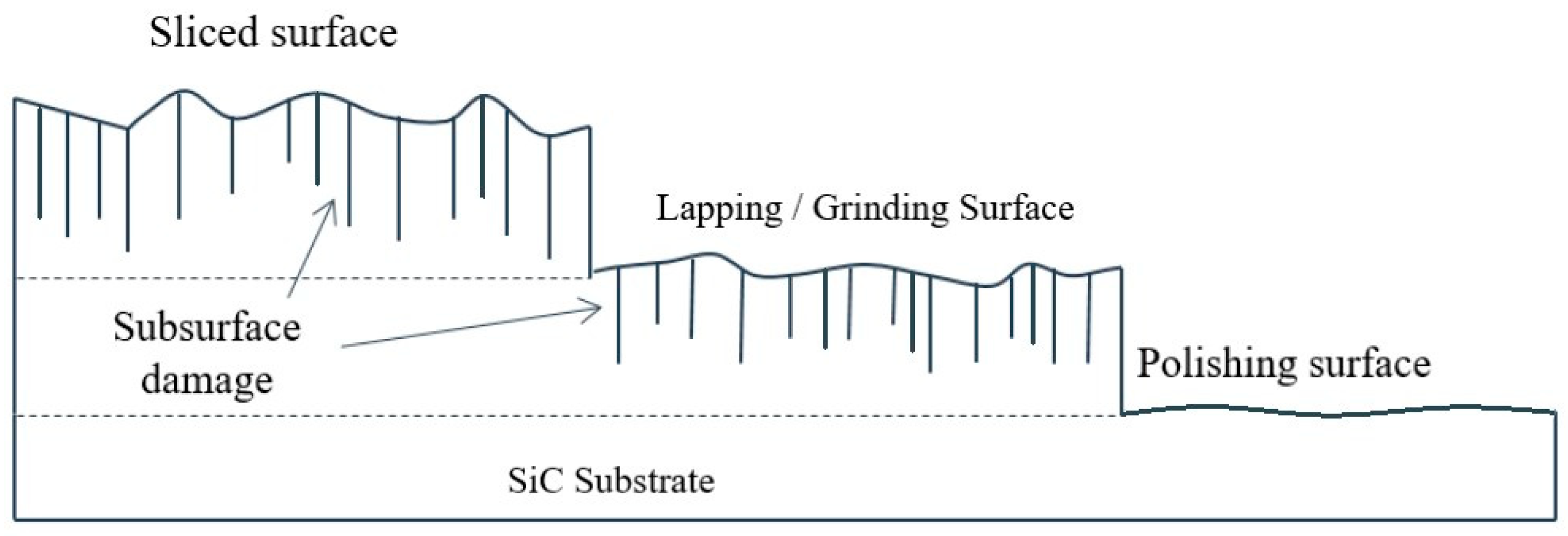
2.1. SiC CMP
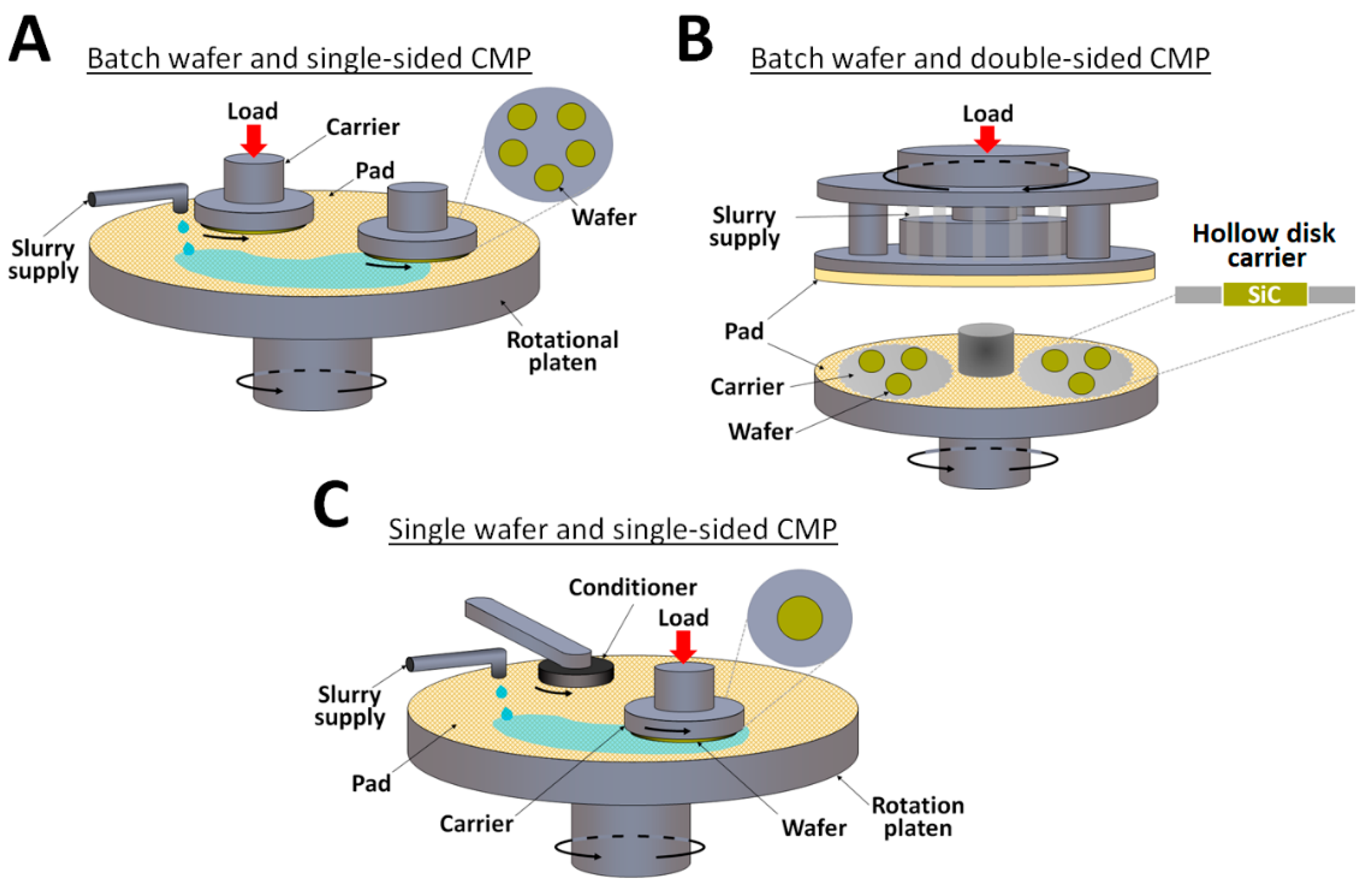
As the 100-mm, 150-mm and 200-mm SiC wafers are being commercialized for power device fabrication, the specifications of production-grade SiC wafers have become higher in order to meet the demand for more stable epitaxial growth. Three configurations of CMP have been developed to achieve higher MRR, lower surface roughness, less scratch and more uniform surface topography (
Figure 2 and
Table 2). For the batch wafer and single-sided CMP (
Figure 2A), multiple wafers are loaded on the same polishing head by wax-mount or template-fix. For the batch wafer and double-sided CMP (
Figure 2B), multiple wafers are loaded on the hollow disk carrier. Since there is no adhesive force between the wafer and carrier, the pressure and rotation speed are limited for preventing the wafers from slipping out, leading to relatively low MRR. For the single wafer and single-sided CMP (
Figure 2C), the wafer tightly adheres to the polishing head by vacuum, allowing for higher pressure, higher rotation speed, and thus, higher MRR [
2]. In practice, the double-sided CMP can serve as the first polishing step to polish the Si-face and C-face surfaces simultaneously. Since the C-face surface usually has a few times higher MRR than the Si-face surface, the single-sided CMP will continue to polish the Si-face surface until the production-grade level is achieved. Likewise, two single-sided CMP steps can be applied to, first, polish the Si-face and, then, the C-face for the graphene on C-face SiC application [
4].
