

Study on the Fatigue Strength of Welding Line in Injection Molding Products under Different Tensile Conditions
 , and
, and 
Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
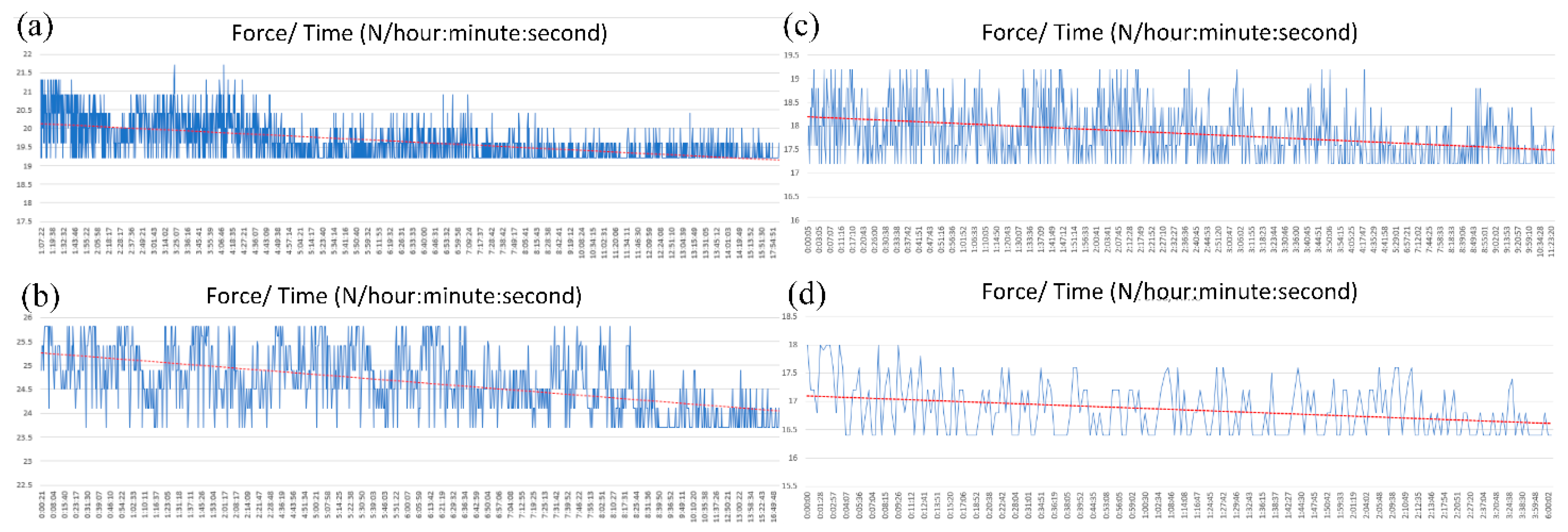
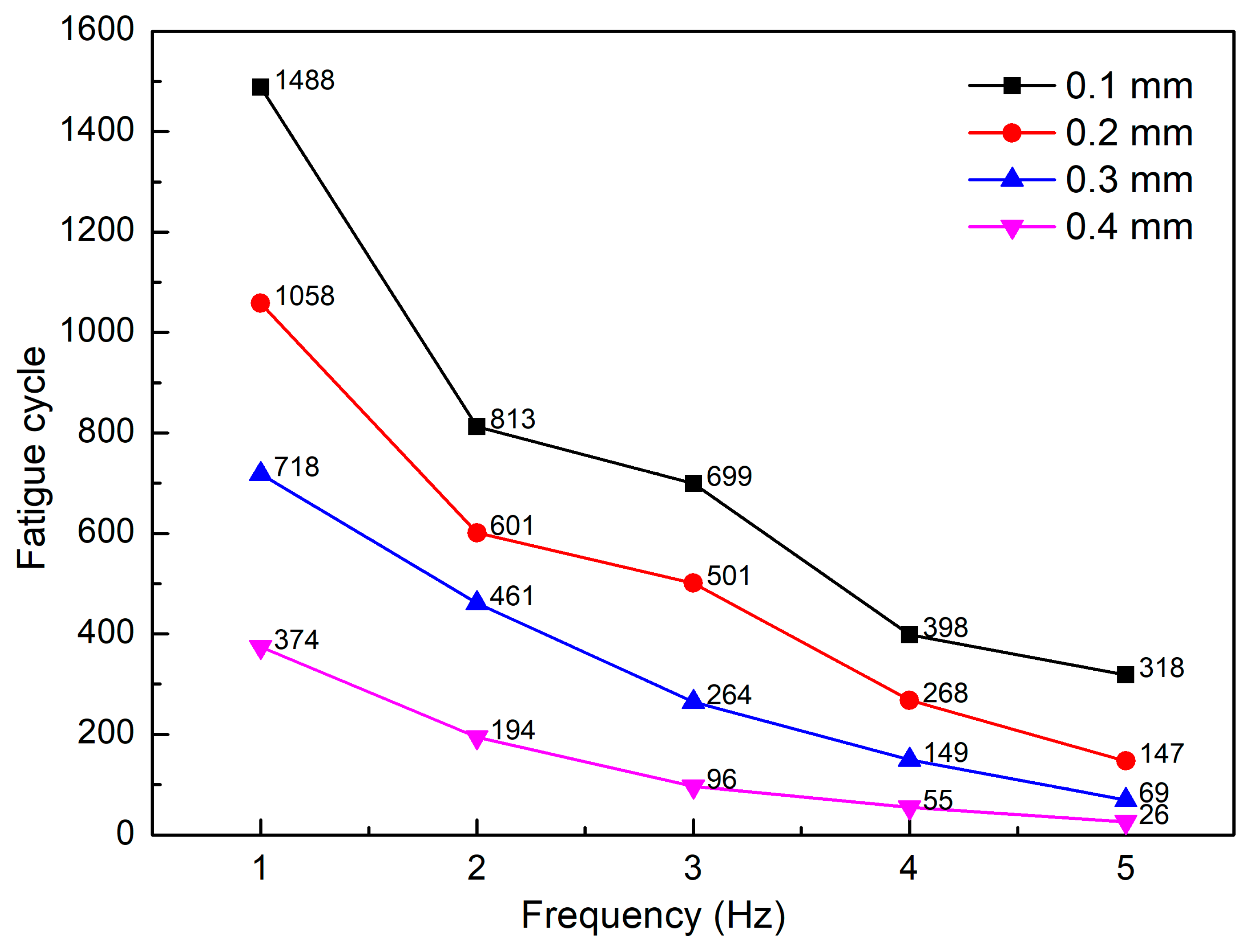
3.1. Fatigue at Different Amplitudes
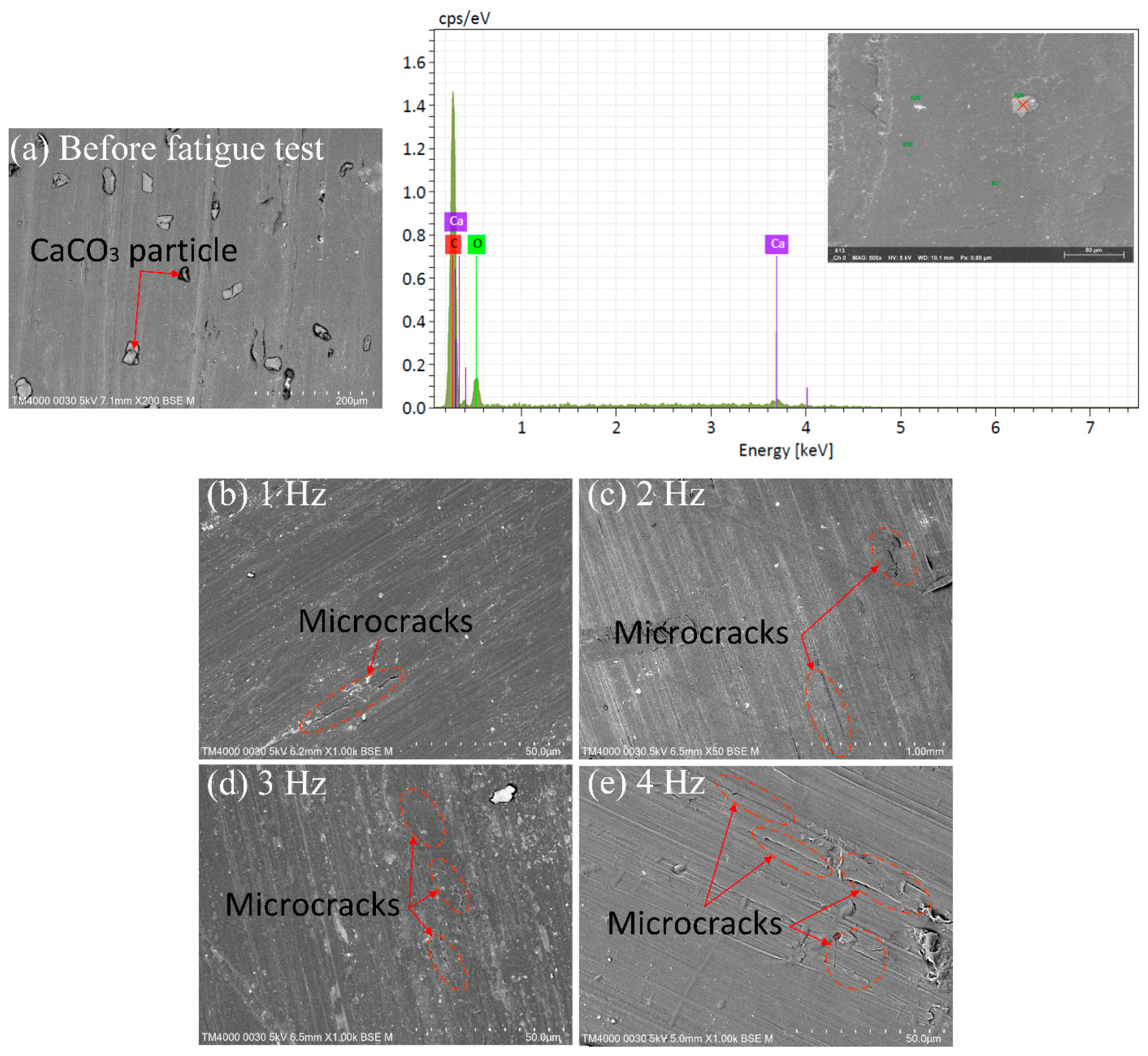
3.2. SEM Microstructure
4. Conclusions
- (i).
- Increasing the frequency leads to a decline in the fatigue cycles because of the increase in the cycle times. The maximum fatigue performance is 1488 cycles at 0.1 amplitude and 1 Hz frequency, while the minimum fatigue performance is 26 cycles at 0.4 amplitude and 5 Hz frequency.
