
Micro-Hole Generation by High-Energy Pulsed Bessel Beams in Different Transparent Materials

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
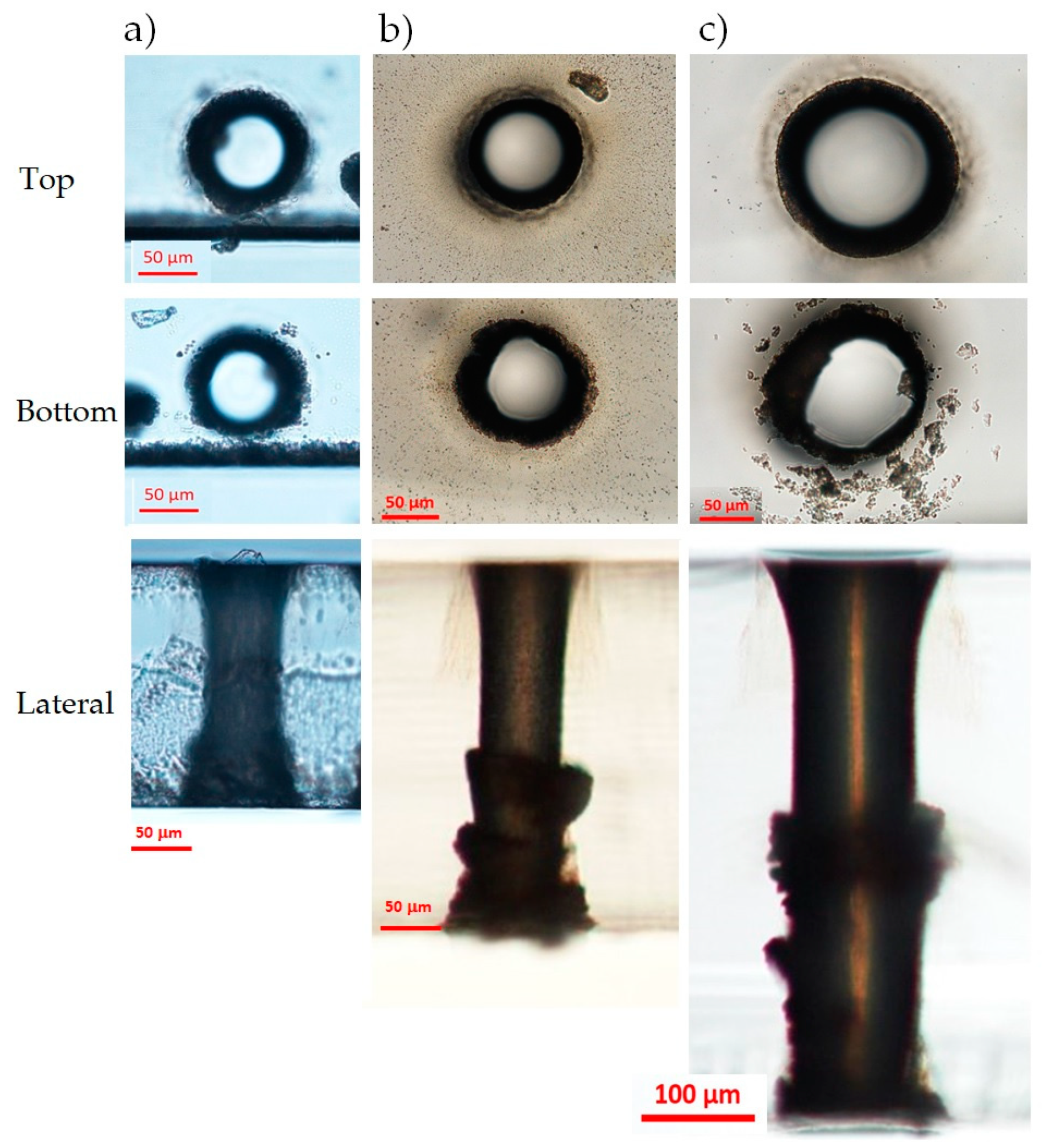
3.1. Hole-Drilling in Glasses
3.1.1. Schott AF32 Glass
3.1.2. Schott D263 Glass
3.1.3. Corning Eagle XG Glass
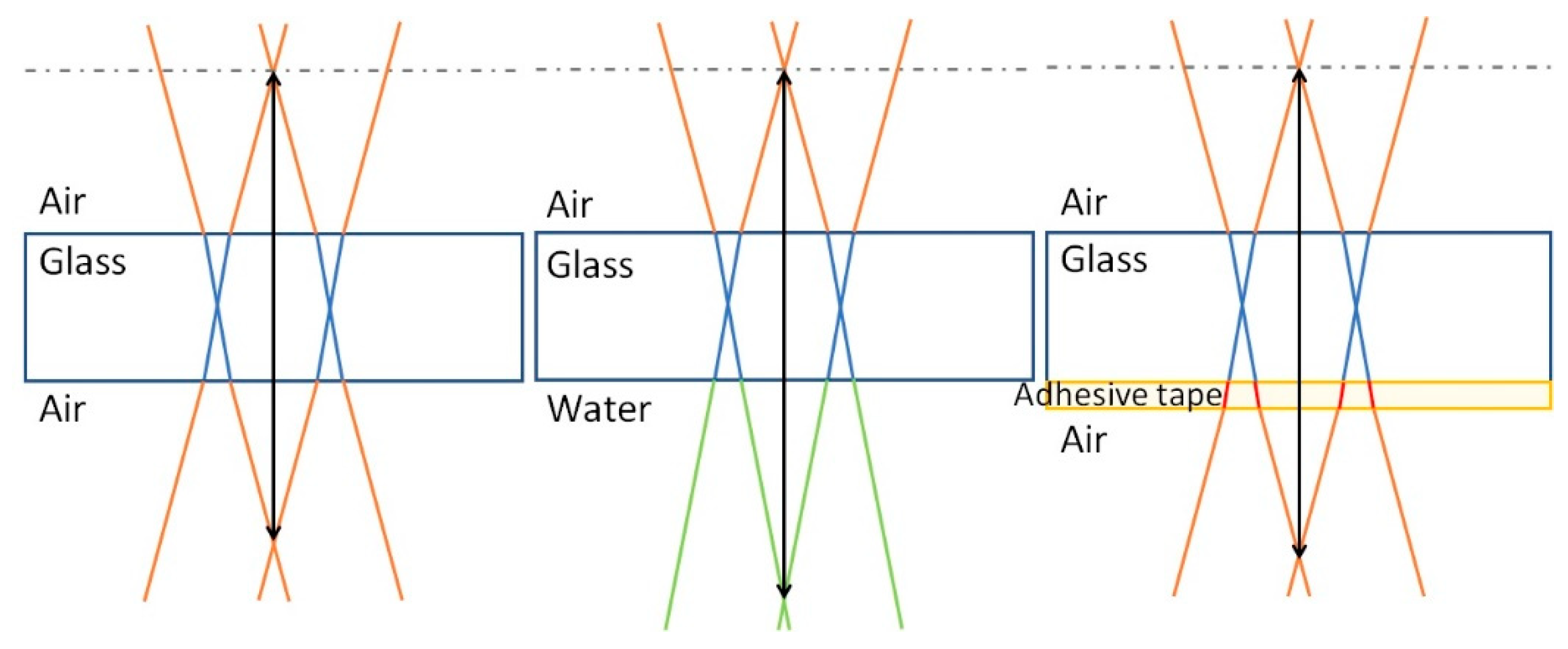
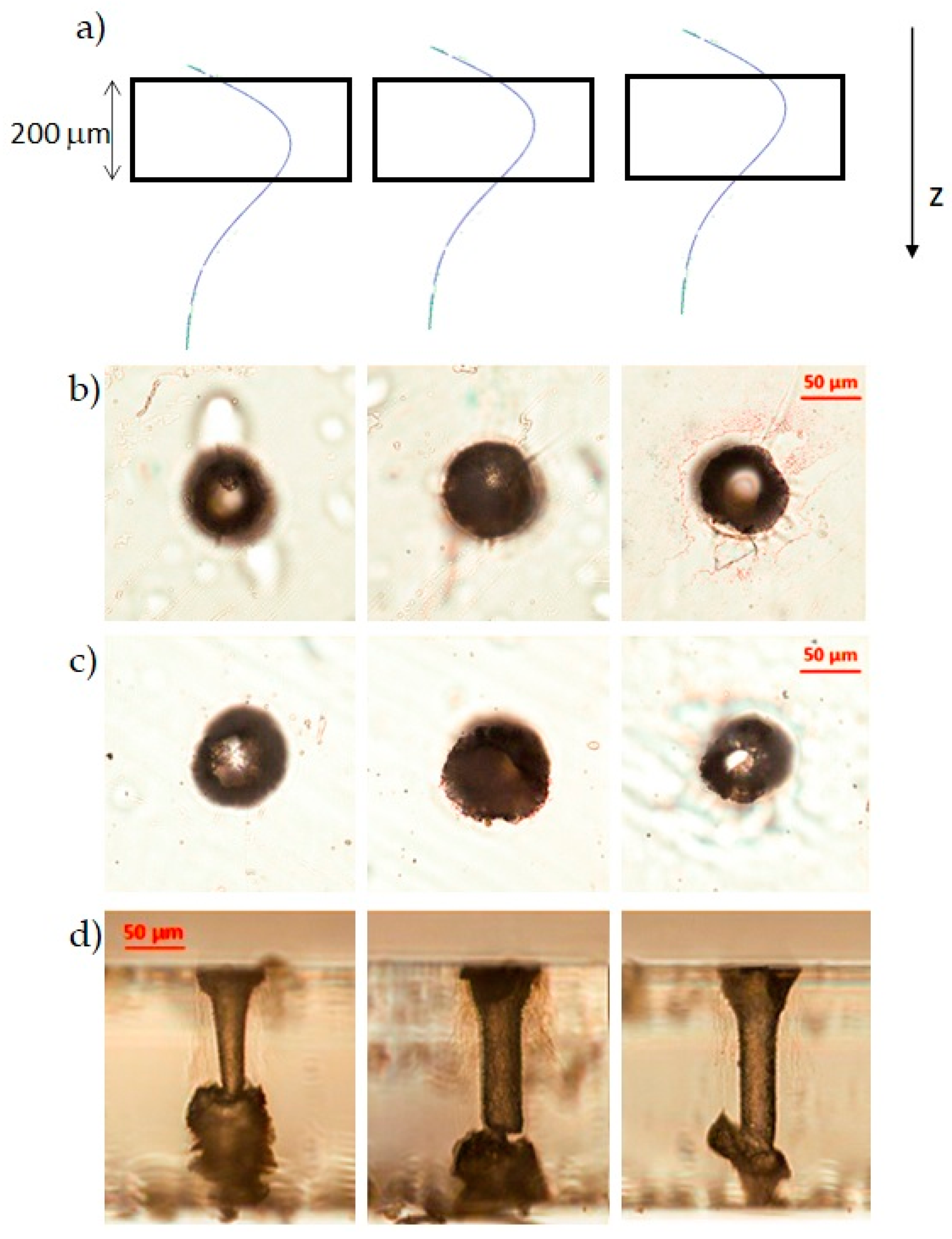
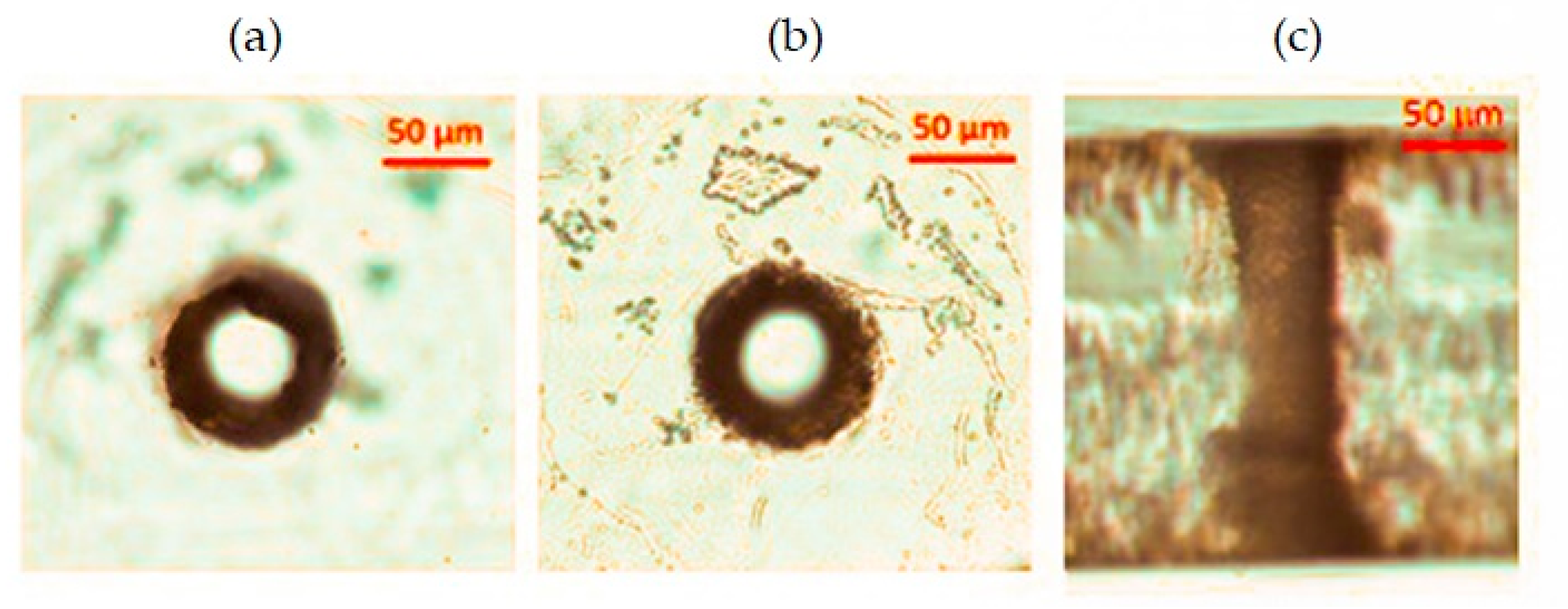
3.1.4. Alternative BB Drilling Configurations Applied to Af32 Glass: Optimization of the Hole Quality
3.2. PMMA
3.3. Diamond
4. Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Hasan, M.; Zhao, J.; Jiang, Z. A review of modern advancements in micro drilling techniques. J. Manuf. Process. 2017, 29, 343–375. [Google Scholar] [CrossRef] [Green Version]
- Wilson, J.; Hawkes, J.F.B. (Eds.) Laser Principles and Applications; Prentice Hall International: Hertforshire, UK, 1987. [Google Scholar]
- Sibbett, W.; Lagatsky, A.A.; Brown, C.T.A. The development and application of femtosecond laser systems. Opt. Express 2012, 20, 6989–7001. [Google Scholar] [CrossRef] [PubMed]
- Hwang, D.; Choi, T.; Grigoropoulos, C. Liquid-assisted femtosecond laser drilling of straight and three-dimensional microchannels in glass. Appl. Phys. A 2004, 79, 605–612. [Google Scholar] [CrossRef]