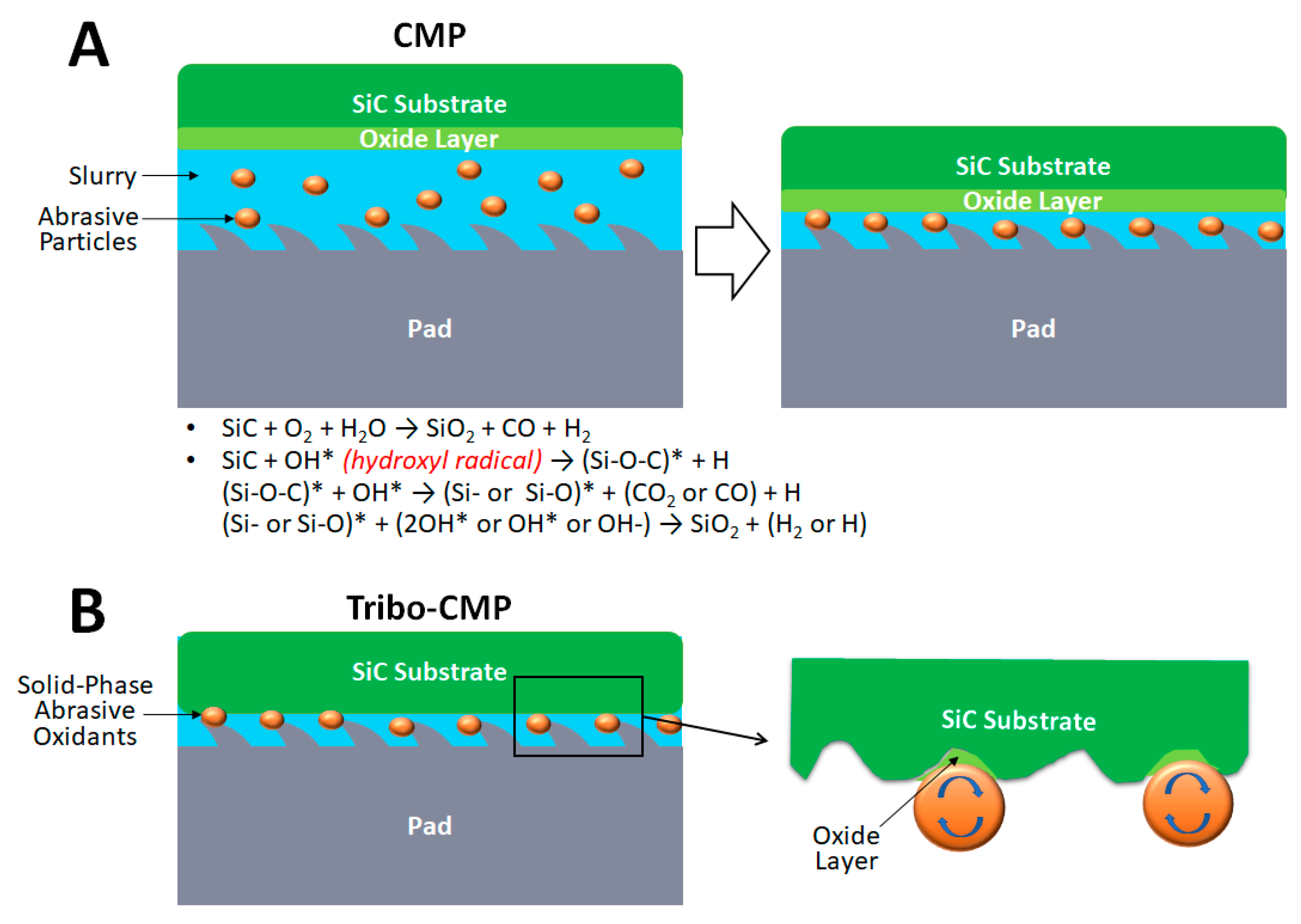
Oxidants in the slurry provide the chemical driving force in the CMP system, as they produce a softer oxidized surface which can be removed by abrasives in the slurry and the conditioned CMP pad simultaneously (
Figure 3A). To achieve a balance between surface oxidation and oxide layer removal, it is critical to understand the chemical and mechanical properties of the Si-face and C-face surfaces. In 2019, Lu et al. found that it is harder to remove C-face than Si-face, as revealed by the nano-indentation and nano-scratching methods [
5]. The critical indentation load (Pc) of the Si-face (2.3 mN) and C-face (1.5 mN) surfaces and the effective indentation modulus (Er) of the Si-face (387.51 GPa) and C-face (266.02 GPa) surfaces were obtained by the Oliver-Pharr method. The nano-scratching test with a constant load of 4 mN at 1 µm s
−1 scratch velocity was performed. The friction coefficients of the Si-face and C-face surfaces were measured to be 0.1778 and 0.2176, respectively. Most importantly, the resulting MRRs on the 6H-SiC Si-face and C-face surfaces were equal to 6.13 nm m
−1 and 13.94 nm m
−1, respectively, indicating that C-face is indeed easier to remove than Si-face [
5]. In 2022, Shi et al. investigated the mechanical properties of different crystal orientations on a polished 4H-SiC wafer by using the nano-indentation and nano-scratching methods [
6]. It was found that a larger elastic modulus leads to less material deformation, and therefore, a harder characteristic. At the penetration depth of 1200 nm, the Si-face surface showed elastic modulus and hardness equal to 305.5 GPa and 29.77 GPa, respectively. In contrast, the C-face surface showed elastic modulus and hardness equal to 476.7 GPa and 37.62 GPa, respectively, at the same penetration depth. Furthermore, the residue depth of indentation was 12.22 nm on the Si-face and 25.67 nm on the C-face, indicating more elastic recovery on the Si-face [
6].
