
Smart Textiles for Visible and IR Camouflage Application: State-of-the-Art and Microfabrication Path Forward



Abstract
:1. Introduction
2. Existing Technologies Applicable to Visible and IR Camouflage
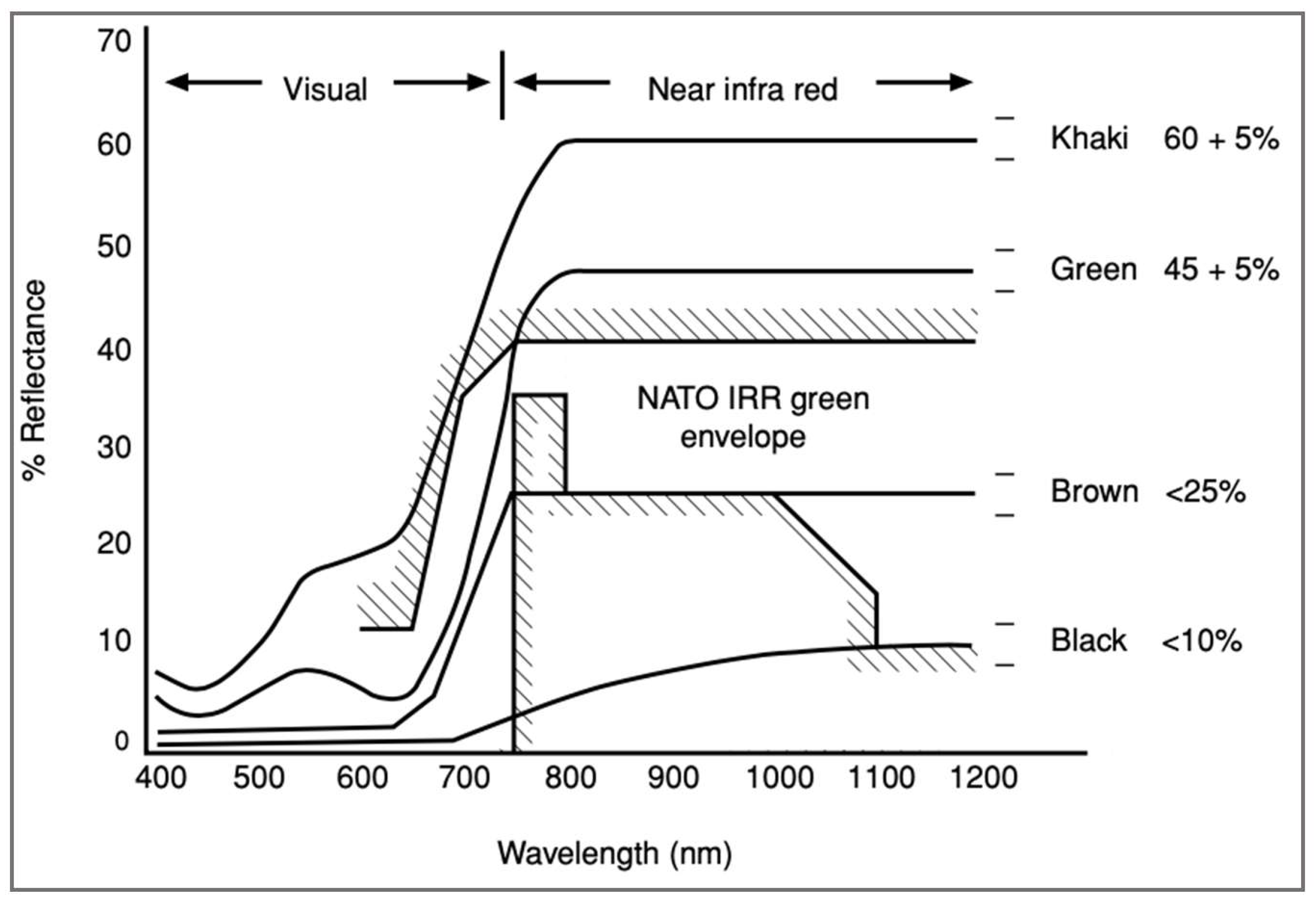
2.1. Surface Dyeing and Pigmentation
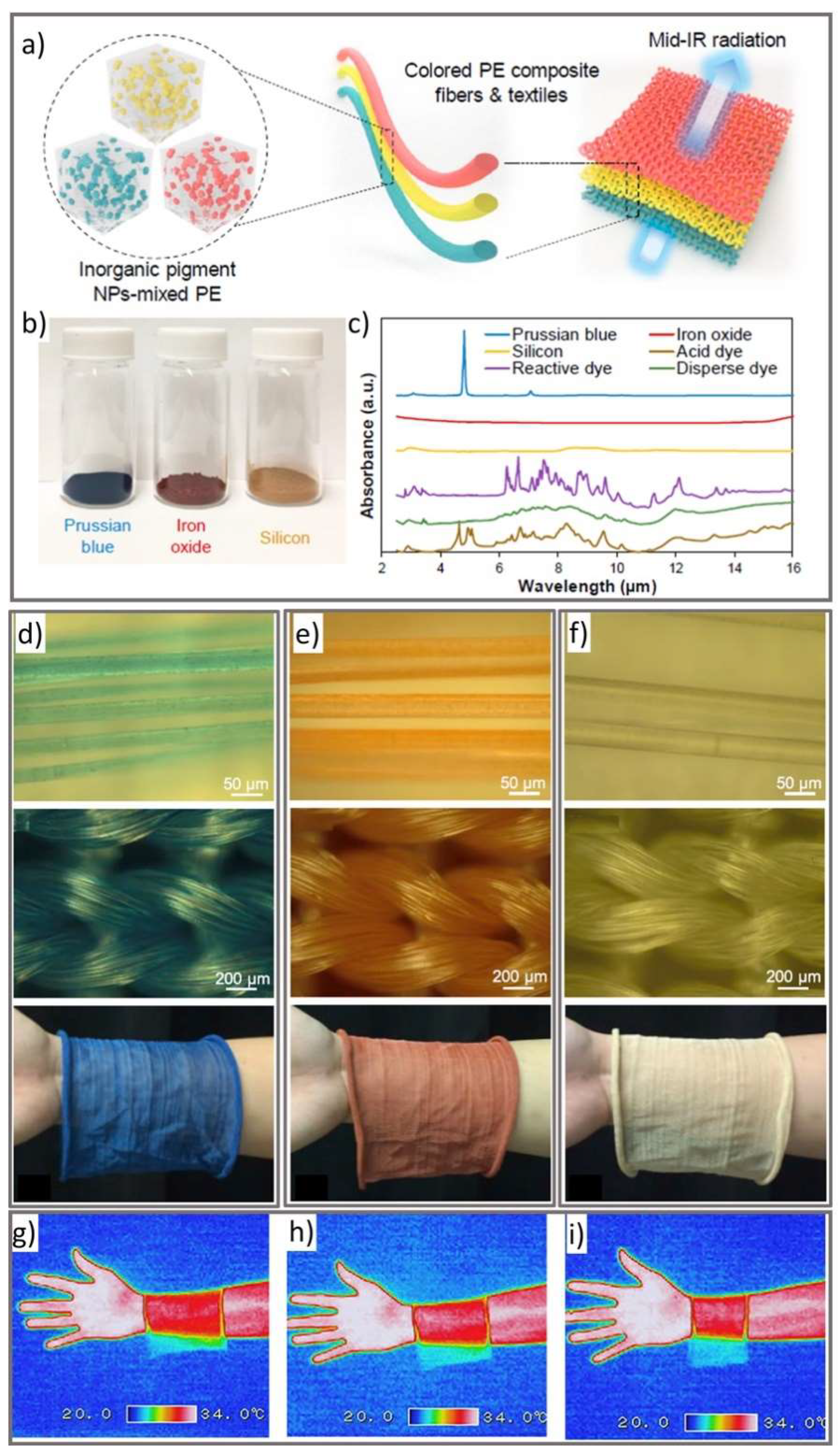
2.2. Embedded Additives
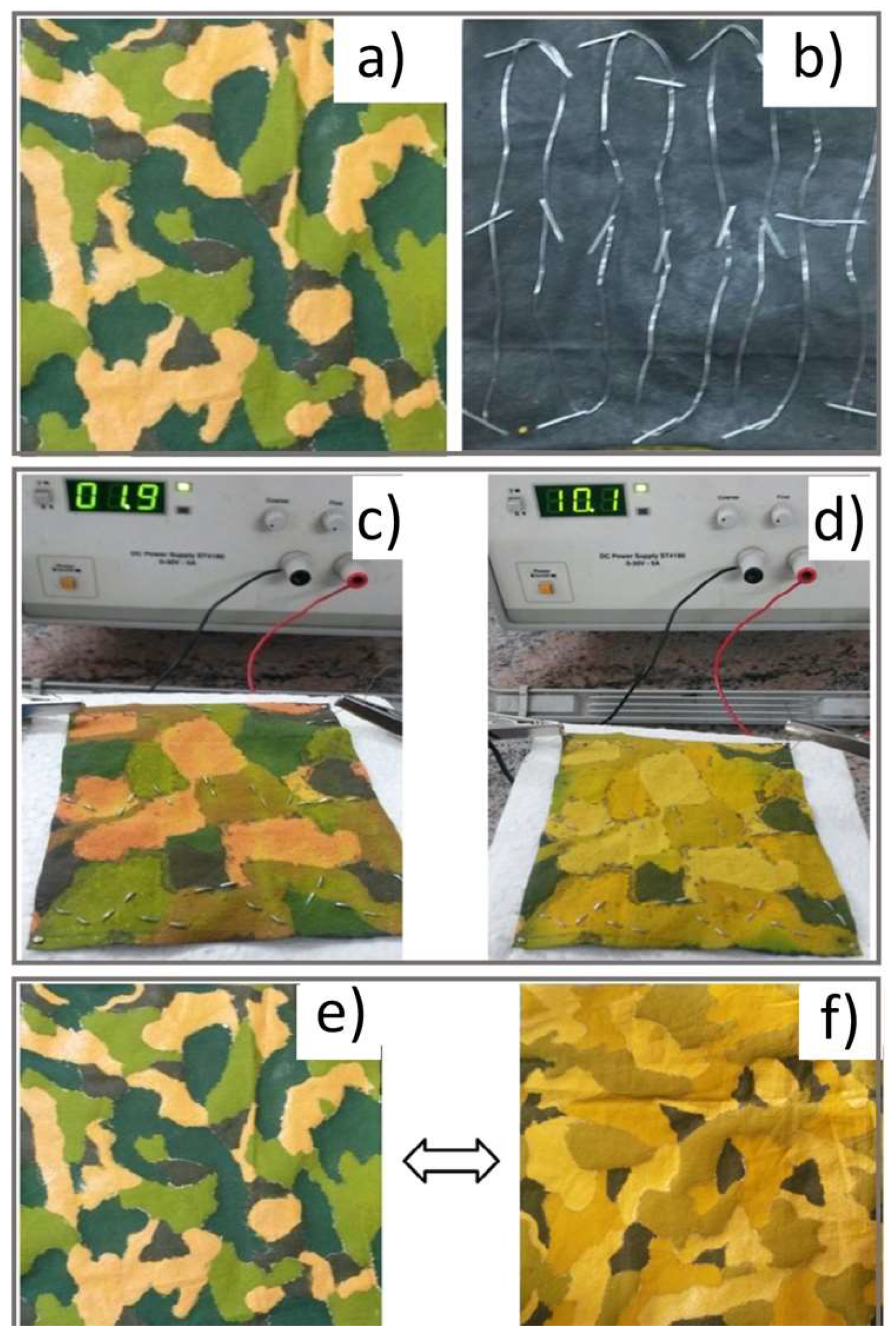
2.3. Chromic Materials
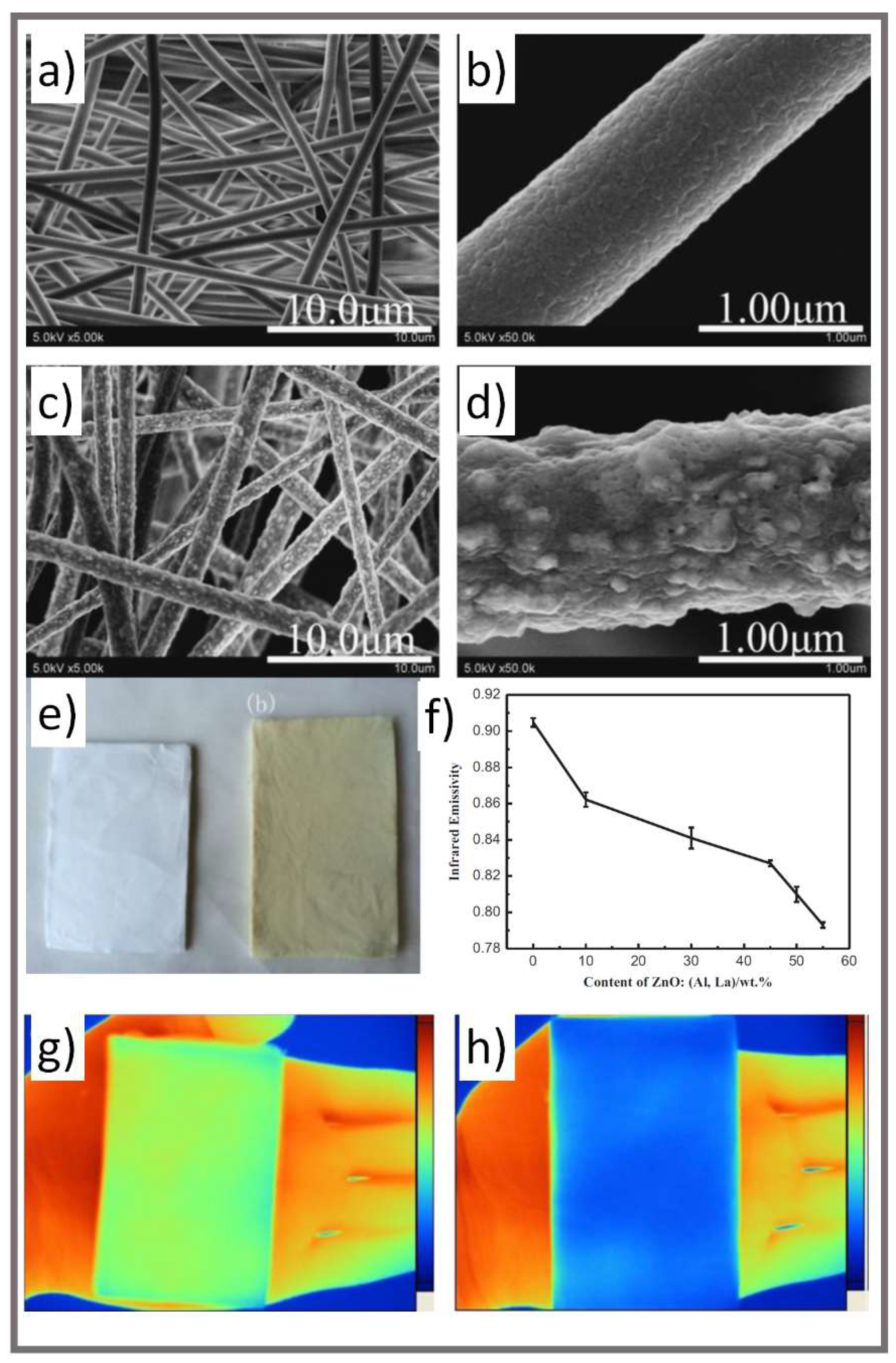
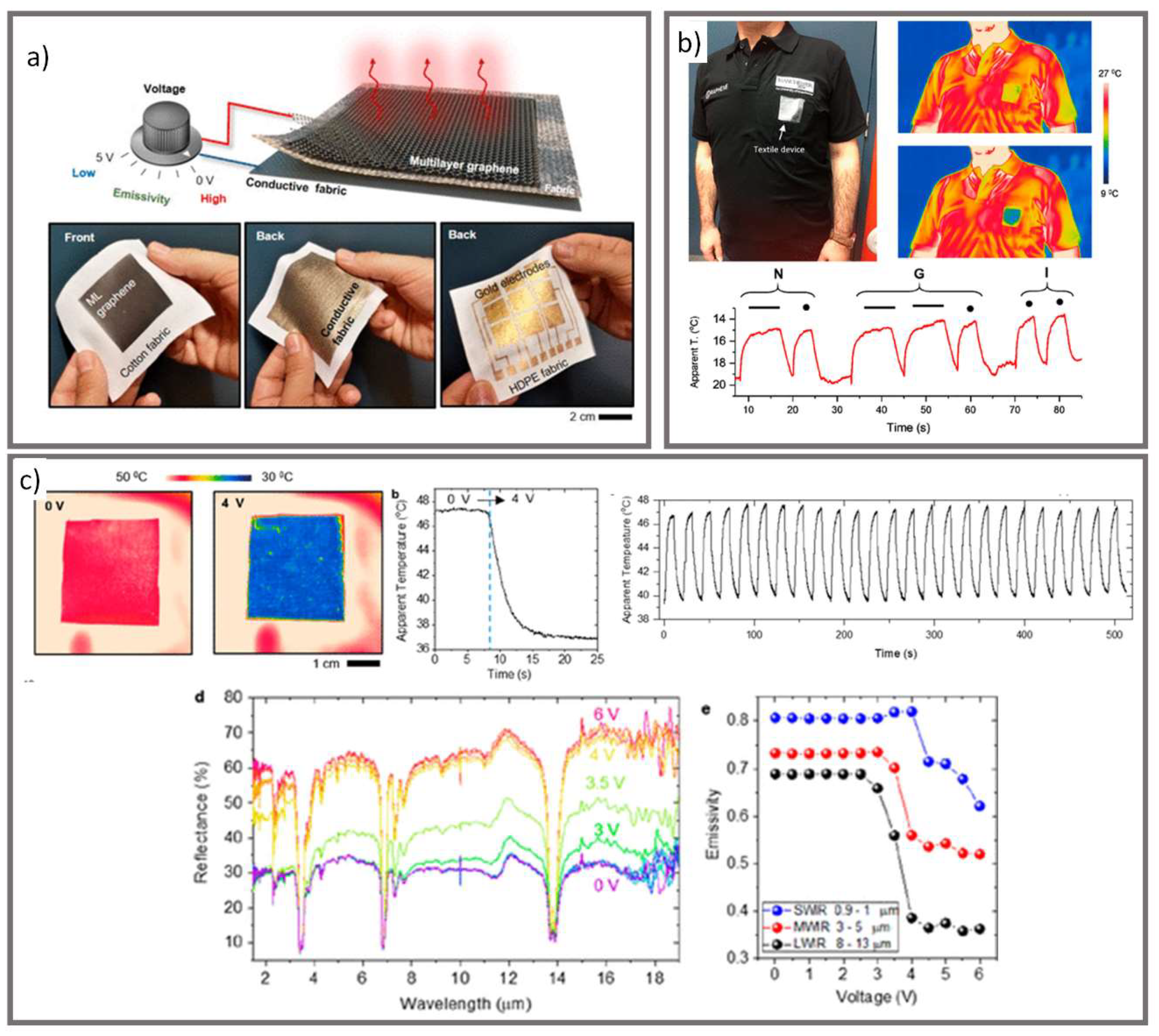
2.4. Low Emissivity Coatings
- No. 1—65% polyester/35% cotton rip-stop woven fabric, aluminum foil coated
- No. 2—100% polyester plain woven fabric, conductive metal fiber (99.6% polyester with 0.4% stainless steel staples (INOX)) inserted in weft (horizontal) direction
- No. 3—100% polyester plain woven fabric, conductive metal fiber (90% polyester with 10% INOX) inserted in weft direction
- No. 4—100% polyester plain woven fabric, with Silverflex-170® yarns (98.5% polyester with 1.5% silver plated filaments) inserted in both the warp (vertical) and weft directions
- No. 5—100% polyester plain woven fabric, with Silverflex-170® yarns (97.5% polyester with 3.5% silver plated filaments) inserted in both the warp and weft directions
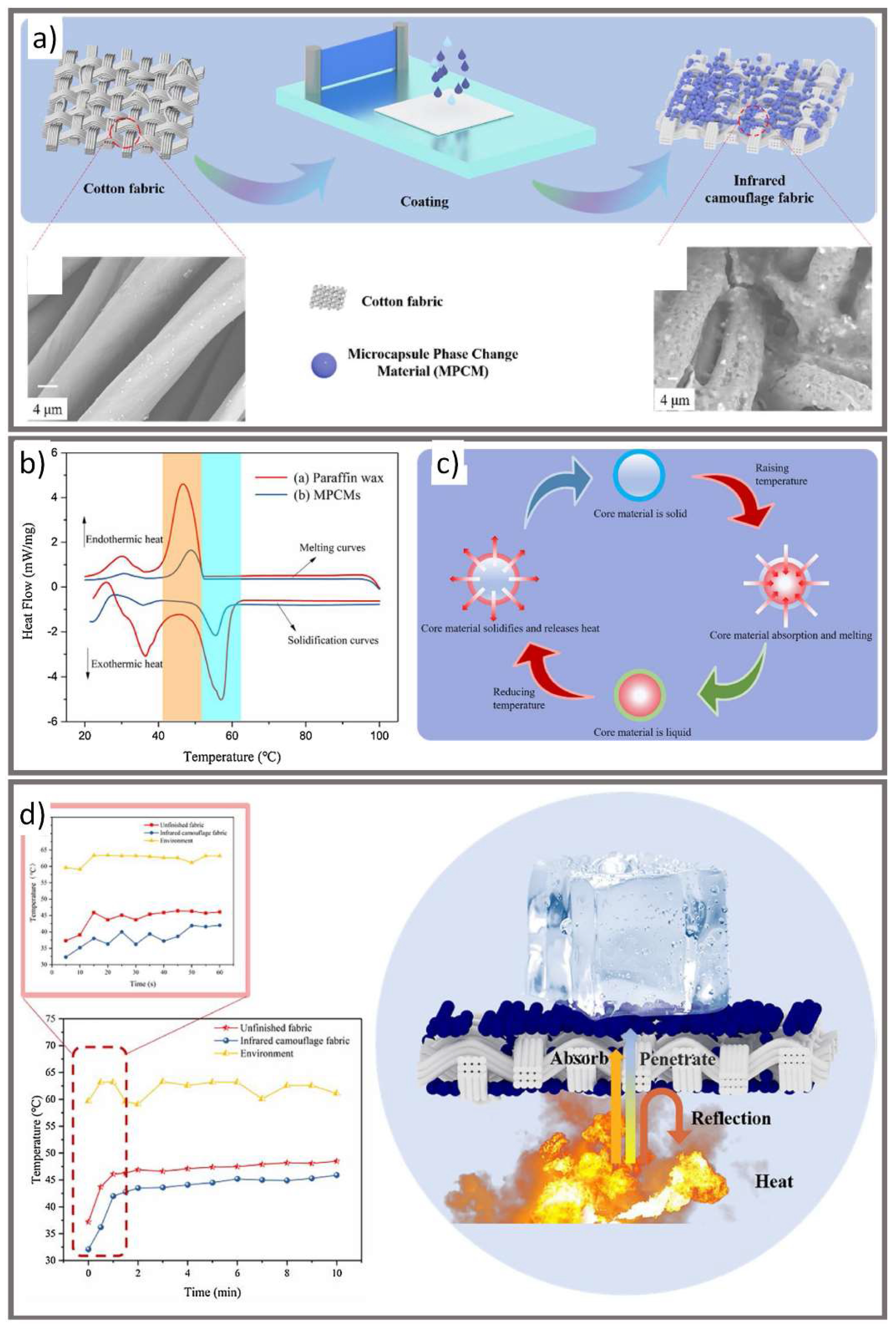
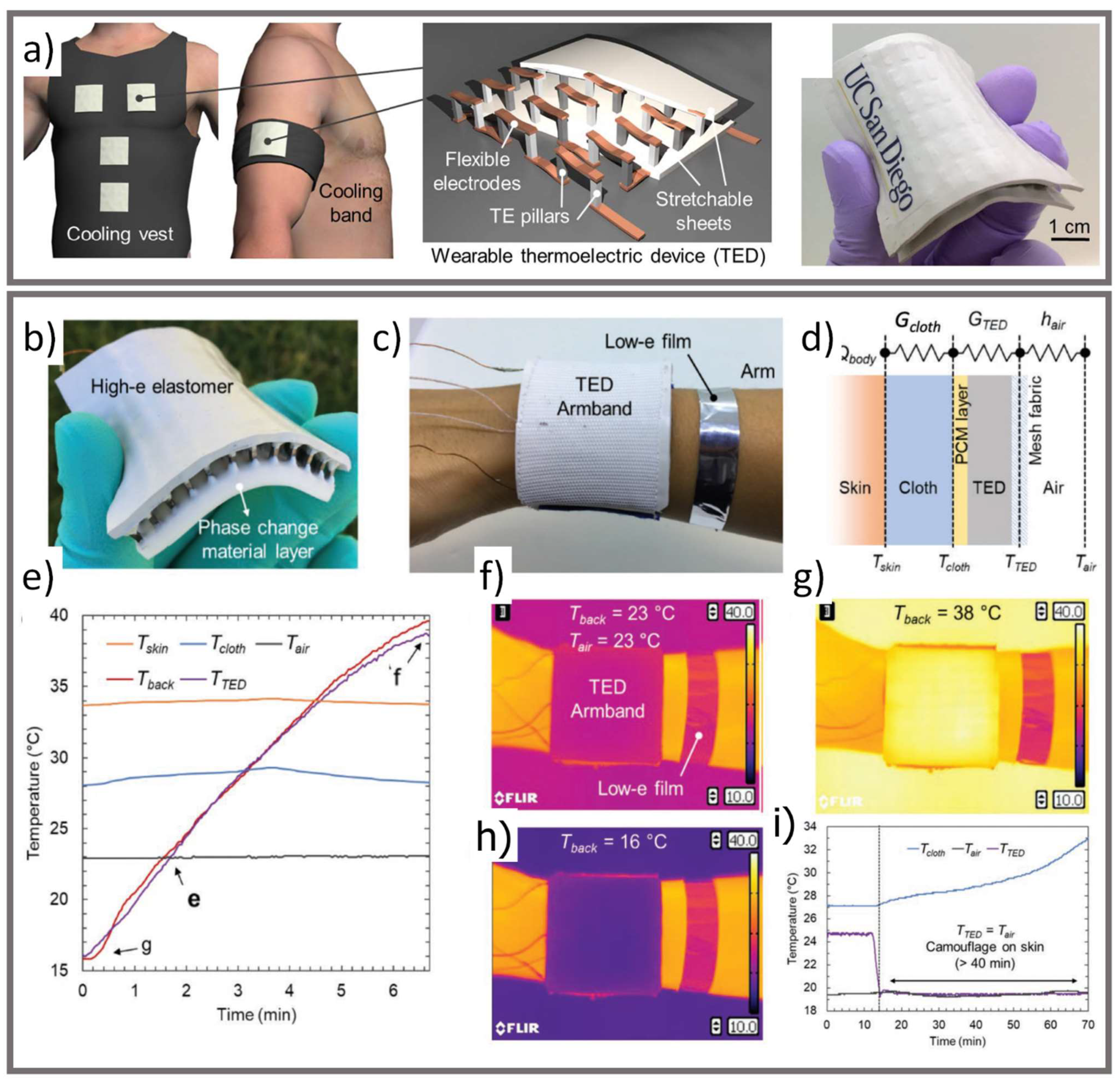
2.5. Phase Change Materials
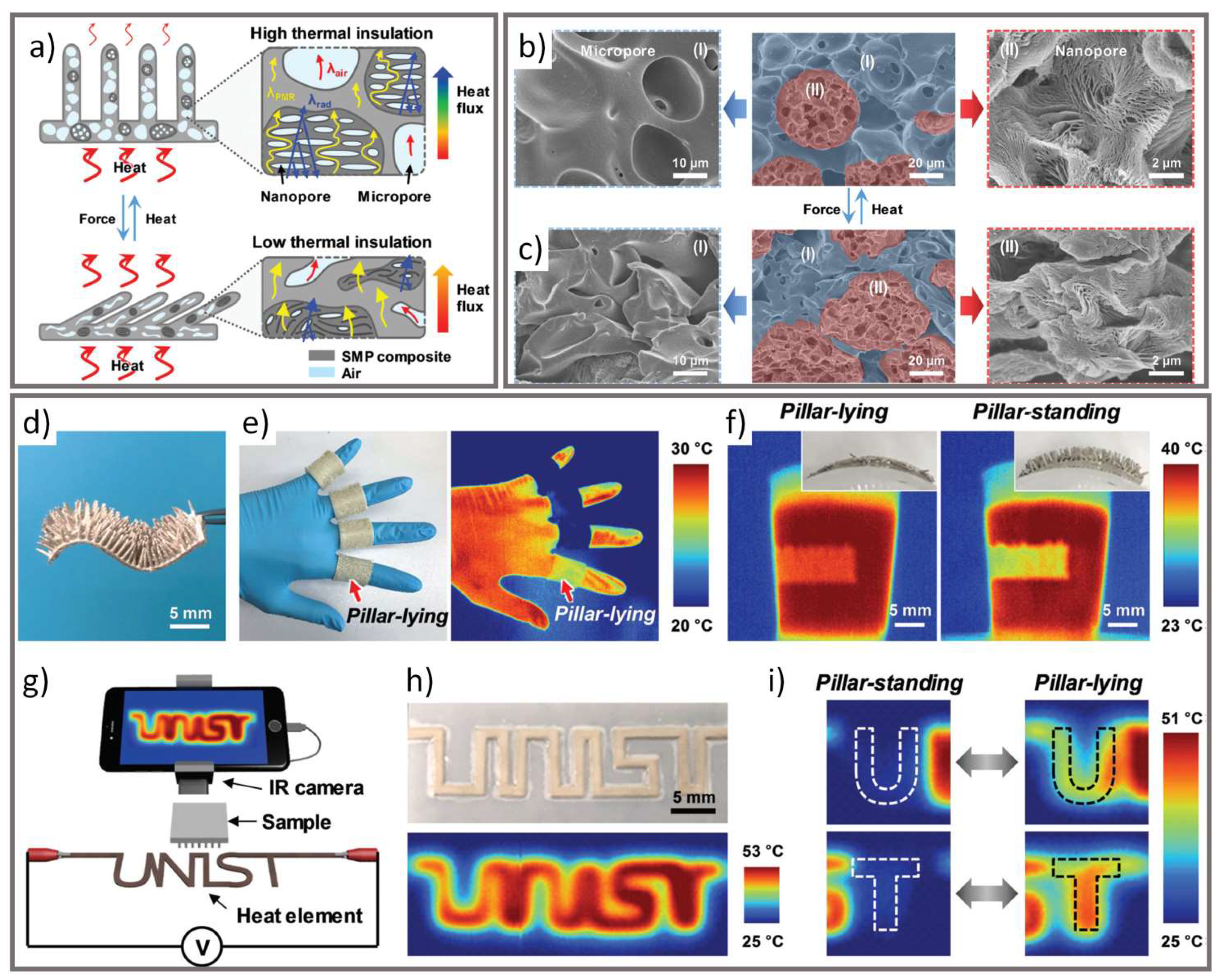
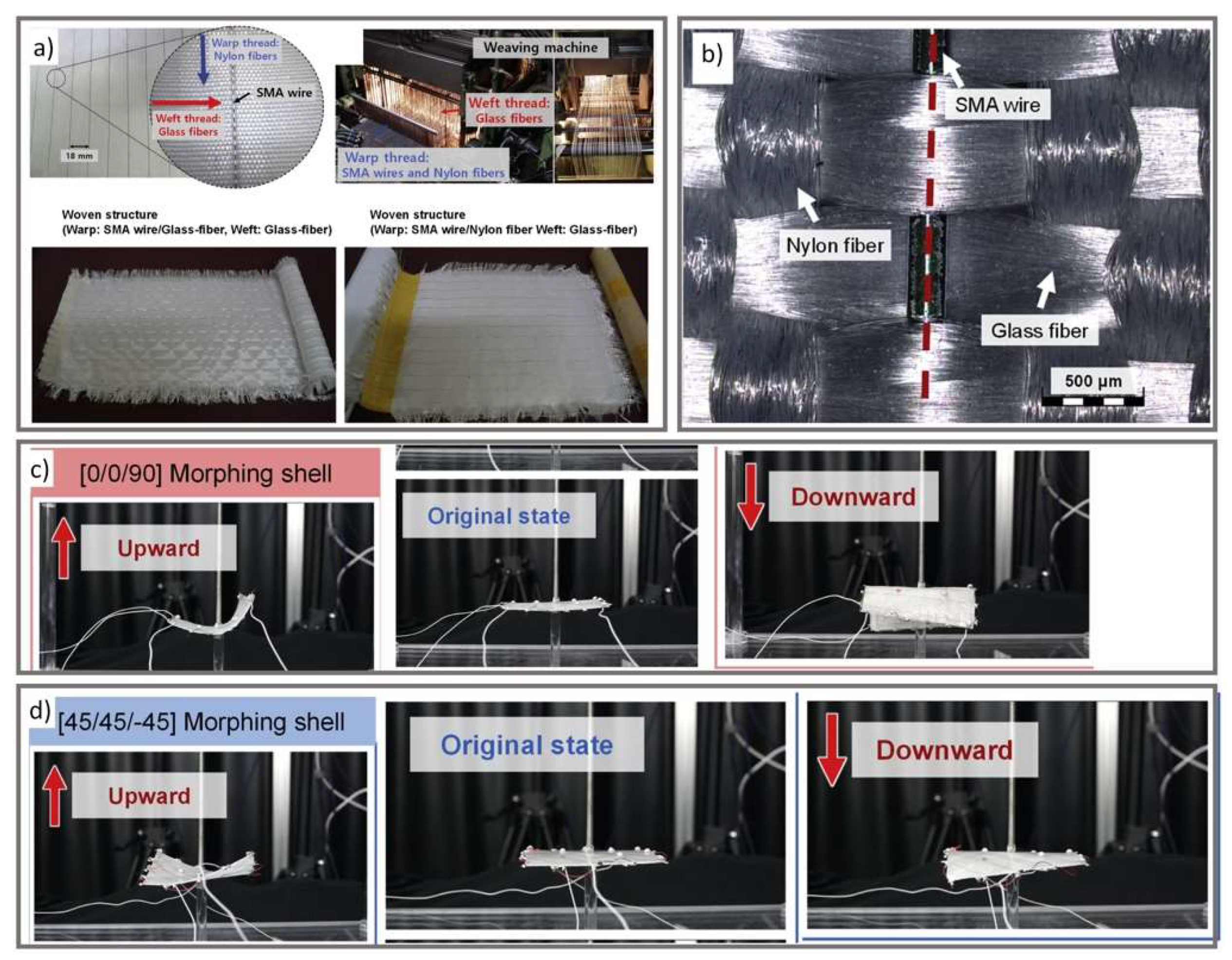
2.6. Shape Memory Materials
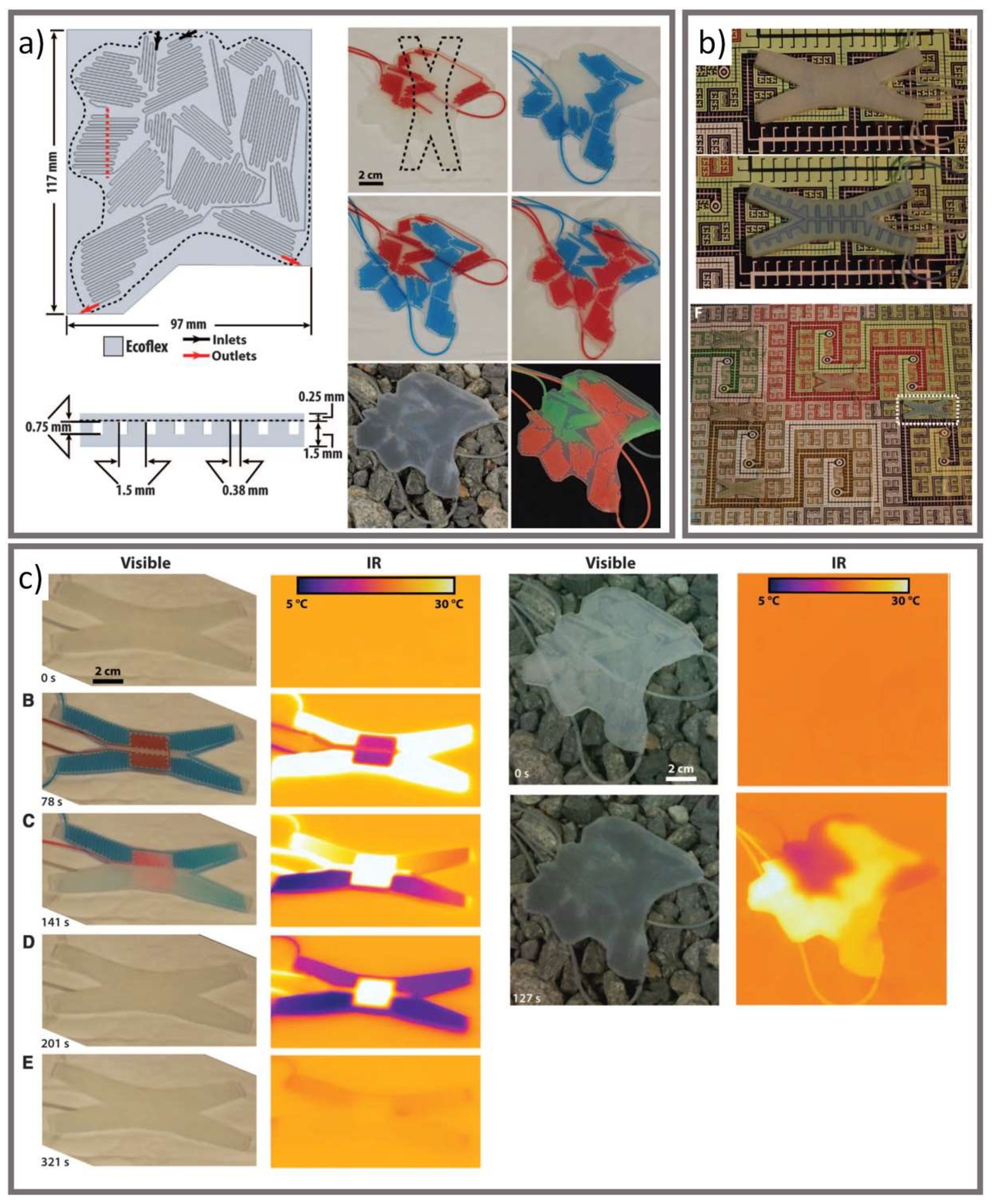
2.7. Actuation Strategies
3. Current Progress on Adaptive Camouflage
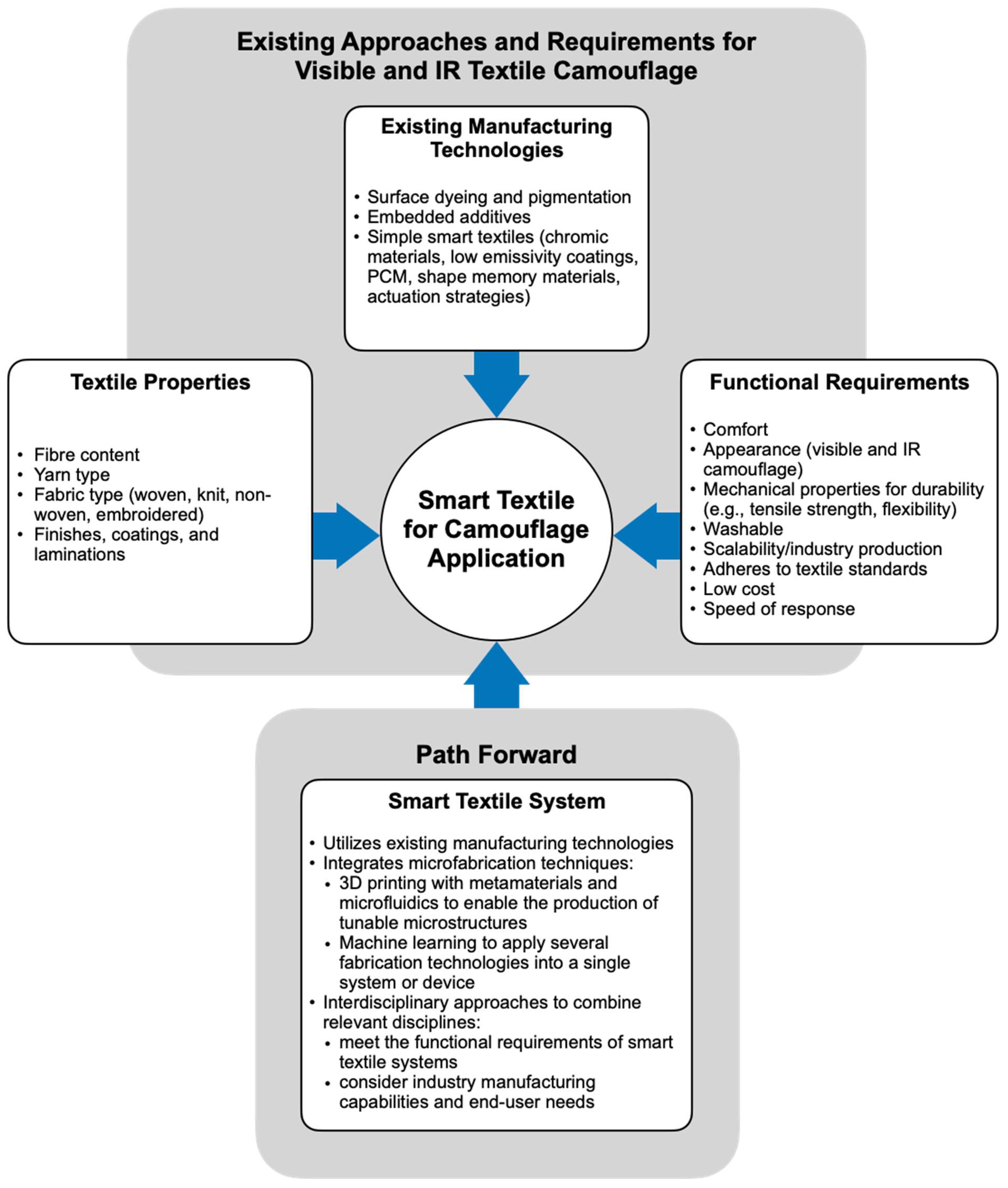
4. Discussion and Path Forward
4.1. Functional Requirements of Smart Textile Systems for Camouflage Applications
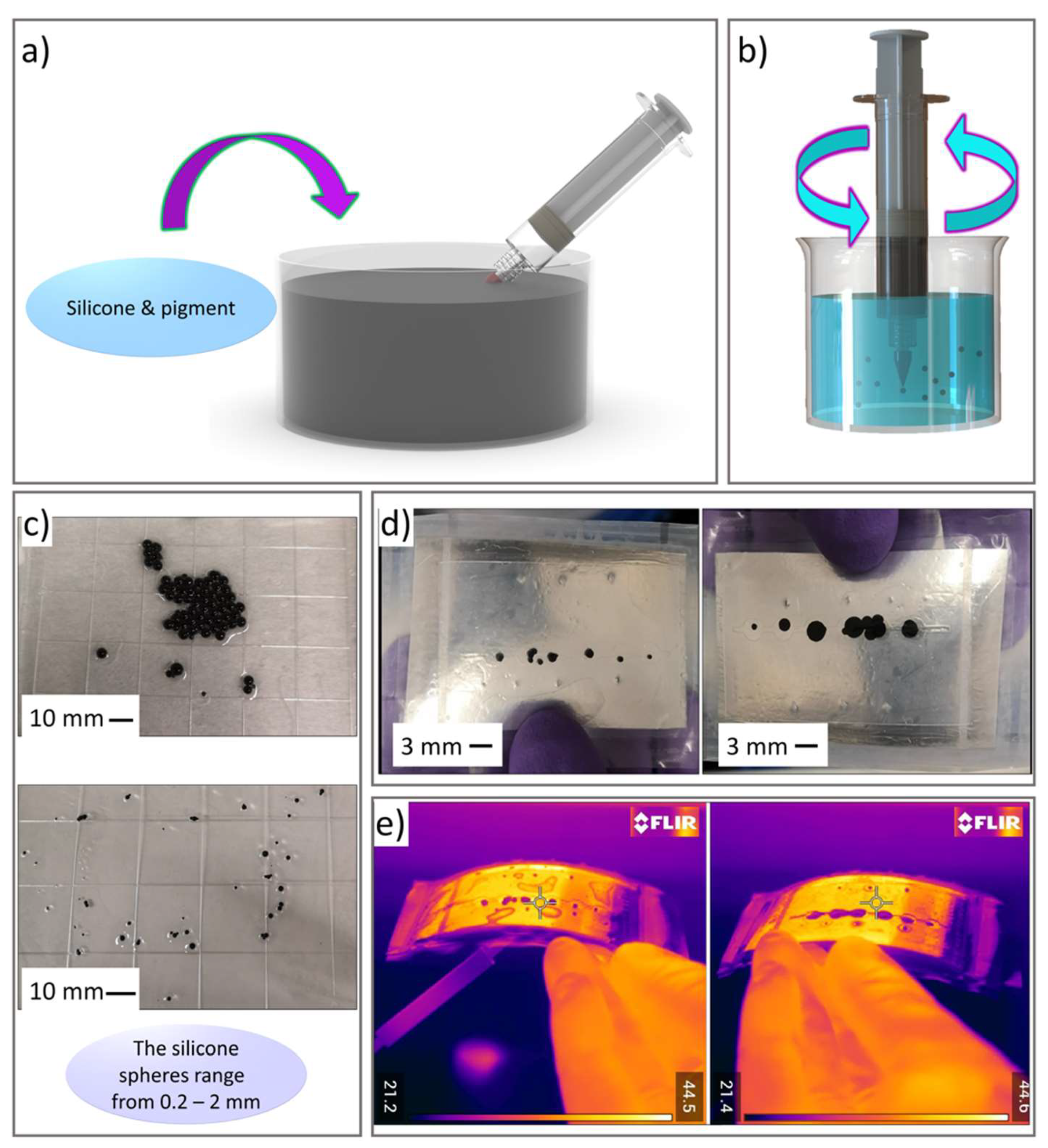
4.2. Three-Dimensional Printing with Metamaterials and Microfluidics
4.3. Machine Learning
4.4. Interdisciplinary Approaches
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kovacevic, S.; Schwarz, I.G.; Durasevic, V. Analysis of printed fabrics for military camouflage clothing. Fibres Text. East. Eur. 2012, 20, 82–86. [Google Scholar]
- Scott, R.A. Textiles in defence. In Handbook of Technical Textiles, 1st ed.; Horrocks, A.R., Anand, S.C., Eds.; Woodhead Publishing: Cambridge, UK, 2000; pp. 425–460. [Google Scholar]
- Burkinshaw, S.M.; Hallas, G.; Towns, A.D. Infrared camouflage. Rev. Prog. Color. Relat. Top. 1996, 26, 47–53. [Google Scholar] [CrossRef]
- Kadolph, S.J. Textiles, 11th ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2011. [Google Scholar]
