Research on Sapphire Deep Cavity Corrosion and Mask Selection Technology

Abstract
:1. Introduction
2. Preparation of Sensitive Cavity Structure
2.1. Sapphire Etching Principle
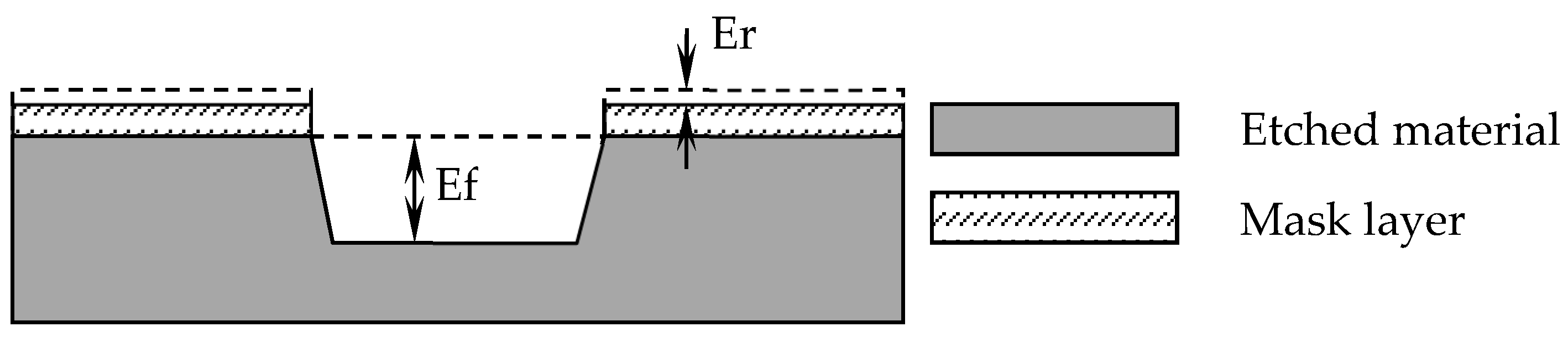
2.2. The Selection Ratio
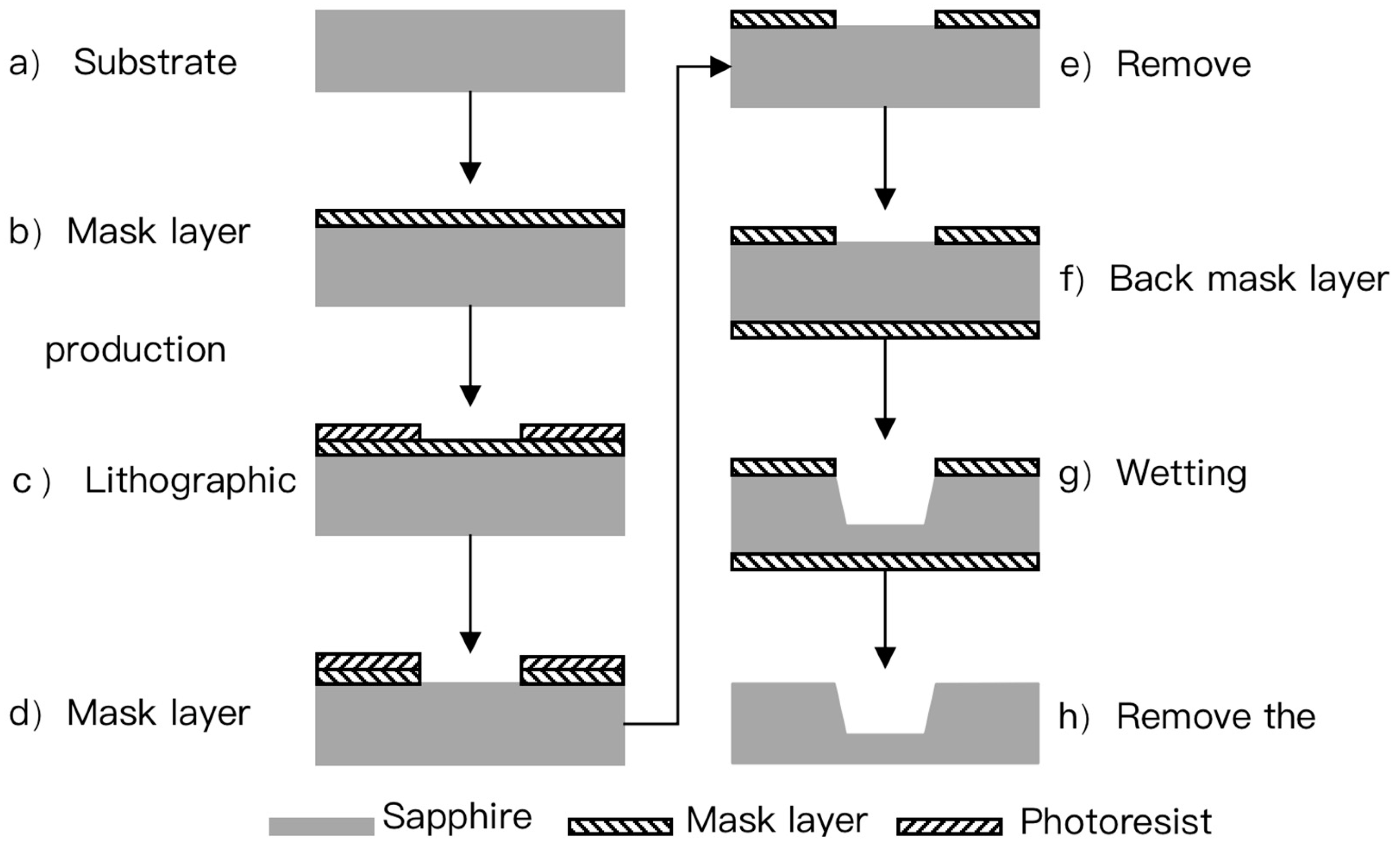
2.3. Sapphire Wet Etching Process
- (a)
- The mask layer is made by a deposition or