The SiC oxidation rate is strongly dependent on the crystal orientation. In 2011, Nitta et al. reported 4H-SiC MRR of 62 nm h
−1 and 34 nm h
−1 by using hydrogen peroxide (H
2O
2) and periodic acid (H
5IO
6) as the oxidants in a pH 10 slurry environment, respectively [
7]. If using colloidal silica slurry alone, the MRR was only 12 nm h
−1. Furthermore, the MRR increased from 47 nm h
−1 to 106 nm h
−1 after adding amine (piperazine) into the mixture of H
2O
2 and colloidal silica slurry. Without the amine component in the slurry, the oxide layer, which is formed through the Si radicals or Si−O−C radicals on the SiC surface, was mechanically removed by colloidal silica. In contrast, with the amine additive, it became the active oxide layer composed of Si-amine complexes to be mechanically removed by colloidal silica [
7]. In 2013, Pan et al. proposed another chemical reaction path between H
2O
2 and SiC [
8]. The 6H-SiC MRR increased from 80 nm h
−1 to 105 nm h
−1 with the H
2O
2 concentration increased from 3 wt% to 6 wt%. Adding alkali into the existing slurry (6 wt% H
2O
2 and 30 wt% colloidal silica) allows more hydroxyl ions into the system to enhance the chemical reaction. The CMP results showed 120% and 56% MRR increases with 0.5 wt% KOH and 0.5 wt% MEA added into the slurry, respectively [
8]. In 2017, Chen et al. analyzed the chemical composition at the 6H-SiC surface by using X-ray photoelectron spectroscopy (XPS) under the conditions of as-received, pre-polished, after dipping in KMnO
4 solution and after dipping in KMnO
4 and KOH solutions sequentially with varied pH values [
9]. The significant decrease in Si-O
x-C
y and Si-O
2 in the Si 2p spectra suggests native oxide removal from the as-received to pre-polish condition. Subsequently, the total oxide concentration increased dramatically after being dipped in KMnO
4 solution and then decreased sharply after KOH treatment. The absence of the Si-O
2 peak further confirms that the oxide layer can be dissolved in KOH [
9].
In 2020, Tsai et al. proposed a mechanochemical CMP process (Tribo-CMP) [
10]. In addition to the global oxidation taking place at the slurry and SiC interface, localized oxidation can also occur when the abrasive oxidants roll on the SiC wafer surface (
Figure 3B). In this study, the water-dispersible abrasive oxidants composed of fullerene (C60) and β-cyclodextrin (β-CD) with particle sizes of 236 nm were used. During the CMP, the polishing pressure was 5.6 psi and the rotation speed was 90 rpm with a felt pad on the c-face. When using 0.01 wt% C60/β-CD abrasive oxidants in combination with 1 wt% 17-nm SiO
2 particles, the resulting MRR was 49.9% higher than the control group, which only used 1 wt% 17-nm SiO
2 particles. However, surface roughness (Sa) also increased around two fold for the test group, indicating the effect of non-uniform abrasion [
10]. In 2021, Qi et al. investigated five solid-phase abrasive oxidants, including Na
2CO
3-1.5H
2O
2, KIO
3, KClO
3, KMnO
4 and NaOH, for Tribo-CMP on 6H-SiC [
11]. The SiC surface can be oxidized by oxygen generated from the decomposition of oxidants, along with friction-induced heat and water in the slurry formulation or ambient air. The solid-phase oxidants were sprayed on the polyurethane pad and the polishing experiments were conducted under the conditions of polishing pressure = 2 psi, polishing platen rotation speed = 60 rpm and polishing time = 90 min. A MRR of more than 1 µm h
−1 can be consistently obtained for all five oxidants, but the resulting surface roughness was unsatisfactory. Meanwhile, obvious surface scratches and pits can be found under SEM inspection [
11]. In addition to the solid-phase abrasive oxidants described above, in 2021, Ni et al. applied synthetic SiO
2/CeO
2 abrasives for CMP on the Si-face surface, under the conditions of polishing pressure = 3.5 psi and rotation speed = 90 rpm with a polyurethane pad [
12]. The MRR equal to 0.451 µm h
−1, 1.207 µm h
−1 and 1.258 µm h
−1 and the surface roughness (Ra) equal to 0.227 nm, 0.216 nm and 0.242 nm were obtained for the SiO
2, SiO
2/CeO
2 and CeO
2 abrasives, respectively. This result indicates that the synthetic SiO
2/CeO
2 abrasives with softer SiO
2 cores (particle size: 80 nm to 90 nm) and harder CeO
2 shells (shell thickness: 10 nm to 30 nm) not only generate a smaller surface roughness than pure CeO
2 abrasives, but also provide a connection path to oxidized wafer surface through the Ce-O-Si bonds, which increases the sheer force during the CMP process [
12].
The electrostatic interaction between the SiC wafer and abrasive particles is another critical factor to obtain an atomically flat surface with high MRR. Within a certain slurry pH range, the abrasive particles electrostatically adhere to the SiC wafer surface. Although the attached particles can provide a consistent mechanical force to remove the oxide layer, it might affect the oxidation efficiency if the particles remain at the same position and cannot be removed by the pad asperity. On the contrary, when the abrasive particles are electrostatically repelled away from the SiC wafer surface, the chance of having defects becomes higher and the MRR becomes lower, thus, requiring more concentrated slurry to achieve comparable polishing results. In 2007, Singh et al. determined that the iso-electric point (IEP) of SiC in deionized water is 5 [
13]. Therefore, SiC carries a positive zeta-potential at a pH lower than the IEP. However, the IEP might shift to 3.6 when adding dispersant into deionized water, indicating that the IEP of SiC varies with the slurry composition. In 2015, Chen et al. investigated how the zeta-potential of potassium permanganate influences the performance of CMP based on SiO
2 and CeO
2 slurry particles [
14]. Positive zeta-potentials were obtained for the pH range from 2 to 8 in the CeO
2-based slurry, but there was no positive zeta-potential observed in the SiO
2-based slurry for the pH range from 2 to 10. Under the conditions of polishing pressure = 4 psi, rotation speed = 90 rpm and potassium permanganate slurry pH = 2, the MRR and surface roughness (Ra) on the Si-face surface of 6H-SiC were measured to be 1.089 µm h
−1 and 0.11 nm, respectively, when the polyurethane pad and CeO
2 abrasives were used. Chen et al. further explained that abrasive particles with negative surface charges would easily attach to the SiC wafer surface. The attached abrasive particles then formed a blocking layer during the surface oxidation process, thus, lowering the MRR [
14]. In 2021, Wang et al. demonstrated a high MRR of 1.4 µm h
−1 with surface roughness (Ra) of 0.105 nm on the Si-face surface of 4H-SiC, by using an Al
2O
3 abrasive-based potassium permanganate slurry with pH = 2 [
15]. The experiment was conducted under the conditions of polishing pressure = 6 psi and rotation speed = 90 rpm. However, the MRR continuously decreased to 1.1 µm h
−1 when the pH increased to 12. The surface roughness (Ra) can be further improved from 0.105 nm to 0.066 nm after the second polishing step using the slurry composed of H
2O
2 oxidant, V
2O
5 catalyst and SiO
2 abrasive [
15]. It is worth noting that the electrostatic interaction plays a critical role not only at the wafer and abrasives interface, but also in the dispersion of abrasive particles. The optimization of abrasive particle size distribution in the slurry can effectively lower the surface scratches [
16].
