
Multi-Physics Coupling Modeling and Experimental Investigation of Vibration-Assisted Blisk Channel ECM

 , ,
, ,
Abstract
:1. Introduction
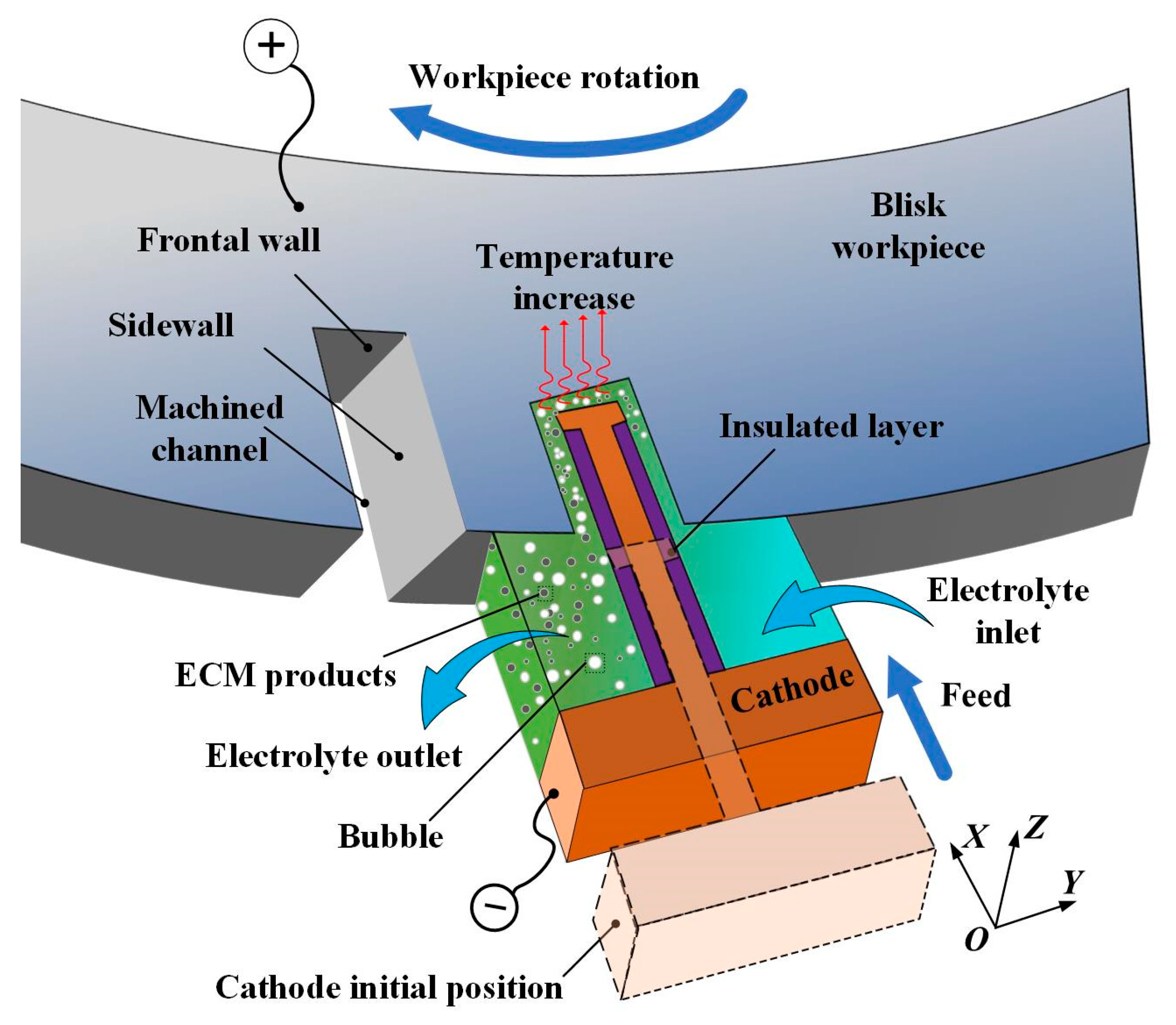
2. Geometric Model of Blisk Channel Electrochemical Machining (ECM)
3. Establishment of the Multi-Physical Coupling Model
3.1. The Interaction of Physical Fields in Electrochemical Machining (ECM)
3.2. Electric Field Modeling
3.3. Flow Field Modeling
3.4. Temperature Field Modeling
3.5. Deformation Field
4. Simulation Analysis
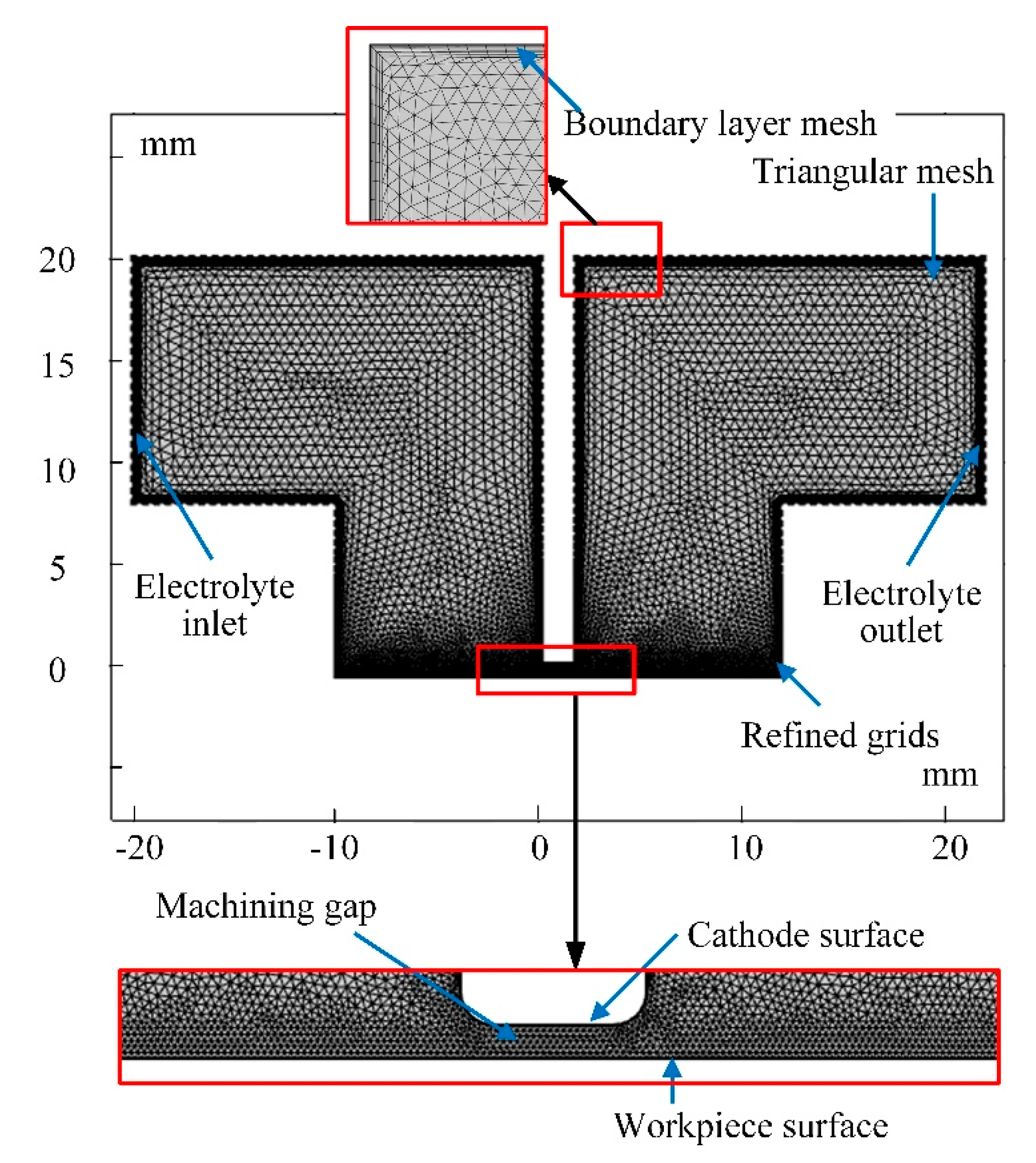
4.1. Model Description
4.2. Parameters Setting
4.3. Boundary Condition
4.4. Simulation Results and Discussion
5. Experiment Analysis
5.1. Experimental Design
5.2. Analysis of Experimental Results
6. Conclusions
- (1)
- A multi-physical field coupling model, including temperature field, flow field, electric field, is established for the blisk channel ECM based on the transmission relationship of machining parameters. The model is used to obtain the spatial distribution of temperature, hydrogen volume fraction, electrolyte conductivity, and other parameters.