- Gattass, R.R.; Mazur, E. Femtosecond laser micromachining in transparent materials. Nat. Photonics 2008, 2, 219–225. [Google Scholar] [CrossRef]
- Sarana, M.; Janitzki, M.; Dickmann, K. Beam shaping in ultra-shot pulse laser processing for enhancing the ablation efficiency. Phys. Procedia 2016, 83, 1145. [Google Scholar]
- Le, H.; Penchev, P.; Henrottin, A.; Bruneel, D.; Nasrollahi, V.; Ramos-De-Campos, J.A.; Dimov, S. Effects of Top-hat Laser Beam Processing and Scanning Strategies in Laser Micro-Structuring. Micromachines 2020, 11, 221. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ghoreishi, M.; Low, D.; Li, L. Comparative statistical analysis of hole taper and circularity in laser percussion drilling. Int. J. Mach. Tools Manuf. 2002, 42, 985–995. [Google Scholar] [CrossRef]
- Courvoisier, F.; Stoian, R.; Couairon, A. Ultrafast laser micro- and nano-processing with non-diffracting and curved beams: Invited paper for the section: Hot topics in ultrafast lasers. Opt. Laser Technol. 2016, 80, 125. [Google Scholar] [CrossRef]
- Stoian, R.; Bhuyan, M.K.; Rudenko, A.; Colombier, J.-P.; Cheng, G. High-resolution material structuring using ultrafast laser non-diffractive beams. Adv. Phys. X 2019, 4, 1659180. [Google Scholar] [CrossRef] [Green Version]
- Durnin, J.; Miceli, J.J. Diffraction-free beams. Phys. Rev. Lett. 1987, 58, 1499. [Google Scholar] [CrossRef]
- Bhuyan, M.K.; Courvoisier, F.; Phing, H.S.; Jedrkiewicz, O.; Recchia, S.; Di Trapani, P.; Dudley, J.M. Laser micro- and nanostructuring using femtosecond Bessel beams. Eur. Phys. J. Spec. Top. 2011, 199, 101–110. [Google Scholar] [CrossRef]
- Duocastella, M.; Arnold, C.B. Bessel and annular beams for materials processing. Laser Photonics Rev. 2012, 6, 607–621. [Google Scholar] [CrossRef]
- Garzillo, V.; Jukna, V.; Couairon, A.; Grigutis, R.; Di Trapani, P.; Jedrkiewicz, O. Optimization of laser energy deposition for single-shot high aspect-ratio microstructuring of thick BK7 glass. J. Appl. Phys. 2016, 120, 013102. [Google Scholar] [CrossRef]
- Bhuyan, M.K.; Courvoisier, F.; Lacourt, P.A.; Jacquot, M.; Salut, R.; Furfaro, L.; Dudley, J.M. High aspect ratio nanochannel machining using single shot femtosecond Bessel beams. Appl. Phys. Lett. 2010, 97, 081102. [Google Scholar] [CrossRef]