- Herculite. Available online: https://www.herculite.com/blog/camouflage-over-the-years-how-military-fabrics-have-changed (accessed on 10 May 2021).
- Malbon, C.; Carr, D. Textiles for military and law enforcement personnel. In High Performance Technical Textiles, 1st ed.; Paul, R., Ed.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2019; pp. 197–213. [Google Scholar]
- Sudhakar, P.; Gobi, N.; Senthilkumar, M. Camouflage fabrics for military protective clothing. In Military Textiles; Wilusz, E., Ed.; Woodhead Publishing: Cambridge, UK, 2008; pp. 293–318. [Google Scholar]
- Van Langenhove, L. Smart textiles for protection: An overview. In Smart Textiles for Protection; Chapman, R., Chapman, R.A., Eds.; Woodhead Publishing Limited: Cambridge, UK, 2013; pp. 3–33. [Google Scholar]
- Tang, S.L.P.; Stylios, G.K. An overview of smart technologies for clothing design and engineering. Int. J. Cloth. Sci. Tech. 2006, 18, 108–128. [Google Scholar] [CrossRef]
- Dolez, P.I.; Decaens, J.; Buns, T.; Lachapelle, D.; Vermeersch, O. Applications of smart textiles in occupational health and safety. IOP Conf. Ser.: Mater. Sci. Eng. 2020, 827, 1–6. [Google Scholar]
- Finn, N. Types of smart materials for protection. In Smart Textiles for Protection; Chapman, R., Chapman, R.A., Eds.; Woodhead Publishing Limited: Cambridge, UK, 2013; pp. 34–86. [Google Scholar]
- Begriche, A.; Lachapelle, D. Intelligent textiles for protection—Overview and technologies. In Proceedings of the Soldier Systems Technology Roadmap—Soldier Survivability/Sustainability/Mobility Workshop, Ottawa, ON, Canada, 12–13 May 2010. [Google Scholar]
- Holme, I. Colouration of technical textiles. In Handbook of Technical Textiles, 2nd ed.; Horrocks, A.R., Anand, S.C., Eds.; Woodhead Publishing: Cambridge, UK, 2016; pp. 231–284. [Google Scholar]
- Khajeh Mehrizi, M.; Bokaei, F.; Jamshidi, N. Visible-near infrared concealment of cotton/nylon fabrics using colored pigments and multiwalled carbon nanotube particles (MWCNTs). Color. Res. Appl. 2015, 40, 93–98. [Google Scholar] [CrossRef]
- Abbasipour, M.; Khajeh Mehrizi, M. Investigation of changes of reflective behavior of cotton/polyester fabric by TiO2 and carbon black nanoparticles. Sci. Iran. 2012, 19, 954–957. [Google Scholar] [CrossRef] [Green Version]
- Siadat, S.S.; Mokhtari, J. Diffuse reflectance behavior of the printed cotton/nylon blend fabrics treated with zirconium and cerium dioxide and citric acid in near- and short-wave IR radiation spectral ranges. Color. Res. Appl. 2020, 45, 55–64. [Google Scholar] [CrossRef]