- (2)
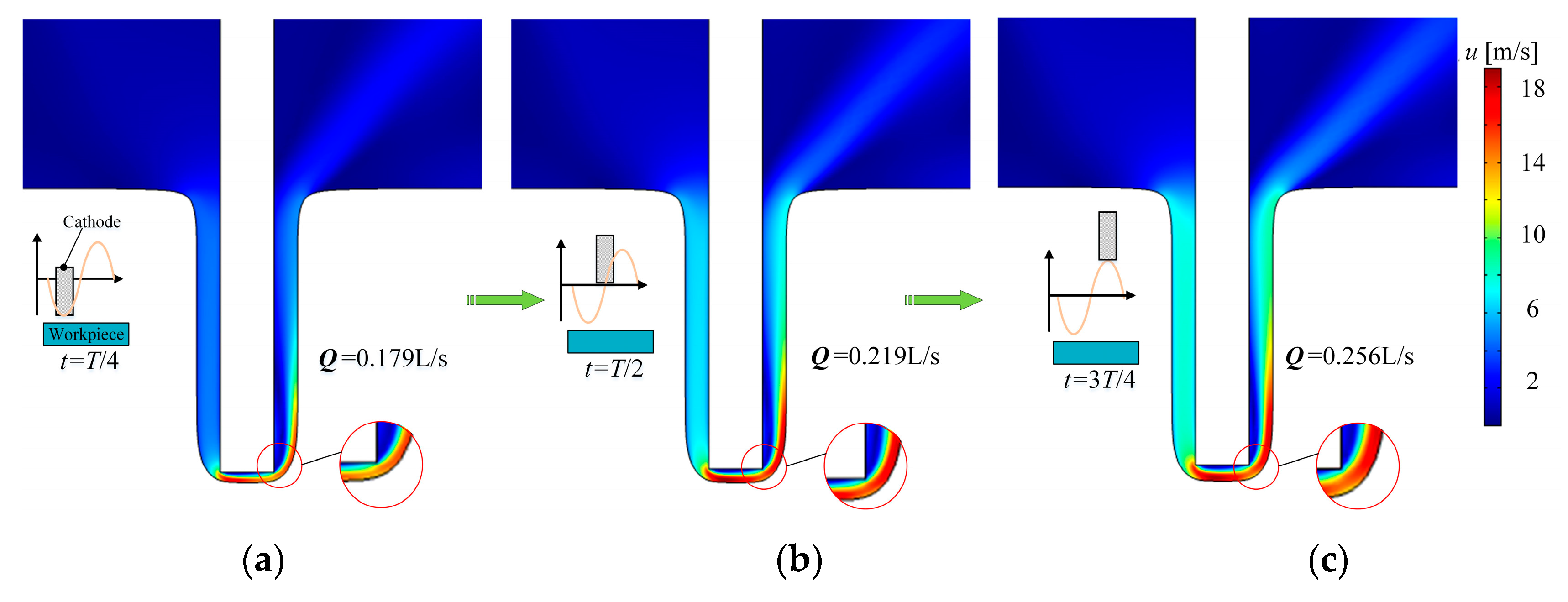
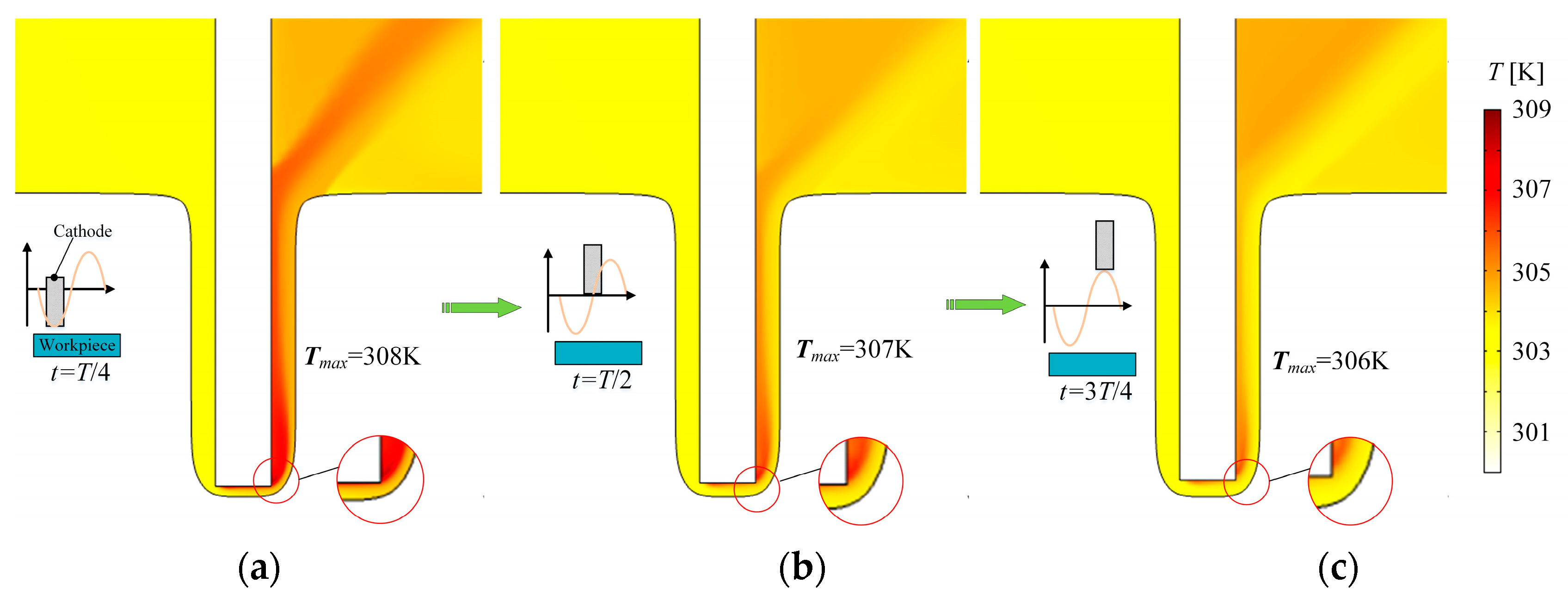
- Simulations show that vibration-assisted channel ECM can effectively promote the exclusion of electrolytic products and the renewal of the electrolyte in the machining gap. As the cathode moves away from the workpiece, the gas volume fraction and electrolyte temperature have an evident drop. The drops of gas fraction and electrolyte temperature are of great benefit to improve the machining stability and quality.
- (3)
- The variation trend of the workpiece contour shape obtained by the experiment and simulation is consistent. Comparing the channel width between simulation and experiment, the maximum relative error is only 1.05%. A comparison of the currents between the simulation and experiment was also conducted, with the maximum relative error of only 8.11%.
