
Research on Multi-Physics Coupling Simulation for the Pulse Electrochemical Machining of Holes with Tube Electrodes


Abstract
:1. Introduction
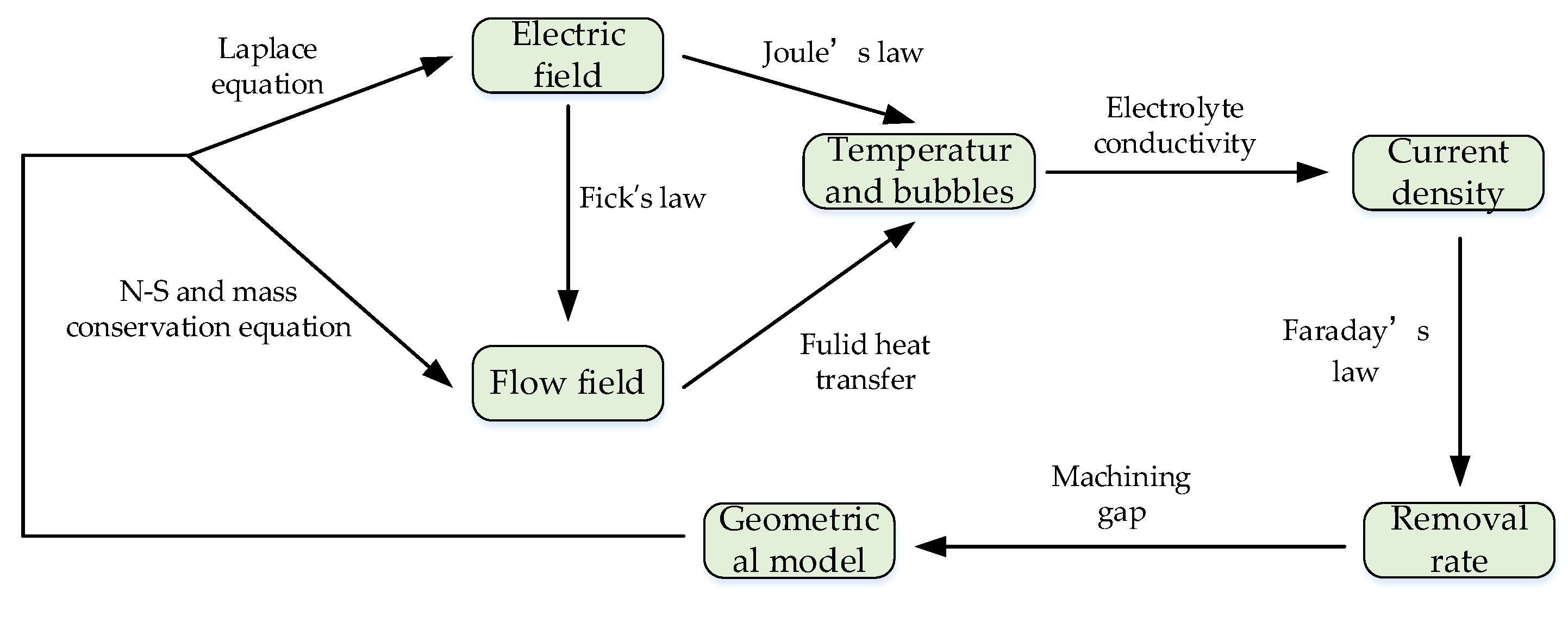
2. Multi-Physics Coupling Mathematical Model and Theoretical Analysis
- (1)
- Polarization is not considered during the ECM process, and the surface of the anode material is always assumed to be in an activated state.
- (2)