- Moretti, C.; Tao, X.; Koehl, L.; Koncar, V. Electrochromic textile displays for personal communication. In Smart Textiles and Their Applications; Koncar, V., Ed.; Woodhead Publishing Series in Textiles: Cambridge, UK, 2016; pp. 539–568. [Google Scholar] [CrossRef]
- Oda, H. New developments in the stabilization of leuco dyes: Effect of UV absorbers containing an amphoteric counter-ion moiety on the light fastness of color formers. Dye. Pigm. 2005, 66, 103–108. [Google Scholar] [CrossRef]
- Hong, S.; Shin, S.; Chen, R. An adaptive and wearable thermal camouflage device. Adv. Funct. Mater. 2020, 30. [Google Scholar] [CrossRef]
- Dolez, P.I.; Mlynarek, J. Smart materials for personal protective equipment: Tendencies and recent developments. In Smart Textiles and their Applications; Koncar, V., Ed.; Woodhead Publishing Series in Textiles: Cambridge, UK, 2016; pp. 497–517. [Google Scholar] [CrossRef]
- Denning, R.J. Camouflage fabrics. In The Textile Institute Book Series, Engineering of High-Performance Textiles; Miao, M., Xin, J.H., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 349–375. [Google Scholar]
- Rubeziene, V.; Minkuvienė, G.; Baltušnikaitė-Guzaitienė, J.; Padleckiene, I. Development of visible and near infrared camouflage textile materials. Mater. Sci. Medzg. 2009, 15, 173–177. [Google Scholar]
- Salehi, S.S.; Mehrizi, M.K.; Bidoki, S.M.; Shahi, Z. Comfort and reflectance properties of viscose/polyester blend fabric printed by vat/disperse dyes in visible/near-infrared region. Color. Res. Appl. 2020, 45, 477–484. [Google Scholar] [CrossRef]
- Rubeziene, V.; Padleckienė, I.; Baltušnikaitė, J.; Varnaitė, S. Evaluation of camouflage effectiveness of printed fabrics in visible and near infrared radiation spectral ranges. Mater. Sci. Medzg. 2008, 14, 361–365. [Google Scholar]
- Kim, T.; Jeon, S.; Kwak, D.; Chae, Y. Coloration of ultra high molecular weight polyethylene fibers using alkyl-substituted anthraquinoid blue dyes. Fiber. Polym. 2012, 13, 212–216. [Google Scholar] [CrossRef]
- Goudarzi, U.; Mokhtari, J.; Nouri, M. Camouflage of cotton fabrics in visible and NIR region using three selected vat dyes. Color. Res. Appl. 2014, 39, 200–207. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, J.C. Near-infrared green camouflage of cotton fabrics using vat dyes. J. Text. Inst. 2008, 99, 83–88. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, J.C. Near-infrared green camouflage of PET fabrics using disperse dyes. Sen’i Gakkaishi J. Fiber Sci. Technol. 2007, 63, 223–229. [Google Scholar] [CrossRef] [Green Version]