plating process, which serves as the mask layer for the corrosion of the sensitive cavity.
- (b)
- The photolithography process is used to realize the patterning of the mask layer.
- (c)
- The wet corrosion process is used to achieve the corrosion of the sensitive cavity.
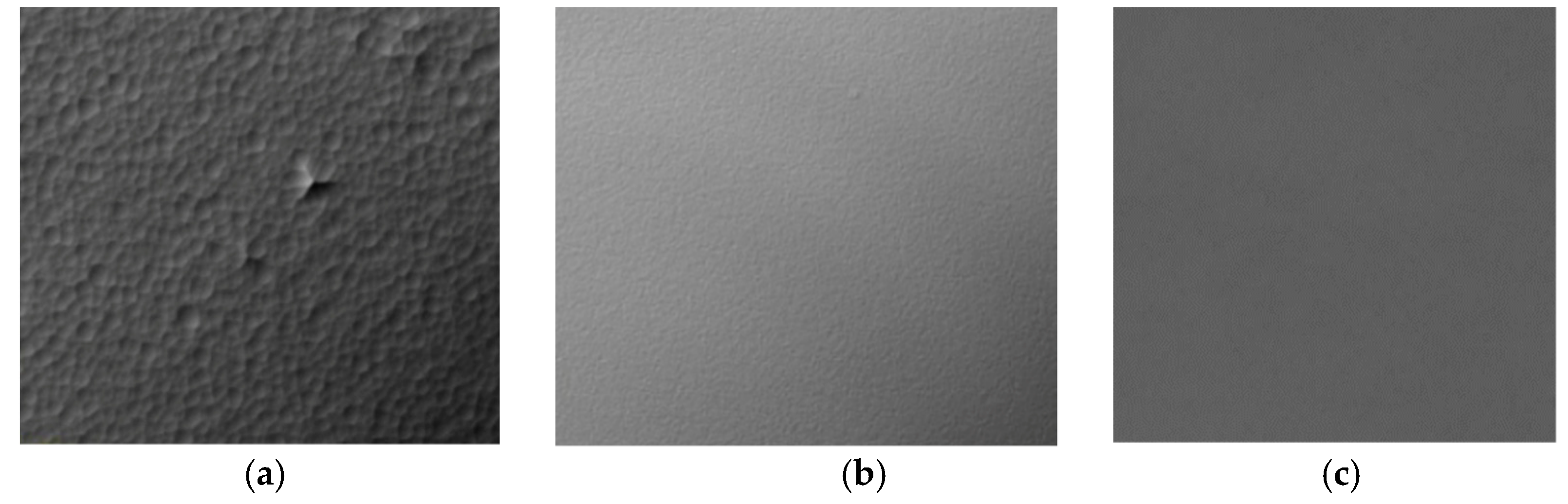
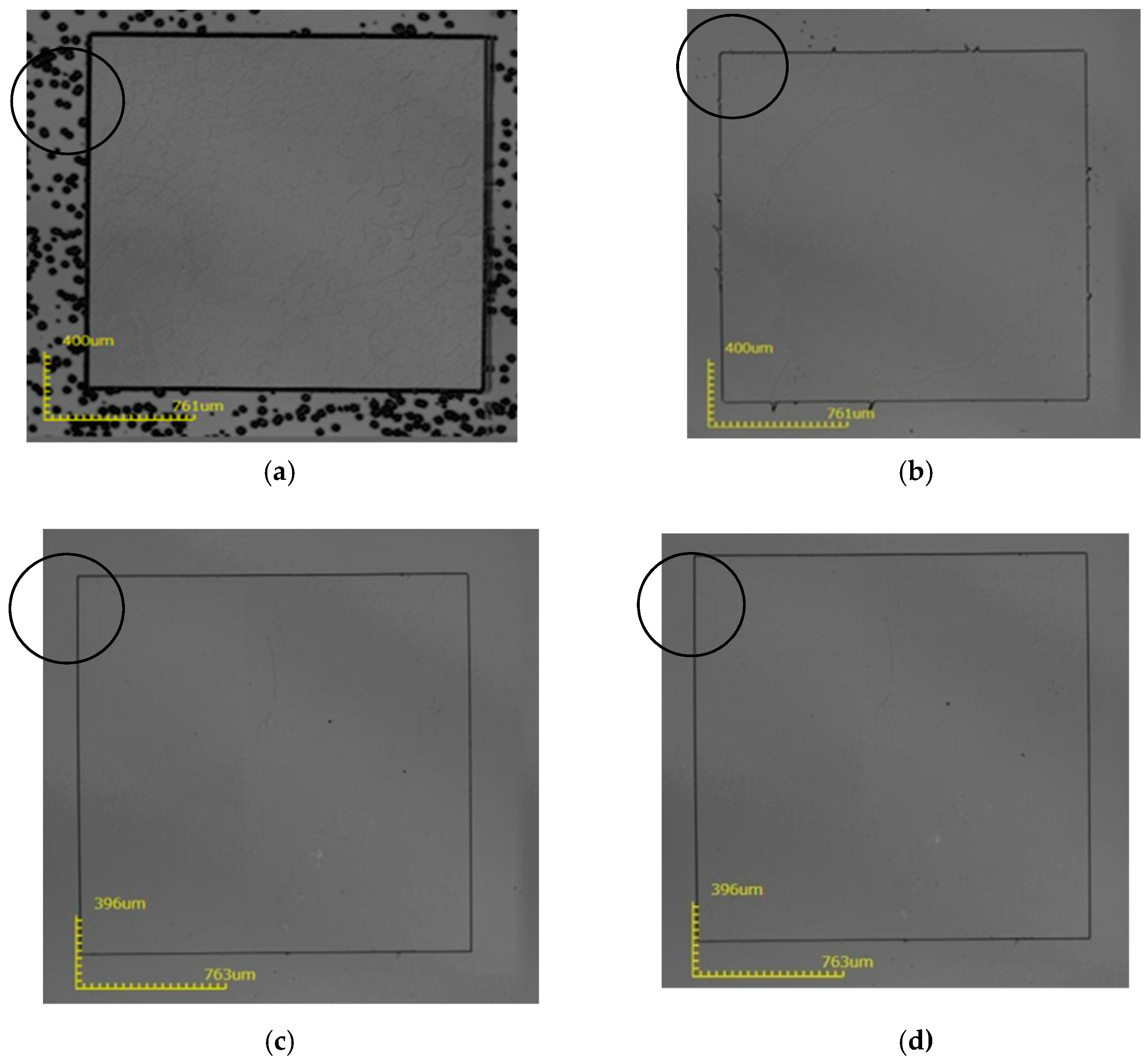