- (4)
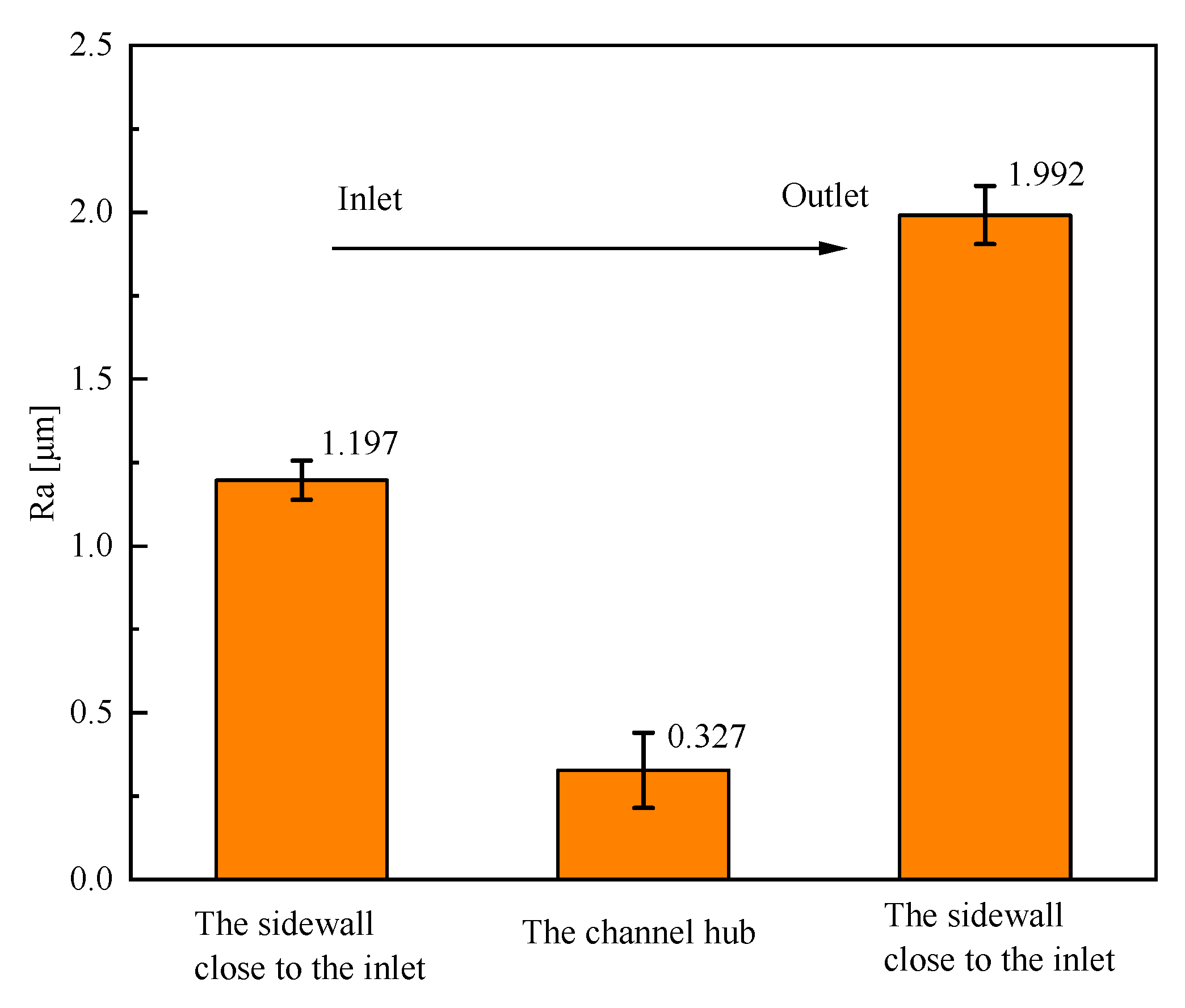
- An Inconel 718 alloy blisk with three narrow channels has been successfully manufactured by vibration-assisted channel ECM. The experimental results show that the cathode vibration significantly improves the machining stability and surface quality. The width of the narrow channels is less than 3 mm and the aspect ratio is more than 8. The average surface roughnesses Ra of the hub is 0.327 μm.