- Gupta, K.K.; Nishkam, A.; Kasturiya, N. Camouflage in the non-visible region. J. Ind. Text. 2001, 31, 27–42. [Google Scholar] [CrossRef]
- Khajeh Mehrizi, M.; Mortazavi, S.M.; Mallakpour, S.; Bidoki, S.M.; Vik, M.; Viková, M. Effect of carbon black nanoparticles on reflective behavior of printed cotton/nylon fabrics in visible/near infrared regions. Fiber. Polym. 2012, 14, 501–506. [Google Scholar] [CrossRef]
- Cai, L.; Peng, Y.; Xu, J.; Zhou, C.; Zhou, C.; Wu, P.; Lin, D.; Fan, S.; Cui, Y. Temperature regulation in colored infrared-transparent polyethylene textiles. Joule 2019, 3, 1478–1486. [Google Scholar] [CrossRef]
- Siadat, S.S.; Mokhtari, J. Influence of ceramic nano-powders and crosslinker on diffuse reflectance behavior of printed cotton/nylon blend fabrics in near infrared and short-wave infrared spectral ranges. J. Text. Inst. 2020. [Google Scholar] [CrossRef]
- Samolov, A.D.; Simic, D.M.; Fidanovski, B.Z.; Obradovic, V.M.; Tomic, L.D.; Knezevic, D.M. Improvement of VIS and IR camouflage properties by impregnating cotton fabric with PVB/IF-WS2. Def. Technol. 2020. [Google Scholar] [CrossRef]
- Esmaeilian, N.; Tavanaie, M.A.; Bidoki, S.M.; Mehrizi, M.K. Production and characterization of camouflage poly(ethylene terephthalate) filament yarns during the melt spinning process. J. Text. Inst. 2014, 105, 406–413. [Google Scholar] [CrossRef]
- Tavanaie, M.A.; Esmaeilian, N.; Mojtahedi, M.R.M. Olive hue visible near infrared camouflage properties of high speed melt spun poly(ethylene terephthalate) multifilament yarn. Dye. Pigm. 2015, 114, 267–272. [Google Scholar] [CrossRef]
- Kalan, S.G.; Tavanaie, M.A.; Esmaeilian, N.; Hadizadeh, M. Reflectance-yarn geometry relation of false-twist textured olive hue poly(ethylene terephthalate) mass dyed yarn in visible–near-infrared region. J. Text. Inst. 2019, 109, 248–255. [Google Scholar] [CrossRef]
- Lim, T.; Jeong, S.M.; Seo, K.; Pak, J.H.; Choi, Y.K.; Ju, S. Development of fiber-based active thermal infrared camouflage textile. Appl. Mater. Today 2020, 20. [Google Scholar] [CrossRef]
- Yu, B.; Qi, L.; Ye, J.; Sun, H. Preparation and radar wave absorbing characterization of bicomponent fibers with infrared camouflage. J. Appl. Polym. Sci. 2007, 104, 2180–2186. [Google Scholar] [CrossRef]
- Karpagam, K.R.; Saranya, K.S.; Gopinathan, J.; Bhattacharyya, A. Development of smart clothing for military applications using thermochromic colorants. J. Text. Inst. 2017, 108, 1122–1127. [Google Scholar] [CrossRef]
