
Rubik’s Cube as Reconfigurable Microfluidic Platform for Rapid Setup and Switching of Analytical Devices



Abstract
:1. Introduction
2. Materials and Methods
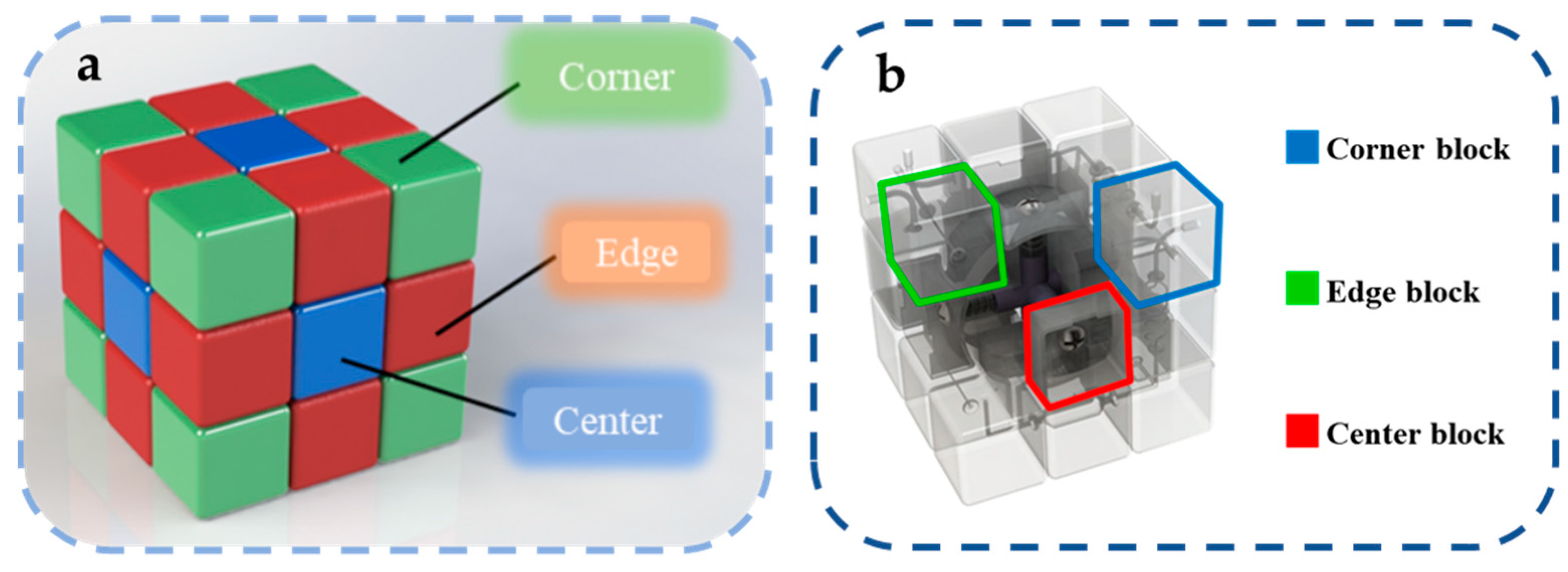