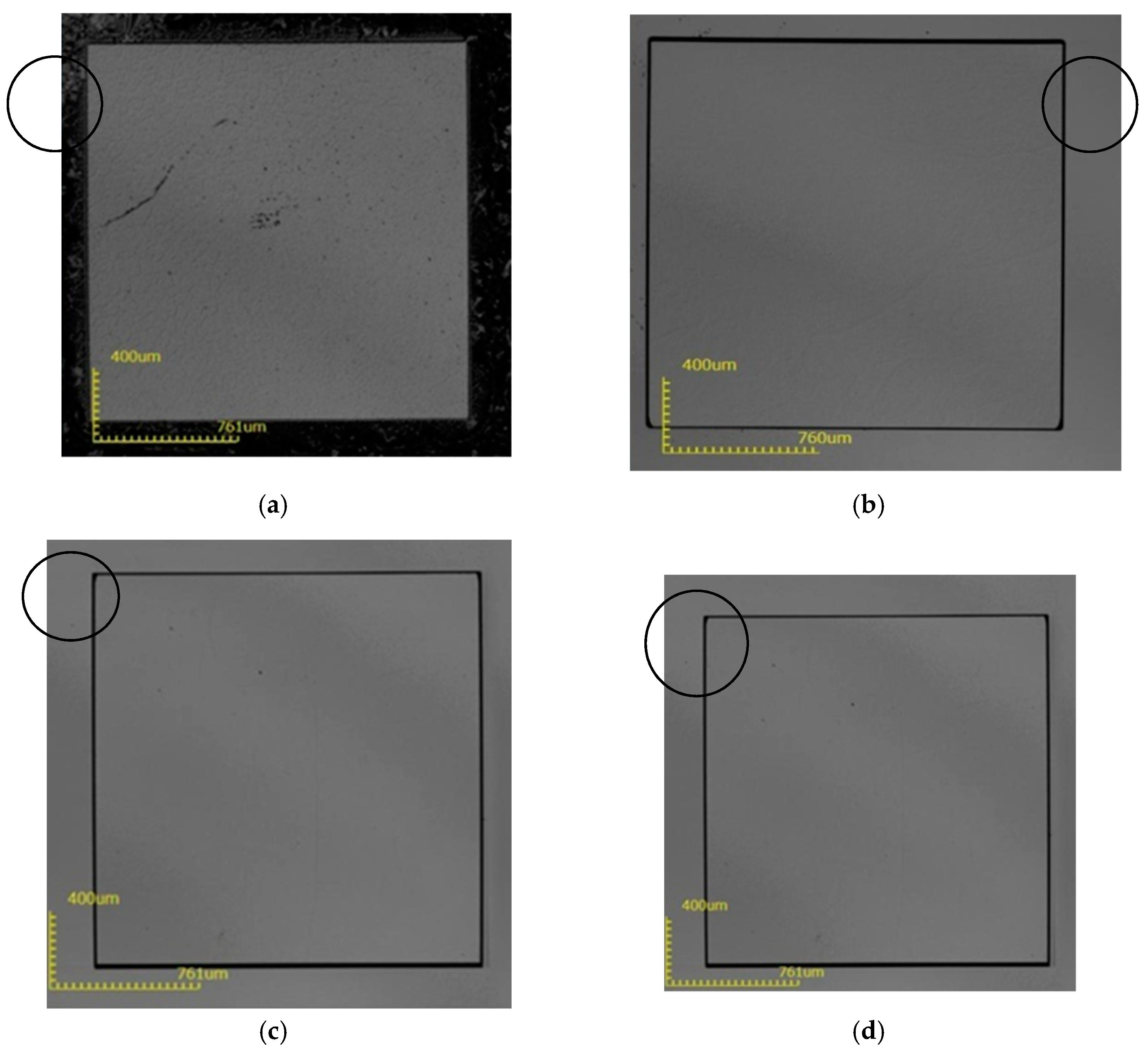
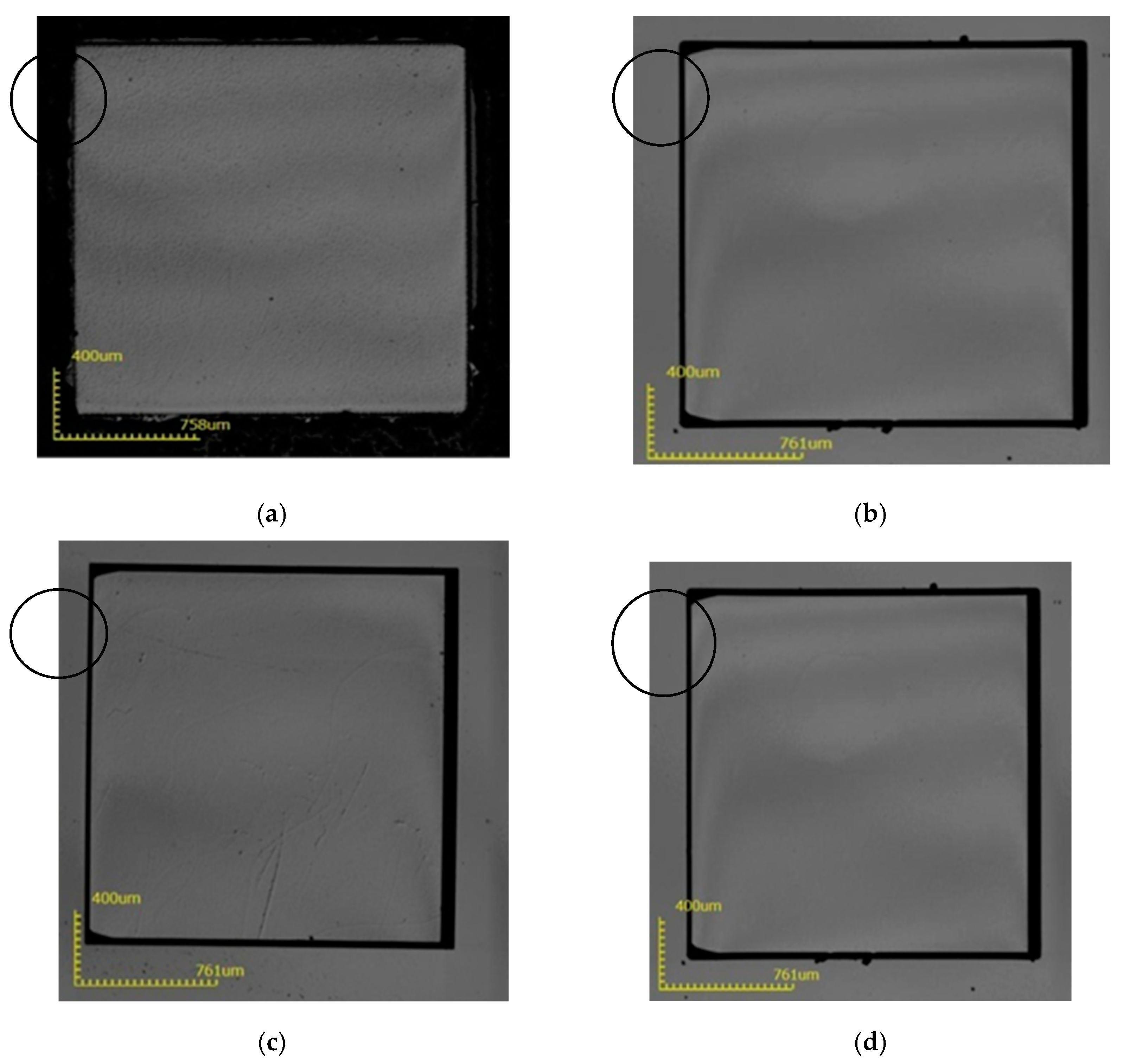
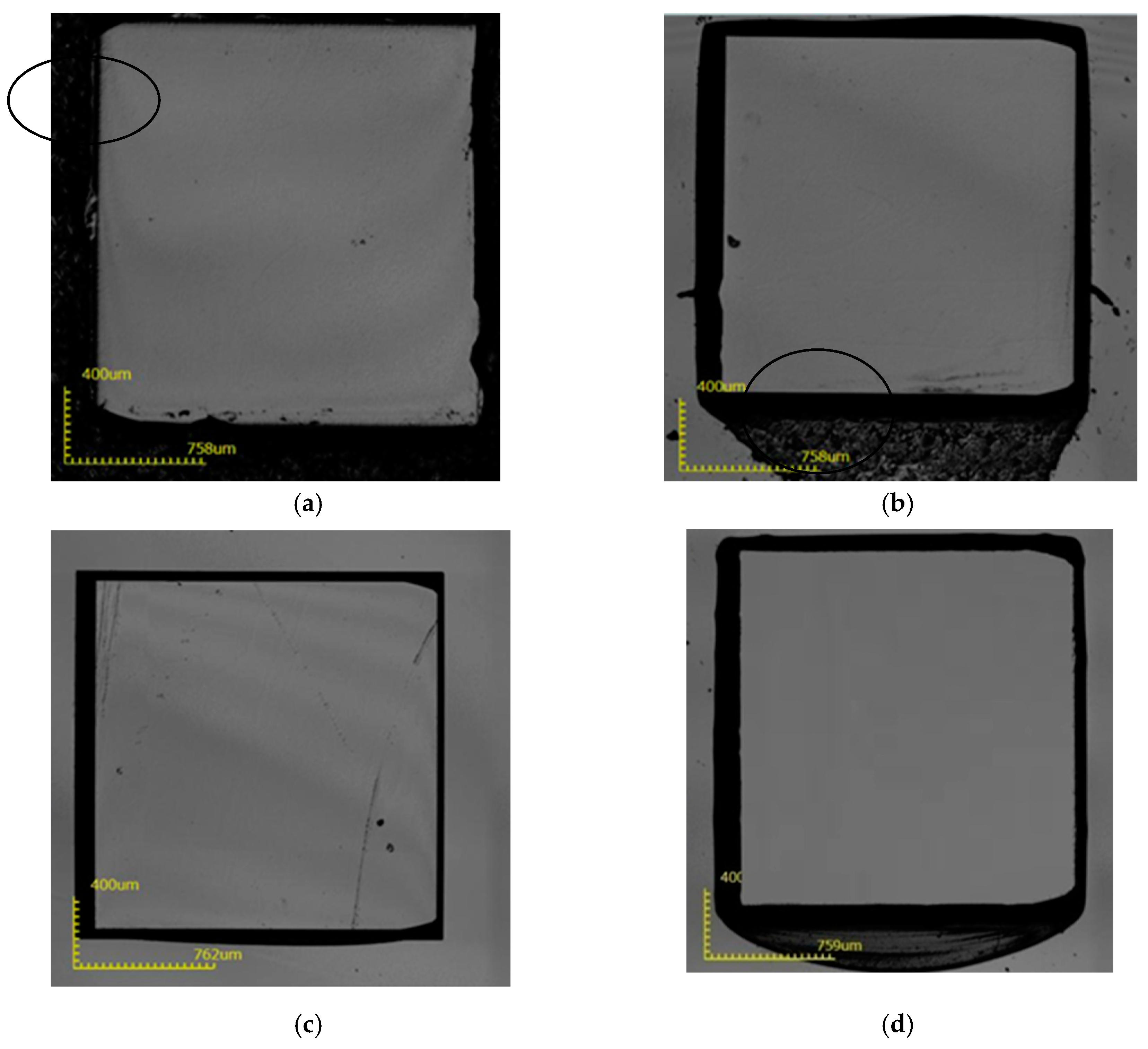
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kurtz, A.D.; Ned, A.A.; Goodman, S.; Epstein, A.H. Latest Ruggedized High Temperature Piezoresistive Transducers; NASA 2003 Propulsion Measurement Sensor Development Workshop: Huntsville, AP, USA, 2003.
