

A Miniaturized Device Coupled with Digital Image Correlation for Mechanical Testing





Abstract
:1. Introduction
2. Materials and Methods
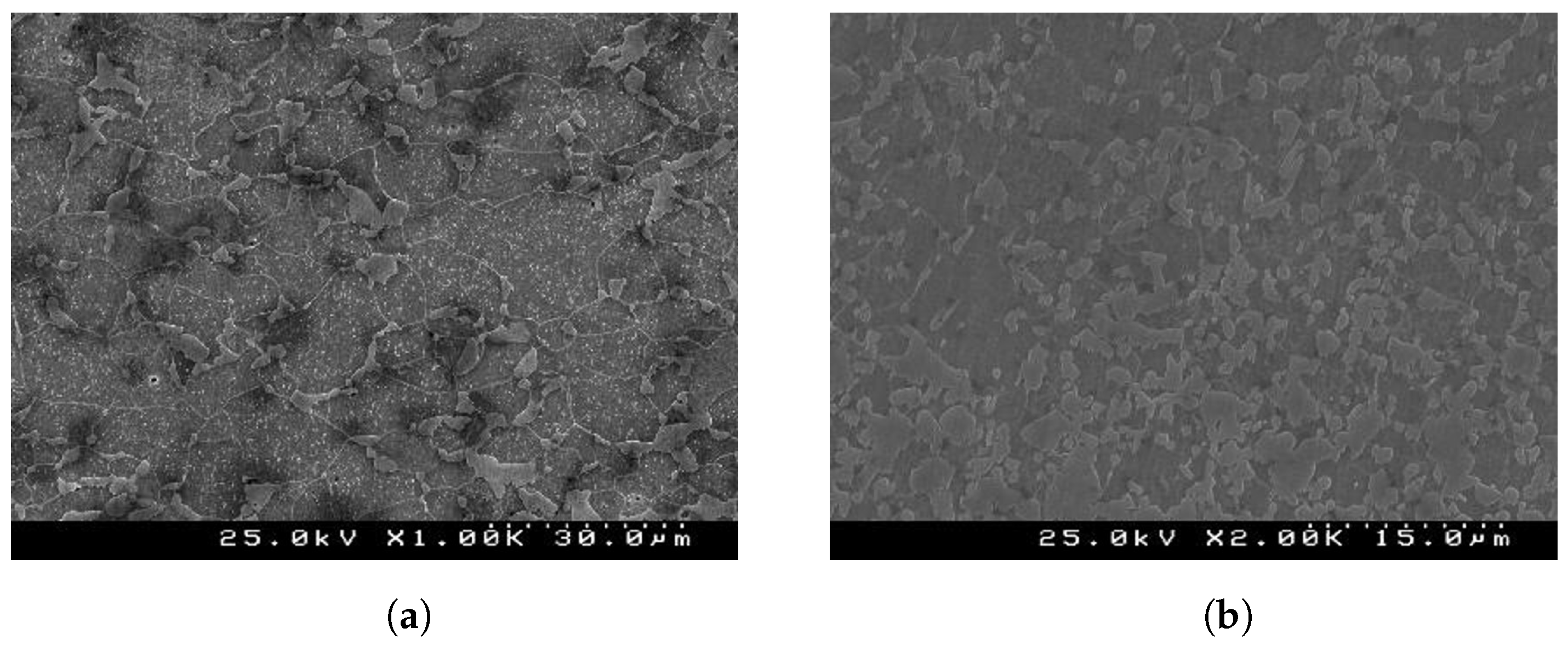
2.1. Materials
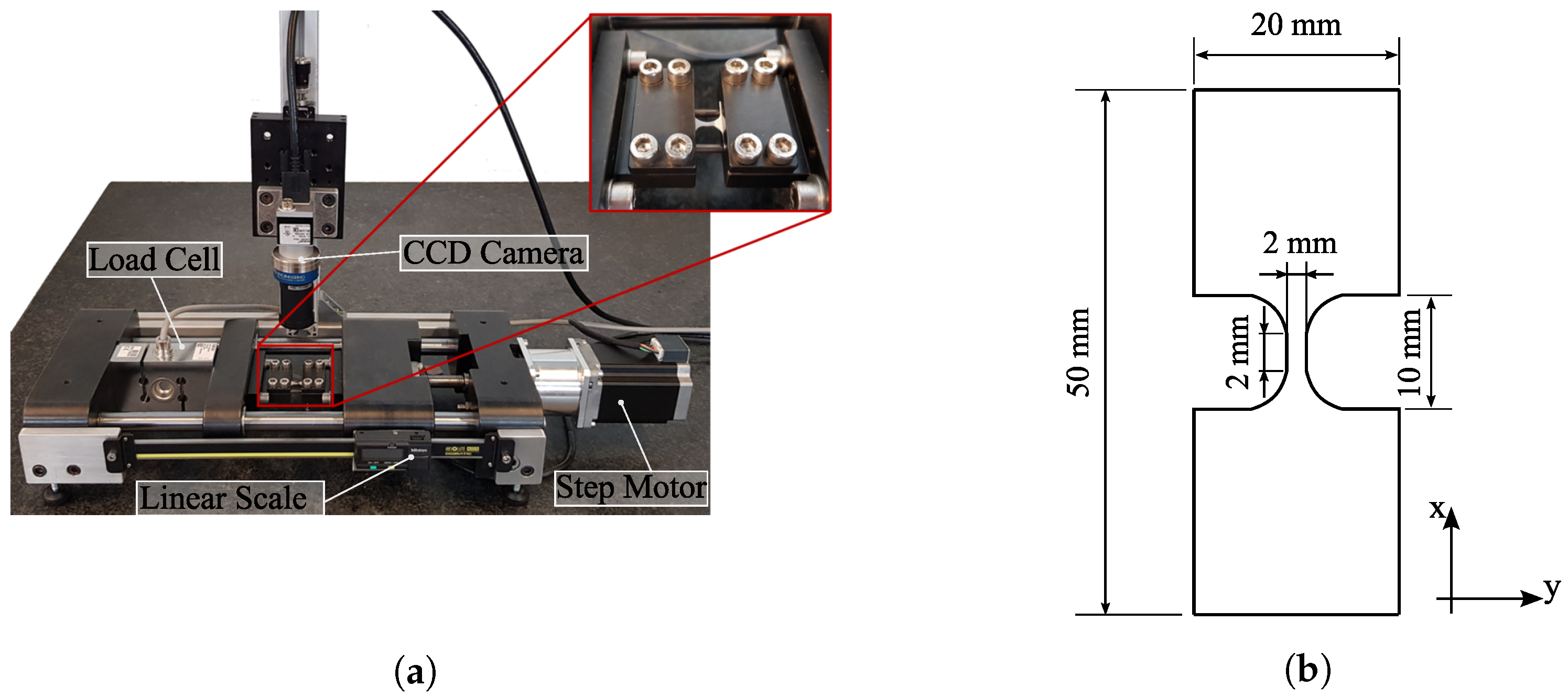
2.2. Design of an Uniaxial Test Equipment for Miniaturized Specimens
2.3. Testing Conditions
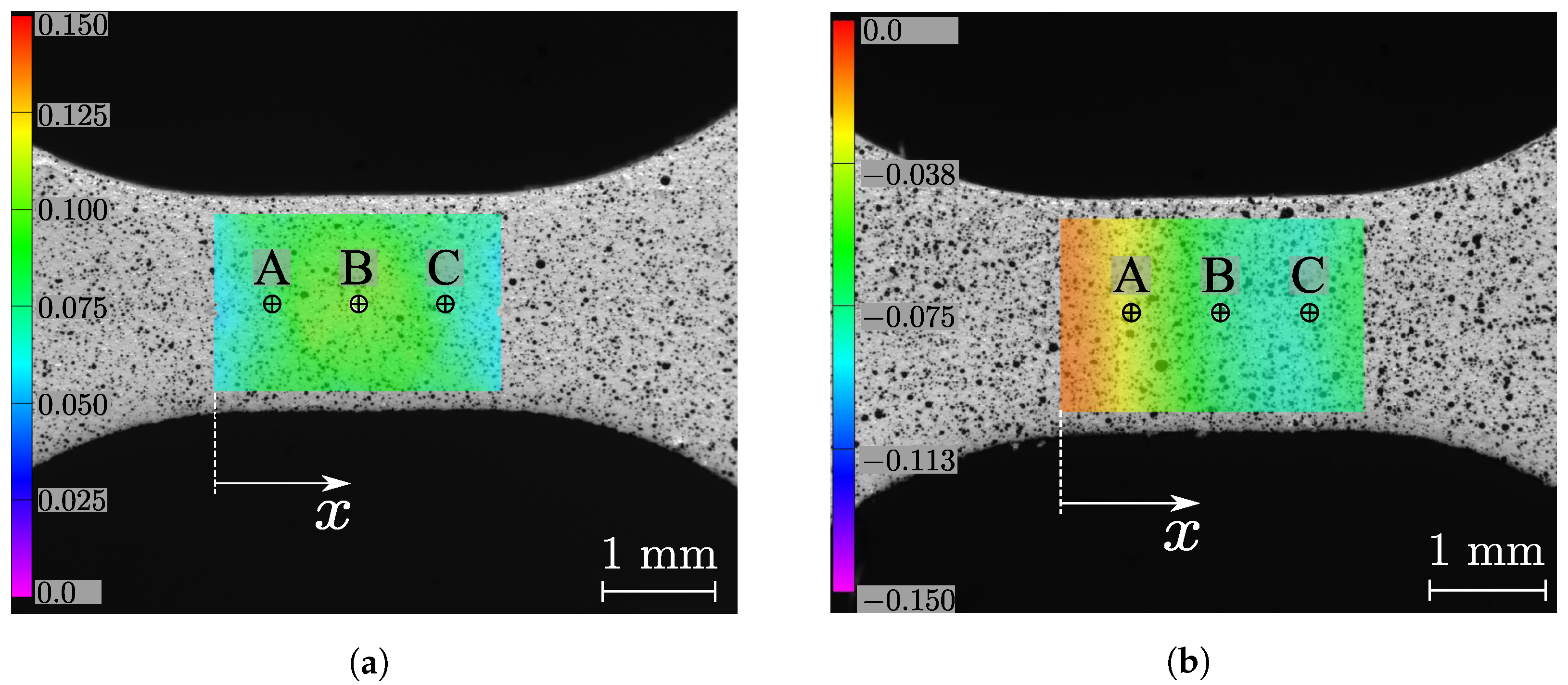
2.4. Digital Image Correlation
2.4.1. Choice of the Optical Technique
2.4.2. Optical System and Speckle Pattern
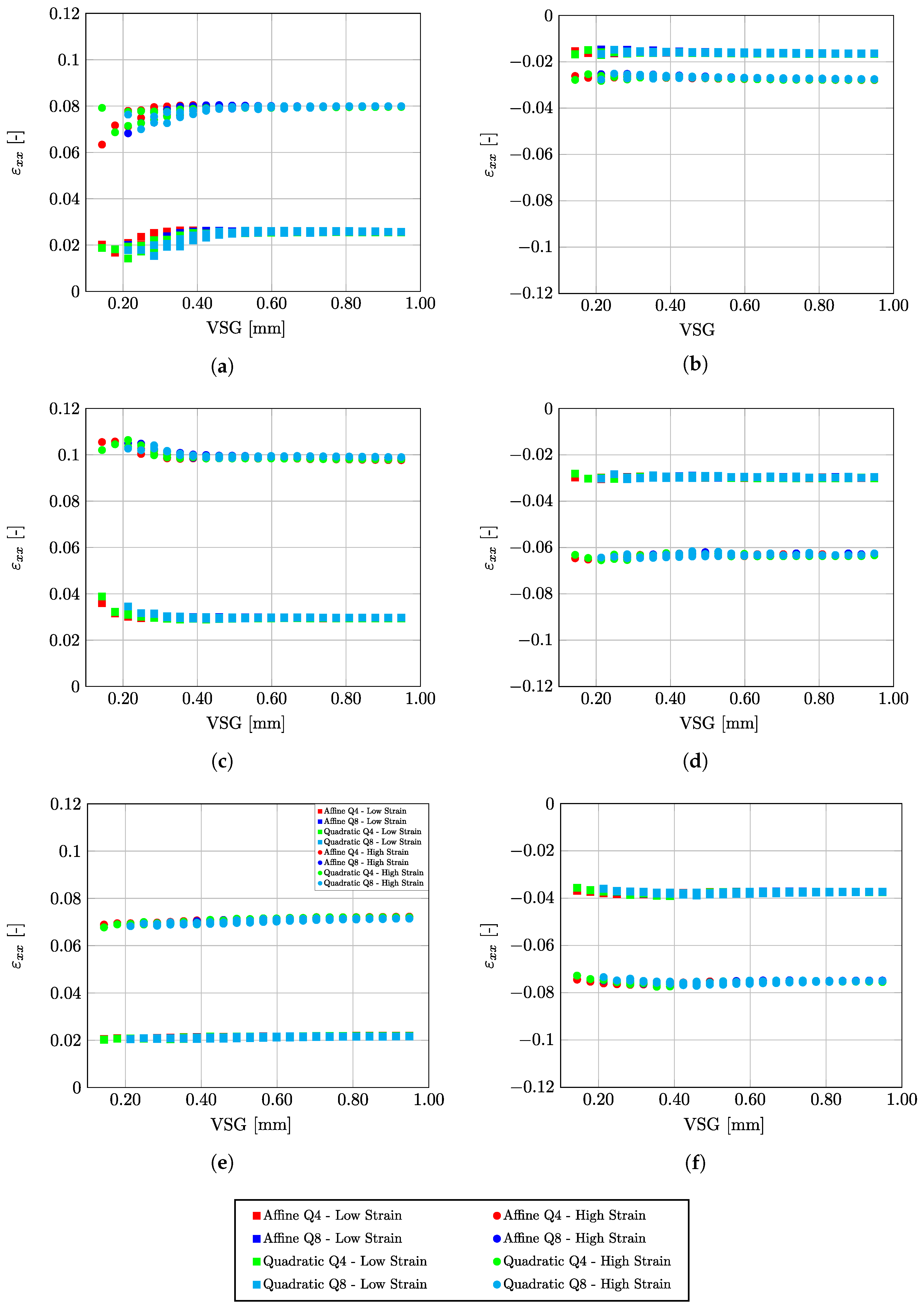
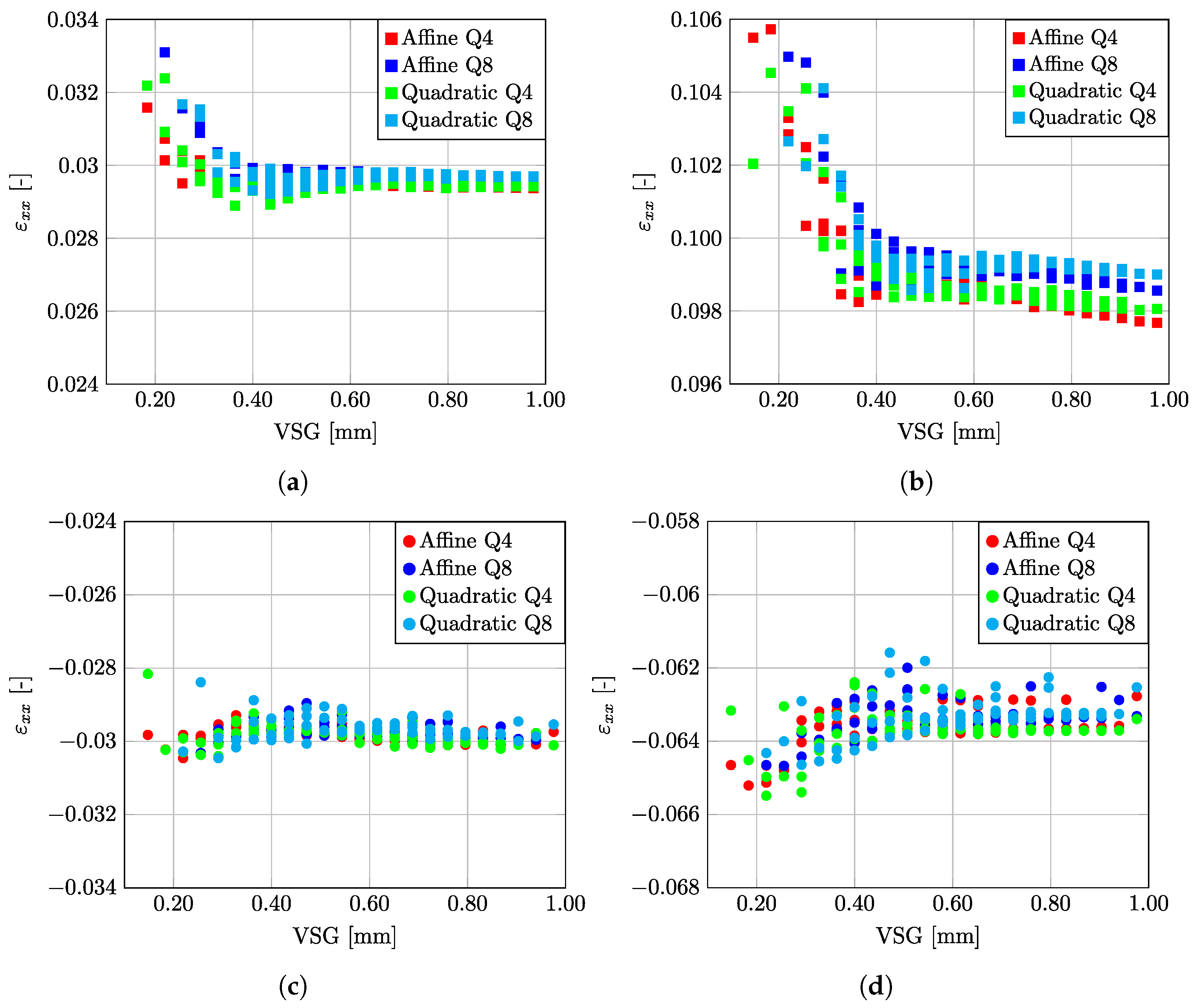
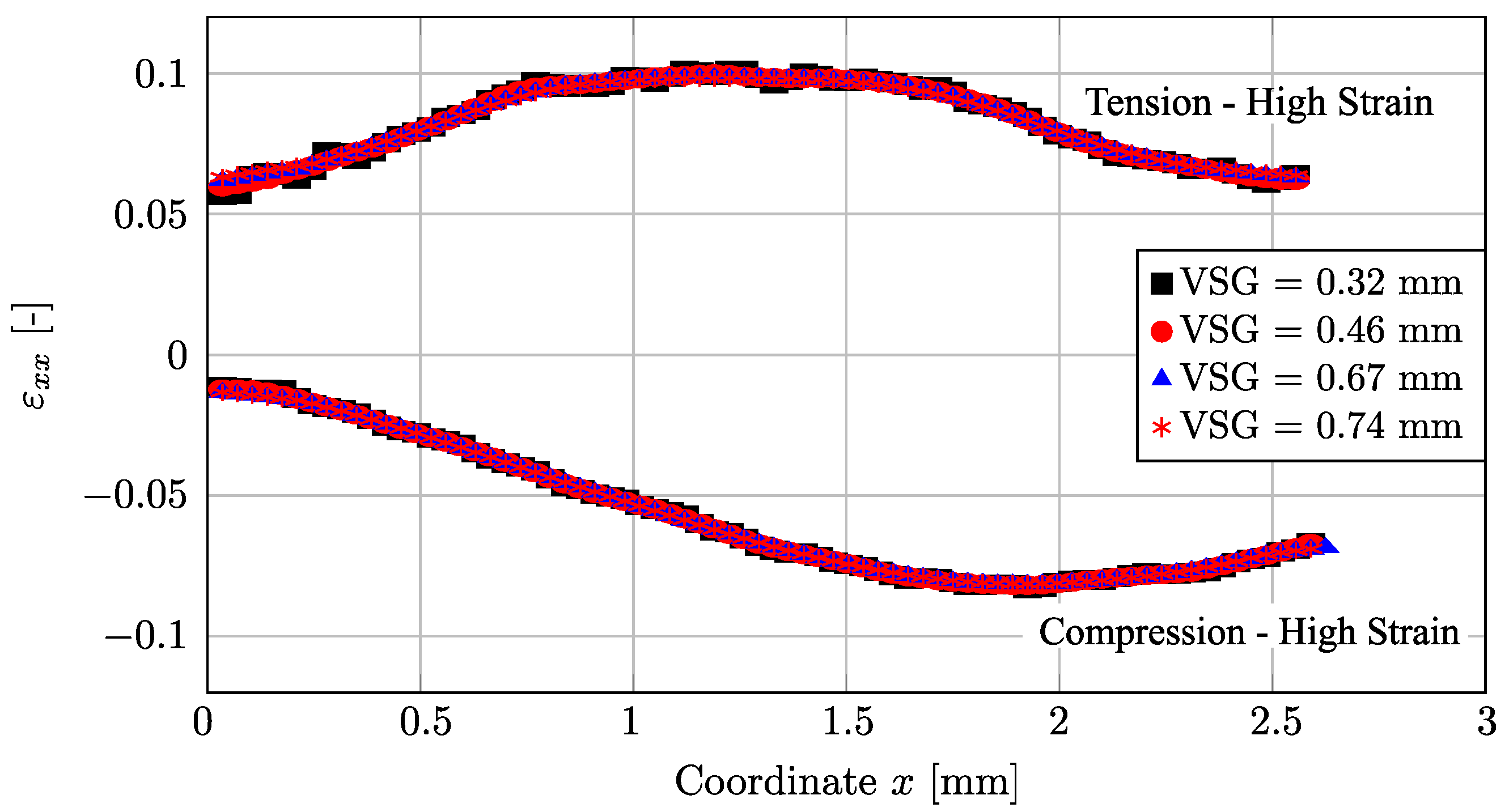
2.4.3. Selecting DIC Setting Parameters
3. Results and Discussion
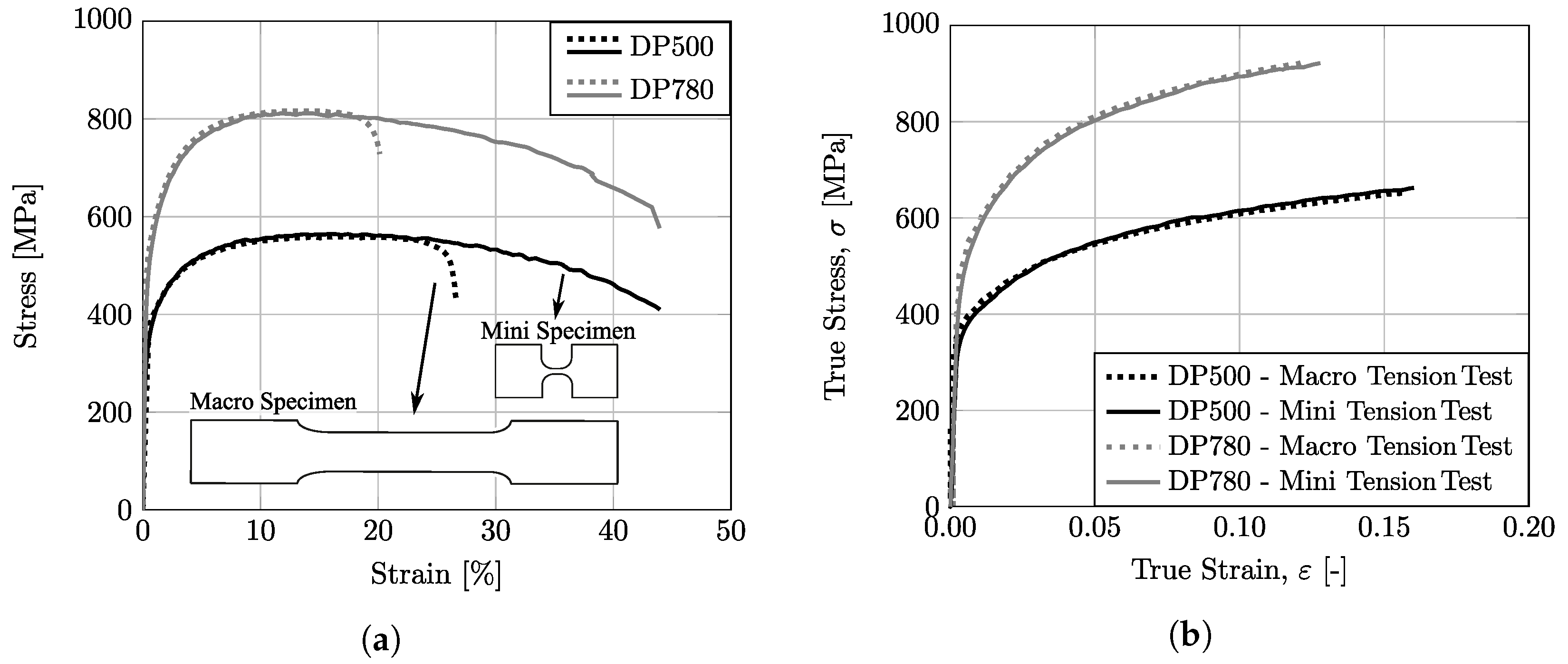
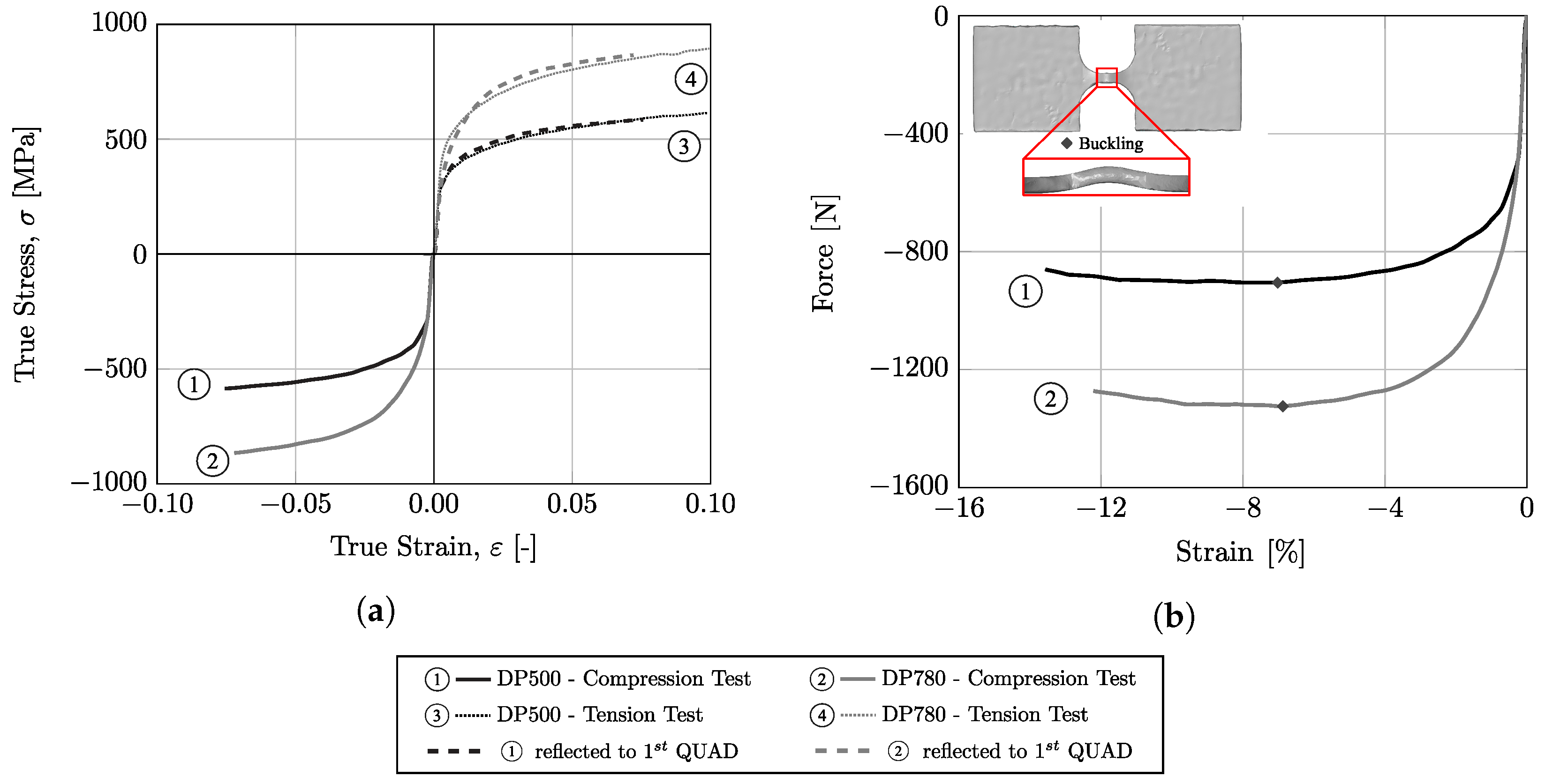
3.1. Monotonic Tension and Compression Tests
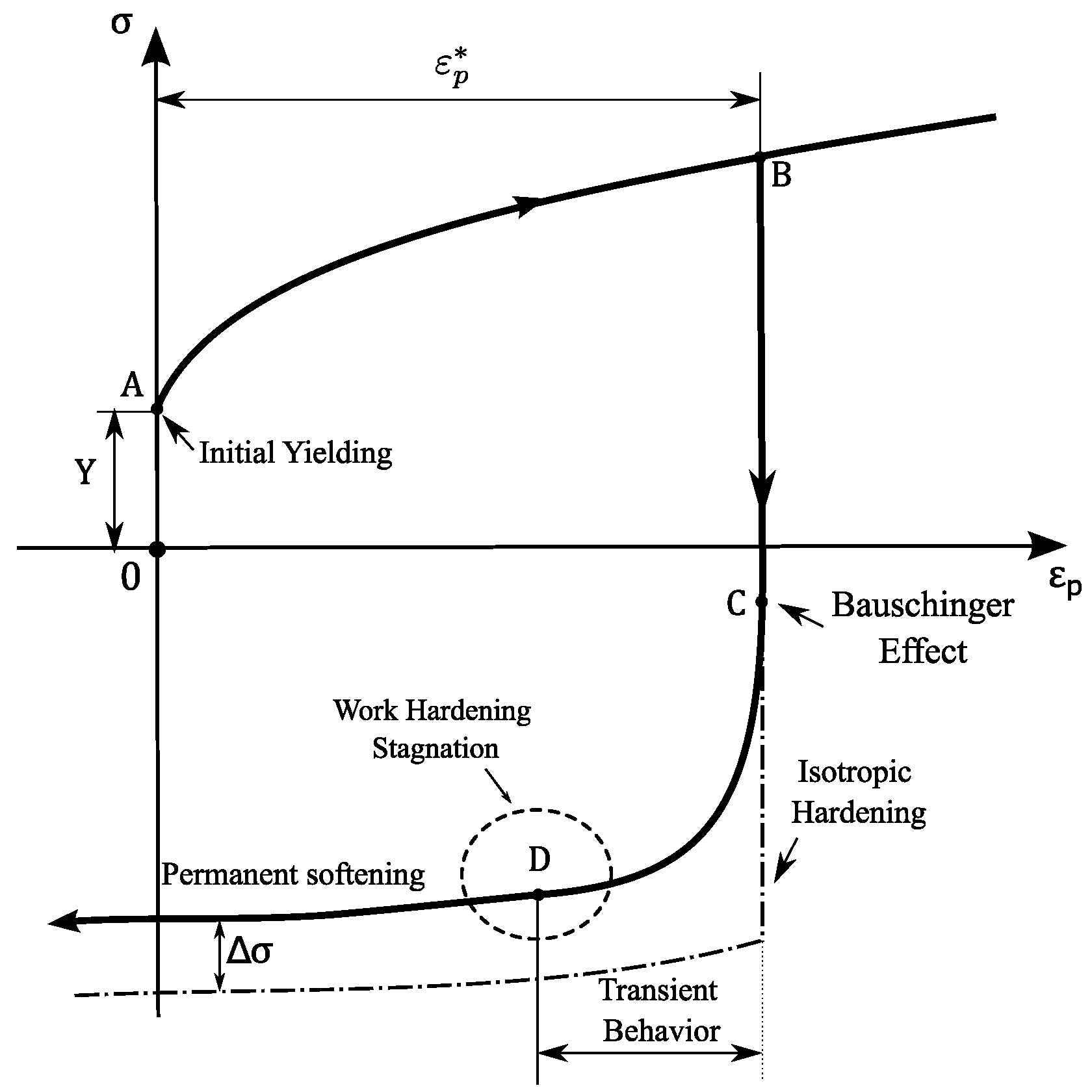
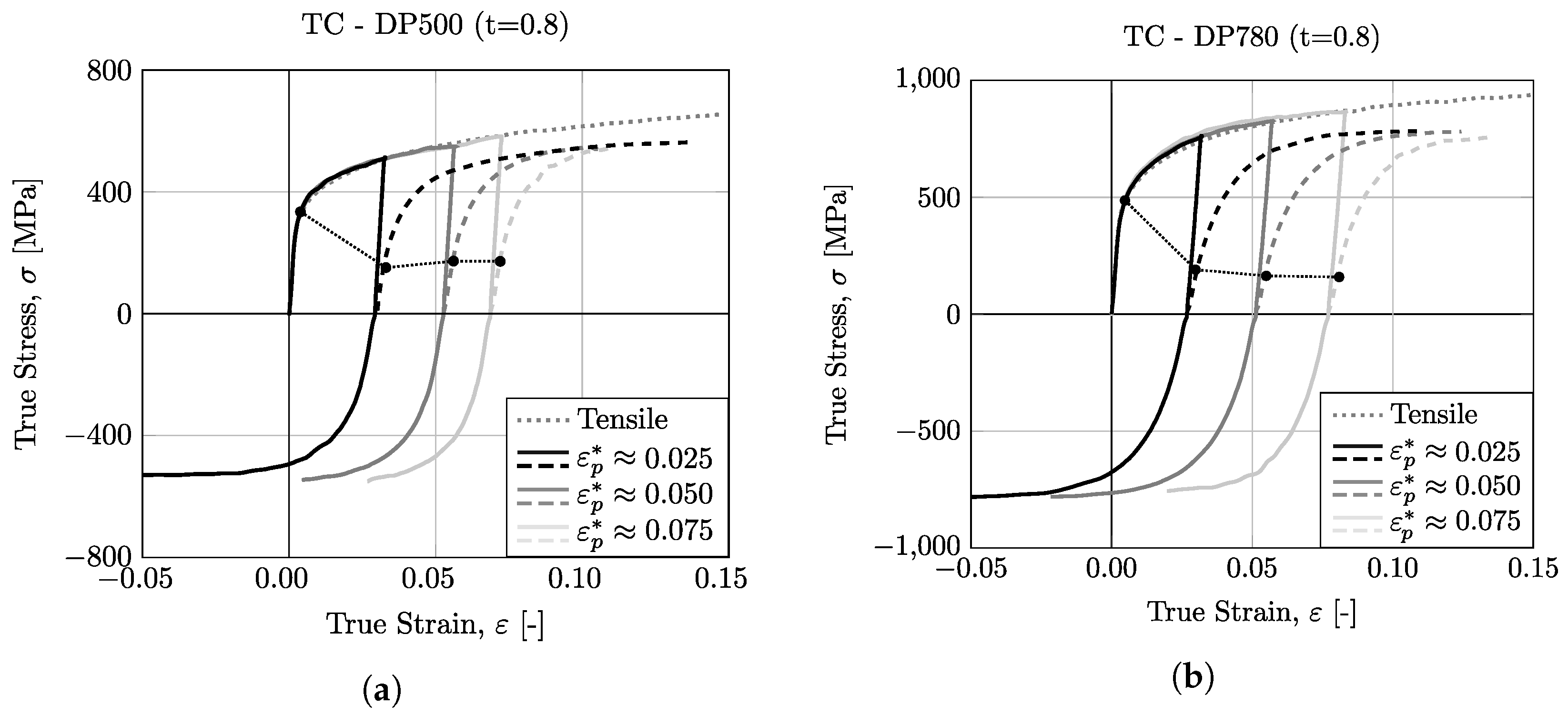
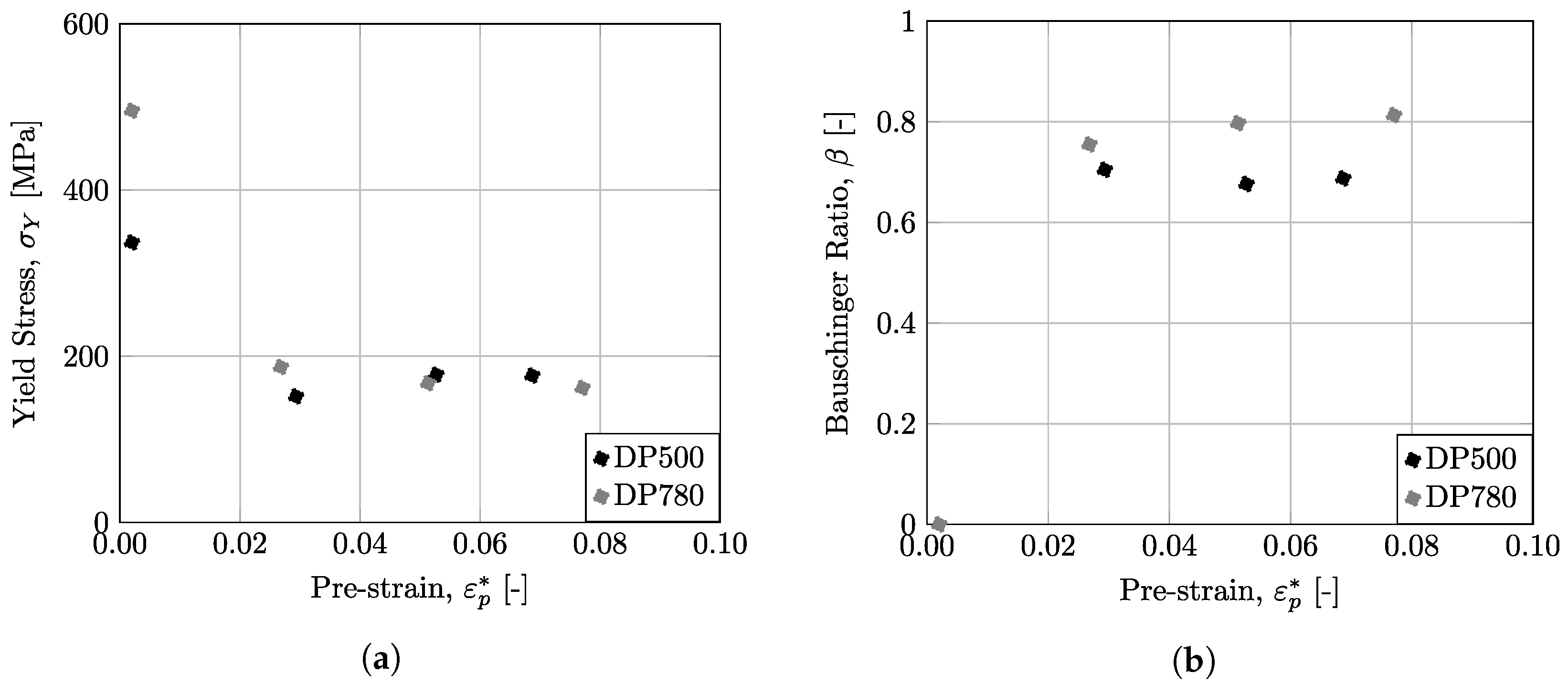
3.2. Reverse Loading Tests: Tension–Compression
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| CCD | Charge-Coupled Device |
| DIC | Digital Image Correlation |
| EDM | Electrical Discharge Machining |
| ESPI | Electronic Speckle-Pattern Interferometry |
| FEM | Finite Element Method |
| HAH | Homogeneous Anisotropic Hardening |
| MEMS | Microelectromechanical systems |
| MSTD | Miniaturized Specimen Tester Device |
| MTT | Miniaturized Tensile Test |
| OM | Optical Microscopy |
| SEM | Scanning Electron Microscopy |
| SS | Subset Size |
| SSTT | Small Specimen Test Technology |
| ST | Subset Step |
| STM | Scanning Tunneling Microscope |
| SW | Strain Window |
| VSG | Virtual Strain Gauge |
References
- Gorji, M.B.; Furmanski, J.; Mohr, D. From macro- to micro-experiments: Specimen-size independent identification of plasticity and fracture properties. Int. J. Mech. Sci. 2021, 199, 106389. [Google Scholar] [CrossRef]