- (ii).
- The greater deformation rate, improving the amplitude from 0.1 mm to 0.4 mm, also decreases the fatigue cycles. Increasing both amplitude and frequency leads to a decline in fatigue performance.
- (iii).
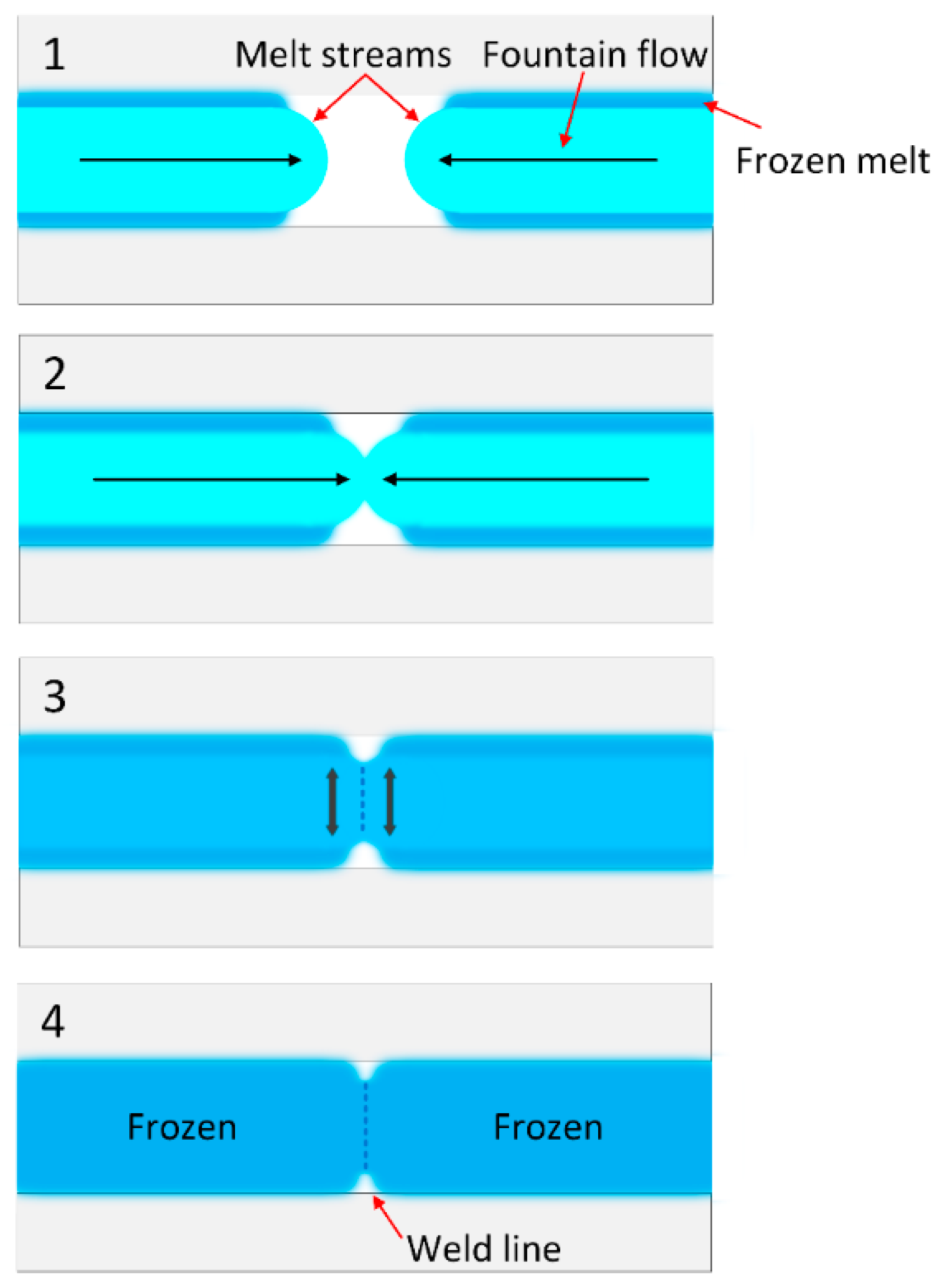
- The SEM microstructure shows that increasing the frequency leads to more microcracks on the polymer matrix. In the future, we plan to investigate the effects of injection conditions, such as a preheated mold, on the formation and strengthening of weld lines, to improve the sample’s fatigue strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rutkauskas, Z.; Bargelis, A. Knowledge-based method for gate and cold runner definition in injection mold design. Mechanics 2007, 66, 49–54. [Google Scholar]
- Li, C.G.; Li, C.L.; Huang, L.Y.Y. A new C-space method to automate the layout design of injection mould cooling system. Comput. Aided Des. 2012, 44, 811–823. [Google Scholar] [CrossRef]
- Li, G.; Fang, H.; Zheng, L.; Yang, B. Research on optimal design of the injection mold parting direction based on preference relation. Int. J. Adv. Manuf. Technol. 2015, 79, 1027–1034. [Google Scholar]
- Fu, M.W.; Nee, A.Y.C.; Fuh, J.Y.H. The application of surface visibility and moldability to parting line generation. Comput. Aided Des. 2002, 34, 469–480. [Google Scholar] [CrossRef]
- Li, C.L.; Yu, K.M.; Li, C.G. A new approach to parting surface design for plastic injection moulds using the subdivision method. Int. J. Prod. Res. 2007, 43, 537–561. [Google Scholar] [CrossRef]
- Fu, M.W.; Fuh, J.Y.H.; Nee, A.Y.C. Core and cavity generation method in injection mould design. Int. J. Prod. Res. 2001, 39, 121–138. [Google Scholar] [CrossRef]
- Pitfallsinmolding. Available online: http://www.pitfallsinmolding.com/weldlinepage.html (accessed on 21 October 2022).