- The bubbles generated by the cathode and anode are ignored.
- (3)
- The conductivity of the electrolyte depends only on the change of the temperature.
- (4)
- The relative position between the electrode and the workpiece remains unchanged.
2.1. Electric Field Model
2.2. Flow Field Model
2.3. Temperature Field Model
3. Simulation Analysis of the Temperature, Flow and Electric Field
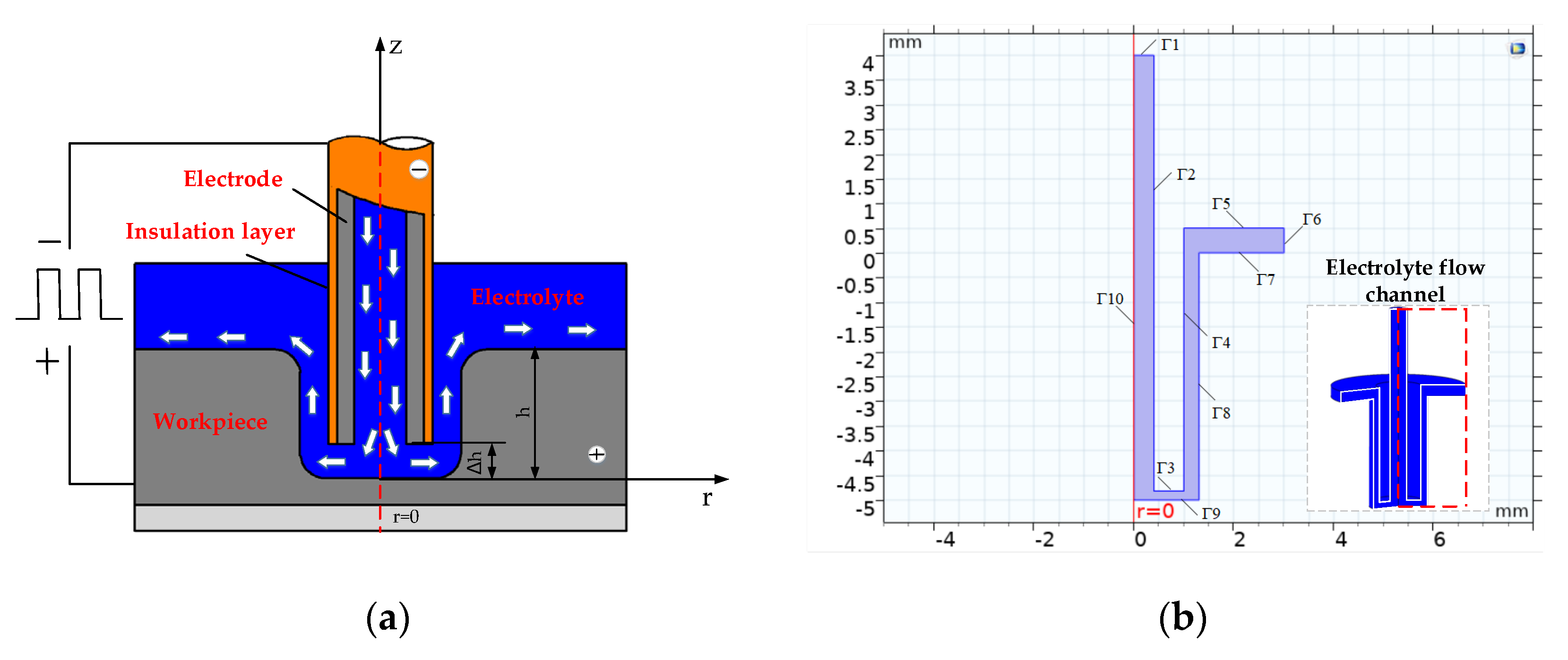
3.1. The Establishment of Geometric Model