Compared to the commonly used liquid abrasive slurry, the fixed abrasive CMP technique provides higher mechanical force for higher MRR. In 2022, Wang et al. investigated non-aqueous slurries based on various types of organic solvents, such as methanol, ethanol, ethylene glycol and glycerol, with an abrasive pad fixed with self-sharpening and agglomerated diamonds (particle size: 3 µm to 5 µm) [
17]. Under the conditions of polishing pressure = 0.7 psi and rotation speed = 50 rpm, the ethanol test group shows the highest MRR equal to 14.38 µm h
−1. Meanwhile, the methanol test group shows the lowest surface roughness (Sa) equal to 12.22 nm, which however, is still worse than typical SiC performance [
17]. In 2021, Zhou et al. applied molecular dynamics to simulate the surface morphology, subsurface damage and temperature distribution in a fixed abrasive CMP environment [
18]. It was found that high-quality CMP requires uniform abrasive sizes and frequent interactions among neighboring abrasives [
18]. On the other hand, a semi-fixed abrasive can be another technique to achieve higher MRR with lower surface roughness. In 2015, Lu et al. fabricated a semi-fixed abrasive sol-gel (SG) CMP pad, which can resolve the issue of uneven particle protrusion [
19]. By using biopolymers as the matrix material, abrasives can be semi-fixed and self-adjusted to the same datum plan when the pad touches the wafer surface. As a result, the surface roughness (Ra) was greatly improved to 1.79 nm. In contrast, if using a fixed abrasive CMP pad, the surface roughness (Ra) was 24.61 nm [
19]. Following a similar concept, in 2022, Luo at el. proposed that the semi-fixed SG CMP pad based on SiO
2-modified diamonds, which are considered as soft–hard mixed abrasives, can further reduce the surface damage of the SiC substrate [
20].
In addition to the experimental works, in 2022, Kayanuma et al. applied the density functional theory (DFT), unrestricted B3LYP method and 6-31G(d) basis set to analyze the reaction between OH radicals and O atoms within 10 surfaces of Si and C atoms on both Si-face and C-face surfaces [
21]. The calculation results show that Si-O-Si bonds are formed on the Si-face and C-O-Si bonds are formed on the C-face, indicating that the Si-C bonds on the C-face can be easily dissociated by OH radicals to form a softer and easier machine surface [
21]. In 2022, Morishita et al. analyzed the reactions involving water and H
2O
2 on the Si-face and C-face surfaces of 2H-SiC by using an ab initio molecular dynamics (AIMD) simulation [
22]. The simulation results indicated that the C-face has a higher oxidation rate than the Si-face when either water or H
2O
2 was used because the Si-face is saturated with hydroxyl or hydrogen groups in a very short time. The higher oxidation rate leads to a higher MRR during the CMP process [
22].
In summary, the three SiC CMP configurations currently used in the industry are introduced and the significance of process integration is highlighted. Furthermore, the mechanical properties and oxidation behaviors on the Si-face and C-face surfaces are compared. We also raise the importance of electrostatic interaction and how it affects CMP efficiency. As pointed out in the literature [