- Bhuyan, M.K.; Courvoisier, F.; Lacourt, P.-A.; Jacquot, M.; Furfaro, L.; Withford, M.J.; Dudley, J.M. High aspect ratio taper-free microchannel fabrication using femtosecond Bessel beams. Opt. Express 2010, 18, 566–574. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Sanner, N.; Sentis, M.; Stoian, R.; Zhao, W.; Cheng, G.; Utéza, O. Front-surface fabrication of moderate aspect ratio micro-channels in fused silica by single picosecond Gaussian—Bessel laser pulse. Appl. Phys. A 2018, 124, 206. [Google Scholar] [CrossRef] [Green Version]
- Stoian, R.; Bhuyan, M.K.; Zhang, G.; Cheng, G.; Meyer, R.; Courvoisier, F. Ultrafast Bessel beams: Advanced tools for laser materials processing. Adv. Opt. Technol. 2018, 7, 165–174. [Google Scholar] [CrossRef]
- Dudutis, J.; Stonys, R.; Račiukaitis, G.; Gečys, P. Glass dicing with elliptical Bessel beam. Opt. Laser Technol. 2019, 111, 331–337. [Google Scholar] [CrossRef]
- Bhuyan, M.; Jedrkiewicz, O.; Recchia, S.; Apprea, A.; Masciocchi, N.; Bollani, M.; Di Trapani, P. High speed cutting of strong transparent materials using picosecond Bessel beams. Appl. Phys. A 2015, 120, 443. [Google Scholar] [CrossRef]
- Rapp, L.; Meyer, R.; Furfaro, L.; Billet, C.; Giust, R.; Courvoisier, F. High speed cleaving of crystals with ultrafast Bessel beams. Opt. Express 2017, 25, 9312. [Google Scholar] [CrossRef]