- Viková, M.; Pechová, M. Study of adaptive thermochromic camouflage for combat uniform. Text. Res. J. 2020, 90, 2070–2084. [Google Scholar] [CrossRef]
- Zhao, P.; Fan, J. Silver polyhedron coated electrospun nylon 6 nano-fibrous membrane with good infrared extinction, ultraviolet shielding and water vapor permeability. J. Appl. Polym. Sci. 2012, 124, 5138–5144. [Google Scholar] [CrossRef]
- Fang, S.; Wang, W.; Yu, X.; Xu, H.; Zhong, Y.; Sui, X.; Zhang, L.; Mao, Z. Preparation of ZnO:(Al, La)/polyacrylonitrile (PAN) nonwovens with low infrared emissivity via electrospinning. Mater. Lett. 2015, 143, 120–123. [Google Scholar] [CrossRef]
- Rubeziene, V.; Padleckienė, I.; Varnaitė-Žuravliova, S.; Baltušnikaitė, J. Reduction of thermal signature using fabrics with conductive additives. Mater. Sci. Medzg. 2013, 19, 409–414. [Google Scholar] [CrossRef] [Green Version]
- Xu, R.; Xia, X.; Wang, W.; Yu, D. Infrared camouflage fabric prepared by paraffin phase change microcapsule with good thermal insulting properties. Colloids Surf. A 2020, 591, 124519. [Google Scholar] [CrossRef]
- Shin, Y.; Yoo, D.I.; Son, K. Development of thermoregulating textile materials with microencapsulated phase change materials (PCM). II. Preparation and application of PCM microcapsules. J. Appl. Polym. Sci. 2005, 96, 2005–2010. [Google Scholar] [CrossRef]
- Hayes, L.; Bryant, Y.G.; Colvin, D.P. Fabric with micro encapsulated phase change. In Proceedings of the 1993 ASME Winter Annual Meeting, New York, NY, USA, 28 November–3 December 1993. [Google Scholar]
- Fallahi, A.; Guldentops, G.; Tao, M.; Granados-Focil, S.; Van Dessel, S. Review on solid-solid phase change materials for thermal energy storage: Molecular structure and thermal properties. Appl. Therm. Eng. 2017, 127, 1427–1441. [Google Scholar] [CrossRef]
- Zhou, Y.; Wu, S.; Ma, Y.; Zhang, H.; Zeng, X.; Wu, F.; Liu, F.; Ryu, J.E.; Guo, Z. Recent advances in organic/composite phase change materials for energy storage. ES Energy Environ. 2020, 9, 28–40. [Google Scholar] [CrossRef]
- Liu, J.; Chen, Z.; Liu, Y.; Liu, Z.; Ren, Y.; Xue, Y.; Zhu, B.; Wang, R.; Zhang, Q. Preparation of a PCM microcapsule with a graphene oxide platelet-patched shell and its thermal camouflage applications. Ind. Eng. Chem. Res. 2019, 58, 19090–19099. [Google Scholar] [CrossRef]