- Zheng, P.; Chen, R.; Liu, H.; Chen, J.; Zhang, Z.; Liu, X.; Shen, Y. On the standards and practices for miniaturized tensile test—A review. Fusion Eng. Des. 2020, 161, 112006. [Google Scholar] [CrossRef]
- Lucon, E. 1.08-Testing of Small-Sized Specimens. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 135–163. [Google Scholar]
- Klueh, R. Miniature tensile test specimens for fusion reactor irradiation studies. Nucl. Eng. Des. Fusion 1985, 2, 407–416. [Google Scholar] [CrossRef]
- Şahin, S.; Saeed, A. Experimental evaluation of surveillance capsule assemblies for life assessment of CHASNUPP Unit-1 reactor pressure vessel. Ann. Nucl. Energy 2016, 89, 90–98. [Google Scholar] [CrossRef]
- Lucon, E. Material damage evaluation and residual life assessment of primary power plant components using specimens of non–standard dimensions. Mater. Sci. Technol. 2001, 17, 777–785. [Google Scholar] [CrossRef]
- Oluwasegun, K.; Cooper, C.; Chiu, Y.; Jones, I.; Li, H.; Baxter, G. Micro-tensile strength of a welded turbine disc superalloy. Mater. Sci. Eng. A 2014, 596, 229–235. [Google Scholar] [CrossRef]
- Liu, P.; Bao, J.; Bao, Y. Mechanical Properties and Fracture Behavior of an EBW T2 Copper–45 Steel Joint. Materials 2019, 12, 1714. [Google Scholar] [CrossRef] [Green Version]
- Gil, J.; Seca, R.; Amaral, R.; Emadinia, O.; Reis, A.; Jesus, A. 18Ni300 Maraging Steel Produced via Direct energy Deposition on H13 Tool Steel and DIN CK45. In Key Engineering Materials; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2022; Volume 926, pp. 194–205. [Google Scholar]
- Azinpour, E.; Cruz, D.J.; de Sa, J.M.A.C.; Santos, A. Phase-field approach in elastoplastic solids: Application of an iterative staggered scheme and its experimental validation. Comput. Mech. 2021, 68, 255–269. [Google Scholar] [CrossRef]
- Spearing, S. Materials issues in microelectromechanical systems (MEMS). Acta Mater. 2000, 48, 179–196. [Google Scholar] [CrossRef]