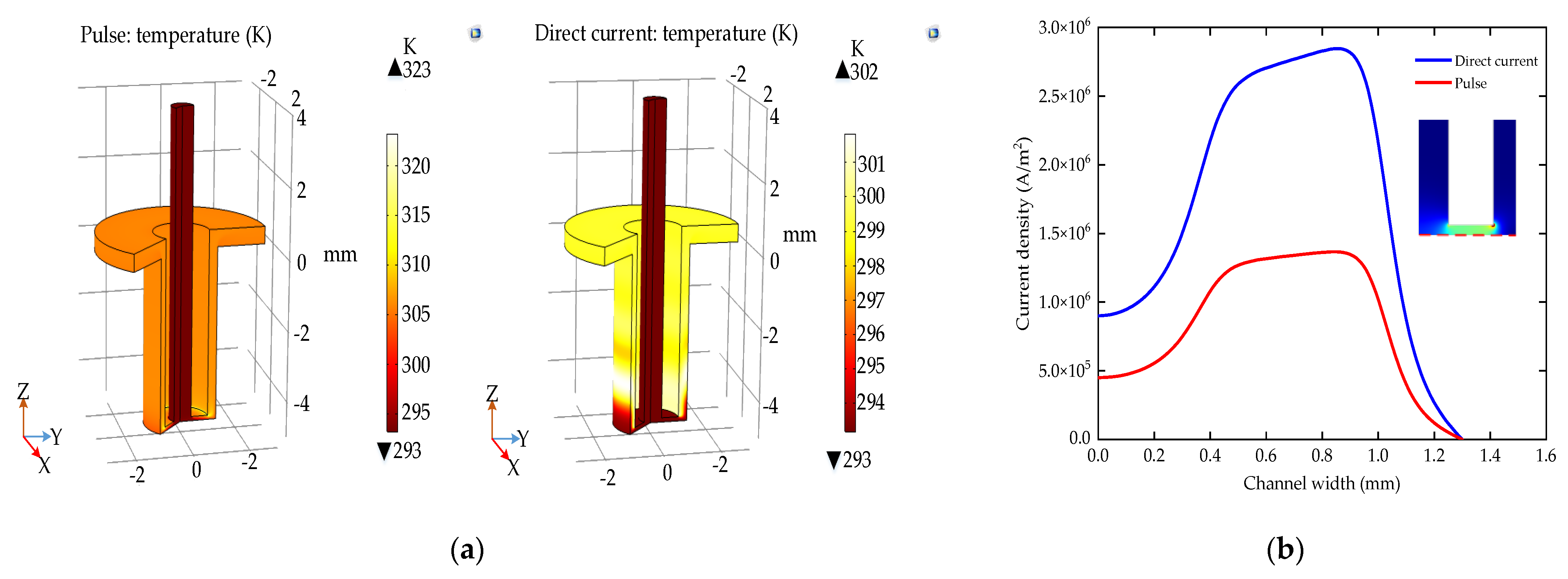
3.2. The Effect of Power Supply on the Temperature and Current Density
4. Physical Field Distribution with Pulsed Power Supply
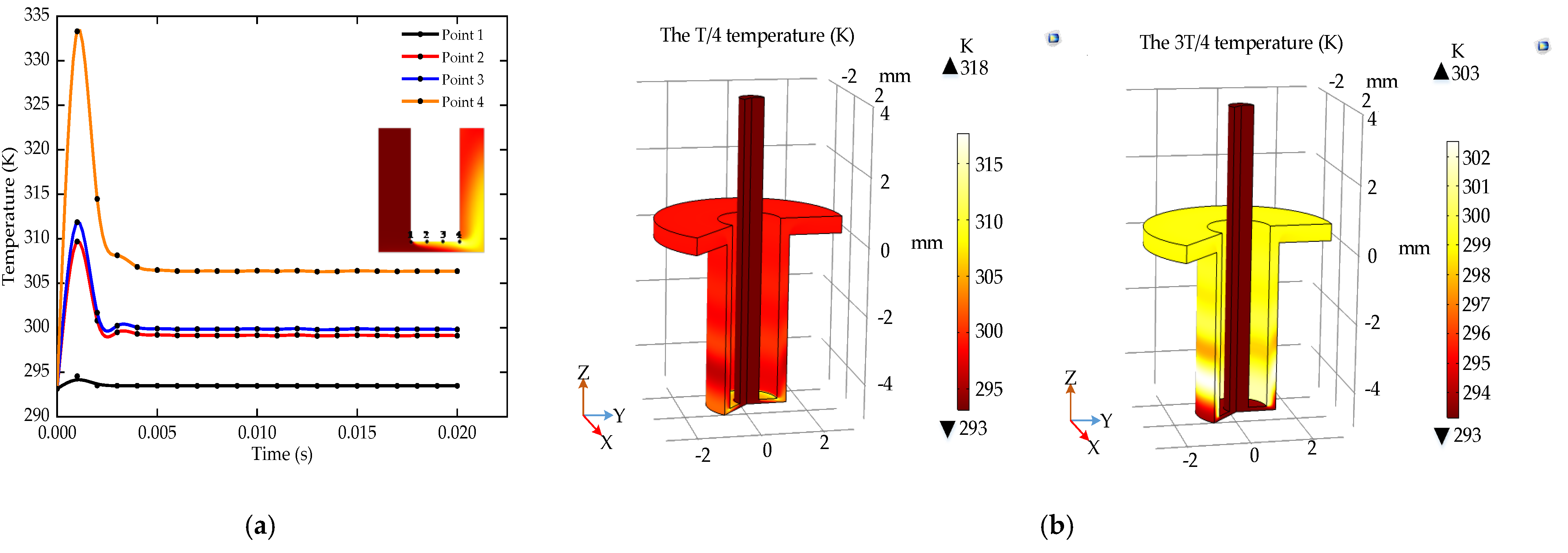
4.1. Temperature Field
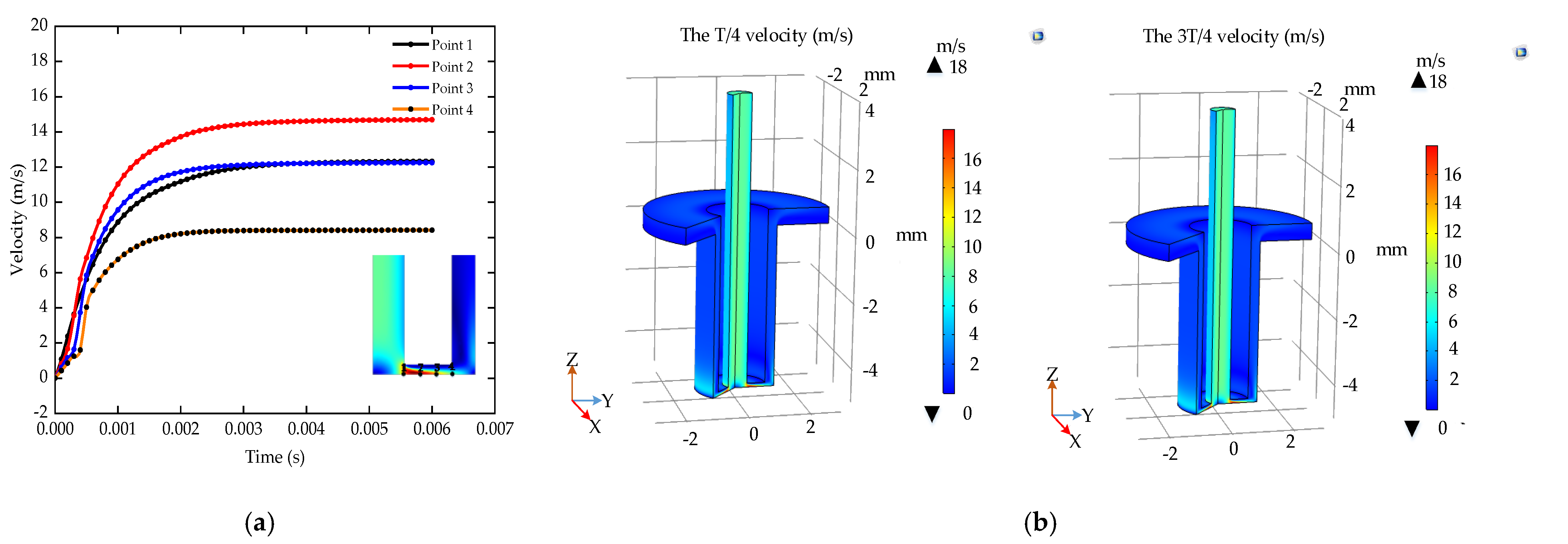
4.2. Flow Field
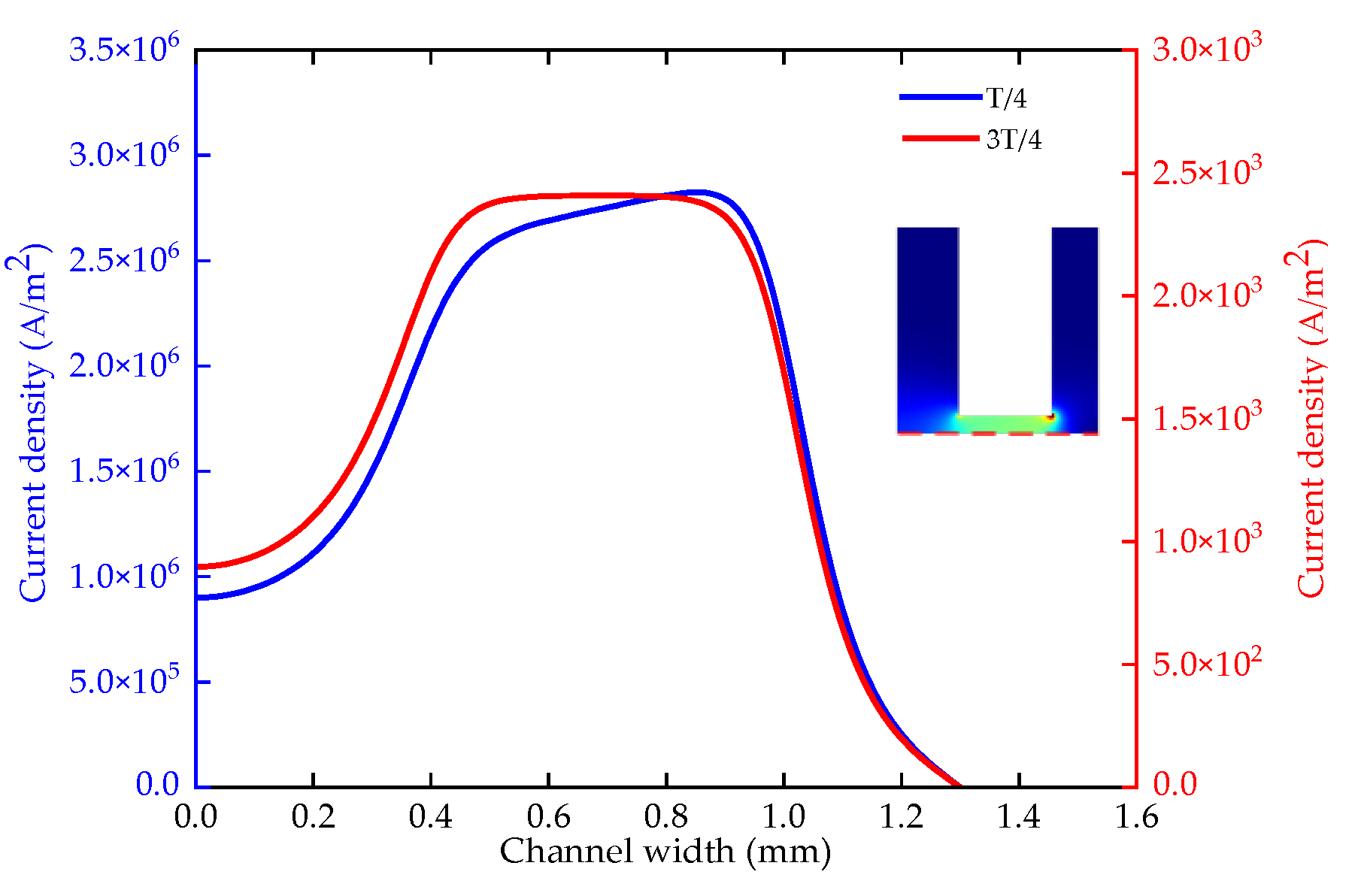
4.3. Electric Field
5. Influence of Process Parameters
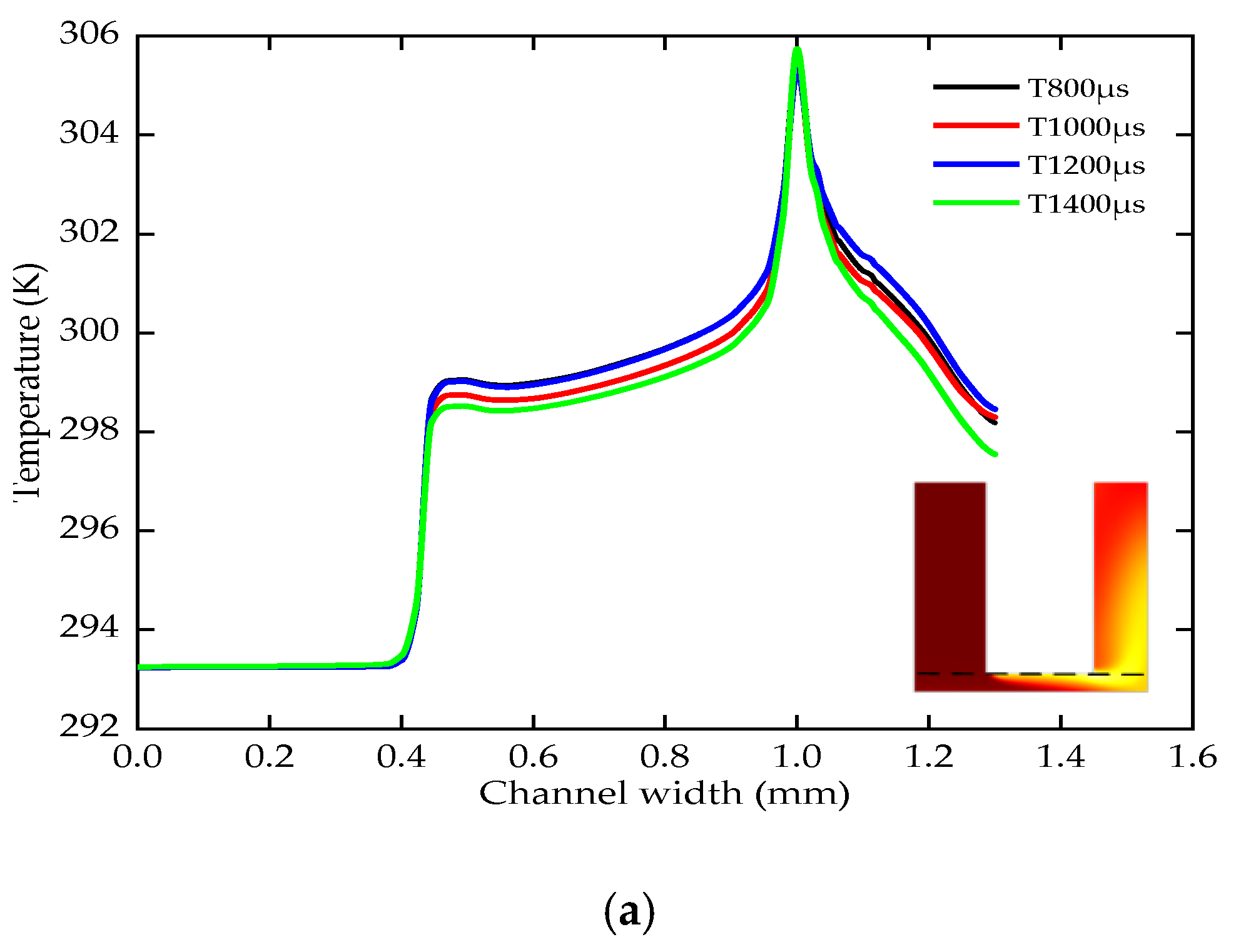