23], integrating hybrid energies into the CMP system can be an effective approach to enhance oxidation efficiency as well as MRR. Therefore, in the following sections, we focus on recent advances in electro-CMP (ECMP) and photocatalyzed-CMP (PCMP) and their variants, such as Fenton-ECMP, ultrasonic-ECMP, sulfate-PCMP, gas-PCMP and Fenton-PCMP.
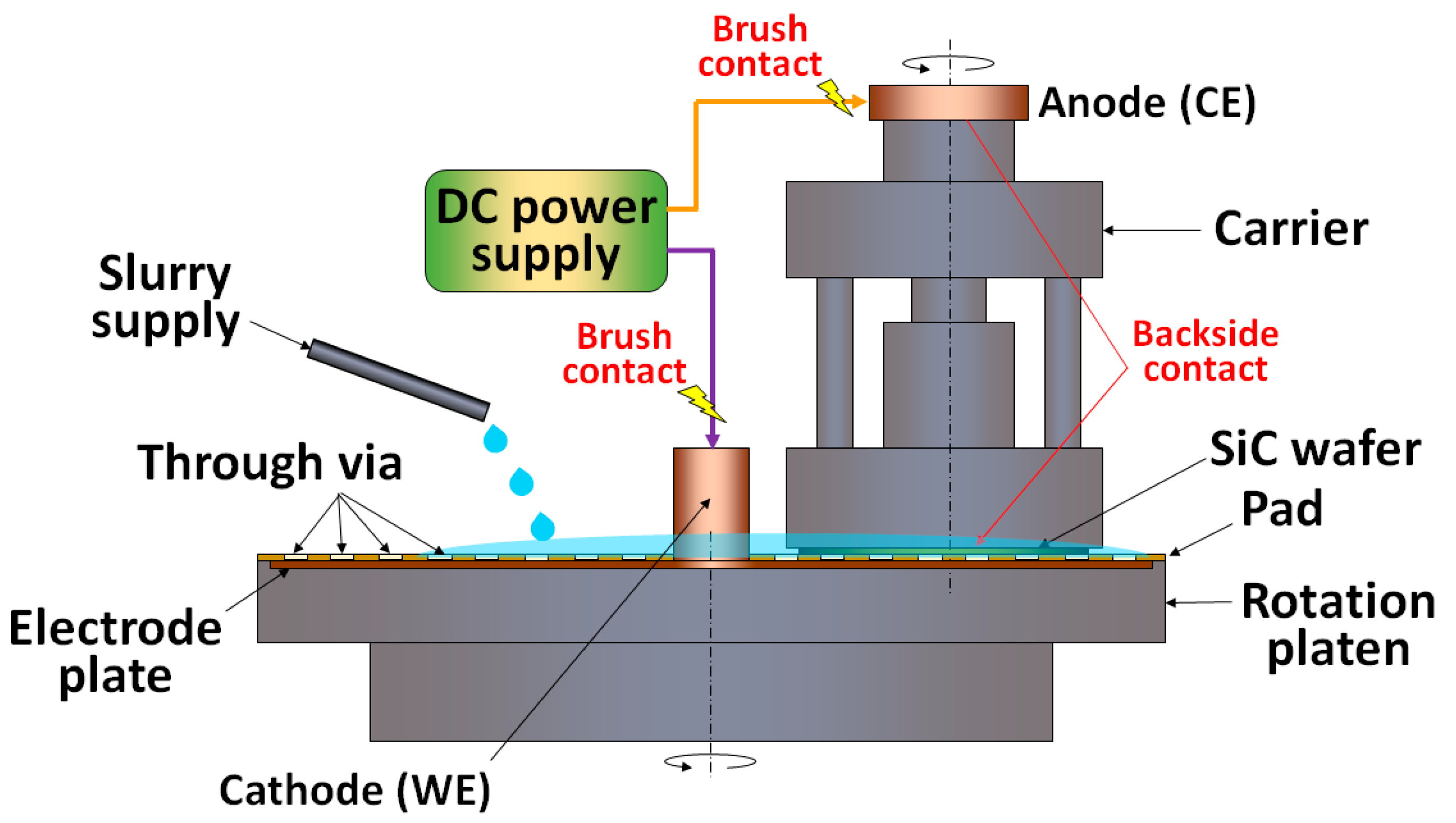
2.2. SiC Electro-CMP (ECMP)
The electro-CMP (ECMP) process has been widely investigated for the CMP of metal layers, such as Cu, W and Al, for many years [
24]. For the SiC ECMP, the anodic oxidation can convert the hard SiC surface into a softer oxide layer, so that the abrasives composed of CeO
2 or SiO
2 can efficiently remove the oxide layer. In a typical ECMP setup (
Figure 4), a working electrode (WE) is connected to a copper plate which has direct contact with the SiC wafer. A counter electrode (CE) is connected to the slip ring of the spindle and a reference electrode (RE) is connected to an Ag/AgCl plate. Since the ECMP relies on the wafer conductivity, N-type SiC wafers with low resistivity (~10
−3 Ω·cm) are usually preferable to semi-insulating SiC wafers with high resistivity (~10
6 Ω·cm).
The potential dynamic polarization curve (PD curve) is often used to define the active region, passive region, transient region and trans-passive region, which can be used as references for setting the voltage range of ECMP. In 2019, Chen et al. analyzed the PD curves and found that there’s no clear passive region of 4H-SiC in different alkaline solutions [
25]. On the other hand, the oxide layer thicknesses on both Si-face and C-face surfaces became thicker when higher voltages were applied to the 20 wt% NaNO
3 solution. Furthermore, the C-face surface showed a significantly higher oxidation degree than the Si-face surface, and the difference increased with the larger voltage applied. By using nanoindentation tester, the hardness of Si-face decreased from 41.18 GPa to 2.53 GPa, and the hardness of C-face decreased from 32.1 GPa to 3.01 GPa after oxidation [
25]. In 2015, Deng et al. compared the performance of diamond abrasive and CeO
2 abrasive on an ECMP platform with 4H-SiC [
26]. Under the conditions of polishing pressure = 3.74 kPa and rotation speed = 2000 rpm, a scratch-free surface was obtained by using CeO
2 abrasive particles with a particle diameter of 190 nm. From the nanoindentation test, the surface hardness decreased from 34.5 GPa to 1.9 GPa after the anodic oxidation. The oxide layer growth rate was highly dependent on the applied voltage and the initial wafer surface roughness. For example, the oxide layer growth rates were equal to 0.6 µm h
−1 and 0.92 µm h
−1 when the applied voltages were equal to 5 V and 10 V, respectively. An oxide layer growth rate equal to 7.93 µm h
−1 can be obtained on the diamond abrasive polished surface, which however, contained a subsurface damage layer [
26].
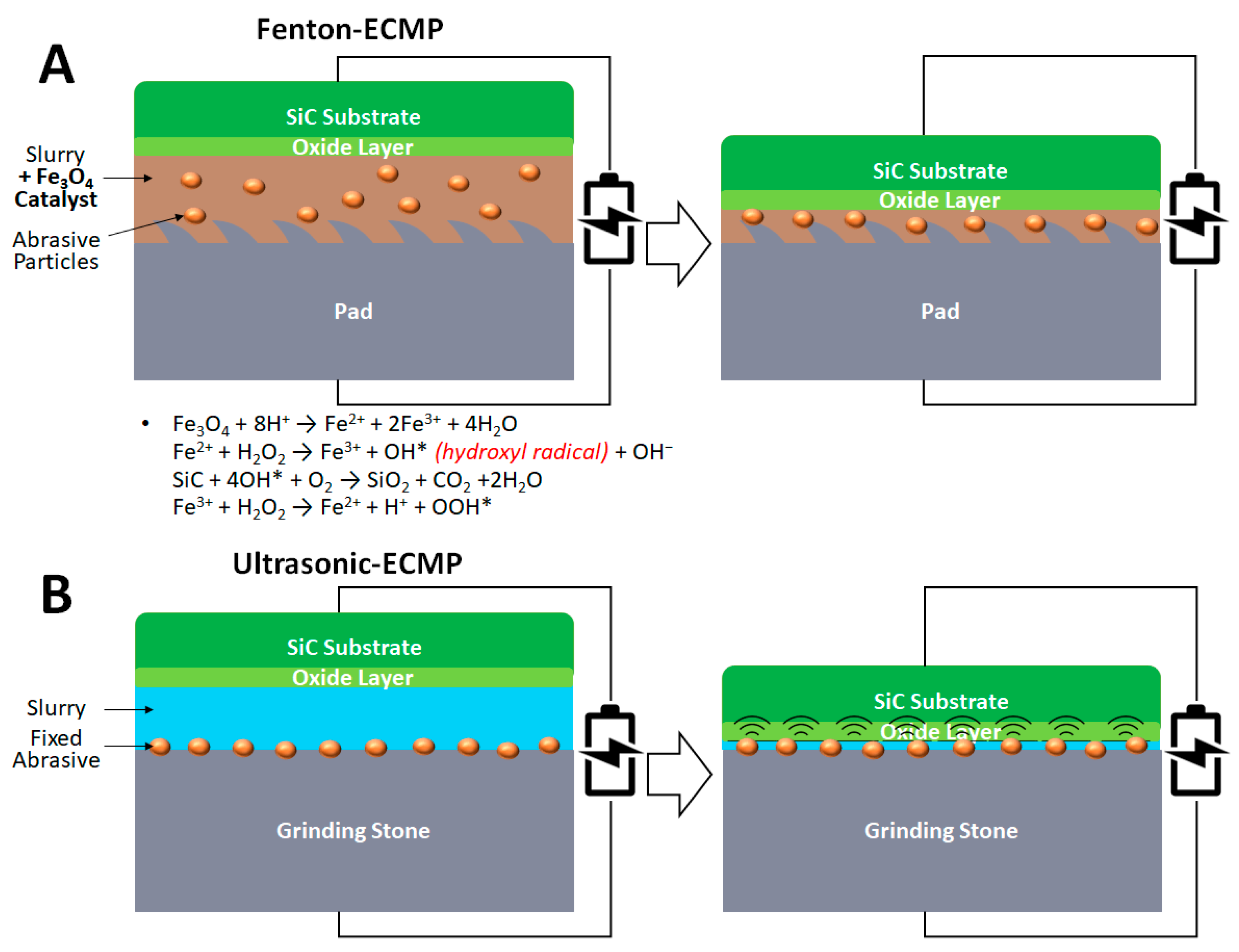
In 2020, Deng et al. proposed that more hydroxyl radicals can be generated by the Fenton reaction, enhancing the oxidation of SiC CMP, during which ferrosoferric oxide (Fe
3O
4) is used as the catalyst [
27]. The process is often called Fenton-ECMP (
Figure 5A). In addition, in 2021, Deng et al. further studied the contribution of the Fenton reaction to the ECMP process [
28]. Based on the oxidation activity on the C-face surface, the hydroxyl concentration increased by 196.24% and 135.03% when applying 3 V into the 2 wt% Fe
3O
4 and 5 wt% H
2O
2 slurry and 3 V into the 2 wt% Fe
3O
4 and 7.5 wt% H
2O