- Rajagopalan, J. Microelectromechanical Systems (MEMS)-Based Testing of Materials. In Handbook of Mechanics of Materials; Schmauder, S., Chen, C.S., Chawla, K.K., Chawla, N., Chen, W., Kagawa, Y., Eds.; Springer: Singapore, 2019; pp. 1955–1979. [Google Scholar]
- Rund, M.; Procházka, R.; Konopík, P.; Džugan, J.; Folgar, H. Investigation of Sample-size Influence on Tensile Test Results at Different Strain Rates. Procedia Eng. 2015, 114, 410–415. [Google Scholar] [CrossRef]
- Read, D.T.; Liew, L.A.; White, R.M.; Barbosa, N.; Geaney, J. Measuring flow curve and failure conditions for a MEMS-scale electrodeposited nickel alloy. Mater. Res. Express 2019, 6, 0950a6. [Google Scholar] [CrossRef]
- Hyun, H.C.; Kim, M.; Bang, S.; Lee, H. On acquiring true stress–strain curves for sheet specimens using tensile test and FE analysis based on a local necking criterion. J. Mater. Res. 2014, 29, 695–707. [Google Scholar] [CrossRef]
- Kamaya, M.; Kitsunai, Y.; Koshiishi, M. True stress–strain curve acquisition for irradiated stainless steel including the range exceeding necking strain. J. Nucl. Mater. 2015, 465, 316–325. [Google Scholar] [CrossRef]
- Hattalli, V.L.; Srivatsa, S.R. Sheet Metal Forming Processes–Recent Technological Advances. Mater. Today Proc. 2018, 5, 2564–2574. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2019.
- ISO 16808:2022; Metallic Materials—Sheet and Strip—Determination of Biaxial Stress-Strain Curve by Means of Bulge Test with Optical Measuring Systems. International Organization for Standardization: Geneva, Switzerland, 2022.
- Hetz, P.; Kraus, M.; Merklein, M. Characterization of sheet metal components by using an upsetting test with miniaturized cylindrical specimen. CIRP Ann. 2022, 71, 233–236. [Google Scholar] [CrossRef]
- Aitchison, C.; Tuckerman, L. The Pack Method for Compressive Tests of Thin Specimens of Materials Used in Thin-Wall Structures; NASA Technical Reports Server (NTRS): Washington, DC, USA, 1939.