- Zhu, Y.Z.; Cooper, K.L.; Pickrell, G.R.; Wang, A. High-temperature fiber-tip pressure sensor. J. Light Wave Technol. 2006, 24, 861–869. [Google Scholar]
- Wang, A.; Gollapudi, S.; Murphy, K.A.; May, R.G.; Claus, R.O. Sapphire-Fiber-Based Intrinsic Fabry-Perot-Interferometer. Opt. Lett. 1992, 17, 1021–1023. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Hu, J.; Chen, W.; Yin, L.; Liu, X. A Novel High-Precision Digital Tunneling Magnetic Resistance-Type Sensor for the Nanosatellites’ Space Application. Micromachines 2018, 9, 121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tong, L.M.; Shen, Y.H.; Chen, F.M.; Ye, L. Plastic bending of sapphire fibers for infrared sensing and power delivery applications. Appl. Opt. 2000, 39, 494–501. [Google Scholar] [CrossRef] [PubMed]
- Li, X.Y.; Hu, J.P.; Liu, A.X. Harmonic Distortion Optimization for Sigma–Delta Modulators Based on TMR Sensors. Sensors 2020, 20, 1041. [Google Scholar] [CrossRef] [Green Version]
- Lally, E.M.; Xu, Y.; Wang, A. Sapphire direct bonding as a platform for pressure sensing at extreme high temperatures. Fiber Opt. Sens. Appl. 2009. [Google Scholar] [CrossRef]
- Chengqiang, H.; Yang, X. Study Progress of the Manufacturing Process of Patterned Sapphire Substrates. Semicond. Technol. 2012, 37, 497–581. [Google Scholar]
- Valipour, M. Optimization of neural networks for precipitation analysis in a humid region to detect drought and wet year alarms. Meteorol. Appl. 2016, 23, 91–100. [Google Scholar] [CrossRef] [Green Version]
- Yannopoulos, S.; Lyberatos, G.; Theodossiou, N.; Li, W. Evolution of Water Lifting Devices (Pumps) over the Centuries Worldwide. Water 2015, 7, 5031–5060. [Google Scholar] [CrossRef] [Green Version]
- Valipour, M. Analysis of potential evapotranspiration using limited weather data. Appl. Water Sci. 2014, 6, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Shang, Y.Q.; Hong, Q.; Yun-Long, W.; Ya-Lin, W. Study on sapphire microstructure processing technology based on wet etching. Int. J. Mod. Phys. B 2016, 30, 1741004. [Google Scholar] [CrossRef]
- Zhang, L.; Yuan, Z.; Jiang, S.; Shen, H.; Cao, F.; Ning, Z.; Huang, Y.; Xing, D.; Zuo, H.; Han, J.; et al. Cavity etching evolution on the A-plane of sapphire crystal in molten KOH etchant. J. Cryst. Growth 2020, 552, 125926. [Google Scholar] [CrossRef]
- Xie, X.; Huang, X.; Jiang, W.; Wei, X.; Hu, W.; Ren, Q. Three dimensional material removal model of laser-induced backside wet etching of sapphire substrate with CuSO 4 solutions. Opt. Laser Technol. 2017, 89, 59–68. [Google Scholar] [CrossRef]
- Kimura, Y.; Takubo, S. Corrosion fatigue of bio-ceramic sapphire in isotonic sodium chloride solution. Int. J. Fatigue 2000, 22, 899–904. [Google Scholar] [CrossRef]
- Capuano, L.; Tiggelaar, R.; Berenschot, J.; Gardeniers, J.; Römer, G. Fabrication of millimeter-long structures in sapphire using femtosecond infrared laser pulses and selective etching. Opt. Lasers Eng. 2020, 133, 106114. [Google Scholar] [CrossRef]
- Kumar, P.; Lee, J.; Lee, G.; Rao, S.; Singh, D.; Singh, R.K. Low temperature wet etching to reveal sub-surface damage in sapphire substrates. Appl. Surf. Sci. 2013, 273, 58–61. [Google Scholar] [CrossRef]
- Yang, D.; Liang, H.; Qiu, Y.; Shen, R.; Liu, Y.; Xia, X.; Song, S.; Zhang, K.; Yu, Z.; Zhang, Y.; et al. Evolution of the crystallographic planes of cone-shaped patterned sapphire substrate treated by wet etching. Appl. Surf. Sci. 2014, 295, 26–30. [Google Scholar] [CrossRef]
- Xing, Y.; Guo, Z.; Gosálvez, M.A.; Wu, G.; Qiu, X. Characterization of anisotropic wet etching of single-crystal sapphire. Sens. Actuators A Phys. 2020, 303, 111667. [Google Scholar] [CrossRef]