2 slurry, respectively. The hydroxyl concentration increased by 26.88% when the applied voltage was increased from 1.5 V to 3 V with the 2 wt% Fe
3O
4 and 5 wt% H
2O
2 slurry. Under the conditions of polish pressure = 0.04 MPa, rotation speed = 60 rpm, slurry flow rate = 30 mL min
−1 and using a polyurethane pad, the MRR increased by 65.59% (from 238.36 nm h
−1 to 394.7 nm h
−1) and by 57.27% (from 281.93 nm h
−1 to 443.4 nm h
−1) after applying 1.5 V and 3 V into the 2 wt% Fe
3O
4 and 7.5 wt% H
2O
2 slurry, respectively. The initial wafer surface roughness (Ra) was 181.33 nm and then reduced to 31 nm to 36 nm by using the Fenton-ECMP. The lowest surface roughness (Ra) of 31.103 nm was achieved by applying 3 V into the 2 wt% Fe
3O
4 and 7.5 wt% H
2O
2 slurry [
28].
In 2021, Yang et al. demonstrated a three-step ECMP process, which can potentially produce epitaxy-ready wafers directly from as-sliced wafers [
29]. First, #8000 diamond fixed abrasive grinding stone (abrasive size: 1 µm) was used for ECMP at a current density of 20 mA cm
−2 for 20 min to achieve MRR equal to 62 µm h
−1, while decreasing the surface roughness (Sq) from 163.33 nm to 25.45 nm. Second, apply a #8000 CeO
2 fixed abrasive grinding stone (abrasive size: 1 µm) at the current density of 10 mA cm
−2 for 30 min to obtain 11 µm h
−1 MRR and decrease surface roughness (Sq) to 0.82 nm. Finally, using the same #8000 CeO
2 fixed abrasive grinding stone (abrasive size: 1 µm) at a passivation potential of 3 V for 1 h to achieve 6.3 µm h
−1 MRR and decrease surface roughness (Sq) to 0.11 nm. A scratch-free and subsurface damage=free surface can be obtained, as confirmed by scanning white-light interferometry (SWLI) images and Raman images, respectively [
29]. In 2022, Yang et al. proposed a slurry-less ultrasonic vibration-assisted ECMP (ultrasonic-ECMP) by placing a vibrator onto the lower polishing plate (
Figure 5B) [
30]. The working principle is based on the anodic oxidation of SiC, followed by the oxide layer removal by a fixed abrasive grinding stone. Under the conditions of polishing pressure = 30 kPa, wafer rotation speed = 50 rpm, platen rotation speed = 200 rpm, grinding stone oscillation rate = 2 mm s
−1, ultrasonic vibration frequency = 35 kHz, ultrasonic vibration power = 500 W and voltage applied into the 1 wt% NaCl electrolyte = 25 V, the resulting MRR was equal to 14.54 µm h
−1, which is significantly higher than the conventional CMP (0.05 µm h
−1) and ECMP (3.2 µm h
−1). Despite the high MRR, obvious surface roughness can be found on the wafer surface after the ultrasonic-ECMP process. For comparison, the wafer surface roughness (Sq) of ECMP and ultrasonic-ECMP treated wafers was 0.528 nm and 1.993 nm, respectively. The results raise the importance of vibration amplitude optimization in different electrolytes, which leads to different oxidation behaviors [
30].
In summary, although the ECMP technologies have the limitation of being only suitable for N-type SiC wafers, compared to the conventional CMP described in the previous section, the ECMP technologies provide the potential to double-sided polishing which can increase the MRR due to higher incoming surface roughness from the mechanical polishing step. Furthermore, after the anodic oxidation, similar surface hardness levels on the Si-face and C-face surfaces may lead to similar MRRs, facilitating the CMP process integration in the future.