- Jackman, K. Improved methods for determining the compression properties of sheet metal. Automot. Aviat. Ind. 1944, 11, 36–38. [Google Scholar]
- Yoshida, F.; Uemori, T.; Fujiwara, K. Elastic–plastic behavior of steel sheets under in-plane cyclic tension–compression at large strain. Int. J. Plast. 2002, 18, 633–659. [Google Scholar] [CrossRef]
- Boger, R.K.; Wagoner, R.H.; Barlat, F.; Lee, M.G.; Chung, K. Continuous, large strain, tension/compression testing of sheet material. Int. J. Plast. 2005, 21, 2319–2343. [Google Scholar] [CrossRef]
- Sekine, A.; Kuwabara, T. 616 Development of In-Plane Reverse Loading Test Apparatus and Measurement of the Bauschinger Effect of Sheet Metals. Proc. Autumn Conf. Tohoku Branch 2005, 41, 251–252. [Google Scholar] [CrossRef]
- Tritschler, M.; Butz, A.; Helm, D.; Falkinger, G.; Kiese, J. Experimental analysis and modeling of the anisotropic response of titanium alloy Ti-X for quasi-static loading at room temperature. Int. J. Mater. Form. 2014, 7, 259–273. [Google Scholar] [CrossRef]
- Hußnätter, W. Yielding of magnesium alloy AZ31. In Proceedings of the ICTP2008, Gyeongju, Republic of Korea, 7–11 September 2008; p. 109. [Google Scholar]
- Cruz, D.J.; Shamchi, S.P.; Santos, A.D.; Amaral, R.L.; Tavares, P.J.; Moreira, P. Development of a mini-tensile approach for sheet metal testing using Digital Image Correlation. Proc. Struct. Integr. 2020, 25, 316–323. [Google Scholar] [CrossRef]
- Pereira, J.; Xavier, J.; Ghiassi, B.; Lousada, J.; Morais, J. On the identification of earlywood and latewood radial elastic modulus of Pinus pinaster by digital image correlation: A parametric analysis. J. Strain Anal. Eng. Des. 2018, 53, 566–574. [Google Scholar] [CrossRef]
- Grédiac, M.; Hild, F. (Eds.) Full-Field Measurements and Identification in Solid Mechanics; John Wiley and Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Pan, B. Digital image correlation for surface deformation measurement: Historical developments, recent advances and future goals. Meas. Sci. Technol. 2018, 29, 082001. [Google Scholar] [CrossRef]