- Hou, B.; Huang, Z.; Zhou, H.; Zhang, Y. Automated Generation of Venting System in Plastic Injection Mold; SPE ANTEC™ Indianapolis: Indianapolis, IN, USA, 2016; pp. 1386–1389. [Google Scholar]
- Chen, S.C.; Yang, S.P.; Chang, J.A.; Sun, S.P.; Chiu, H.S.; Hsu, C.H. Verification of Experiment and Numerical Method Simulation on Venting Design for Improving Product Surface Quality; SPE ANTEC™ Indianapolis: Indianapolis, IN, USA, 2016; pp. 1306–1311. [Google Scholar]
- Wu, C.H.; Liang, W.J. Effects of Geometry and Injection-Molding Parameters on Weld-Line Strength. Polym. Eng. Sci. 2015, 45, 1021–1030. [Google Scholar] [CrossRef]
- The Uyen, T.M.; Truong Giang, N.; Do, T.T.; Anh Son, T.; Son Minh, P. External gas-assisted mold temperature control improves weld line quality in the injection molding process. Materials 2020, 13, 2855. [Google Scholar] [CrossRef]
- Chen, C.S.; Chen, T.J.; Chien, R.D.; Chen, S.C. Investigation on the weldline strength of thin-wall injection molded ABS parts. Int. Commun. Heat Mass Transf. 2007, 34, 448–455. [Google Scholar] [CrossRef]
- Busico, V.; Cipullo, R. Microstructure of Polypropylene. Prog. Polym. Sci. 2001, 26, 443–533. [Google Scholar] [CrossRef]
- Ashori, A.; Nourbakhsh, A. Reinforced Polypropylene Composites: Effects of Chemical Compositions and Particle Size. Bioresour. Technol. 2010, 101, 2515–2519. [Google Scholar] [CrossRef] [PubMed]
- Calhoun, A. Polypropylene. In Multilayer Flexible Packaging; Elsevier: Amsterdam, The Netherlands, 2016; pp. 35–45. [Google Scholar]
- Ge, Z.; Chen, T.; Song, Z. Quality Prediction for Polypropylene Production Process Based on CLGPR Model. Control Eng. Pract. 2011, 19, 423–432. [Google Scholar] [CrossRef]
- Patil, A.; Patel, A.; Purohit, R. An Overview of Polymeric Materials for Automotive Applications. Mater. Today Proc. 2017, 4, 3807–3815. [Google Scholar] [CrossRef]
- Hamad, K.; Kaseem, M.; Deri, F. Recycling of Waste from Polymer Materials: An Overview of the Recent Works. Polym. Degrad. Stab. 2013, 98, 2801–2812. [Google Scholar] [CrossRef]
- Ru, J.; Huo, Y.; Yang, Y. Microbial Degradation and Valorization of Plastic Wastes. Front. Microbiol. 2020, 11, 442. [Google Scholar] [CrossRef] [Green Version]
- Sulyman, M.; Haponiuk, J.; Formela, K. Utilization of Recycled Polyethylene Terephthalate (PET) in Engineering Materials: A Review. Int. J. Environ. Sci. Dev. 2016, 7, 100–108. [Google Scholar] [CrossRef] [Green Version]
- Leach, D.C.; Moore, D.R. Failure and Fracture of Short Glass Fibre-Reinforced Nylon Composites. Composites 1985, 16, 113–120. [Google Scholar] [CrossRef]
- Akay, M.; O’Regan, D.F.; Bailey, R.S. Fracture Toughness and Impact Behaviour of Glass-Fibre-Reinforced Polyamide 6, 6 Injection Mouldings. Compos. Sci. Technol. 1995, 55, 109–118. [Google Scholar] [CrossRef]
- Thomason, J.L.; Adzima, L.J. Sizing up the Interphase: An Insider’s Guide to the Science of Sizing. Compos. Part A Appl. Sci. Manuf. 2001, 32, 313–321. [Google Scholar] [CrossRef]
- Launay, A.; Marco, Y.; Maitournam, M.H.; Raoult, I. Modelling the Influence of Temperature and Relative Humidity on the Time-Dependent Mechanical Behaviour of a Short Glass Fibre Reinforced Polyamide. Mech. Mater. 2013, 56, 1–10. [Google Scholar] [CrossRef] [Green Version]