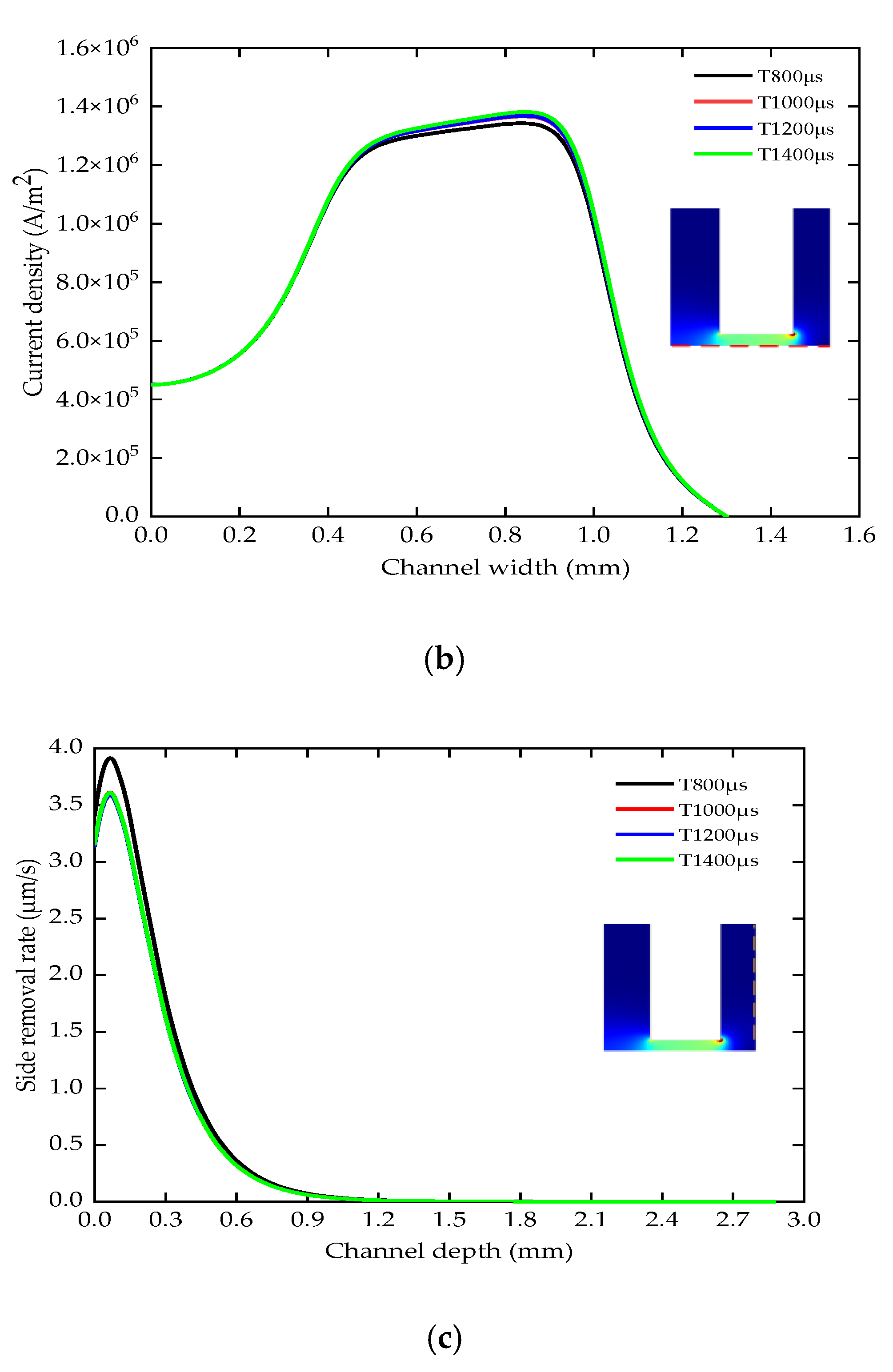
5.1. The Effect of Pulse Period
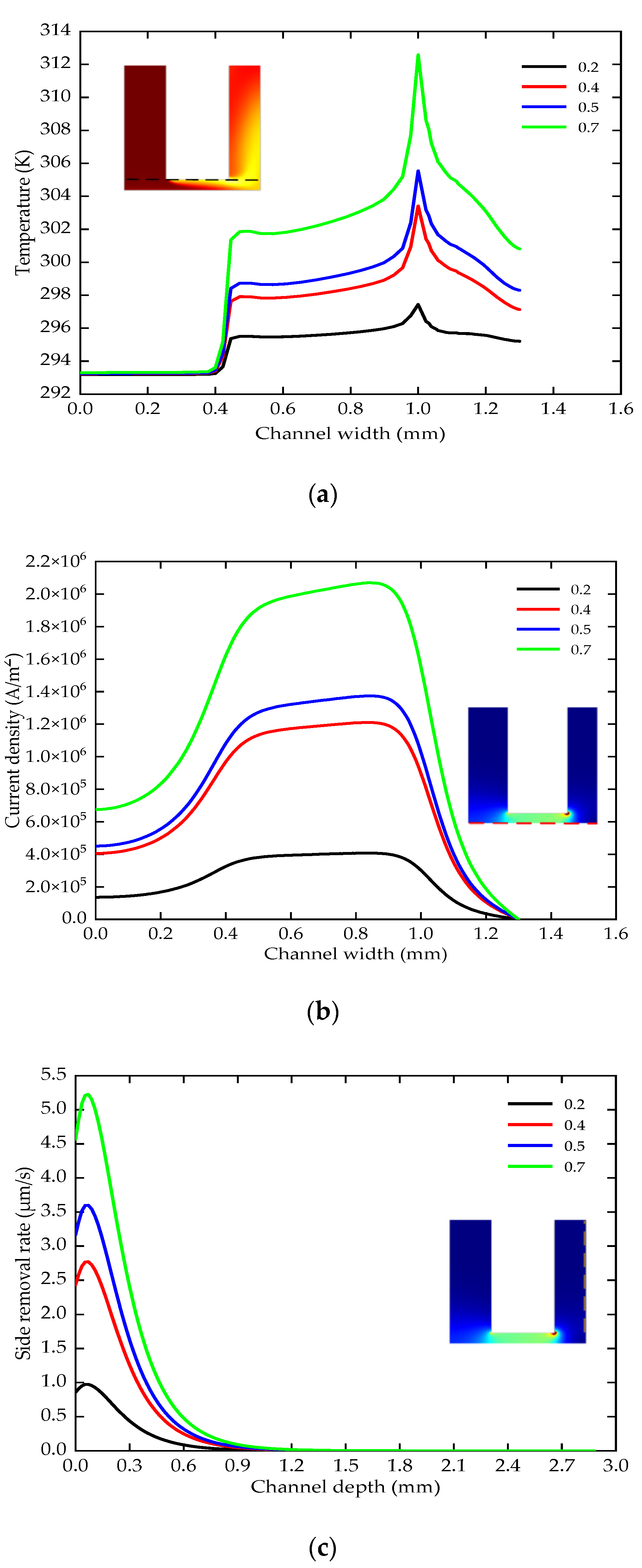
5.2. The Effect of Duty Ratio
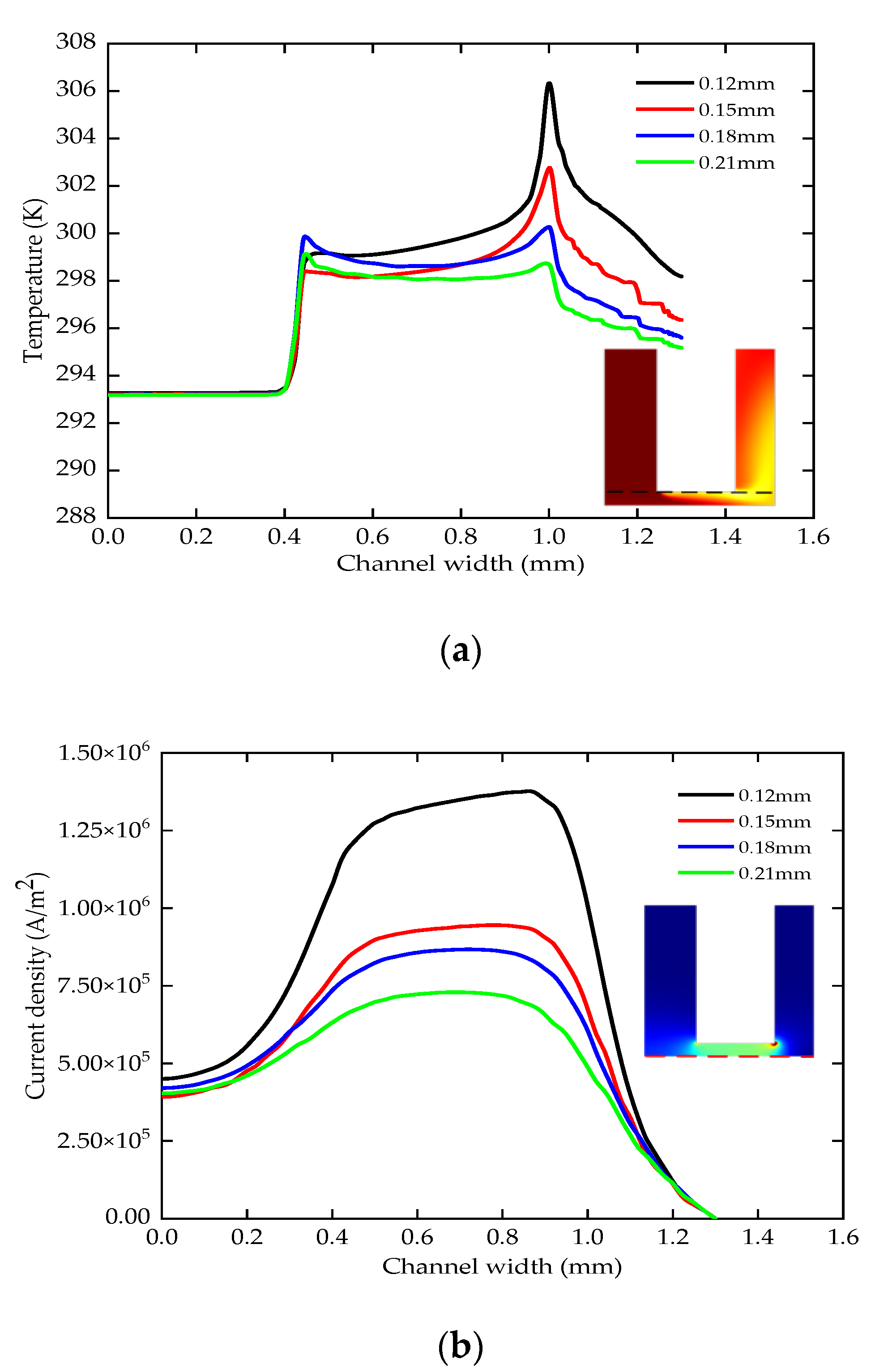
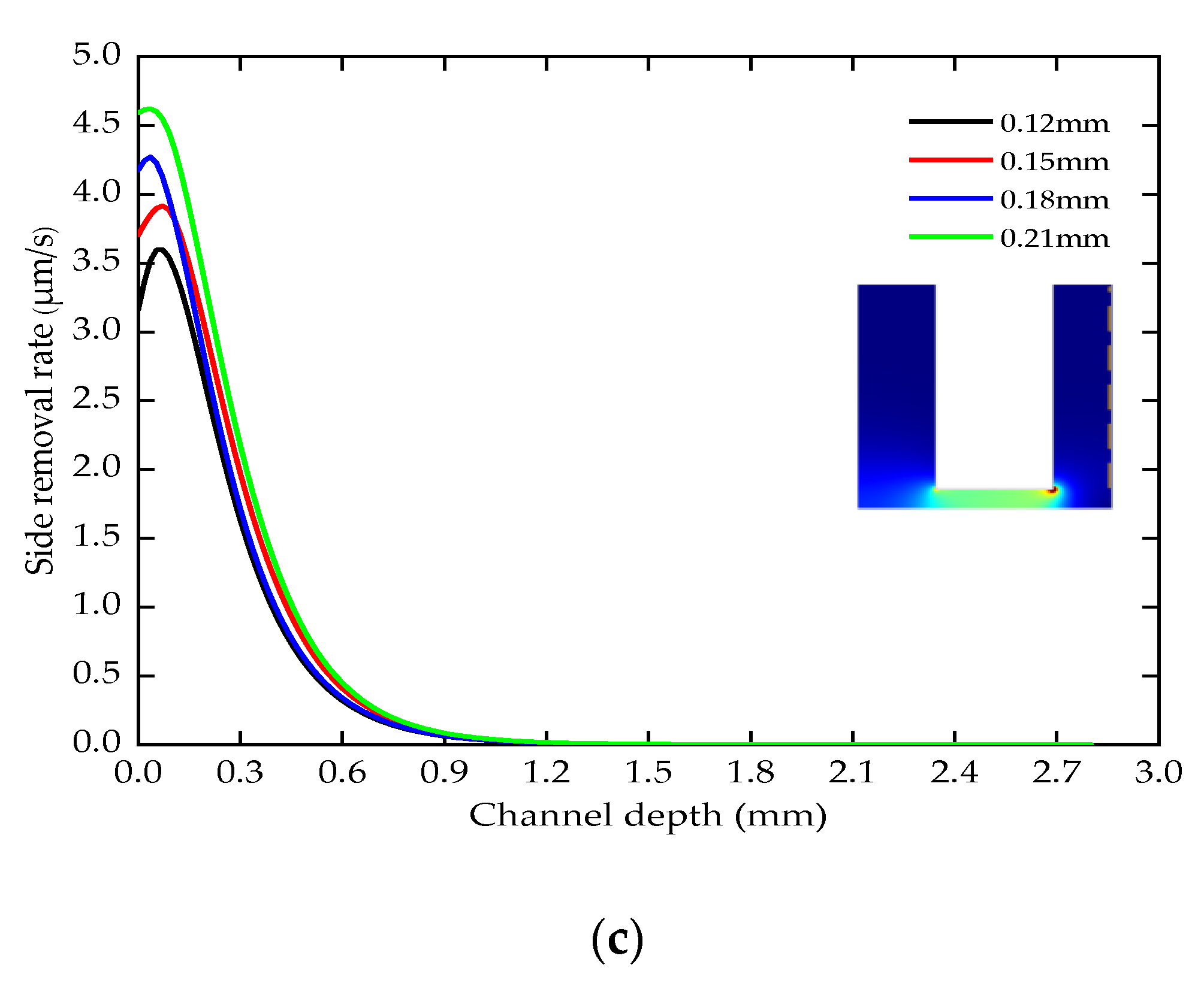
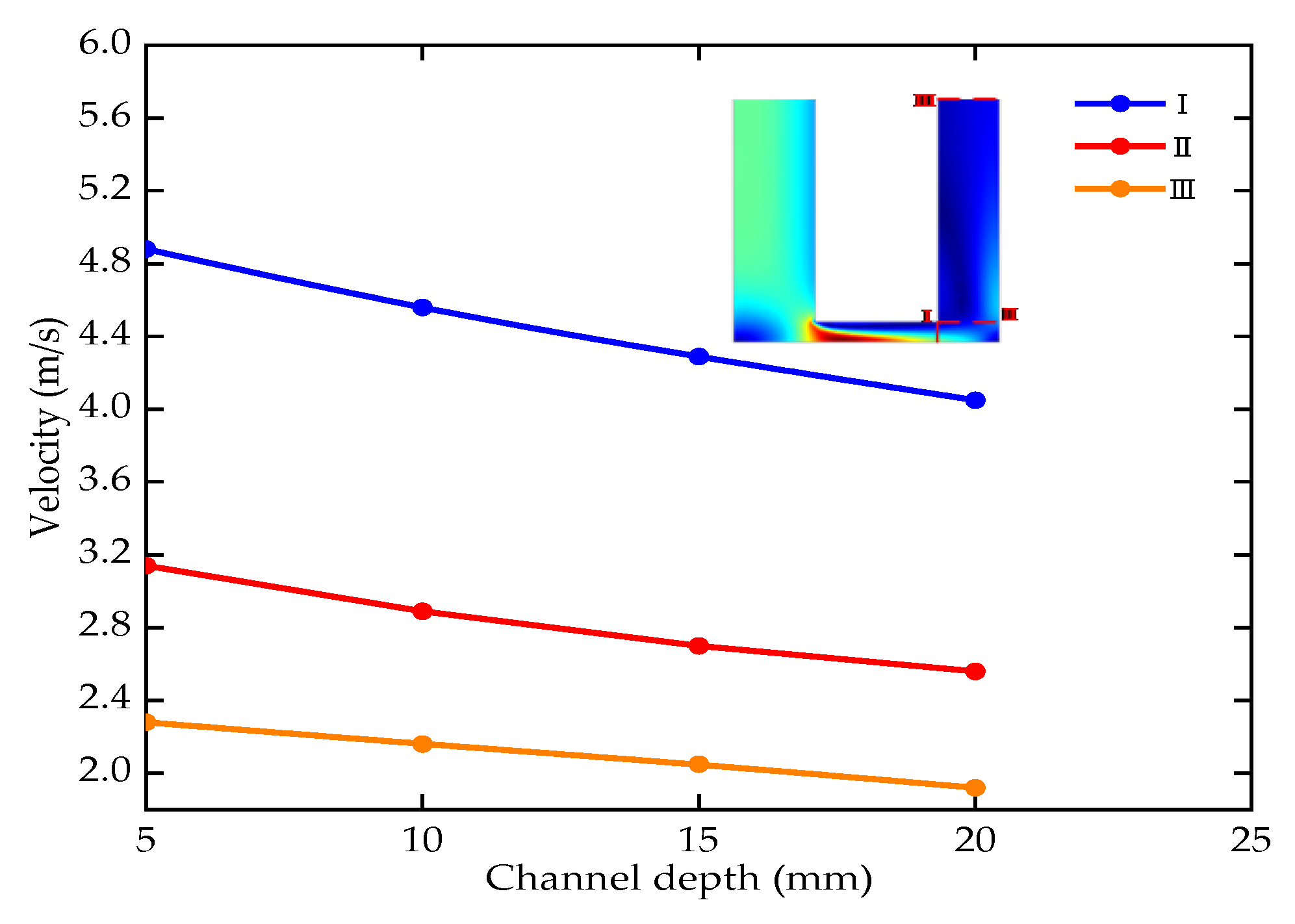
5.3. The Effect of Lateral Gap
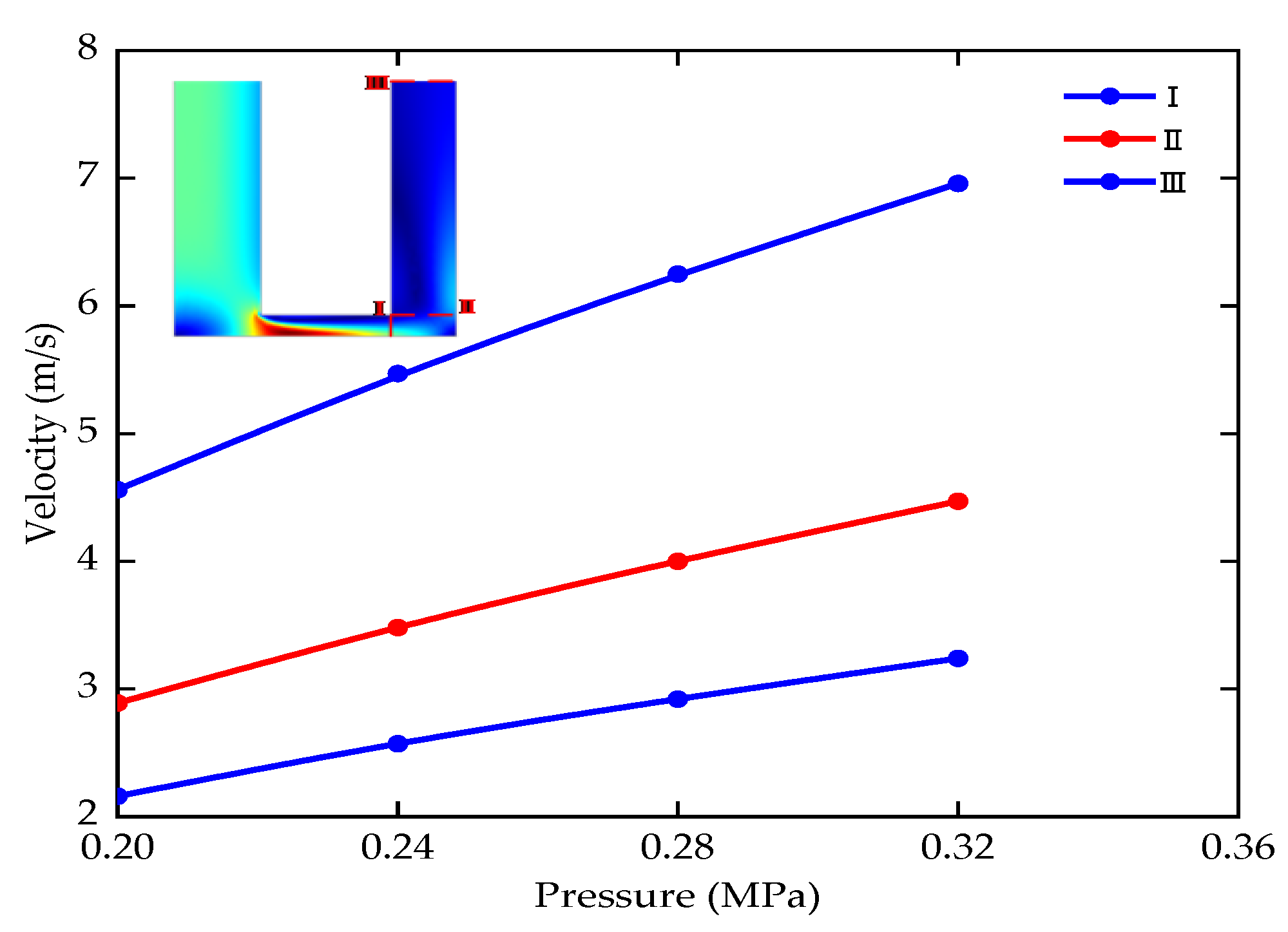
5.4. The Effect of Inlet Pressure
6. Experimental Results and Discussion
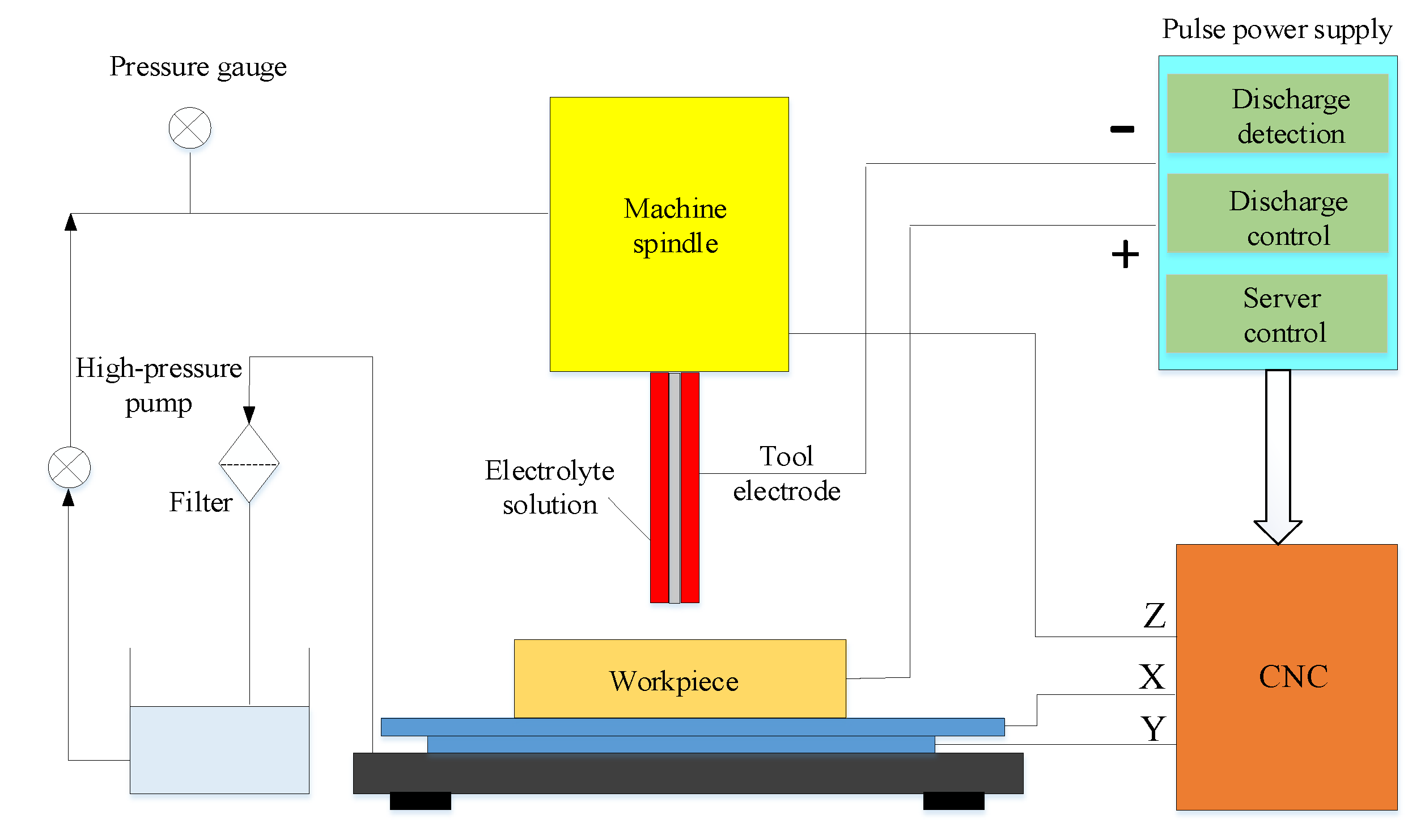