- Cunha, F.; Santos, T.; Xavier, J. In Situ Monitoring of Additive Manufacturing Using Digital Image Correlation: A Review. Materials 2021, 14, 1511. [Google Scholar] [CrossRef] [PubMed]
- Sutton, M.; Mingqi, C.; Peters, W.; Chao, Y.; McNeill, S. Application of an optimized digital correlation method to planar deformation analysis. Image Vis. Comput. 1986, 4, 143–150. [Google Scholar] [CrossRef]
- Peters, W.H.; Ranson, W.F. Digital Imaging Techniques in Experimental Stress Analysis. Opt. Eng. 1982, 21, 427–431. [Google Scholar] [CrossRef]
- Pan, B.; Qian, K.; Xie, H.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement: A review. Meas. Sci. Technol. 2009, 20, 062001. [Google Scholar] [CrossRef]
- Xavier, J.; de Jesus, A.; Morais, J.; Pinto, J. Stereovision measurements on evaluating the modulus of elasticity of wood by compression tests parallel to the grain. Constr. Build. Mater. 2012, 26, 207–215. [Google Scholar] [CrossRef]
- Sousa, A.M.R.; Xavier, J.; Vaz, M.; Morais, J.J.L.; Filipe, V.M.J. Cross-Correlation and Differential Technique Combination to Determine Displacement Fields. Strain 2011, 47, 87–98. [Google Scholar] [CrossRef]
- Sendrowicz, A.; Myhre, A.O.; Wierdak, S.W.; Vinogradov, A. Challenges and Accomplishments in Mechanical Testing Instrumented by In Situ Techniques: Infrared Thermography, Digital Image Correlation, and Acoustic Emission. Appl. Sci. 2021, 11, 6718. [Google Scholar] [CrossRef]
- Zhang, D.; Luo, M.; Arola, D. Displacement/strain measurements using an optical microscope and digital image correlation. OPT Eng. 2006, 45, 2182108. [Google Scholar]
- Sun, Z.; Lyons, J.S.; McNeill, S.R. Measuring Microscopic Deformations with Digital Image Correlation. Opt. Lasers Eng. 1997, 27, 409–428. [Google Scholar] [CrossRef]