- Jenne, M.; Flamm, D.; Ouaj, T.; Hellstern, J.; Kleiner, J.; Grossmann, D.; Koschig, M.; Kaiser, M.; Kumkar, M.; Nolte, S. High-quality tailored-edge cleaving using aberration-corrected Bessel-like beams. Opt. Lett. 2018, 43, 3164–3167. [Google Scholar] [CrossRef]
- Zhang, G.; Stoian, R.; Zhao, W.; Cheng, G. Femtosecond laser Bessel beam welding of transparent to non-transparent materials with large focal-position tolerant zone. Opt. Express 2018, 26, 917–926. [Google Scholar] [CrossRef] [PubMed]
- Jedrkiewicz, O.; Valetti, D.; Di Trapani, P. Etching and drilling of through-holes in thin glass by means of picosecond Bessel beams. SN Appl. Sci. 2019, 1, 1267. [Google Scholar] [CrossRef] [Green Version]
- Belloni, V.V.; Sabonis, V.; Di Trapani, P.; Jedrkiewicz, O. Burst mode versus single-pulse machining for Bessel beam micro-drilling of thin glass: Study and comparison. SN Appl. Sci. 2020, 2, 1–12. [Google Scholar] [CrossRef]
- Incropera, F.P.; Lavine, A.S.; Bergman, T.L.; DeWitt, D.P. Fundamentals of Heat and Mass Transfer; Wiley and Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Available online: https://www.schott.com/ (accessed on 16 April 2021).