Author Contributions
Funding
Conflicts of Interest
References
- Bewlay, B.P.; Weimer, M.; Kelly, T.; Suzuki, A.; Subramanian, P.R. The science, technology, and implementation of TiAl alloys in commercial aircraft engines. Mater. Res. Soc. Symp. Proc. 2013, 1516, 49–58. [Google Scholar] [CrossRef]
- Li, X.Y.; Ren, J.X.; Tang, K.; Zhou, Y.K. A Tracking-based numerical algorithm for efficiently constructing the feasible space of tool axis of a conical ball-end cutter in five-axis machining. Comput. Aided Des. 2019, 117, 102756. [Google Scholar] [CrossRef]
- Ren, Z.; Wang, D.; Cui, G.; Cao, W.; Zhu, D. Optimize the flow field during counter-rotating electrochemical machining of grid structures through an auxiliary internal fluid flow pattern. Precis. Eng. 2021, 72, 448–460. [Google Scholar] [CrossRef]
- El-Hofy, H. Vibration-assisted electrochemical machining: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 579–593. [Google Scholar] [CrossRef]
- Hu, X.Y.; Zhu, D.; Li, J.B.; Gu, Z.Z. Flow field research on electrochemical machining with gas film insulation. J. Mater. Process. Technol. 2019, 267, 247–256. [Google Scholar] [CrossRef]
- Zhang, J.C.; Zhu, D.; Xu, Z.Y.; Zhang, K.L.; Liu, J.; Qu, N.S. Improvement of trailing edge accuracy in blisk electrochemical machining by optimizing the electric field with an extended cathode. J. Mater. Process. Technol. 2016, 231, 301–311. [Google Scholar] [CrossRef]
- Zong, Y.W.; Liu, J.; Zhu, D. Study of voltage regulation strategy in electrochemical machining of blisk channels using tube electrodes. Int. J. Adv. Manuf. Technol. 2021, 114, 3489–3501. [Google Scholar] [CrossRef]
- Xu, Z.Y.; Xu, Q.; Zhu, D.; Gong, T. A high efficiency electrochemical machining method of blisk channels. CIRP Ann. 2013, 62, 187–190. [Google Scholar] [CrossRef]
- Lei, G.P.; Zhu, D.; Zhu, D. Feeding strategy optimization for a blisk with twisted blades in electrochemical trepanning. J. Manuf. Process. 2021, 62, 591–599. [Google Scholar] [CrossRef]
- Wang, J.; Xu, Z.Y.; Wang, J.T.; Zhu, D. Electrochemical machining on blisk channels with a variable feed rate mode. Chin. J. Aeronaut. 2021, 34, 151–161. [Google Scholar] [CrossRef]
- Klocke, F.; Zeis, M.; Klink, A. Interdisciplinary modelling of the electrochemical machining process for engine blades. CIRP Ann.-Manuf. Technol. 2015, 64, 217–220. [Google Scholar] [CrossRef]
- Ernst, A.; Heib, T.; Hall, T.; Schmidt, G.; Bähre, D. Simulation of the tool shape design for the electrochemical machining of jet engine vanes. Proc. CIRP 2018, 68, 762–767. [Google Scholar] [CrossRef]
- Hewidy, M.; Ebeid, S.; El-Taweel, T.; Youssef, A. Modelling the performance of ECM assisted by low frequency vibrations. J. Mater. Process. Technol. 2007, 189, 466–472. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, J.S.; Zhang, X.L.; Yang, Z.W.; Gan, W.M.; Tian, Z.J. Electrochemical machining of a narrow slit by cathodic compound feeding. Int. J. Adv. Manuf. Technol. 2017, 90, 971–978. [Google Scholar]
- Pan, Y.; Xu, L.Z. Vibration analysis and experiments on electrochemical micro-machining using cathode vibration feed system. Int. J. Precis. Eng. Manuf. 2015, 16, 143–149. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Malapati, M.; Munda, J.; Sarkar, A. Influence of tool vibration on machining performance in electrochemical micro-machining of copper. Int. J. Mach. Tools Manuf. 2007, 47, 335–342. [Google Scholar] [CrossRef]