- De Monte, M.; Moosbrugger, E.; Quaresimin, M. Influence of Temperature and Thickness on the Off-Axis Behaviour of Short Glass Fibre Reinforced Polyamide 6.6—Cyclic Loading. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1368–1379. [Google Scholar] [CrossRef]
- Shi, Z.F.; Zhou, L.M. Interfacial Damage in Fibre-Reinforced Composites Subjected to Tension Fatigue Loading. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 445–457. [Google Scholar] [CrossRef]
- Zhou, Y.; Mallick, P.K. Fatigue Performance of an Injection-Molded Short E-Glass Fiber-Reinforced Polyamide 6, 6. I. Effects of Orientation, Holes, and Weld Line. Polym. Compos. 2006, 27, 230–237. [Google Scholar] [CrossRef] [Green Version]
- Lang, R.W.; Manson, J.A.; Hertzberg, R.W. Fatigue Crack Propagation in Short Glass Fiber Reinforced Nylon 66: Effect of Frequency. In Role of the Polymeric Matrix in the Processing and Structural Properties of Composite Materials; Seferis, J.C., Nicolais, L., Eds.; Plenum: New York, NY, USA, 1983. [Google Scholar]
- Karger-Kocsis, J.; Friedrich, K. Fatigue crack propagation in short and long fibre-reinforced injection-moulded PA 6.6 composites. Composites 1988, 19, 105–114. [Google Scholar] [CrossRef]
- Wyzgoski, M.G.; Novak, G.E. Fatigue fracture of nylon polymers. J. Mater. Sci. 1991, 26, 6314–6324. [Google Scholar] [CrossRef]
- Singh, M.; Garg, H.K.; Maharana, S.; Yadav, A.; Singh, R.; Maharana, P.; Nguyen, T.V.T.; Yadav, S.; Loganathan, M.K. An Experimental Investigation on the Material Removal Rate and Surface Roughness of a Hybrid Aluminum Metal Matrix Composite (Al6061/SiC/Gr). Metals 2021, 11, 1449. [Google Scholar] [CrossRef]
- Savvilotidou, M.; Keller, T.; Vassilopoulos, A.P. Fatigue Performance of a Cold-Curing Structural Epoxy Adhesive Subjected to Moist Environments. Int. J. Fatigue 2017, 103, 405–414. [Google Scholar] [CrossRef]
- Erpolat, S.; Ashcroft, I.A.; Crocombe, A.D.; Abdel-Wahab, M.M. Fatigue Crack Growth Acceleration due to Intermittent Overstressing in Adhesively Bonded CFRP Joints. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1175–1183. [Google Scholar] [CrossRef]
- Paggi, M.; Berardone, I.; Infuso, A.; Corrado, M. Fatigue Degradation and Electric Recovery in Silicon Solar Cells Embedded in Photovoltaic Modules. Sci. Rep. 2014, 4, 4506. [Google Scholar] [CrossRef] [Green Version]
- Czigány, T. Special Manufacturing and Characteristics of Basalt Fiber Reinforced Hybrid Polypropylene Composites: Mechanical Properties and Acoustic Emission Study. Compos. Sci. Technol. 2006, 66, 3210–3220. [Google Scholar] [CrossRef]
- Barré, S.; Benzeggagh, M.L. On the Use of Acoustic Emission to Investigate Damage Mechanisms in Glass-Fibre-Reinforced Polypropylene. Compos. Sci. Technol. 1994, 52, 369–376. [Google Scholar] [CrossRef]
- Van Den Oever, M.; Peijs, T. Continuous-Glass-Fibre-Reinforced Polypropylene Composites II. Influence of Maleic-Anhydride Modified Polypropylene on Fatigue Behaviour. Compos. Part A Appl. Sci. Manuf. 1998, 29, 227–239. [Google Scholar] [CrossRef]
