth and axial micro-finned tubes. Int. J. Heat Mass Trans. 2019, 138, 49–58. [Google Scholar] [CrossRef]
- Bae, S.J.; Im, D.J. Comparison of Surface Characteristics According to 3D Printing Methods and Materials for the Fabrication of Microfluidic Systems. Korean Chem. Eng. Res. 2019, 57, 706–713. [Google Scholar]
- Yang, Q.; Lu, Z.; Zhou, J.; Miao, K.; Li, D. A novel method for improving surface finish of streolithography apparatus. Int. J. Adv. Manuf. Technol. 2017, 93, 1538–1544. [Google Scholar]
- Reeves, P.E.; Cobb, R.C. Reducing the surface deviation of streolithography using in-process technique. Rapid Prototyp. J. 1997, 3, 20–31. [Google Scholar] [CrossRef]
- Zhou, J.G.; Herscovici, D.; Chen, D.C. Parametric process optimization to improve the accuracy of rapid prototyped streolithography parts. Int. J. Mach. Tool. Manuf. 2000, 40, 363–379. [Google Scholar] [CrossRef]
- Arnold, C.; Monsees, D.; Hey, J.; Schweyen, R. Surface Quality of 3D-Printed Models as a Function of Various Printing Parameters. Materials 2019, 12, 1970. [Google Scholar] [CrossRef] [Green Version]
- Williams, R.E.; Melton, V.L. Abrasive flow finishing of streolithography prototypes. Rapid Prototyp. J. 1998, 4, 56–67. [Google Scholar] [CrossRef]
- Ahn, D.K.; Lee, S.H. Improving the surface roughness of SL parts using a coating and grinding process. Int. J. Precis. Eng. Manuf. 2007, 8, 14–19. [Google Scholar]
- Neirynck, J.M.; Yang, G.-R.; Murarka, S.P.; Gutmann, R.J. The addition of surfactant to slurry for polymer CMP: Effect on polymer surface, removal rate and underlying Cu. Thin Solid Films 1996, 290–291, 447–452. [Google Scholar] [CrossRef]
- Zhong, Z.W.; Wang, Z.F.; Zirajutheen, B.M.P. Chemical mechanical polishing of polycarbonate and poly methyl methacrylate substrates. Microelectron. Eng. 2005, 81, 117–124. [Google Scholar] [CrossRef]
- Zhong, Z.W.; Wang, Z.F.; Tan, Y.H. Chemical mechanical polishing of polymeric materials for MEMS applications. Microelectron. J. 2006, 37, 295–301. [Google Scholar] [CrossRef]
- Towery, D.; Fury, M.A. Chemical Mechanical Polishing of Polymer Films. J. Electron. Mater. 1998, 27, 1088–1094. [Google Scholar] [CrossRef]
- Lee, H.; Joo, S.; Kim, H.; Jeong, H. Chemical Mechanical Planarization Method for Thick Copper Films of Micro-Electro-Mechanical Systems and Integrated Circuits. Jpn. J. Appl. Phys. 2008, 47, 5708–5711. [Google Scholar] [CrossRef]
- Yagoubi, J.E.; Lubineau, G.; Roger, F.; Verdu, J. A fully coupled diffusion-reaction scheme for moisture sorption-desorption in an anhydride-cured epoxy resin. Polymer 2012, 53, 5582–5595. [Google Scholar] [CrossRef]
- Neve, B.D.; Shanahan, M.E.R. Water absorption by an epoxy resin and its effect on the mechanical properties and infra-red spectra. Polymer 1993, 34, 5099–5105. [Google Scholar] [CrossRef]
- Dutta, S.S. Water Absorption and Dielectric Properties of Epoxy Insulation, Science in Energy and Environment. Master’s Thesis, Norwegian University of Science and Technology, Trondheim, Norway, June 2008. [Google Scholar]
- Ozdemir, Z.; Basim, G.B. Effect of chemical mechanical polishing on surface nature of titanium implants FT-IR and wettability data of titanium implants surface after chemical mechanical polishing implementation. Data Brief 2017, 10, 20–25. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Ozdemir, A.; Basim, G.B. Application of chemical mechanical polishing process on titanium based implants. Mater. Sci. Eng. C 2016, 68, 383–396. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polishing Case. | Method. |
|---|---|
| One-step polishing | Chemical mechanical polishing (CMP) |
| Two-step polishing | Sanding (#2000) + CMP |
| Process. | Parameter | Value or Consumable |
|---|---|---|
| Sanding | Sandpaper | #2000 |
| Applied pressure | 9.81 kPa | |
| Rotating speed | 80 rpm | |
| CMP | Applied pressure | 41.2 kPa |
| Rotating speed | Head 150 rpm/Platen 150 rpm | |
| Slurry flow rate | 150 mL/min | |
| Slurry | Colloidal silica slurry (diluted with deionized water) | |
| Polishing pad | KONI pad (KPX Chemical, Seoul, Korea) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, J.; Lee, H. Preliminary Study on Polishing SLA 3D-Printed ABS-Like Resins for Surface Roughness and Glossiness Reduction. Micromachines 2020, 11, 843. https://doi.org/10.3390/mi11090843
Son J, Lee H. Preliminary Study on Polishing SLA 3D-Printed ABS-Like Resins for Surface Roughness and Glossiness Reduction. Micromachines. 2020; 11(9):843. https://doi.org/10.3390/mi11090843
Chicago/Turabian StyleSon, Jungyu, and Hyunseop Lee. 2020. "Preliminary Study on Polishing SLA 3D-Printed ABS-Like Resins for Surface Roughness and Glossiness Reduction" Micromachines 11, no. 9: 843. https://doi.org/10.3390/mi11090843
APA StyleSon, J., & Lee, H. (2020). Preliminary Study on Polishing SLA 3D-Printed ABS-Like Resins for Surface Roughness and Glossiness Reduction. Micromachines, 11(9), 843. https://doi.org/10.3390/mi11090843