- Uhlmann, E.; Dethlefs, A.; Eulitz, A. Investigation into a geometry-based model for surface roughness prediction in vibratory finishing processes. Int. J. Adv. Manuf. Technol. 2014, 75, 815–823. [Google Scholar] [CrossRef]
- Klink, A.; Heidemanns, L.; Rommes, B. Study of the electrolyte flow at narrow openings during electrochemical machining. CIRP Ann. 2020, 69, 157–160. [Google Scholar] [CrossRef]
- Zhao, J.S.; Lv, Y.M.; Wang, F.; Yang, Z.W.; Liu, D.M.; Fan, Y.T. Experimental research on process stability in pulsed electrochemical machining of deep narrow grooves with high length-width ratio. Int. J. Adv. Manuf. Technol. 2018, 96, 2245–2256. [Google Scholar] [CrossRef]
- Qu, N.S.; Hu, Y.; Zhu, D.; Xu, Z.Y. Electrochemical machining of blisk channels with progressive-pressure electrolyte flow. Mater. Manuf. Process. 2014, 29, 572–578. [Google Scholar] [CrossRef]
- Tang, L.; Zhu, Q.L.; Zhao, J.S.; Fan, Z.J. Research on the cathode design and experiments of electrochemical machining a closed impeller internal flow channel. Int. J. Adv. Manuf. Technol. 2016, 88, 2517–2525. [Google Scholar] [CrossRef]
- Wang, J.; Xu, Z.Y.; Wang, J.T.; Xu, Z.L.; Zhu, D. Electrochemical machining of blisk channels with rotations of the cathode and the workpiece. Int. J. Mech. Sci. 2021, 208, 106655. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, J.S.; Lv, Y.M.; Yang, Z.W.; Yao, J.; He, Y.F. Electrochemical machining of deep narrow slits on TB6 titanium alloys. Int. J. Adv. Manuf. Technol. 2017, 92, 3063–3071. [Google Scholar] [CrossRef]
- Shenoy, R.V.; Datta, M.; Romankiw, L.T. Investigation of island formation during through-mask electrochemical micromachining. J. Electrochem. Soc. 1996, 143, 2305–2309. [Google Scholar] [CrossRef]
- Ghoshal, B.; Bhattacharyya, B. Influence of vibration on micro-tool fabrication by electrochemical machining. Int. J. Mach. Tools Manuf. 2013, 64, 49–59. [Google Scholar] [CrossRef]
- Toshiaki, F.; Kazuaki, I.; Kato, D.; Makoto, Y. Multiphysics simulation of electrochemical machining process for three-dimensional compressor blade. J. Fluids Eng. 2008, 130, 081602. [Google Scholar]
- Qian, S.Q.; Ji, F.; Qu, N.S.; Li, H.S. Improving the localization of surface texture by electrochemical machining with auxiliary anode. Mater. Manuf. Process. 2014, 29, 1488–1493. [Google Scholar] [CrossRef]
- Liu, G.; Tong, H.; Li, Y.; Zhong, H. Novel structure of a sidewall-insulated hollow electrode for micro electrochemical machining. Precis. Eng. 2021, 72, 356–369. [Google Scholar] [CrossRef]
- Collett, D.; Hewson-Browne, R.; Windle, D. A complex variable approach to electrochemical machining problems. J. Eng. Math. 1970, 4, 29–37. [Google Scholar] [CrossRef]
- Li, D.L.; Zhu, D.; Li, H.S. Microstructure of electrochemical micromachining using inert metal mask. Int. J. Adv. Manuf. Technol. 2011, 55, 189–194. [Google Scholar] [CrossRef]
- Deconinck, D.; Hoogsteen, W.; Deconinck, J. A temperature dependent multi-ion model for time accurate numerical simulation of the electrochemical machining process. Part III: Experimental validation. Electrochim. Acta 2013, 103, 161–173. [Google Scholar] [CrossRef]
- Jiang, X.C.; Liu, J.; Zhu, D.; Wang, M.M.; Qu, N.S. Research on stagger coupling mode of pulse duration and tool vibration in electrochemical machining. Appl. Sci. 2018, 8, 12. [Google Scholar] [CrossRef] [Green Version]
- Zhu, D.; Zhang, J.C.; Zhang, K.L.; Liu, J.; Chen, Z.; Qu, N.S. Electrochemical machining on blisk cascade passage with dynamic additional electrolyte flow. Int. J. Adv. Manuf. Technol. 2015, 80, 637–645. [Google Scholar] [CrossRef]