2.1. Design of Rubik’s Cube-like System
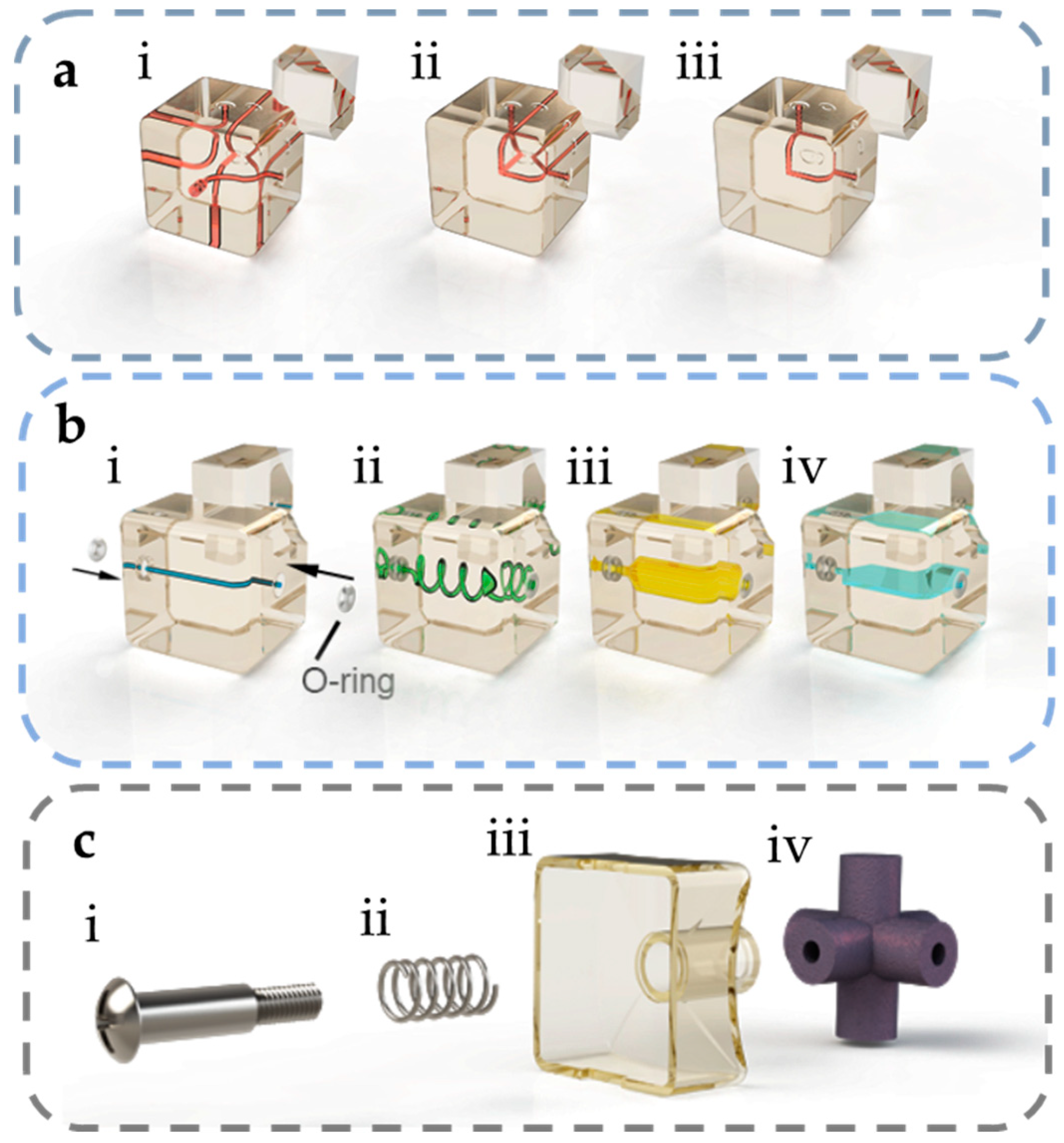
2.2. Module Design
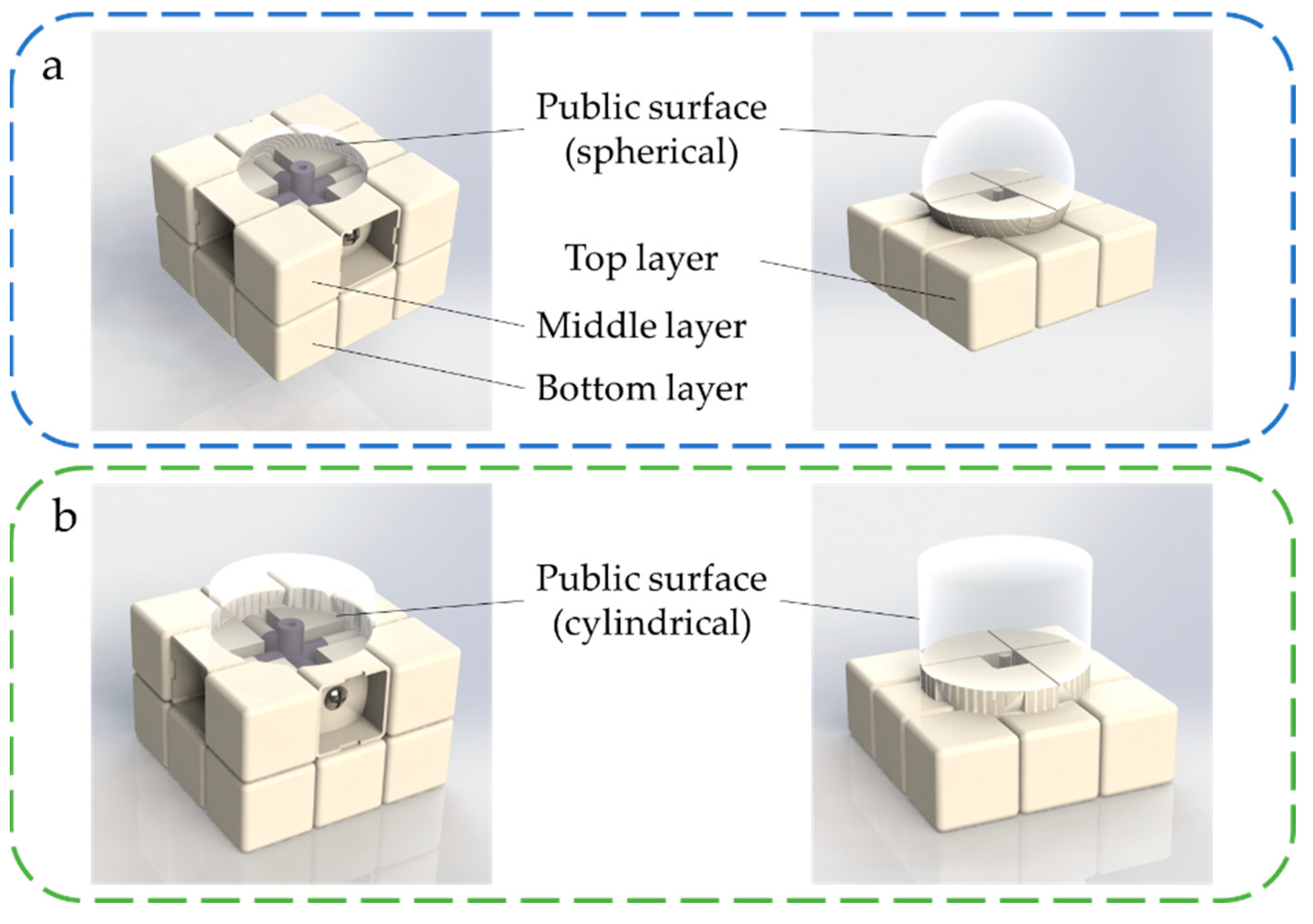
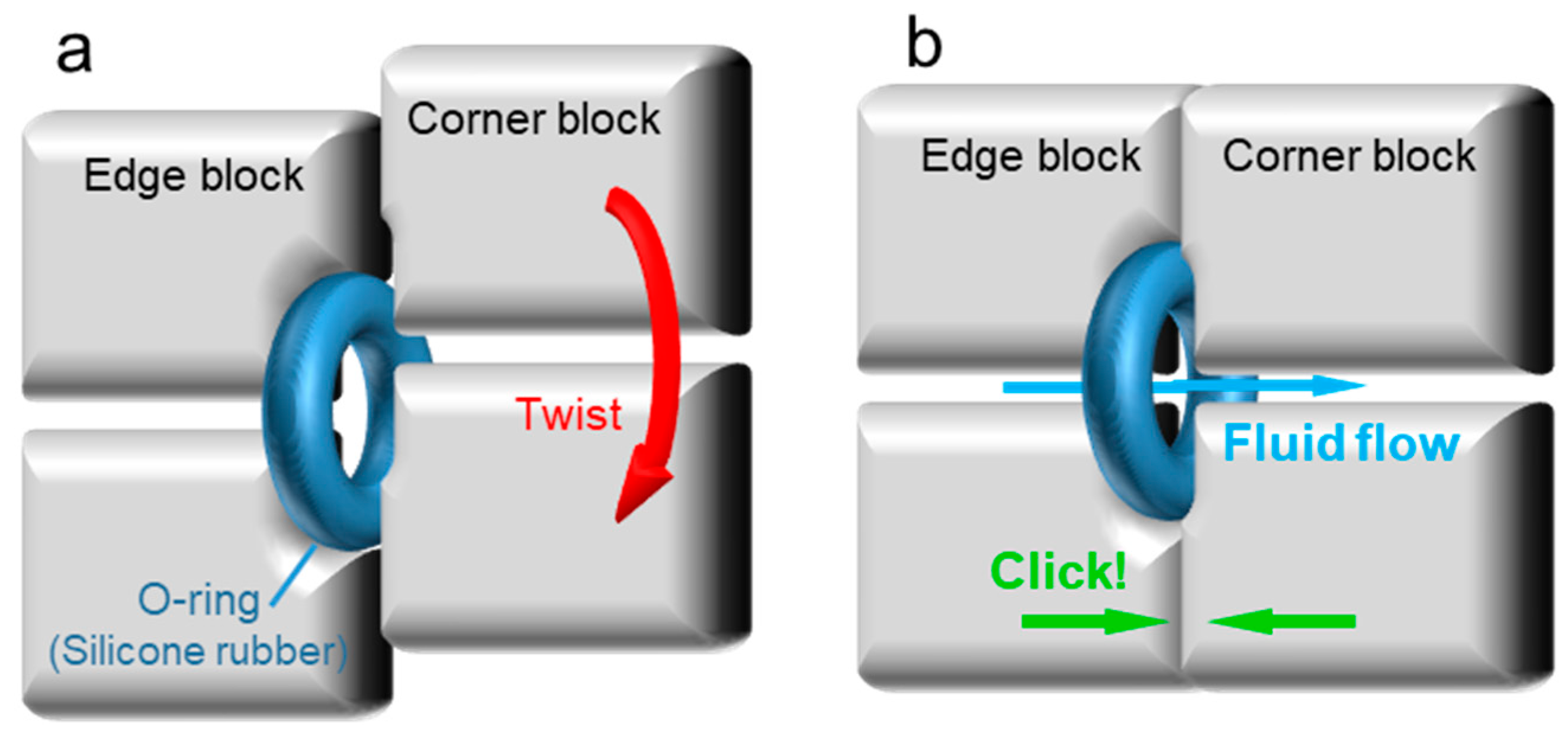