- Available online: https://www.corning.com/worldwide/en/products/display-glass.html (accessed on 16 April 2021).
- Rohde, M.; Hemberger, F.; Bauer, T.; Blumm, J.; Fend, T.; Häusler, T.; Hammerschmidt, U.; Hohenauer, W.; Jaenicke-Rössler, K.; Kaschnitz, E. Intercomparison of thermal diffusivity measurements on CuCrZr and PMMA. High Temp. High Press. 2014, 42, 1–6. [Google Scholar]
- Poly(Methyl Methacrylate). 2019. Available online: https://en.wikipedia.org/wiki/Poly(methyl_methacrylate) (accessed on 16 April 2021).
- MakeItFrom. Polymethylmethacrylate (PMMA, Acrylic). 2018. Available online: https://www.makeitfrom.com (accessed on 16 April 2021).
- Doukas, A.G.; Zweig, A.D.; Frisoli, J.K.; Birngruber, R.; Deutsch, T.F. Non-invasive determination of shock wave pressure generated by optical breakdown. Appl. Phys. A 1991, 53, 237–245. [Google Scholar] [CrossRef]
- Rayner, D.M.; Naumov, A.; Corkum, P.B. Ultrashort pulse non-linear optical absorption in transparent media. Opt. Express 2005, 13, 3208–3217. [Google Scholar] [CrossRef] [PubMed]
- Lamperti, M.; Jukna, V.; Jedrkiewicz, O.; Di Trapani, P.; Stoian, R.; Itina, T.E.; Xie, C.; Courvoisier, F.; Couairon, A. Invited Article: Filamentary deposition of laser energy in glasses with Bessel beams. APL Photonics 2018, 3, 120805. [Google Scholar] [CrossRef] [Green Version]
- Bhuyan, M.K.; Velpula, P.K.; Colombier, J.-P.; Olivier, T.; Faure, N.; Stoian, R. Single-shot high aspect ratio bulk nanostructuring of fused silica using chirp-controlled ultrafast laser Bessel beams. Appl. Phys. Lett. 2014, 104, 021107. [Google Scholar] [CrossRef]
- Porras, M.A.; Ruiz-Jiménez, C.; Losada, J.C. Underlying conservation and stability laws in nonlinear propagation of axicon-generated Bessel beams. Phys. Rev. A 2015, 92, 063826. [Google Scholar] [CrossRef] [Green Version]
- Crisp, M.D.; Boling, N.L.; Dubé, G. Importance of Fresnel reflections in laser surface damage of transparent dielectrics. Appl. Phys. Lett. 1972, 21, 364. [Google Scholar]
- Kruusing, A. Chapter Four—Subtractive Processing. In Handbook of Liquids-Assisted Laser Processing; Kruusing, A., Ed.; Elsevier: Amsterdam, The Netherlands, 2008; pp. 143–207. [Google Scholar]
- Wary, G.; Yu, Y.; Jiang, L.; Li, X.; Xie, Q.; Lu, Y. Cylindrical shockwave-induced compression mechanism in femtosecond laser Bessel pulse micro-drilling of PMMA. Appl. Phys. Lett. 2017, 110, 161907. [Google Scholar]
- Ramanathan, D.; Molian, P.A. Micro- and Sub-Micromachining of Type IIa Single Crystal Diamond Using a Ti:Sapphire Femtosecond Laser. J. Manuf. Sci. Eng. 2002, 124, 389–396. [Google Scholar] [CrossRef]