2.3. SiC Photocatalyzed-CMP (PCMP)
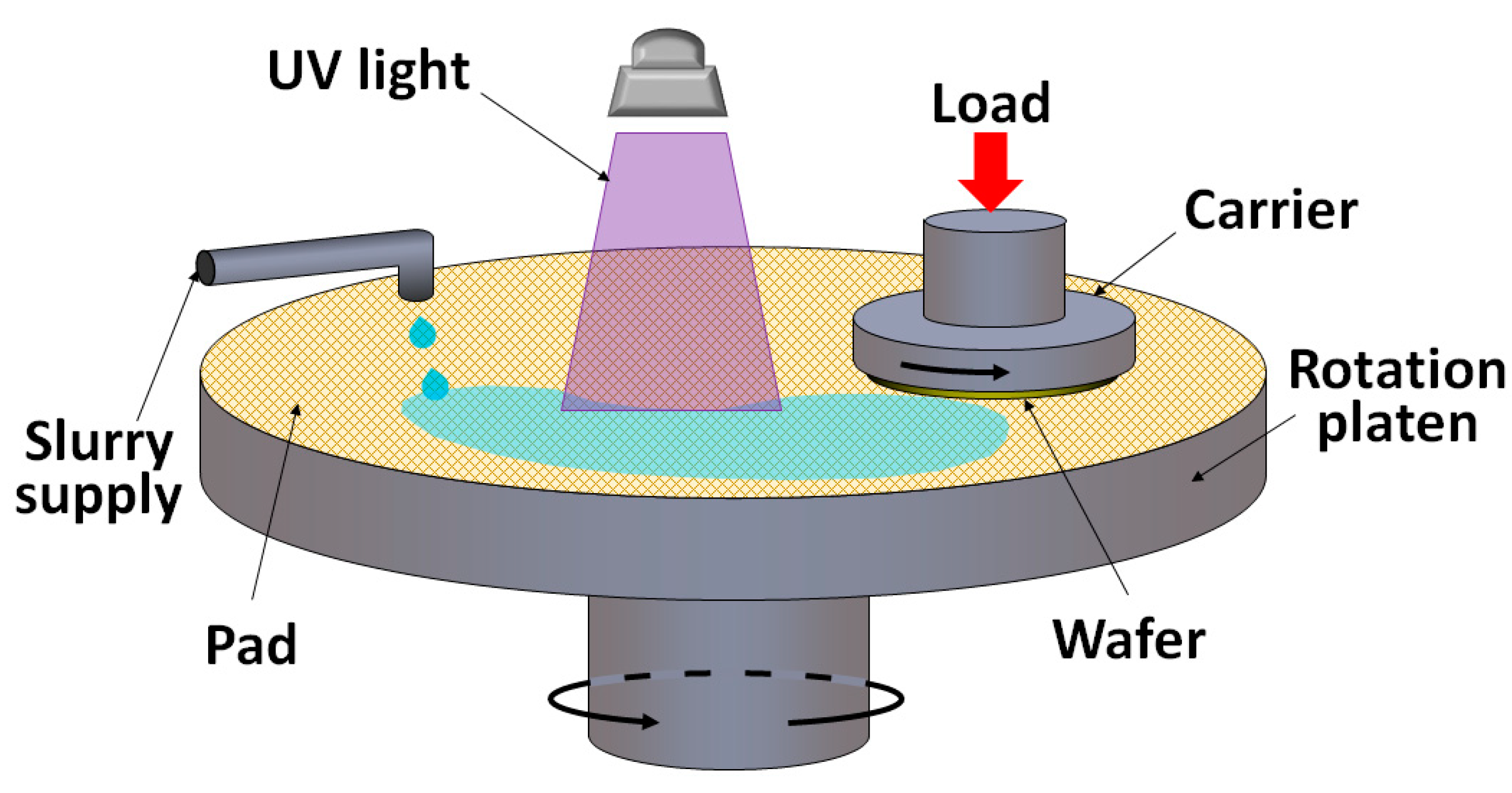
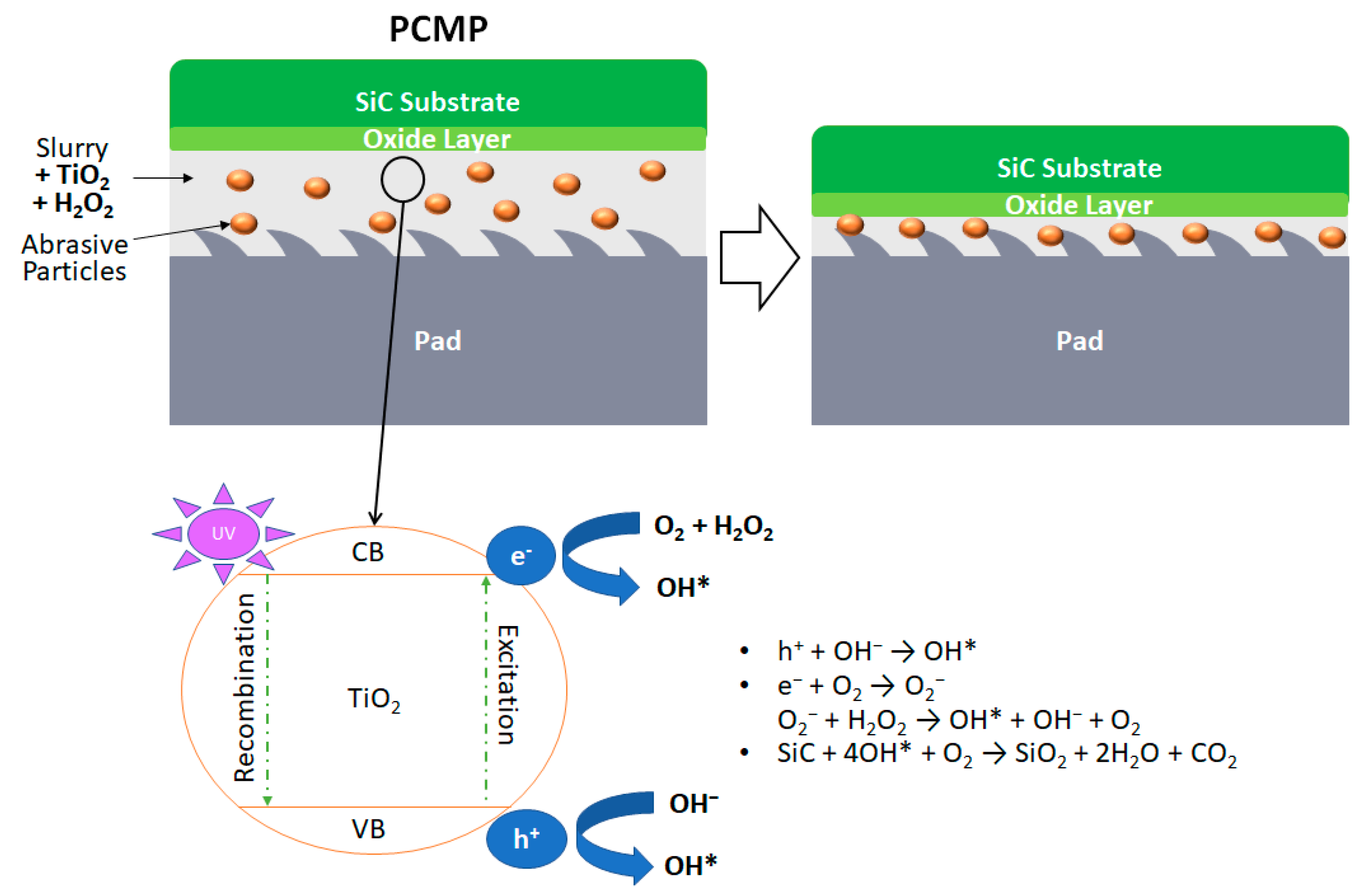
Photocatalyzed-CMP (PCMP) adds an additional oxidation source by applying UV light to highly photocatalytic particles, such as TiO
2. The hydroxyl radicals generated by the photocatalytic process enhance the oxidation efficiency as well as the MRR (
Figure 6 and
Figure 7). In 2018, Yuan et al. proposed that photocatalysts, UV light, electron capturers and an acidic environment are the key factors in PCMP [
31]. The MRR and surface roughness (Ra) equal to 0.96 µm h
−1 and 1.95 nm, respectively, on the 4H-SiC surface, can be obtained by using synthetic fibrous polymer pads and applying UV light on the slurry consisting of TiO
2 and H
2O
2 at pH = 2, polishing pressure = 0.025 MPa and rotation speed = 60 rpm. Compared to the control groups using TiO
2 + H
2O
2 + pH 2 and TiO
2 + UV + pH 2, the experimental group using TiO
2 + UV + H
2O
2 + pH 2 yields the best polishing result [
31]. In 2021, Wang et al. introduced a sulfate radical-based advanced oxidation process which applies sulfate (K
2S
2O
8) into the PCMP system (sulfate-PCMP) [
32]. Similar to the functionality of H
2O
2, the sulfate tends to generate SO
4− radicals during the PCMP process. Under the conditions of 3 wt% sulfate, 0.02 wt% TiO
2 and pH 6 in the slurry, the highest MRR can be obtained [
32].