2.3. Module Alignment and Leak Proofing
2.4. Regular Modules Fabrication
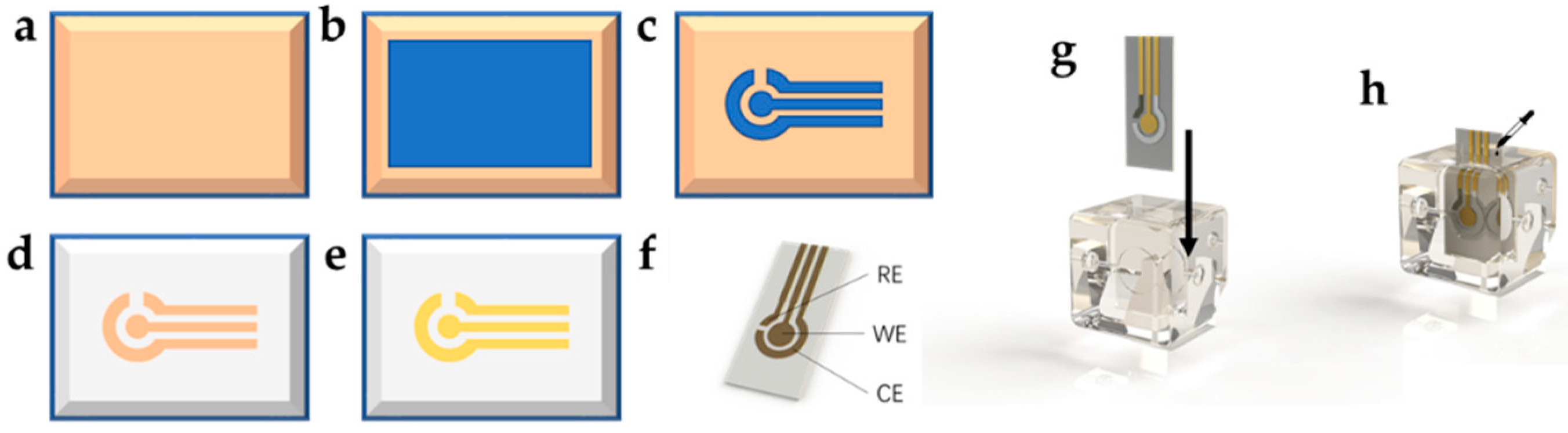
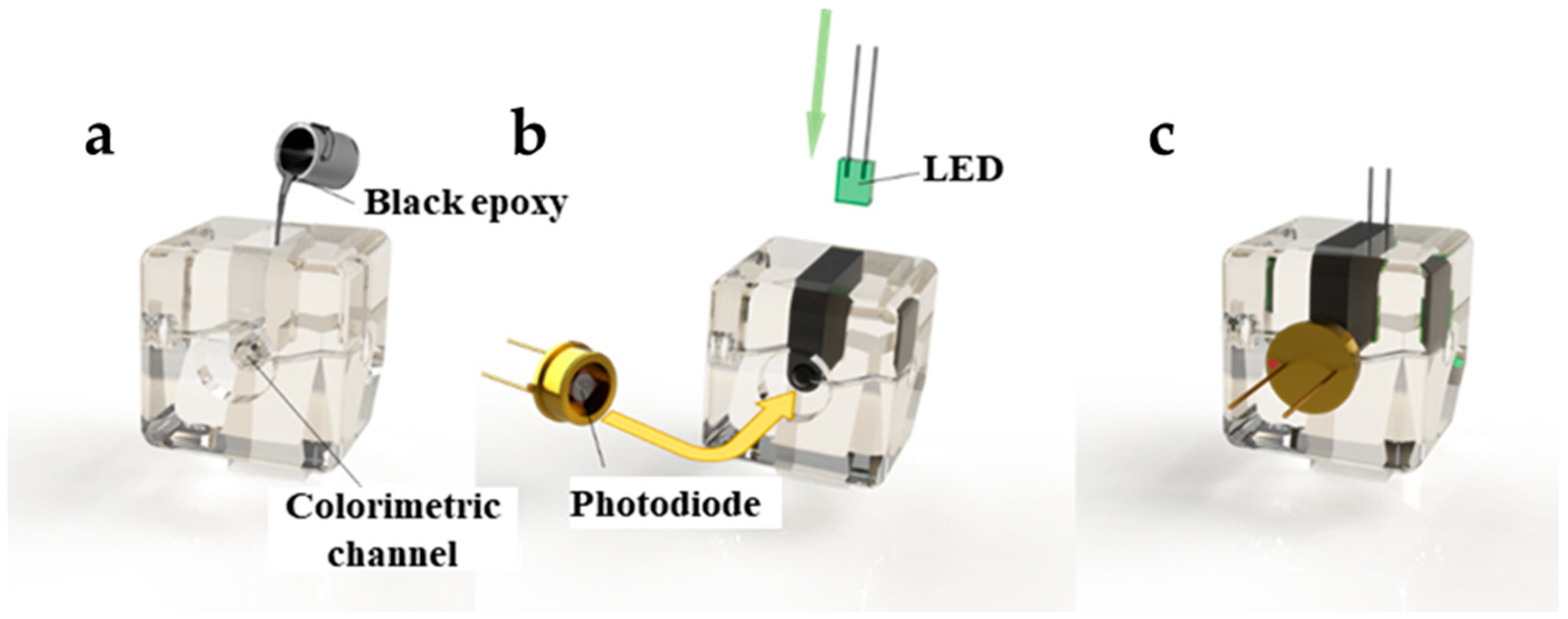
2.5. Custom Module Fabrication