6.1. Experimental Equipment
6.2. Experimental Materials
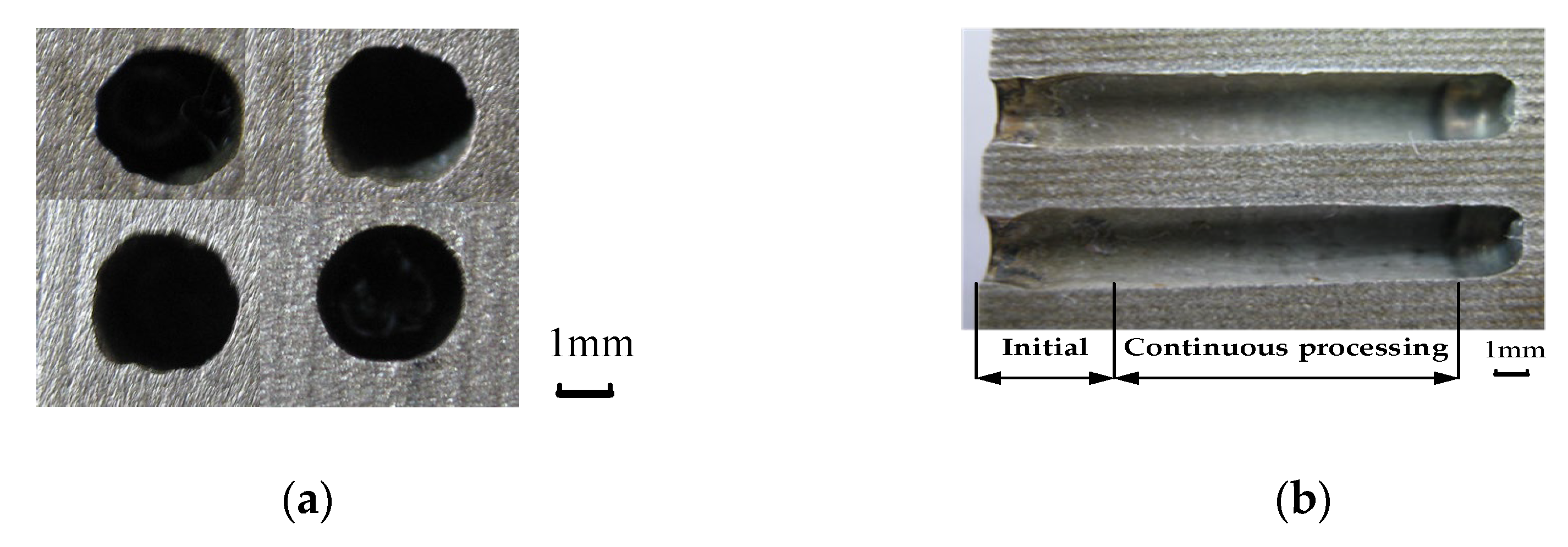
6.3. Analysis of Processing Quality
- I—Current (A)
- τ—Transition time of potential (S)
- F—Faraday constant (C)
- A—Electrolysis Area (cm2)
- Do—Diffusion coefficient of electrolytic reaction material (cm2/s)
- Co*—Surface concentration of the reactive substance at the electrode (mol/L).
6.4. Experimental Results and Discussion