- Li, Z.L.; Cao, B.R.; Dai, Y. Research on multi-physics coupling simulation for the pulse electrochemical machining of holes with tube electrodes. Micromachines 2021, 12, 18. [Google Scholar] [CrossRef]
- Damme, S.; Nelissen, G.; Bossche, B.; Deconinck, J. Numerical model for predicting the efficiency behaviour during pulsed electrochemical machining of steel in NaNO3. J. Appl. Electrochem. 2005, 36, 1–10. [Google Scholar] [CrossRef]
- Deconinck, D.; Van, D.S.; Albu, C.; Hotoiu, L.; Deconinck, J. Study of the effects of heat removal on the copying accuracy of the electrochemical machining process. Electrochim. Acta. 2011, 56, 5642–5649. [Google Scholar] [CrossRef]
- Chen, X.L.; Zhu, J.J.; Xu, Z.Z.; Su, G.K. Modeling and experimental research on the evolution process of micro through-slit array generated with masked jet electrochemical machining. J. Mater. Process. Technol. 2021, 298, 117304. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Definition | Value | Unit |
|---|---|---|---|
| T0 | Initial temperature | 303.15 | K |
| P0 | Inlet pressure | 0.3 | MPa |
| P1 | Outlet pressure | 0 | MPa |
| V0 | Feed rate | 0.5 | mm/min |
| k0 | Electrolyte conductivity | 7.6 | S·m |
| U | Processing voltage | 22 | V |
| f | Frequency of oscillation and pulse | 5 | Hz |
| A | Amplitude | 0.2 | mm |
| Boundary | Condition Setting | |
|---|---|---|
| Flow Field | τ1 | The gas flux VH = (H2·cd.IlMag)/(2·F) |
| τ2, τ3, τ4, τ5, τ8, τ9, τ10, τ11, τ12 | No sliding wall and no gas flux at the boundary | |
| τ6 | Electrolyte inlet, pressure boundary (0.3 MPa) | |
| τ7 | Electrolyte outlet, pressure boundary (0 MPa) | |
| Temperature Field | M | Heat source, total power density |
| τ1, τ8 | Boundary heat source of electrochemical reaction | |
| τ2, τ3, τ4, τ5, τ9, τ10, τ11, τ12 | Natural convection heat flux | |
| τ6, τ7 | Temperature boundary, 303.15 K | |
| Electric Field | τ1 | Cathode surface, U = 0 |
| τ8 | Anode surface, U = 20 V | |
| τ2, τ3, τ4, τ5, τ6, τ7, τ9, τ10,τ11, τ12 | (Insulation boundary) | |
| M |
| Experimental Result (Vibration) | Simulation Result (Vibration) | Experimental Result (without Vibration) | |
|---|---|---|---|
| θ (°) | 0.82° | 0.61° | 0.86° |
| (mm) | 2.905 | 2.912 | 2.673 |
| σa (mm) | 0.076 | 0.056 | 0.037 |
| σb (mm) | 0.027 | 0.024 | 0.012 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Song, S.; Zhang, J.; Chang, W.; Yang, H.; Tang, H.; Chen, S. Multi-Physics Coupling Modeling and Experimental Investigation of Vibration-Assisted Blisk Channel ECM. Micromachines 2022, 13, 50. https://doi.org/10.3390/mi13010050
Zhang J, Song S, Zhang J, Chang W, Yang H, Tang H, Chen S. Multi-Physics Coupling Modeling and Experimental Investigation of Vibration-Assisted Blisk Channel ECM. Micromachines. 2022; 13(1):50. https://doi.org/10.3390/mi13010050
Chicago/Turabian StyleZhang, Juchen, Shasha Song, Junsheng Zhang, Weijie Chang, Haidong Yang, Huohong Tang, and Shunhua Chen. 2022. "Multi-Physics Coupling Modeling and Experimental Investigation of Vibration-Assisted Blisk Channel ECM" Micromachines 13, no. 1: 50. https://doi.org/10.3390/mi13010050
APA StyleZhang, J., Song, S., Zhang, J., Chang, W., Yang, H., Tang, H., & Chen, S. (2022). Multi-Physics Coupling Modeling and Experimental Investigation of Vibration-Assisted Blisk Channel ECM. Micromachines, 13(1), 50. https://doi.org/10.3390/mi13010050