3. Results and Discussion
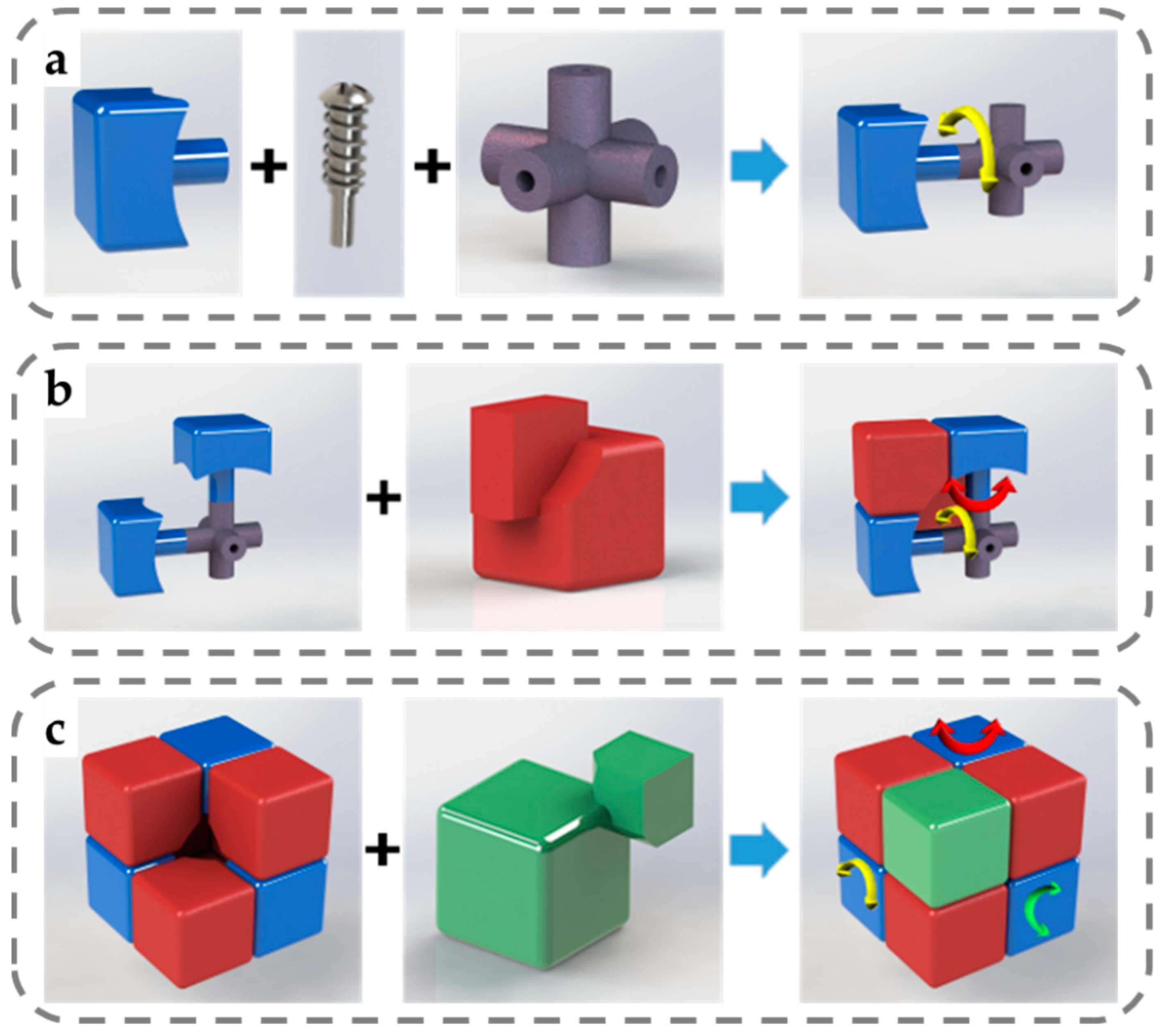
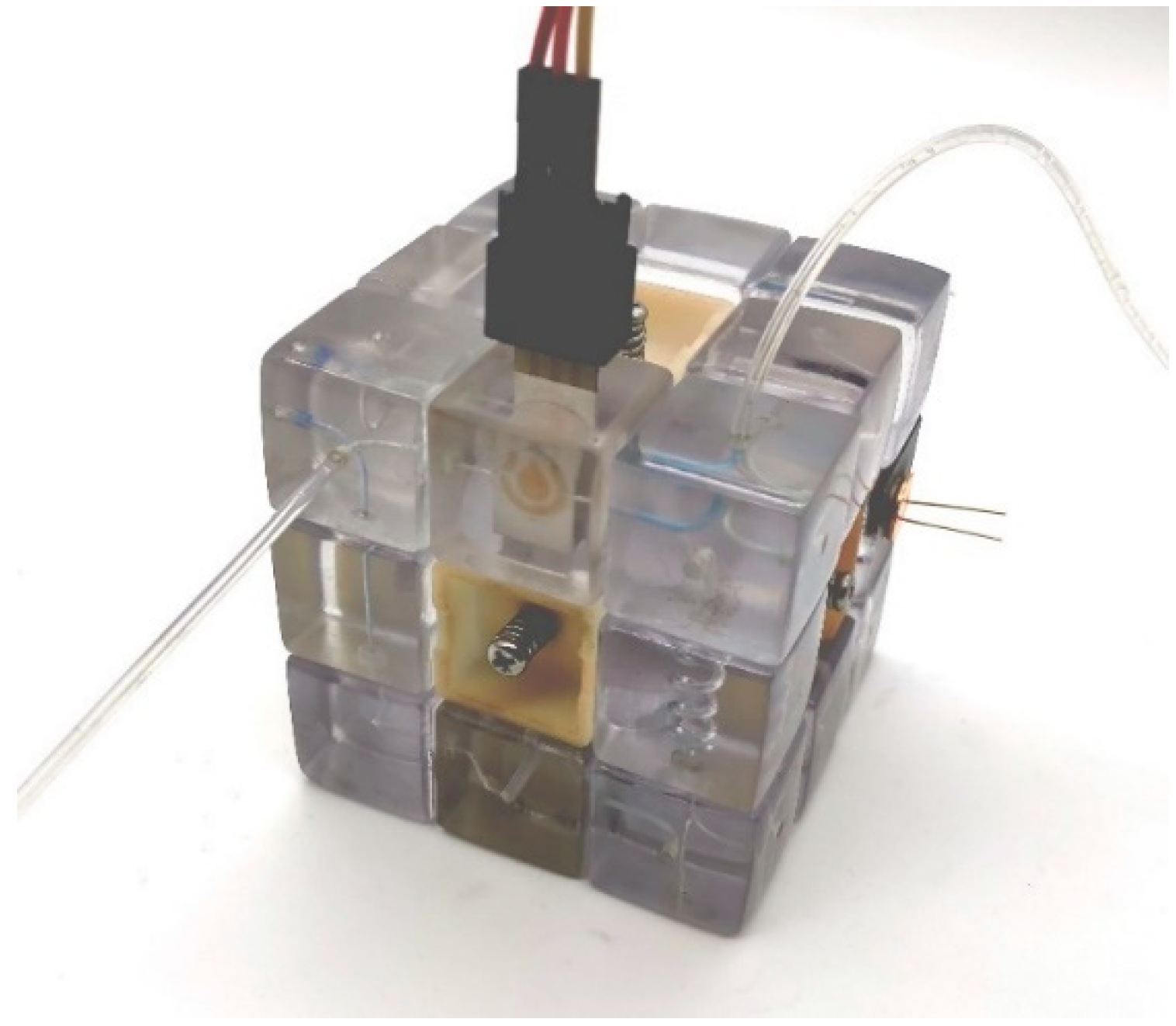
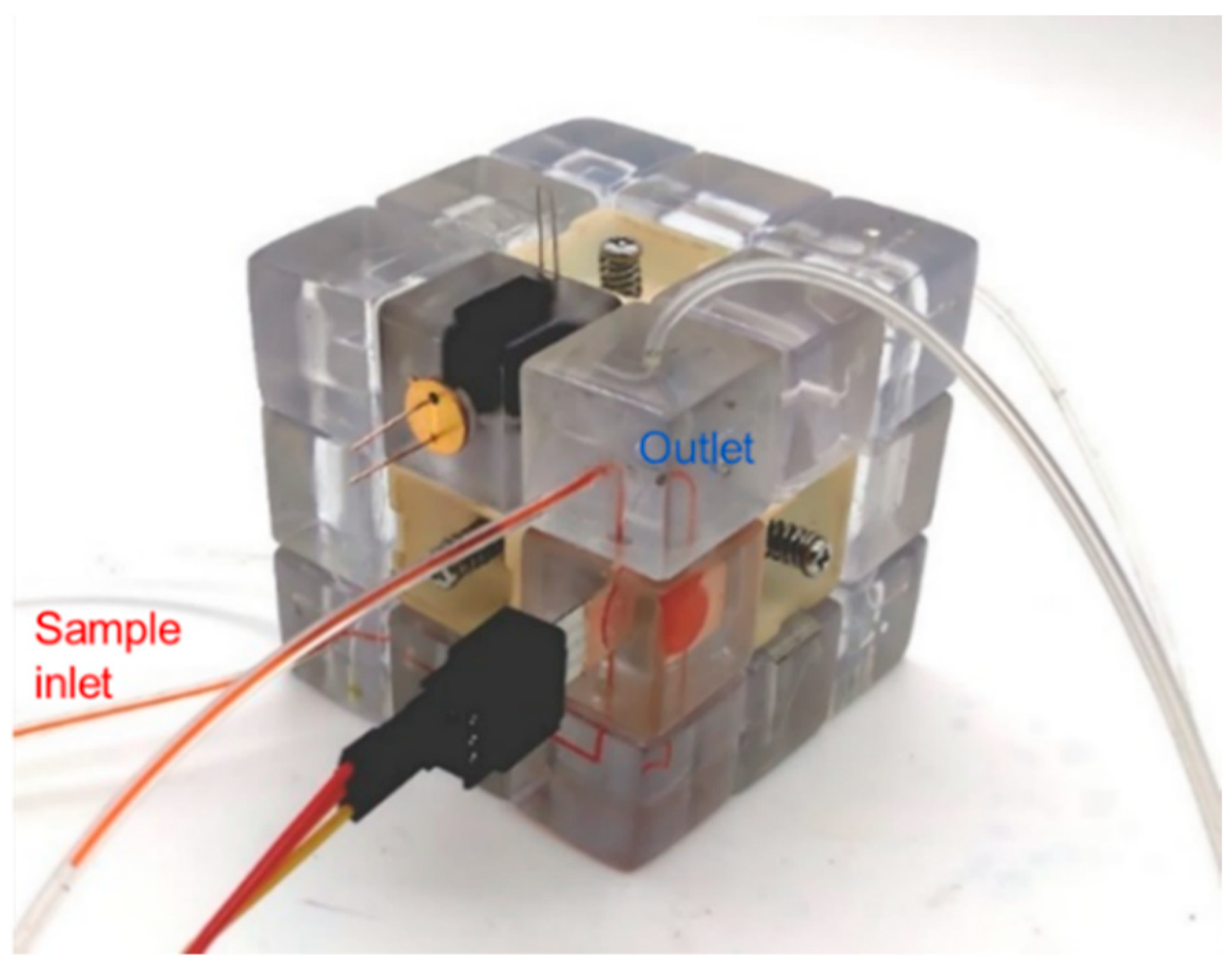
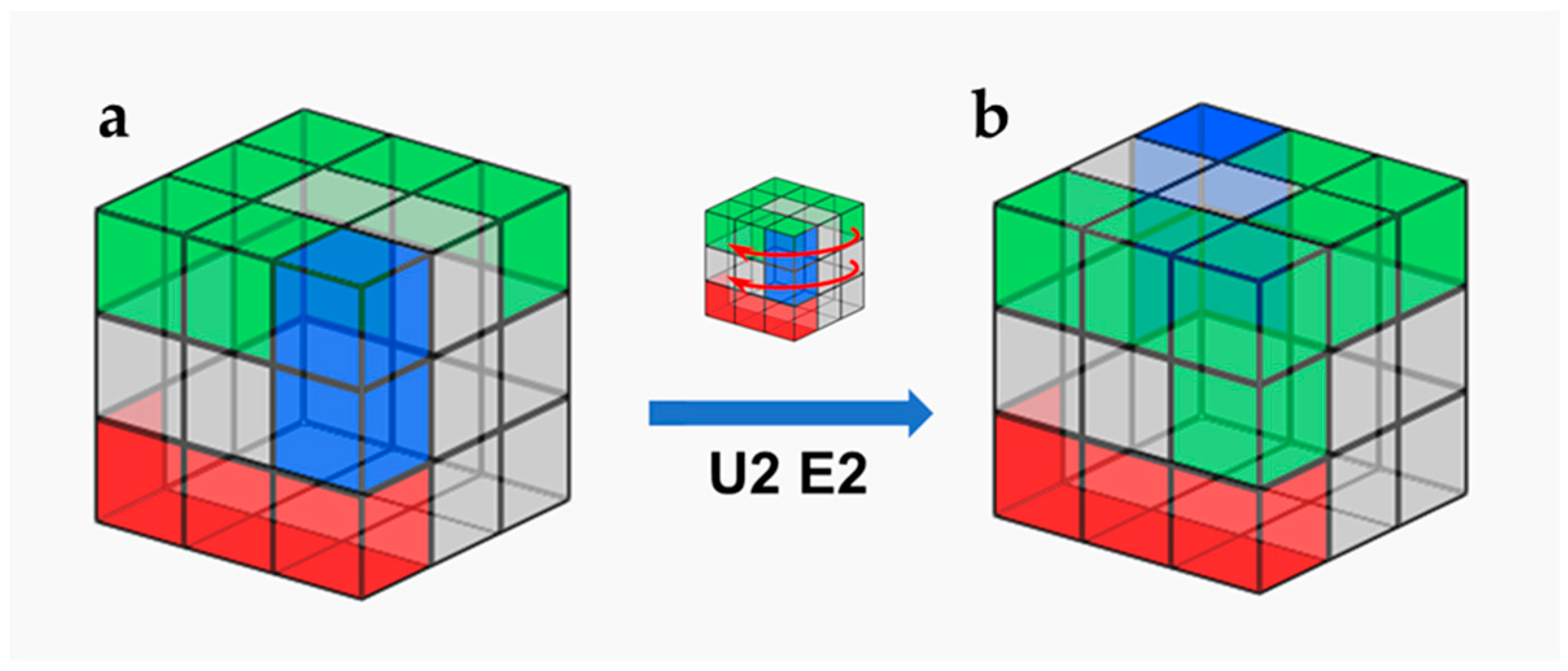