- Jedrkiewicz, O.; Kumar, S.; Sotillo, B.; Bollani, M.; Chiappini, A.; Ferrari, M.; Ramponi, R.; Di Trapani, P.; Eaton, S.M. Pulsed Bessel beam-induced microchannels on a diamond surface for versatile microfluidic and sensing applications. Opt. Mater. Express 2017, 7, 1962. [Google Scholar] [CrossRef]
- Kumar, S.; Sotillo, B.; Chiappini, A.; Ramponi, R.; Di Trapani, P.; Eaton, S.M.; Jedrkiewicz, O. Study of graphitic microstructure formation in diamond bulk by pulsed Bessel beam laser writing. Appl. Phys. A 2017, 123, 698. [Google Scholar] [CrossRef]
- Polesana, P.; Franco, M.; Couairon, A.; Faccio, D.; Di Trapani, P. Filamentation in Kerr media from pulsed Bessel beams. Phys. Rev. A 2008, 77, 043814. [Google Scholar] [CrossRef] [Green Version]
- Bharadwaj, V.; Jedrkiewicz, O.; Hadden, J.P.; Sotillo, B.; Vázquez, M.R.; Dentella, P.; Fernandez, T.T.; Chiappini, A.; Giakoumaki, A.N.; Le Phu, T. Femtosecond laser written microfluidic and photonic circuits in diamond. J. Phys. Photonics 2019, 1, 022001. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thickness [μm] | CTE [10−6K−1] | n | Ts [°C] | Y [GPa] | α [mm2 s−1] |
|---|---|---|---|---|---|---|
| AF 32 glass | 200 | 3.2 | 1.51 | 717 | 74.8 | N/A |
| D263 glass | 300 | 7.2 | 1.52 | 736 | 72.9 | 0.3–0.4 |
| Eagle XG glass | 500 | 3.17 | 1.5 | 971 | 73.6 | 0.6 |
| PMMA | 500 | 0.5 to 1 | 1.49 | 160 | 3.2 | 0.11 |
| Diamond | 500 | 1 | 2.42 | 4373 | 1100 | 1.3 × 103 |
| Medium | Refractive Index | Cone Angle [°] |
|---|---|---|
| Air | 1 | 14.7 |
| AF32 glass | 1.51 | 9.7 |
| Water | 1.33 | 11.0 |
| Kapton adhesive tape | 1.70 | 8.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belloni, V.V.; Bollani, M.; Eaton, S.M.; Di Trapani, P.; Jedrkiewicz, O. Micro-Hole Generation by High-Energy Pulsed Bessel Beams in Different Transparent Materials. Micromachines 2021, 12, 455. https://doi.org/10.3390/mi12040455
Belloni VV, Bollani M, Eaton SM, Di Trapani P, Jedrkiewicz O. Micro-Hole Generation by High-Energy Pulsed Bessel Beams in Different Transparent Materials. Micromachines. 2021; 12(4):455. https://doi.org/10.3390/mi12040455
Chicago/Turabian StyleBelloni, Valeria V., Monica Bollani, Shane M. Eaton, Paolo Di Trapani, and Ottavia Jedrkiewicz. 2021. "Micro-Hole Generation by High-Energy Pulsed Bessel Beams in Different Transparent Materials" Micromachines 12, no. 4: 455. https://doi.org/10.3390/mi12040455
APA StyleBelloni, V. V., Bollani, M., Eaton, S. M., Di Trapani, P., & Jedrkiewicz, O. (2021). Micro-Hole Generation by High-Energy Pulsed Bessel Beams in Different Transparent Materials. Micromachines, 12(4), 455. https://doi.org/10.3390/mi12040455