- Choe, A.; Yeom, J.; Kwon, Y.; Lee, Y.; Shin, Y.E.; Kim, J.; Ko, H. Stimuli-responsive micro/nanoporous hairy skin for adaptive thermal insulation and infrared camouflage. Mater. Horiz. 2020, 7, 3258–3265. [Google Scholar] [CrossRef]
- Suzumori, K.; Endo, S.; Kanda, T.; Kato, N.; Suzuki, H. A bending pneumatic rubber actuator realizing soft-bodied manta swimming robot. In Proceedings of the IEEE International Conference on Robotics and Automation, Roma, Italy, 10–14 April 2007; pp. 4975–4980. [Google Scholar] [CrossRef]
- Mirvakili, S.M. Niobium Nanowire Yarns and Their Application as Artificial Muscle. Master Thesis, University of British Columbia, Vancouver, BC, Canada, 2013. [Google Scholar]
- Hirai, T.; Zheng, J.; Watanabe, M.; Shirai, H. Electrically active polymer materials—application of non-ionic polymer gel and elastomers for artificial muscles. In Smart Fibres, Fabrics and Clothing; Tao, X., Ed.; Woodhead Publishing: Cambridge, UK, 2001; pp. 7–33. [Google Scholar]
- Wallace, G.G.; Campbell, T.E.; Innis, P.C. Putting function into fashion: Organic conducting polymer fibres and textiles. Fiber. Polym. 2007, 8, 135–142. [Google Scholar] [CrossRef]
- Mirvakili, S.M.; Ravandi, A.R.; Hunter, I.W.; Haines, C.S.; Li, N.; Foroughi, J.; Naficy, S.; Spinks, G.M.; Baughman, R.H.; Madden, J.D.W. Simple and strong: Twisted silver painted nylon artificial muscle actuated by Joule heating. In Proceedings of the SPIE 9056, Electroactive Polymer Actuators and Devices (EAPAD), 90560I., San Diego, CA, USA, 1 May 2014. [Google Scholar] [CrossRef] [Green Version]
- Sellitto, A.; Riccio, A. Overview and future advanced engineering applications for morphing surfaces by shape memory alloy materials. Materials 2019, 12, 708. [Google Scholar] [CrossRef] [Green Version]
- Han, M.-W.; Kim, M.-S.; Ahn, S.-H. Shape memory textile composites with multi-mode actuations for soft morphing skins. Compos. B. Eng. 2020, 198. [Google Scholar] [CrossRef]
- Wang, L.; Yang, Y.; Chan, Y.; Majidi, C.; Iida, F.; Askounis, E.; Pei, Q. Controllable and reversible tuning of material rigidity for robot applications. Mater. Today 2018, 21, 563–576. [Google Scholar] [CrossRef]
- Das, S.; Bhowmick, M.; Chattopadhyay, S.K.; Basak, S. Application of biomimicry in textiles. Curr. Sci. 2015, 109, 893–901. [Google Scholar] [CrossRef]
- Morin, S.A.; Shepherd, R.F.; Kwok, S.W.; Stokes, A.A.; Nemiroski, A.; Whitesides, G.M. Camouflage and display for soft machines. Science 2012, 337, 828–832. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, C.; Li, Y.; Zhang, X.; Huang, X.; Malyarchuk, V.; Wang, S.; Shi, Y.; Gao, L.; Su, Y.; Zhang, Y.; et al. Adaptive optoelectronic camouflage systems with designs inspired by cephalopod skins. Proc. Natl. Acad. Sci. USA 2014, 111, 12998–13003. [Google Scholar] [CrossRef] [Green Version]