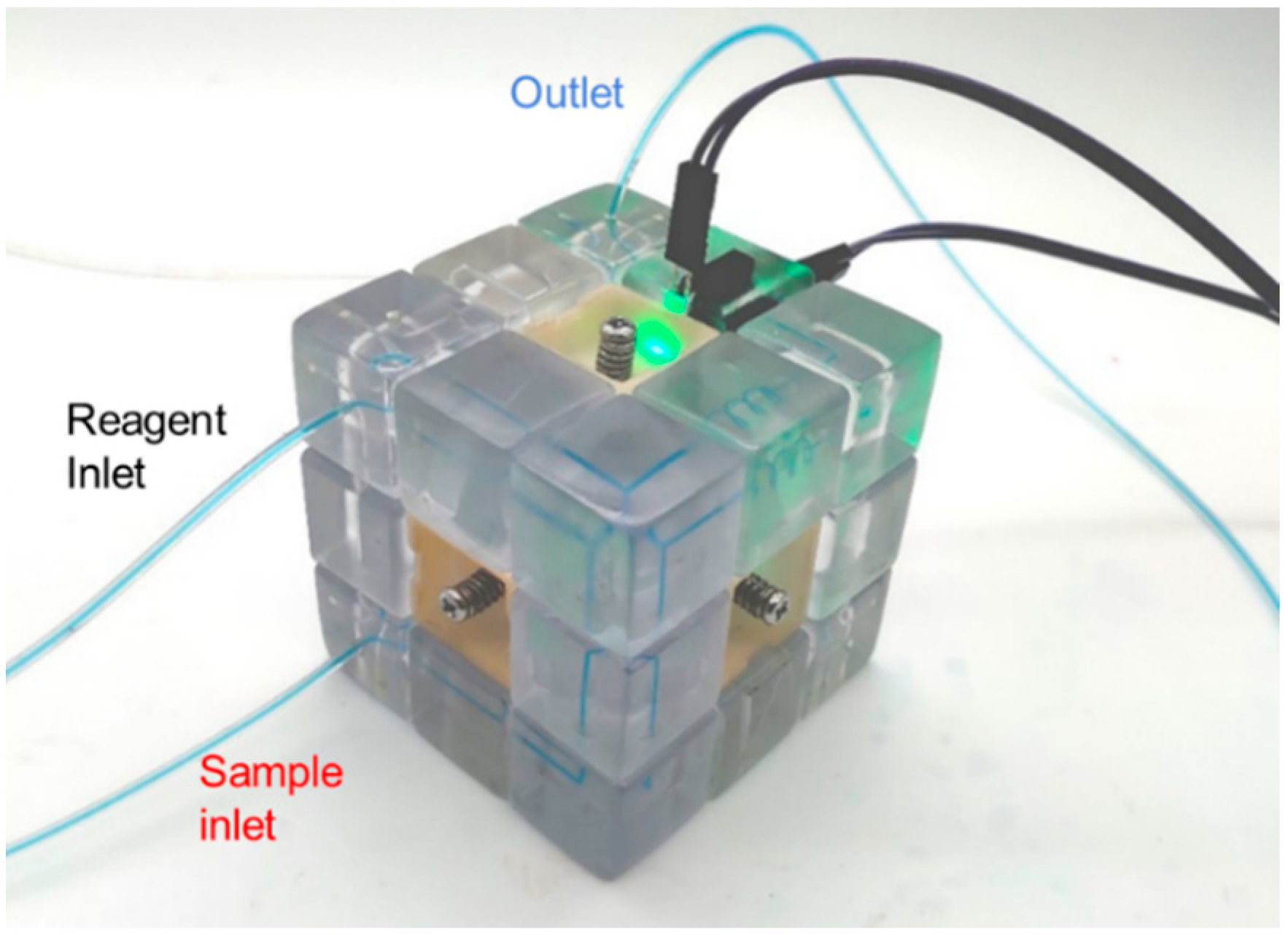
3.1. System Assembly and Reconfiguration
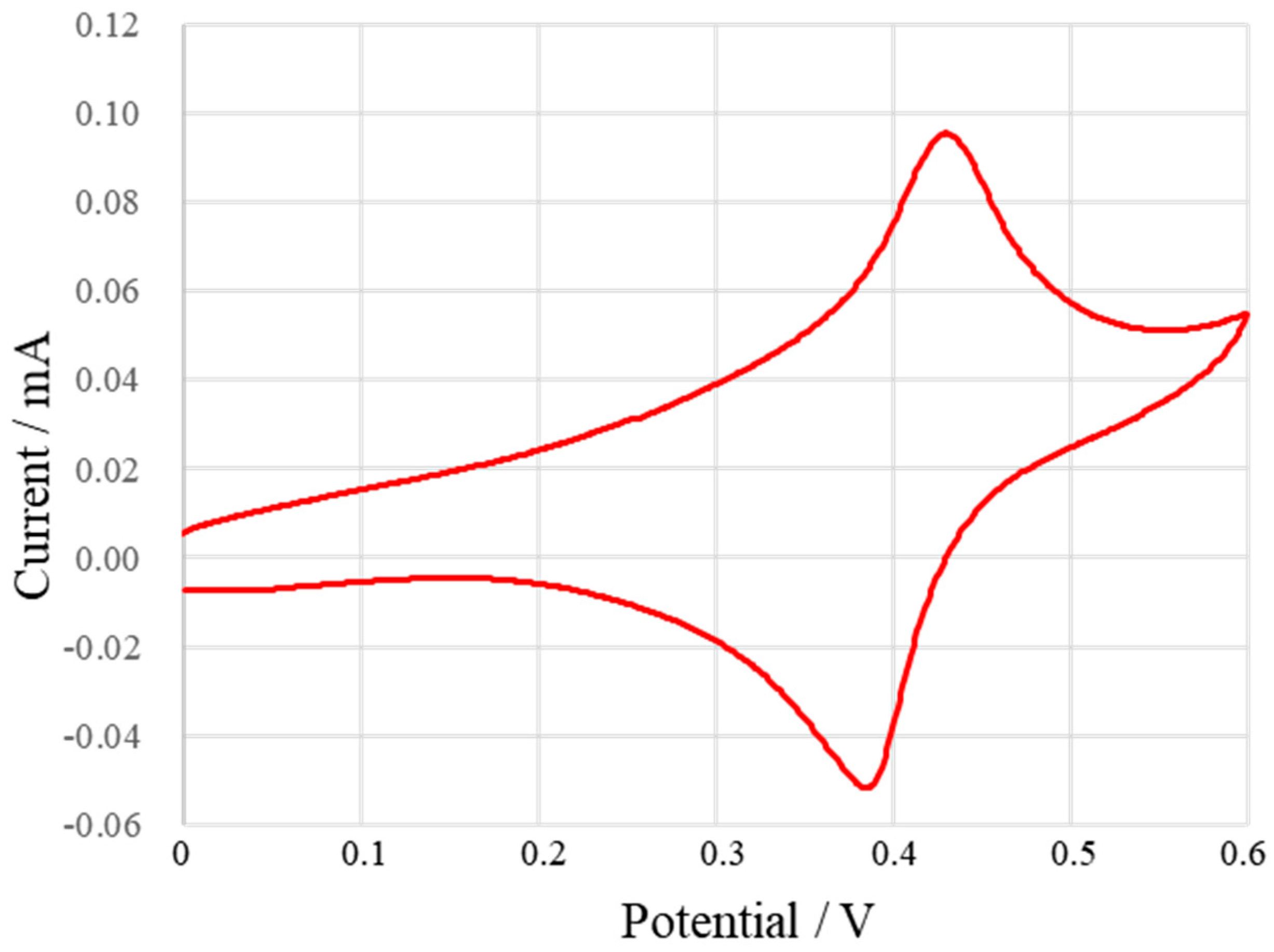
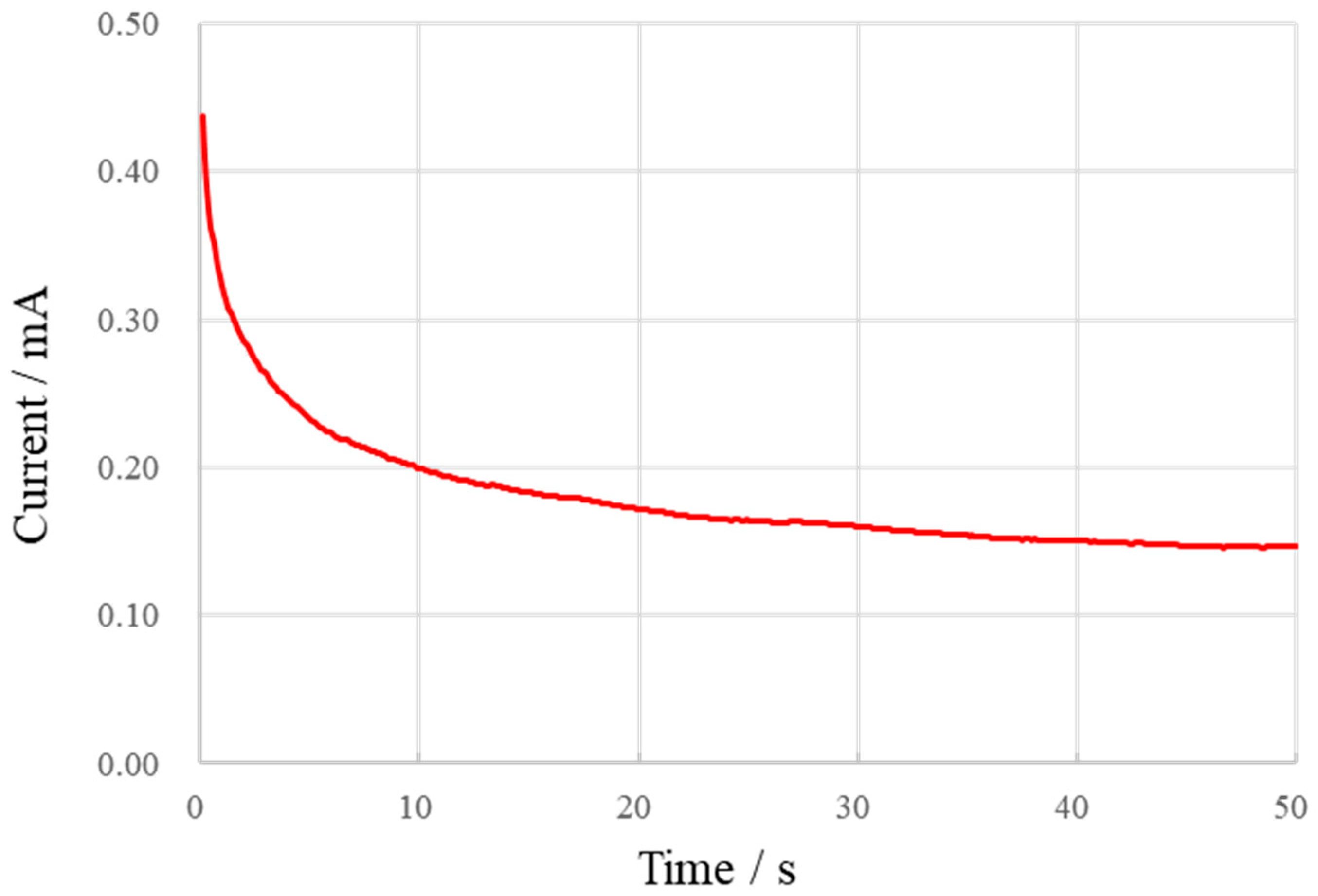