- Sabaté, N.; Vogel, D.; Gollhardt, A.; Keller, J.; Michel, B.; Cané, C.; Gràcia, I.; Morante, J.R. Measurement of residual stresses in micromachined structures in a microregion. Appl. Phys. Lett. 2006, 88, 071910. [Google Scholar] [CrossRef]
- Touchard, F.; Bridier, F.; Villechaise, P.; Brillaud, J. In-plane strain measurements on a microscopic scale by coupling digital image correlation and an in situ SEM technique. Mater. Charact. 2006, 56, 10–18. [Google Scholar]
- Vendroux, G.; Knauss, W. Submicron deformation field measurements: Part 1. Developing a digital scanning tunneling microscope. Exp. Mech. 1998, 38, 18–23. [Google Scholar] [CrossRef]
- Dong, Y.; Pan, B. A Review of Speckle Pattern Fabrication and Assessment for Digital Image Correlation. Exp. Mech. 2017, 57, 1161–1181. [Google Scholar] [CrossRef]
- Jones, E.; Iadicola, M. (Eds.) A Good Practices Guide for Digital Image Correlation; International Digital Image Correlation Society: Boston, MA, USA, 2018. [Google Scholar]
- Henriques, J.; Xavier, J.; Andrade-Campos, A. Identification of Orthotropic Elastic Properties of Wood by a Synthetic Image Approach Based on Digital Image Correlation. Materials 2022, 15, 625. [Google Scholar] [CrossRef]
- Lava, P.; Jones, E.; Wittevrongel, L.; Pierron, F. Validation of finite-element models using full-field experimental data: Levelling finite-element analysis data through a digital image correlation engine. Strain 2020, 56, e12350. [Google Scholar] [CrossRef]
- MatchID. MatchID Manual; MatchID: Metrology Beyond Colors: Gent, Belgium, 2017. [Google Scholar]
- Yuan, W.; Zhang, Z.; Su, Y.; Qiao, L.; Chu, W. Influence of specimen thickness with rectangular cross-section on the tensile properties of structural steels. Mater. Sci. Eng. A 2012, 532, 601–605. [Google Scholar] [CrossRef]
- Bauschinger, J. On the change of the position of the elastic limit of iron and steel under cyclic variations of stress. Mitt. Mech. Tech. Lab. Munich 1886, 13, 2. [Google Scholar]