- Hong, S.; Gu, Y.; Seo, J.K.; Wang, J.; Liu, P.; Meng, Y.S.; Xu, S.; Chen, R. Wearable thermoelectrics for personalized thermoregulation. Sci. Adv. 2019, 5. [Google Scholar] [CrossRef] [Green Version]
- Xiao, L.; Ma, H.; Liu, J.; Zhao, W.; Jia, Y.; Zhao, Q.; Liu, K.; Wu, Y.; Wei, Y.; Fan, S.; et al. Fast adaptive thermal camouflage based on flexible VO2/graphene/CNT thin films. Nano Lett. 2015, 15. [Google Scholar] [CrossRef]
- Imada, M.; Fujimori, A.; Tokura, Y. Metal-insulator transitions. Rev. Mod. Phys. 1998, 70, 1039–1263. [Google Scholar] [CrossRef] [Green Version]
- Morin, F.J. Oxides which show a metal-to-insulator transition at the Neel Temperature. Phys. Rev. Lett. 1959, 3, 34–36. [Google Scholar] [CrossRef]
- Ergoktas, M.S.; Bakan, G.; Steiner, P.; Bartlam, C.; Malevich, Y.; Yenigun, E.O.; He, G.; Karim, N.; Cataldi, P.; Bissett, M.; et al. Graphene-enabled adaptive infrared textiles. Nano Lett. 2020, 20, 5346–5352. [Google Scholar] [CrossRef]
- Shuvo, I.I.; Decaens, J.; Lachapelle, D.; Dolez, P.I. Smart textiles testing: A roadmap to standardized test methods for safety and quality-control. In Textiles for Advanced Applications; Kumar, B., Thakur, S., Eds.; IntechOpen: London, UK, 2021. [Google Scholar] [CrossRef]
- Song, Y.-N.; Lei, M.-Q.; Deng, L.-F.; Lei, J.; Li, Z.-M. Hybrid metamaterial textiles for passive personal cooling indoors and outdoors. ACS Appl. Polym. Mater. 2020, 2, 4379–4386. [Google Scholar] [CrossRef]
- Delihasanlar, E.; Yuzer, A.H. Wearable textile fabric based 3D metamaterials absorber in X band. Appl. Comput. Electromagn. Soc. J. 2020, 35, 230–236. [Google Scholar]
- Kim, T.; Bae, J.-Y.; Lee, N.; Cho, H.H. Hierarchical metamaterials for multispectral camouflage of infrared and microwaves. Adv. Funct. Mater. 2019, 29, 1807319. [Google Scholar] [CrossRef]
- Golaszewski, M.; Grygoruk, R.; Giorgio, I.; Laudato, M.; Cosmo, F.D. Metamaterials with relative displacements in their microstructure: Technological challenges in 3D printing, experiments and numerical predictions. Contin. Mech. Thermodyn. 2019, 31, 1015–1034. [Google Scholar] [CrossRef]
- Khondoker, M.A.H.; Ostashek, A.; Sameoto, D. Direct 3D printing of stretchable circuits via liquid metal co-extrusion within thermoplastic filaments. Adv. Eng. Mater. 2019, 21. [Google Scholar] [CrossRef]