- Ferreira, J.A.M.; Costa, J.D.M.; Reis, P.N.B.; Richardson, M.O.W. Analysis of Fatigue and Damage in Glass-Fibre-Reinforced Polypropylene Composite Materials. Compos. Sci. Technol. 1999, 59, 1461–1467. [Google Scholar] [CrossRef] [Green Version]
- Gamstedt, E.K.; Berglund, L.A.; Peijs, T. Fatigue Mechanisms in Unidirectional Glass-Fibre-Reinforced Polypropylene. Compos. Sci. Technol. 1999, 59, 759–768. [Google Scholar] [CrossRef]
- Petrucci, R.; Nisini, E.; Puglia, D.; Sarasini, F.; Rallini, M.; Santulli, C.; Minak, G.; Kenny, J.M. Tensile and Fatigue Characterisation of Textile Cotton Waste/Polypropylene Laminates. Compos. Part B Eng. 2015, 81, 84–90. [Google Scholar] [CrossRef]
- Andrady, A.L.; Hamid, H.S.; Torikai, A. Effects of climate change and UV-B on materials. Photochem. Photobiol. Sci. 2003, 2, 68–72. [Google Scholar] [CrossRef] [PubMed]
- Feldman, D. Polymer weathering: Photo-oxidation. J. Polym. Environ. 2002, 10, 163–173. [Google Scholar] [CrossRef]
- Jacques, L.F.E. Accelerated and outdoor/natural exposure testing of coatings. Prog. Polym. Sci. 2000, 25, 1337–1362. [Google Scholar] [CrossRef]
- Gonsalves, K.E.; Patel, S.H.; Chen, X. Development of potentially degradable materials for marine applications. II. Polypropylene-starch blends. J. Appl. Polym. Sci. 1991, 43, 405–415. [Google Scholar] [CrossRef]
- Luo, G.; Suto, T.; Yasu, S.; Kato, K. Catalytic degradation of high density polyethylene and polypropylene into liquid fuel in a powder-particle fluidized bed. Polym. Degrad. Stab. 2000, 70, 97–102. [Google Scholar] [CrossRef]
- Haque, M.M.-U.; Goda, K.; Ogoe, S.; Sunaga, Y. Fatigue Analysis and Fatigue Reliability of Polypropylene/Wood Flour Composites. Adv. Ind. Eng. Polym. Res. 2019, 2, 136–142. [Google Scholar] [CrossRef]
- Bureau, M.N.; Denault, J. Fatigue Resistance of Continuous Glass Fiber/Polypropylene Composites: Temperature Dependence. Polym. Compos. 2004, 25, 622–629. [Google Scholar] [CrossRef]
- Maiti, S.N.; Mahapatro, P.K. Mechanical properties of i-PP/CaCO3 composites. J. Appl. Polym. Sci. 1991, 42, 3101–3110. [Google Scholar] [CrossRef]
- Tjong, S.C.; Li, R.K.Y.; Cheung, T. Mechanical behavior of CaCO3 particulate-filled β-crystalline phase polypropylene composites. Polym. Eng. Sci. 1997, 37, 166–172. [Google Scholar] [CrossRef]
- Asumani, O.; Paskaramoorthy, R. Fatigue and Impact Strengths of Kenaf Fibre Reinforced Polypropylene Composites: Effects of Fibre Treatments. Adv. Compos. Mater. 2020, 30, 103–115. [Google Scholar] [CrossRef]
- Imaddahen, M.A.; Shirinbayan, M.; Ayari, H.; Foucard, M.; Tcharkhtchi, A.; Fitoussi, J. Multi-Scale Analysis of Short Glass Fiber-Reinforced Polypropylene under Monotonic and Fatigue Loading. Polym. Compos. 2020, 41, 4649–4662. [Google Scholar] [CrossRef]
- Eftekhari, M.; Fatemi, A. On the Strengthening Effect of Increasing Cycling Frequency on Fatigue Behavior of Some Polymers and Their Composites: Experiments and Modeling. Int. J. Fatigue 2016, 87, 153–166. [Google Scholar] [CrossRef]