- Yoshida, F.; Uemori, T. A model of large-strain cyclic plasticity describing the Bauschinger effect and workhardening stagnation. Int. J. Plast. 2002, 18, 661–686. [Google Scholar] [CrossRef]
- Barlat, F.; Gracio, J.J.; Lee, M.G.; Rauch, E.F.; Vincze, G. An alternative to kinematic hardening in classical plasticity. Int. J. Plast. 2011, 27, 1309–1327. [Google Scholar] [CrossRef]
- Lee, M.G.; Kim, D.; Kim, C.; Wenner, M.L.; Chung, K. Spring-back evaluation of automotive sheets based on isotropic–kinematic hardening laws and non-quadratic anisotropic yield functions, part III: Applications. Int. J. Plast. 2005, 21, 915–953. [Google Scholar] [CrossRef]
- Oliveira, M.; Alves, J.; Chaparro, B.; Menezes, L. Study on the influence of work-hardening modeling in springback prediction. Int. J. Plast. 2007, 23, 516–543. [Google Scholar] [CrossRef]
- Yoshida, F. Material models for accurate simulation of sheet metal forming and springback. In Proceedings of the AIP Conference Proceedings, American Institute of Physics, Penang, Malaysia, 21–23 December 2010; Volume 1252, pp. 71–78. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element [%] | C | Si | Mn | P | S | Cr | Ni | V | Cu | Al | Nb | B | N | EC 1 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DP500 | 0.079 | 0.31 | 0.65 | 0.003 | 0.003 | 0.03 | 0.03 | 0.01 | 0.01 | 0.038 | 0.0 | 0.0003 | 0.003 | 0.20 |
| DP780 | 0.138 | 0.20 | 1.52 | 0.011 | 0.002 | 0.03 | 0.03 | 0.02 | 0.01 | 0.038 | 0.014 | 0.0002 | 0.003 | 0.40 |
| Macro Sample | Miniaturized Sample | |
|---|---|---|
| Number of samples | 2 | 2 |
| Gauge length () | 50 mm | 2 mm |
| Crosshead speed | 5 mm/min | 0.5 mm/min |
| Frequency of data acquisition | 20 Hz | 20 Hz |
| Temperature | 23 °C | 23 °C |
| Humidity | 53% | 53% |
| Camera | Basler acA2440-75um, 5 MPixel, CMOS sensor |