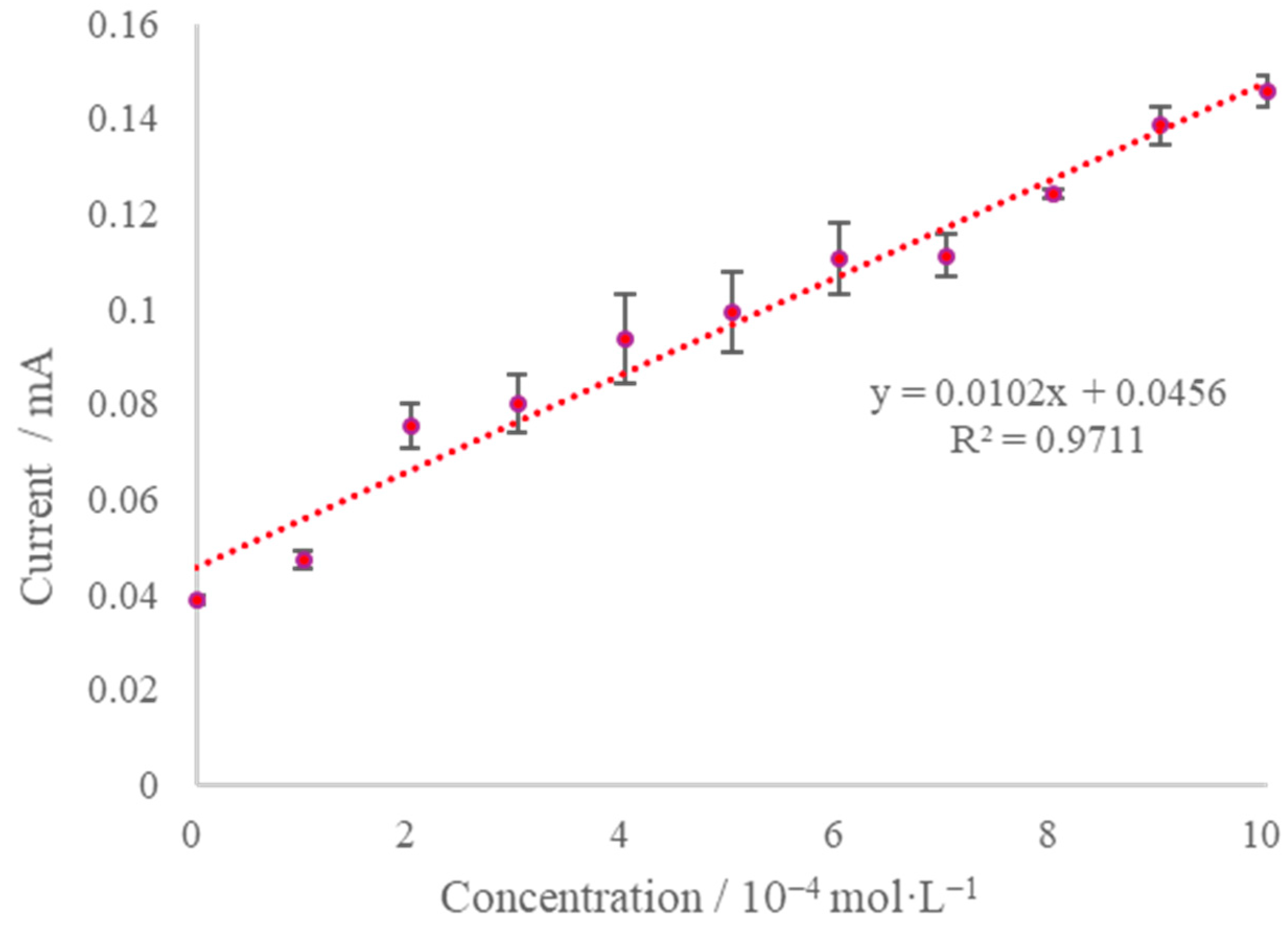
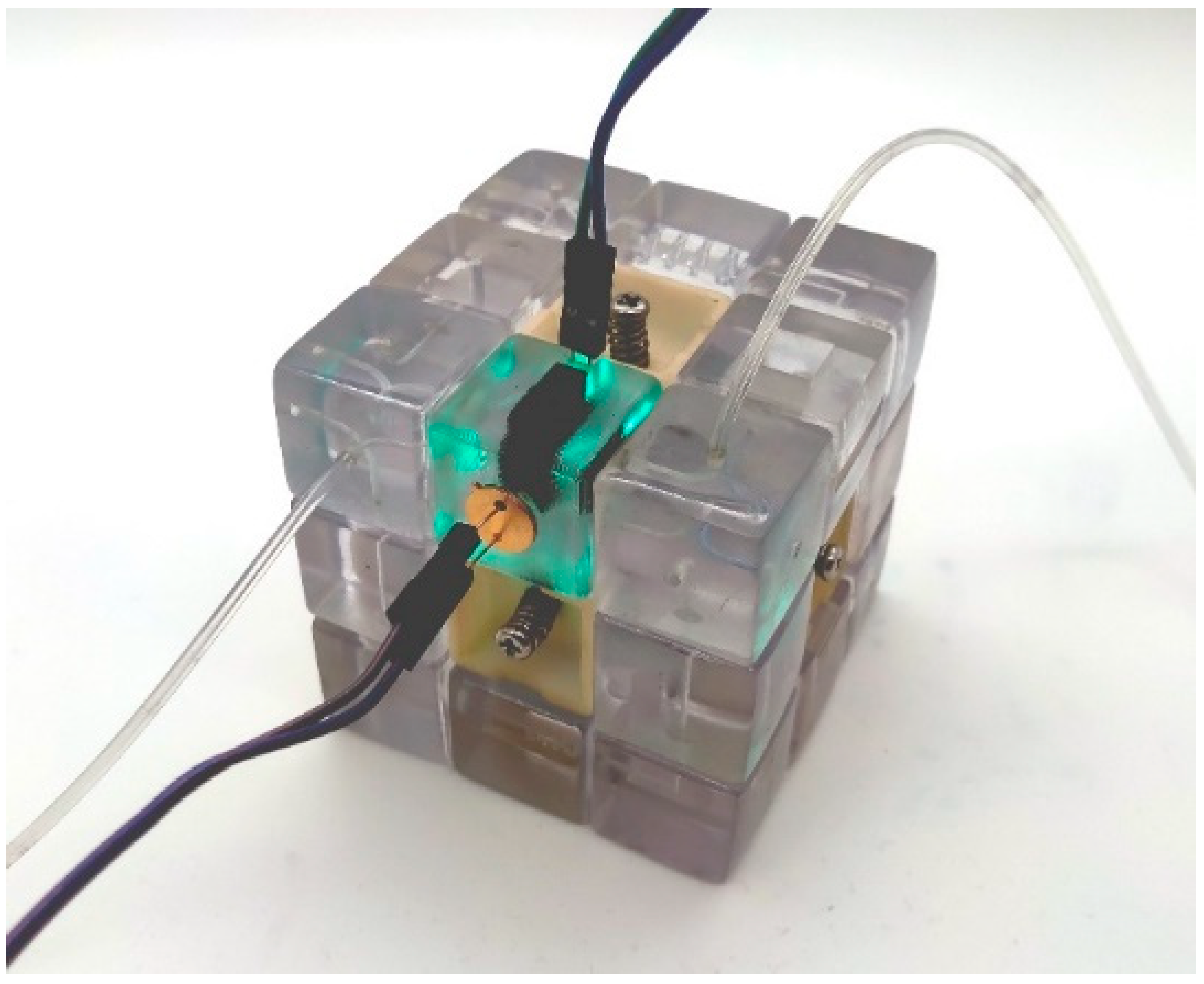
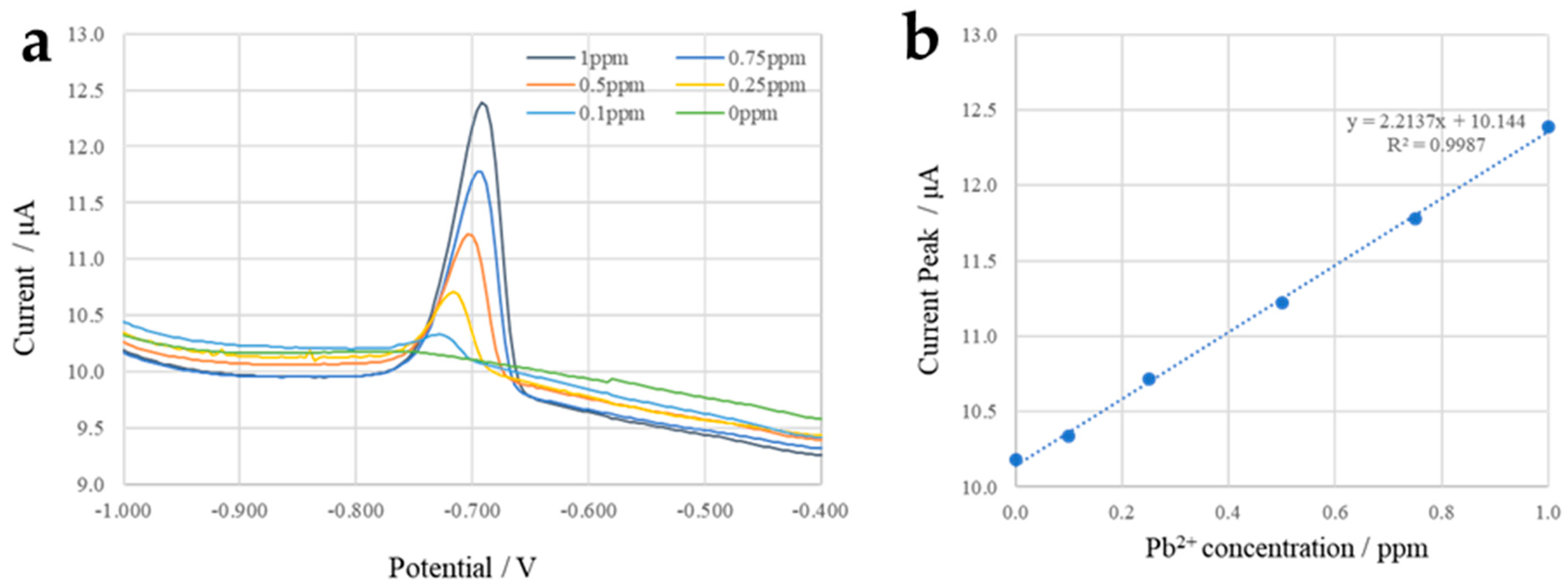
3.2. Electrochemical Module Tests
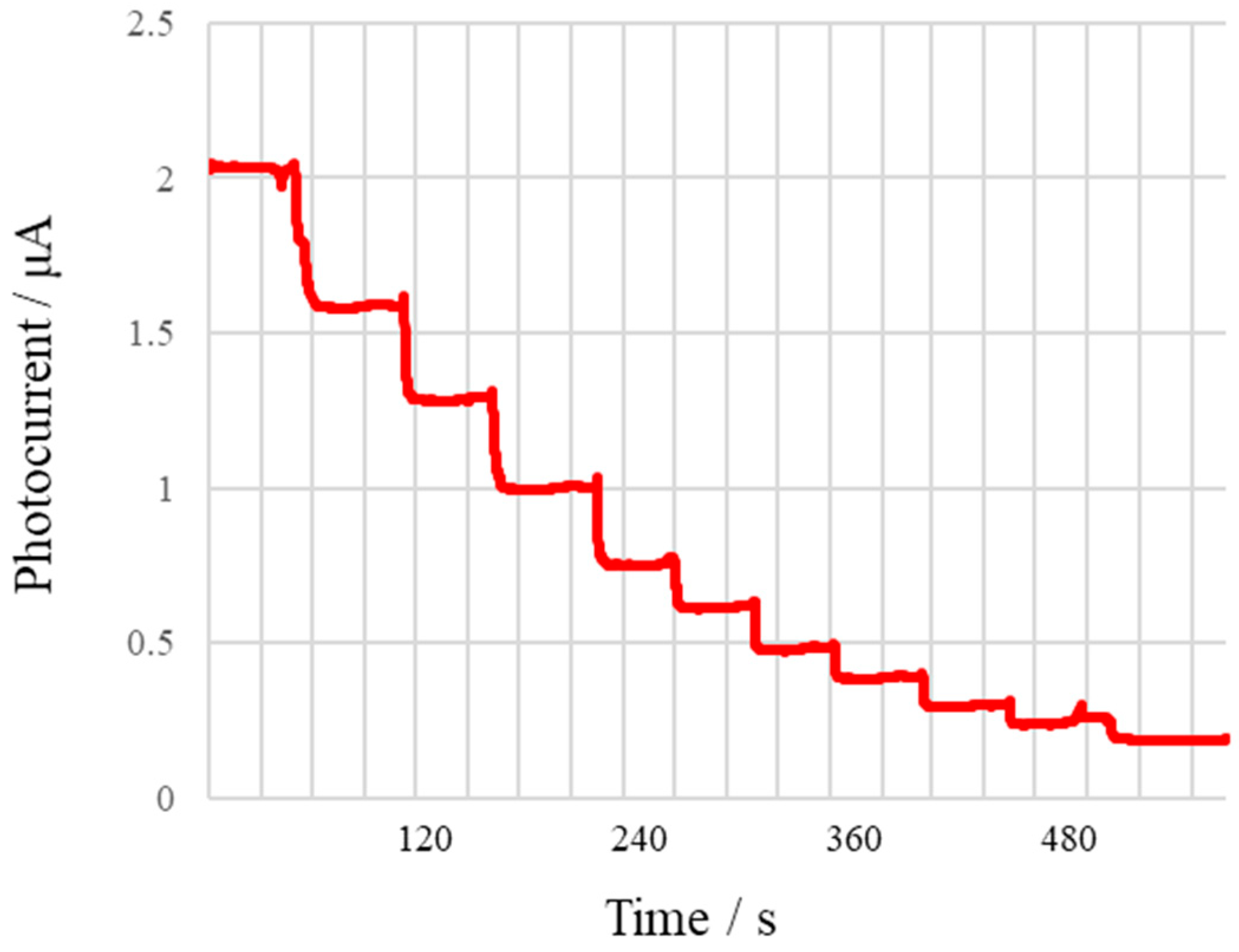