- Wang, C.-N.; Yang, F.-C.; Nguyen, V.T.T.; Nguyen, Q.M.; Huynh, N.T.; Huynh, T.T. Optimal Design for Compliant Mechanism Flexure Hinges: Bridge-Type. Micromachines 2021, 12, 1304. [Google Scholar] [CrossRef]
- Singh, M.; Sharma, S.; Muniappan, A.; Pimenov, D.Y.; Wojciechowski, S.; Jha, K.; Dwivedi, S.P.; Li, C.; Królczyk, J.B.; Walczak, D.; et al. In Situ Micro-Observation of Surface Roughness and Fracture Mechanism in Metal Microforming of Thin Copper Sheets with Newly Developed Compact Testing Apparatus. Materials 2022, 15, 1368. [Google Scholar] [CrossRef]
- Wang, C.-N.; Yang, F.-C.; Nguyen, V.T.T.; Vo, N.T.M. CFD Analysis and Optimum Design for a Centrifugal Pump Using an Effectively Artificial Intelligent Algorithm. Micromachines 2022, 13, 1208. [Google Scholar] [CrossRef]
- Huynh, T.T.; Nguyen, T.V.T.; Nguyen, Q.M.; Nguyen, T.K. Minimizing Warpage for Macro-Size Fused Deposition Modeling Parts. Comput. Mater. Contin. 2021, 68, 2913–2923. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Molding Parameters | Unit | Value |
|---|---|---|
| Melt temperature | °C | 220 |
| Mold temperature | °C | 75 |
| Injection pressure | MPa | 40 |
| Injection time | s | 0.5 |
| Drying time (85 °C) | h | 12 |
| Sample—0.1 mm | Time | Fatigue Cycle | Sample—0.3 mm | Time | Fatigue Cycle |
| Sample 1.1 | 25:56:29 | 1556 | Sample 11.1 | 11:43:18 | 703 |
| Sample 1.2 | 24:01:32 | 1442 | Sample 11.2 | 12:57:52 | 777 |
| Sample 1.3 | 23:46:17 | 1426 | Sample 11.3 | 11:09:58 | 669 |
| Sample 1.4 | 25:54:20 | 1554 | Sample 11.4 | 12:12:52 | 732 |
| Sample 1.5 | 24:20:26 | 1460 | Sample 11.5 | 11:51:35 | 711 |
| Average | 1488 | Average | 718 | ||
| Sample—0.2 mm | Time | Fatigue Cycle | Sample—0.4 mm | Time | Fatigue Cycle |
| Sample 6.1 | 17:53:57 | 1073 | Sample 16.1 | 6:36:07 | 396 |
| Sample 6.2 | 17:27:02 | 1047 | Sample 16.2 | 6:52:14 | 412 |
| Sample 6.3 | 17:08:06 | 1028 | Sample 16.3 | 6:07:05 | 367 |
| Sample 6.4 | 17:46:05 | 1066 | Sample 16.4 | 5:53:04 | 353 |
| Sample 6.5 | 17:58:08 | 1078 | Sample 16.5 | 5:40:30 | 340 |
| Average | 1058 | Average | 374 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Minh, P.S.; Nguyen, V.-T.; Nguyen, V.T.; Uyen, T.M.T.; Do, T.T.; Nguyen, V.T.T. Study on the Fatigue Strength of Welding Line in Injection Molding Products under Different Tensile Conditions. Micromachines 2022, 13, 1890. https://doi.org/10.3390/mi13111890
Minh PS, Nguyen V-T, Nguyen VT, Uyen TMT, Do TT, Nguyen VTT. Study on the Fatigue Strength of Welding Line in Injection Molding Products under Different Tensile Conditions. Micromachines. 2022; 13(11):1890. https://doi.org/10.3390/mi13111890
Chicago/Turabian StyleMinh, Pham Son, Van-Thuc Nguyen, Vinh Tien Nguyen, Tran Minh The Uyen, Thanh Trung Do, and Van Thanh Tien Nguyen. 2022. "Study on the Fatigue Strength of Welding Line in Injection Molding Products under Different Tensile Conditions" Micromachines 13, no. 11: 1890. https://doi.org/10.3390/mi13111890
APA StyleMinh, P. S., Nguyen, V. -T., Nguyen, V. T., Uyen, T. M. T., Do, T. T., & Nguyen, V. T. T. (2022). Study on the Fatigue Strength of Welding Line in Injection Molding Products under Different Tensile Conditions. Micromachines, 13(11), 1890. https://doi.org/10.3390/mi13111890