- Khondoker, M.A.H.; Baheri, N.; Sameoto, D. Tendon-driven functionally gradient soft robotic gripper 3D printed with intermixed extrudate of hard and soft thermoplastics. 3D Print. Addit. Manuf. 2018, 6, 191–203. [Google Scholar] [CrossRef]
- Hart, K.R.; Dunn, R.M.; Wetzel, E.D. Tough, additively manufactured structures fabricated with dual-thermoplastic filaments. Adv. Eng. Mater. 2020, 22, 1901184. [Google Scholar] [CrossRef]
- Li, W.; Zhang, L.; Ge, X.; Xu, B.; Zhang, W.; Qu, L.; Choi, C.-H.; Xu, J.; Zhang, A.; Lee, H.; et al. Microfluidic fabrication of microparticles for biomedical applications. Chem. Soc. Rev. 2018, 47, 5646–5683. [Google Scholar] [CrossRef]
- Kularatne, S.D.M.W.; Ranawaka, R.A.H.S.; Fernando, E.A.S.K.; Niles, S.N.; Jayawardane, T.S.S.; Ranaweera, R.K.P.S. Machine learning-based approach for modelling elastic modulus of woven fabrics. In Proceedings of the Moratuwa Engineering Research Conference (MERCon), Moratuwa, Sri Lanka, 28–30 July 2020; pp. 470–475. [Google Scholar] [CrossRef]
- Liu, B.; Xu, L.; Huang, J. Thermal transparency with periodic particle distribution: A machine learning approach. J. Appl. Phys. 2021, 129, 065101. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Advantages | Limitations |
|---|---|---|
| Surface dyeing and pigmentation |
|
|
| Embedded additives |
|
|
| Chromic materials |
| |
| Low emissivity coatings and fibers | ||
| Phase change materials |
|
|
| Shape memory materials |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Degenstein, L.M.; Sameoto, D.; Hogan, J.D.; Asad, A.; Dolez, P.I. Smart Textiles for Visible and IR Camouflage Application: State-of-the-Art and Microfabrication Path Forward. Micromachines 2021, 12, 773. https://doi.org/10.3390/mi12070773
Degenstein LM, Sameoto D, Hogan JD, Asad A, Dolez PI. Smart Textiles for Visible and IR Camouflage Application: State-of-the-Art and Microfabrication Path Forward. Micromachines. 2021; 12(7):773. https://doi.org/10.3390/mi12070773
Chicago/Turabian StyleDegenstein, Lauren M., Dan Sameoto, James D. Hogan, Asad Asad, and Patricia I. Dolez. 2021. "Smart Textiles for Visible and IR Camouflage Application: State-of-the-Art and Microfabrication Path Forward" Micromachines 12, no. 7: 773. https://doi.org/10.3390/mi12070773
APA StyleDegenstein, L. M., Sameoto, D., Hogan, J. D., Asad, A., & Dolez, P. I. (2021). Smart Textiles for Visible and IR Camouflage Application: State-of-the-Art and Microfabrication Path Forward. Micromachines, 12(7), 773. https://doi.org/10.3390/mi12070773