7. Conclusions
- (1)
- The current density is more evenly distributed and the temperature stage in the machining area is reduced with the pulse ECM.
- (2)
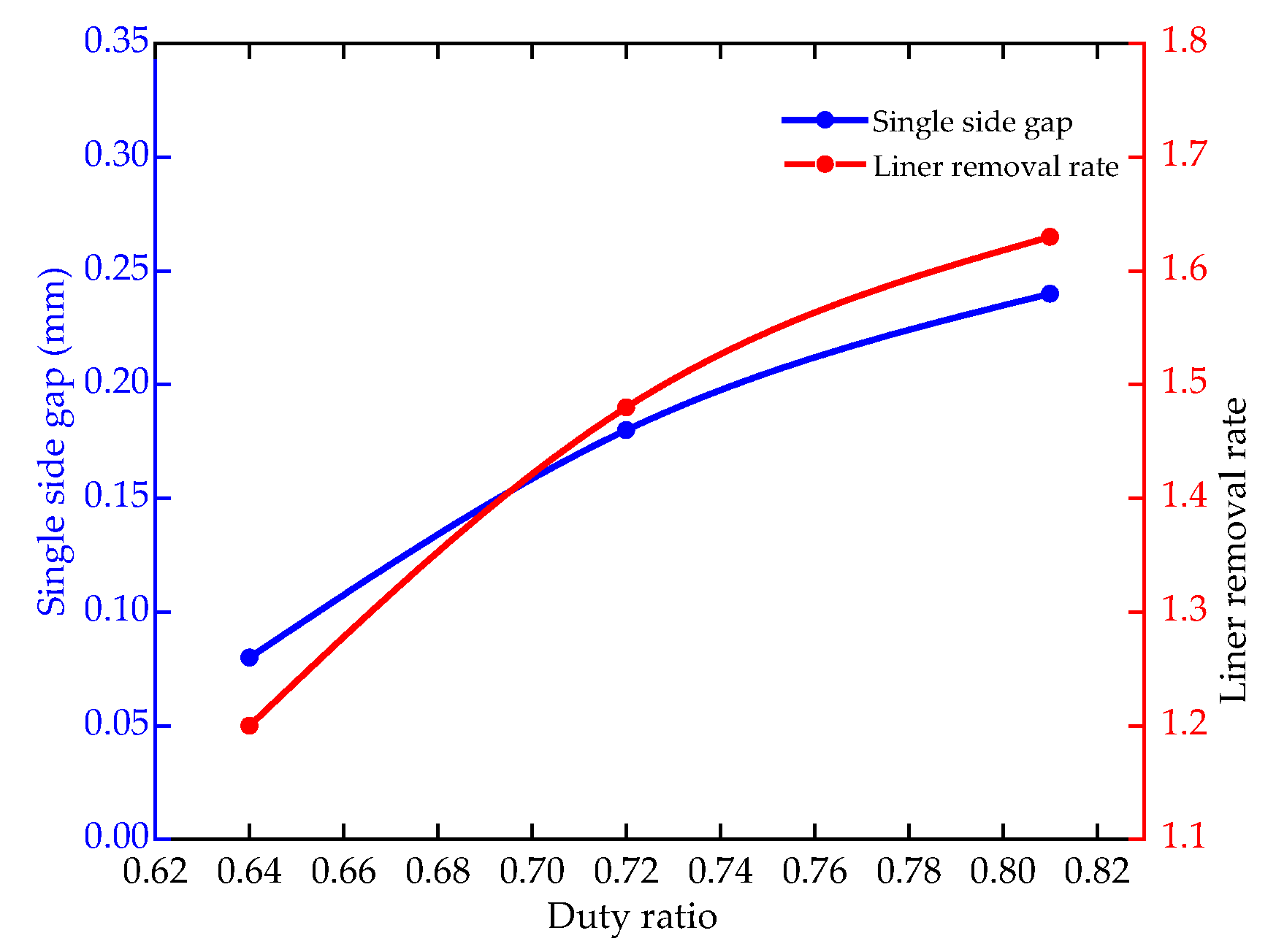
- The temperature, current density and side removal rate gradually increase with the increase of the duty cycle but are not affected by the period. The use of medium duty ratio helps to improve the machining accuracy of holes.