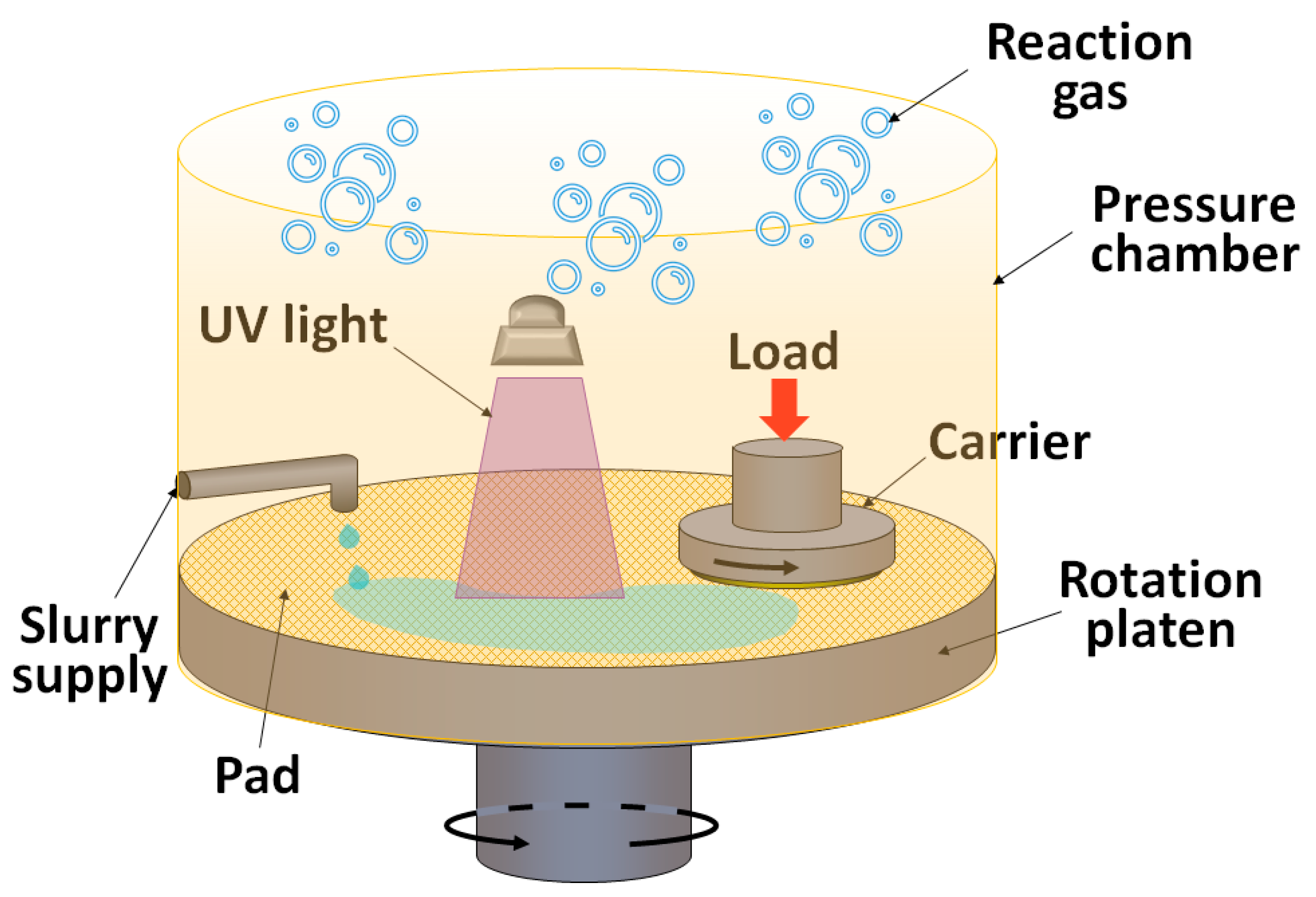
In 2021, Yin et al. developed a new PCMP method, in which the PCMP was conducted in an enclosed chamber filled with different compositions of gases, such as air, O
2 and N
2 (gas-PCMP,
Figure 8) [
34]. The highest MRR and dissolved oxygen (DO) amount were obtained on both Si-face surface (MRR = 43 nm h
−1 and DO = 57 mg L
−1) and C-face surface (MRR =108 nm h
−1 and DO = 57 mg L
−1) with the oxygen partial pressure equal to 300 kPa. By adding 0.3 wt% TiO
2 particles and UV illumination into the system, the MRR can be increased by 30% and 10% on the Si-face and C-face surfaces, respectively. The MRR on the Si-face surface was about 2.2-fold higher than open air CMP [
34]. In 2021, Lu et al. proposed a UV-photocatalyzed-Fenton combined mechanism for CMP, aiming at increasing the hydroxyl concentration as well as the MRR (Fenton-PCMP) [
35]. Under the conditions of polishing pressure = 0.04 MPa, rotation speed = 60 rpm, slurry flow rate = 33 mL min
−1 and using a polyurethane pad, the highest MRR of 387.2 nm h
−1 on the C-face surface was obtained from the UV + TiO
2 (4 g L
−1) + Fenton group. The phenomenon that UV illumination could lead to better surface roughness was observed not only for the UV + TiO
2 (4 g L
−1) + H
2O
2 (5 wt%) group and UV + TiO
2 (4 g L
−1) + Fenton group, but also for the UV + H
2O
2 (5 wt%) group and UV + Fenton group. Moreover, the MRR holds a negative relationship with the surface roughness in the UV-illuminated groups [
35].

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}