- Zheng, J. Study on Wet Etching Cleaning Technology of Sapphire Wafer for LED. Equip. Electron. Prod. Manuf. 2013, 223, 8–58. [Google Scholar]
- Yan, T. Submicron Fine Cuting-Surface of Sapphire Obtained by Chemical Corrosion Assisted Pico second Laser Fulmination Technology. Chin. J. Lasers 2017, 44, 1002002. [Google Scholar]
- Ma, R. Experimental Study on the Measurement of Subsurface Damage of Ground Sapphire by Corrosion Method. J. Synth. Cryst. 2019, 49, 2216–2227. [Google Scholar]
- Xu, W. Research on a Paterned Sapphire Substrate for GaN-Based LED and the Fabrication by Wet Etching. Microelectron. Comput. 2015, 32, 102–106. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scheme | Process Conditions (H3PO4:H2SO4 = 1:3) | ||||
|---|---|---|---|---|---|
| Corrosive Liquid Temperature (°C) | |||||
| 200 | 250 | 275 | 300 | ||
| Mask layer material | 1 | Cr/Au | / | / | / |
| 2 | SiO2/Cr/Au | SiO2/Cr/Au | SiO2/Cr/Au | SiO2/Cr/Au | |
| 3 | SiO2/SiN | SiO2/SiN | SiO2/SiN | SiO2/SiN | |
| 4 | SiO2 | SiO2 | SiO2 | SiO2 | |
| Scheme | Process Conditions (H3PO4:H2SO4 = 1:3) Corrosive Liquid Temperature (200 °C), Time (1 h) | ||
|---|---|---|---|
| Mask Thickness before Etching (nm) | Mask Thickness after Etching (nm) | Sensitive Cavity Depth (nm) | |
| 1-1# | 245 | ||
| 2-1# | 1215 | 1056 | 540 |
| 3-1# | 1966 | 1926 | 541 |
| 4-1# | 999 | 971 | 540 |
| Sample | Process Conditions (H3PO4:H2SO4 = 1:3) Corrosive Liquid Temperature (250 °C), Time (1 h) | ||
|---|---|---|---|
| Mask Thickness before Etching (nm) | Mask Thickness after Etching (nm) | Sensitive Cavity Depth (μm) | |
| 1-2# | 245 | ||
| 2-2# | 1215 | 1024 | 13.8 |
| 3-2# | 1966 | 1965 | 13.9 |
| 4-2# | 999 | 990 | 13.9 |
| Scheme | Process Conditions (H3PO4:H2SO4 = 1:3) Corrosive Liquid Temperature (275 °C), Time (1 h) | ||
|---|---|---|---|
| Mask Thickness before Etching (nm) | Mask Thickness after Etching (nm) | Sensitive Cavity Depth (μm) | |
| 1-3# | 245 | / | / |
| 2-3# | 1215 | 685 | 49 |
| 3-3# | 1966 | 970 | 49 |
| 4-3# | 999 | 612 | 49 |
| Scheme | Process Conditions (H3PO4:H2SO4 = 1:3) Corrosive Liquid Temperature (300 °C), Time (1 h) | ||
|---|---|---|---|
| Mask Thickness before Etching (nm) | Mask Thickness after Etching (nm) | Sensitive Cavity Depth (μm) | |
| 1-4# | 245 | / | / |
| 2-4# | 1215 | 175 | 72 |
| 3-4# | 1966 | 153 | 72 |
| 4-4# | 999 | 115 | 72 |
| Material | Process Conditions (H3PO4:H2SO4 = 1:3) | ||
|---|---|---|---|
| 250 °C | 275 °C | 300 °C | |
| Corrosion rate of SiO2 (nm/h) | 9 | 387 | 884 |
| Corrosion rate of SiN (nm/h) | 1 | 1045 | 22,495 |
| Corrosion rate of sapphire (μm/h) | 13.8 | 48.8 | 72.3 |
| Material | Process Conditions (H3PO4:H2SO4 = 1:3) | ||
|---|---|---|---|
| 250 °C | 275 °C | 300 °C | |
| SiO2: sapphire | 1533.3 | 126.1 | 81.8 |
| SiN: sapphire | 13,800.0 | 46.7 | 3.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shang, Y.-Q.; Zhang, H.-Q.; Zhang, Y. Research on Sapphire Deep Cavity Corrosion and Mask Selection Technology. Micromachines 2021, 12, 136. https://doi.org/10.3390/mi12020136
Shang Y-Q, Zhang H-Q, Zhang Y. Research on Sapphire Deep Cavity Corrosion and Mask Selection Technology. Micromachines. 2021; 12(2):136. https://doi.org/10.3390/mi12020136
Chicago/Turabian StyleShang, Ying-Qi, Hong-Quan Zhang, and Yan Zhang. 2021. "Research on Sapphire Deep Cavity Corrosion and Mask Selection Technology" Micromachines 12, no. 2: 136. https://doi.org/10.3390/mi12020136
APA StyleShang, Y. -Q., Zhang, H. -Q., & Zhang, Y. (2021). Research on Sapphire Deep Cavity Corrosion and Mask Selection Technology. Micromachines, 12(2), 136. https://doi.org/10.3390/mi12020136