- (3)
- The larger lateral gap can reduce the range of current density and accelerate the renewal of Joule heat and electrolytic products.
- (4)
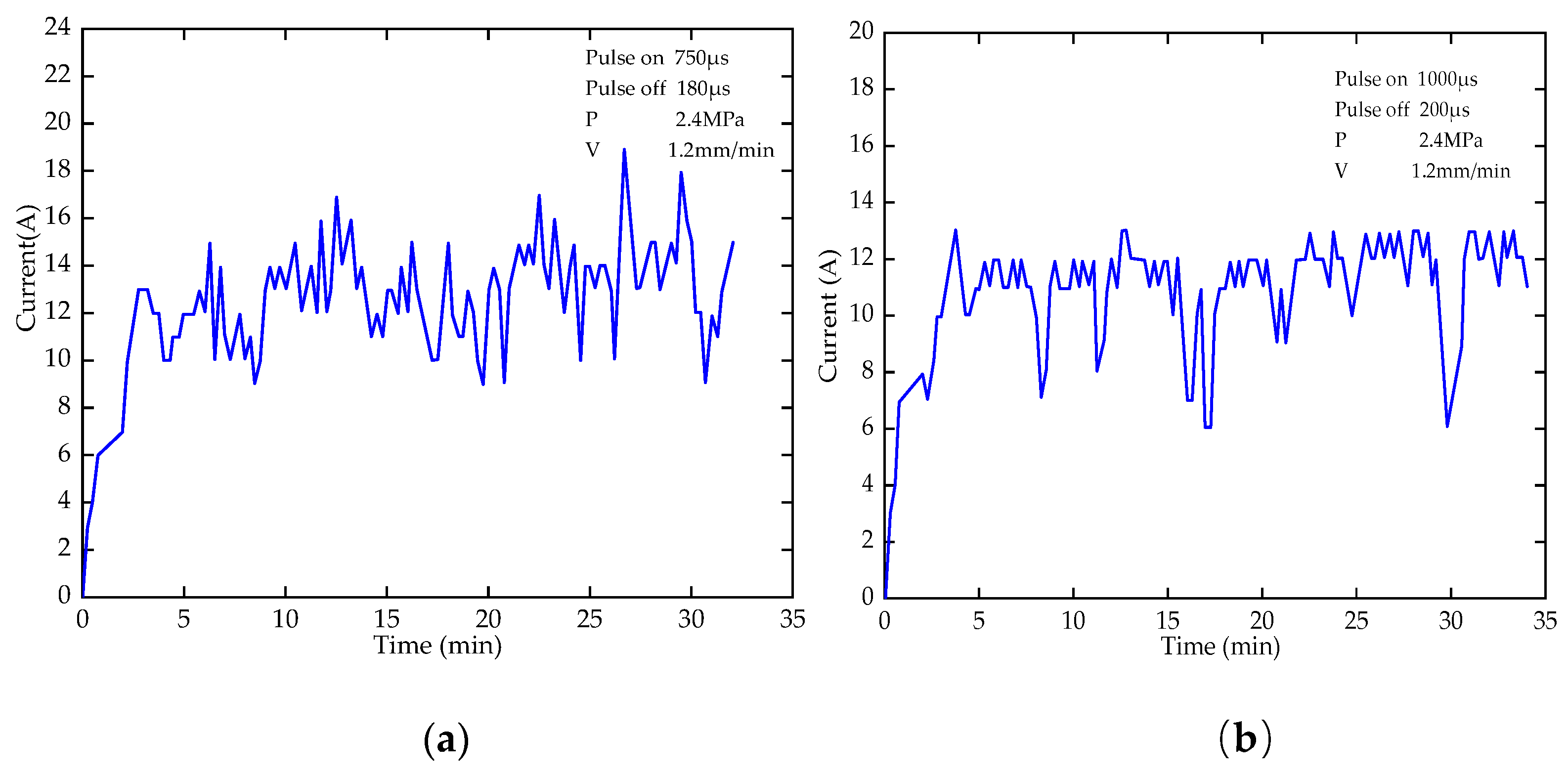
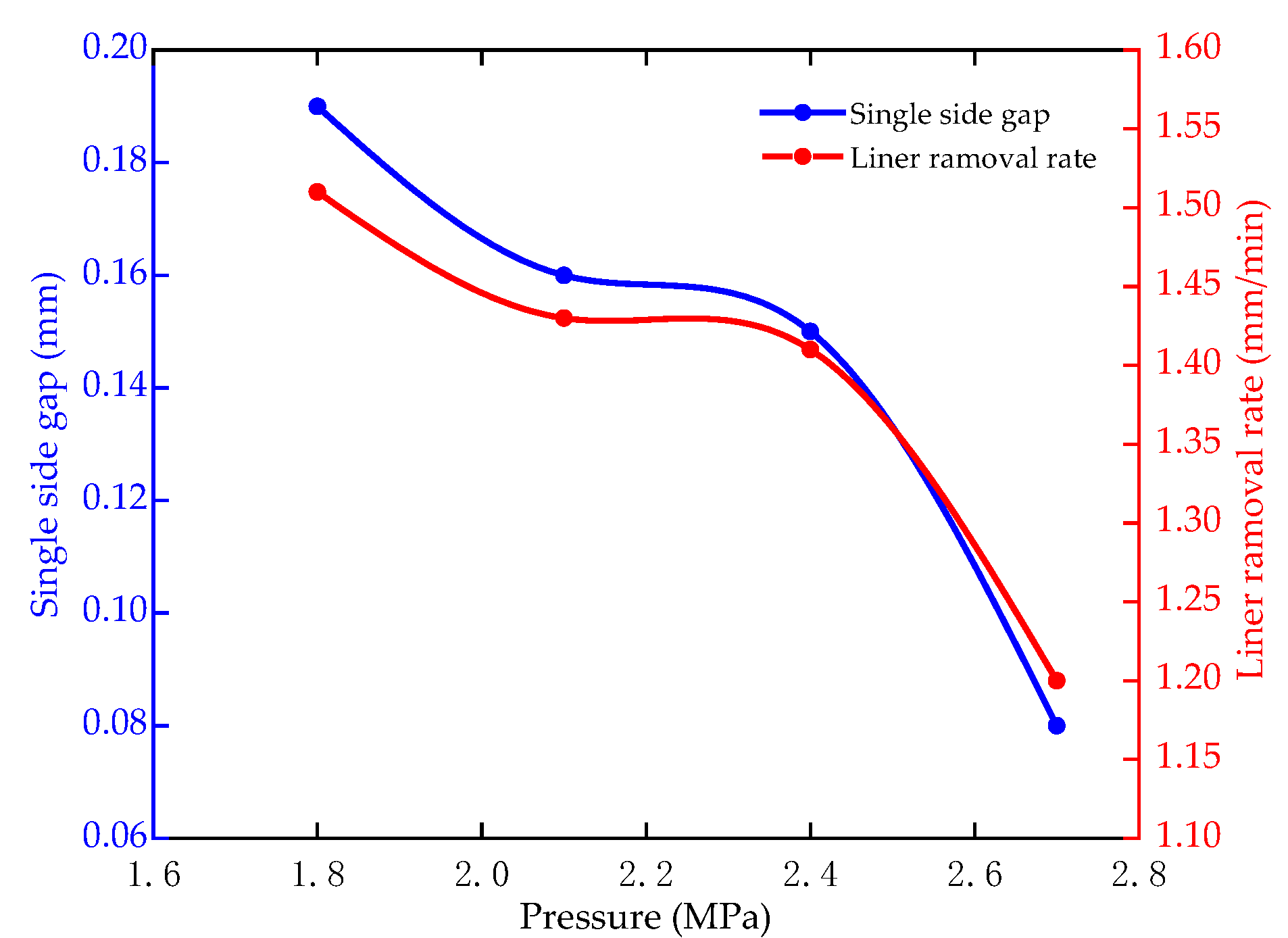
- Increasing the inlet pressure is beneficial to improve the flow field distribution of machining gap and reduce the single side gap, which improve the accuracy and stability of ECM holes.