| Pixel resolution | 2448 px × 2048 px |
| Lens | Opto Engineering TC 23 09 |
| Field of view | 8.8 mm × 6.6 mm |
| Magnification factor | 1× |
| Working distance | 63.3 mm |
| Image-conversion factor | 3.5 μm/px |
| Image-acquisition frequency | 5 Hz |
| Speckle pattern technique | Airbrush (nozzle set of 0.2 mm) |
| Average speckle size | 6 px|21.5 μm |
| Subset-Based Settings | |
|---|---|
| Subset size | SS |
| Subset step | ST = 10 px (fixed) |
| Shape function | {Affine, Quadratic} |
| Strain reconstruction-based settings | |
| Strain window | SW |
| Polynomial order * | Bilinear (Q4), Biquadratic (Q8) |
| Strain convention | Green–Lagrange |
| DIC Settings | |
|---|---|
| Correlation criterion | ZNSSD |
| Interpolant | Bicubic spline |
| Subset shape function | Affine |
| Subset size | 71 px |
| Step size | 10 px |
| Image pre-filtering | Gaussian, 5 px kernel |
| Strain Settings | |
| Strain window size | 9 data points |
| Strain interpolation | Bilinear Q4 |
| Strain convention | Green–Lagrange |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cruz, D.J.; Xavier, J.; Amaral, R.L.; Santos, A.D. A Miniaturized Device Coupled with Digital Image Correlation for Mechanical Testing. Micromachines 2022, 13, 2027. https://doi.org/10.3390/mi13112027
Cruz DJ, Xavier J, Amaral RL, Santos AD. A Miniaturized Device Coupled with Digital Image Correlation for Mechanical Testing. Micromachines. 2022; 13(11):2027. https://doi.org/10.3390/mi13112027
Chicago/Turabian StyleCruz, Daniel J., Jose Xavier, Rui L. Amaral, and Abel D. Santos. 2022. "A Miniaturized Device Coupled with Digital Image Correlation for Mechanical Testing" Micromachines 13, no. 11: 2027. https://doi.org/10.3390/mi13112027
APA StyleCruz, D. J., Xavier, J., Amaral, R. L., & Santos, A. D. (2022). A Miniaturized Device Coupled with Digital Image Correlation for Mechanical Testing. Micromachines, 13(11), 2027. https://doi.org/10.3390/mi13112027