- (5)
- The reasons for the differences in the morphology of the entrance section of the machined small holes were analyzed. The electrolyte injection range and initial machining gap of the initial stage affect the electric field distribution in the machining area.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ECM | Electrochemical Machining |
| CNC | Computer Numerical Control |
| PTFE | Polytetrafluoroethylene |
References
- Zhang, C.; Xu, Z.; Hang, Y.; Xing, J. Effect of solution conductivity on tool electrode wear in electrochemical discharge drilling of nickel-based alloy. Int. J. Adv. Manuf. Technol. 2019, 103, 743–756. [Google Scholar] [CrossRef]
- Wang, G.Q.; Zhang, Y.; Li, H.S.; Tang, J. Ultrasound-assisted through-mask electrochemical machining of hole arrays in ODS superalloy. Materials 2020, 13, 5780. [Google Scholar] [CrossRef] [PubMed]
- Niu, S.; Qu, N.; Yue, X.; Li, H. Effect of tool-sidewall outlet hole design on machining performance in electrochemical mill-grinding of Inconel 718. J. Manuf. Process. 2019, 41, 10–22. [Google Scholar] [CrossRef]
- Cheng, C.-P.; Wu, K.-L.; Mai, C.-C.; Yang, C.-K.; Hsu, Y.-S.; Yan, B.-H. Study of gas film quality in electrochemical discharge machining. Int. J. Mach. Tools Manuf. 2010, 50, 689–697. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Z.Y.; Zhu, Y.; Zhu, D. Machining of a film-cooling hole in a single-crystal super alloy by high-speed electro-chemical discharge drilling. Chin. J. Aeronaut. 2016, 29, 560–570. [Google Scholar] [CrossRef] [Green Version]
- Chung, D.K.; Lee, K.H.; Jeong, J.; Chu, C.N. Machining characteristics on electrochemical finish combined with micro EDM using deionized water. Int. J. Precis. Eng. Manuf. 2014, 15, 1785–1791. [Google Scholar] [CrossRef]
- Tao, X.; Liu, Z.; Qiu, M.; Tian, Z.; Shen, L. Research on an EDM-based unitized drilling process of TC4 alloy. Int. J. Adv. Manuf. Technol. 2018, 97, 867–875. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Modelling of Hole Taper and Heat Affected Zone Due to Laser Beam Percussion Drilling. Mach. Sci. Technol. 2013, 17, 270–291. [Google Scholar] [CrossRef]
- Sun, A.X.; Chang, Y.B.; Liu, H.J. Numerical simulation of laser drilling and electrochemical machining of metal micro-hole. Optik 2019, 181, 92–98. [Google Scholar] [CrossRef]
- Coteata, M.; Schulze, H.-P.; Slătineanu, L. Drilling of Difficult-to-Cut Steel by Electrochemical Discharge Machining. Mater. Manuf. Process. 2011, 26, 1466–1472. [Google Scholar] [CrossRef]
- Das, A.K.; Saha, P. Machining of circular micro holes by electrochemical micro-machining process. Adv. Manuf. 2013, 1, 314–319. [Google Scholar] [CrossRef] [Green Version]
- Yao, J.; Chen, Z.T.; Nie, Y.J.; Li, Q. Investigation on the electrochemical machining by using metal reinforced double insulating layer cathode. Int. J. Adv. Manuf. Technol. 2016, 89, 2031–2040. [Google Scholar] [CrossRef]
- Zou, H.; Yue, X.; Luo, H.; Liu, B.; Zhang, S. Electrochemical micromachining of micro hole using micro drill with non-conductive mask on the machined surface. J. Manuf. Process. 2020, 59, 366–377. [Google Scholar] [CrossRef]
- Liu, G.D.; Tong, H.; Li, Y.; Zhong, H.; Tan, Q.F. Multiphysics research on electrochemical machining of micro holes with internal features. Int. J. Adv. Manuf. Technol. 2020, 110, 1527–1542. [Google Scholar] [CrossRef]
- Tang, L.; Feng, X.; Zhao, G.G.; Li, Q.L.; Zhao, J.S.; Ren, L. Cathode cross tank and return hole optimization design and experiment verification of electrochemical machining closed integral impeller outside flow channels. Int. J. Adv. Manuf. Technol. 2018, 97, 2921–2931. [Google Scholar] [CrossRef]
- Zhao, J.S.; Wang, F.; Liu, Z.; Zhang, X.L.; Gan, W.M.; Tian, Z.J. Flow field design and process stability in electrochemical machining of diamond holes. Chin. J. Aeronaut. 2016, 29, 1830–1839. [Google Scholar]
- Chai, M.X.; Li, Z.Y.; Yan, H.J.; Huang, Z.X. Flow field characteristics analysis of interelectrode gap in electrochemical machining of film cooling holes. Int. J. Adv. Manuf. Technol. 2020, 112, 525–536. [Google Scholar] [CrossRef]
- Li, H.S.; Zhang, C.; Wang, G.Q.; Qu, N.S. Study of the hole-formation process with different mask diameters via through-mask ECM. Int. J. Electrochem. Sci. 2018, 13, 3006–3022. [Google Scholar] [CrossRef]
- Wang, F.; Yao, J.; Kang, M. Electrochemical machining of a rhombus hole with synchronization of pulse current and low-frequency oscillations. J. Manuf. Process. 2020, 57, 91–104. [Google Scholar] [CrossRef]
- Sathish, T. Experimental investigation of machined hole and optimization of machining parameters using electrochemical machining. J. Mater. Res. Technol. 2019, 8, 4354–4363. [Google Scholar] [CrossRef]
- Singh, M.; Singh, S.; Kumar, S. Experimental Investigation for Generation of Micro-Holes on Silicon Wafer Using Electro-chemical Discharge Machining Process. Silicon 2019, 12, 1683–1689. [Google Scholar] [CrossRef]
- Ma, N.; Yang, X.L.; Gao, M.Q.; Song, J.L.; Liu, G.L.; Xu, W.J. A study of electro discharge machining-pulse electrochemical machining combined machining for holes with high surface quality on super alloy. Adv. Mech. Eng. 2015, 7, 1–11. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Density of electrolyte (ρ) | 1200 (kg/m3) |
| Dynamic viscosity of electrolyte (μ) | 0.001 (Pa/s) |
| Heat capacity of electrolyte ( ) | 4200 (J/(kg·K) |
| Initial conductivity (σ) | 12 (S/m) |
| Heat conductivity coefficient ( ) | 0.65 (W/(m·K)) |
| Pulse period (T) | 800, 1000, 1200, 1400 (μs) |
| Duty ratio (1) | 0.2, 0.4, 0.5, 0.7 |
| Lateral gap (∆h) | 0.12, 0.15, 0.18, 0.21 (mm) |
| Inlet pressure ( ) | 0.2 (MPa) |
| Temperature correlation coefficient (γ) | 0.16 |
| Volume electrochemical equivalent (ω) | 2 /(A·min)) |
| Composition | Ni | Cr | Mo | Cu | Ti | Al | Nb | C |
|---|---|---|---|---|---|---|---|---|
| Percentage | 55 | 21 | 3.3 | 0.3 | 1.15 | 0.7 | 5.5 | 0.06 |
| No | Ton (μs) | Toff (μs) | V (mm/min) | gs (mm) |
|---|---|---|---|---|
| 1 | 1850 | 500 | 0 | 3.0 |
| 2 | 1850 | 500 | 1.02 | 2.5 |
| 3 | 1850 | 500 | 1.14 | 2.4 |
| 4 | 1850 | 500 | 1.26 | 2.3 |
| 5 | 2000 | 500 | 0 | 3.1 |
| 6 | 2000 | 500 | 1.02 | 2.6 |
| 7 | 2000 | 500 | 1.14 | 2.5 |
| 8 | 2000 | 500 | 1.26 | 2.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Cao, B.; Dai, Y. Research on Multi-Physics Coupling Simulation for the Pulse Electrochemical Machining of Holes with Tube Electrodes. Micromachines 2021, 12, 950. https://doi.org/10.3390/mi12080950
Li Z, Cao B, Dai Y. Research on Multi-Physics Coupling Simulation for the Pulse Electrochemical Machining of Holes with Tube Electrodes. Micromachines. 2021; 12(8):950. https://doi.org/10.3390/mi12080950
Chicago/Turabian StyleLi, Zhaolong, Bingren Cao, and Ye Dai. 2021. "Research on Multi-Physics Coupling Simulation for the Pulse Electrochemical Machining of Holes with Tube Electrodes" Micromachines 12, no. 8: 950. https://doi.org/10.3390/mi12080950
APA StyleLi, Z., Cao, B., & Dai, Y. (2021). Research on Multi-Physics Coupling Simulation for the Pulse Electrochemical Machining of Holes with Tube Electrodes. Micromachines, 12(8), 950. https://doi.org/10.3390/mi12080950