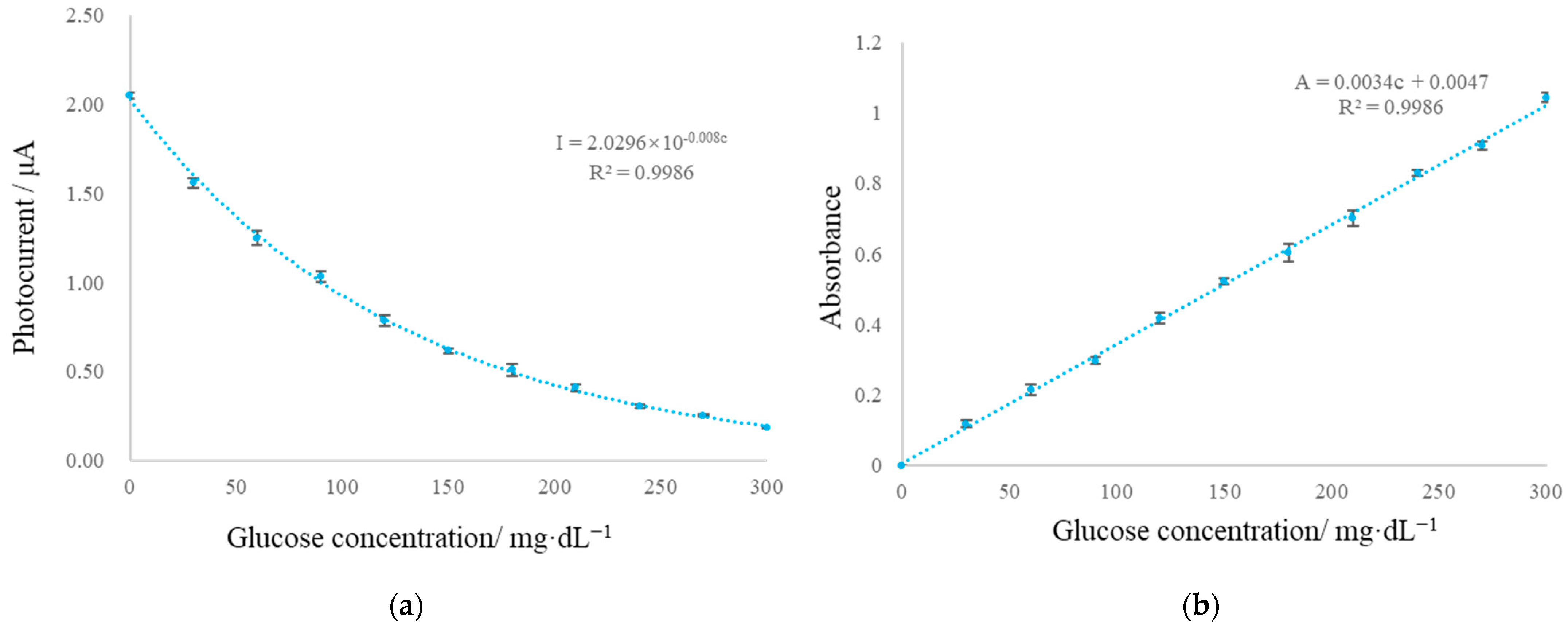
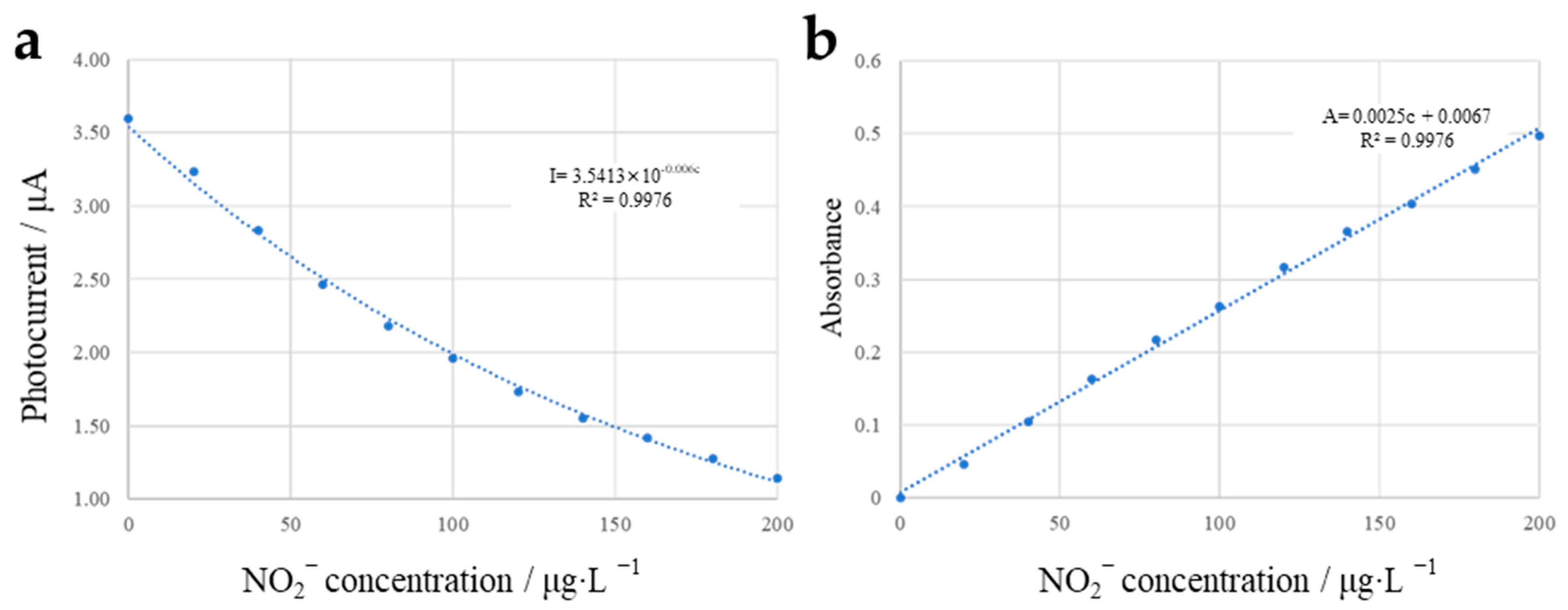
3.3. Colorimetric Module Tests
3.4. Multiplexed Testing of Water Pollutants through Reconfiguration
4. Conclusions
- (1)
- Electronic components used in the system can also be modularly designed (e.g., creating circuit contacts for adjacent blocks, similar to the connection of the microfluidic channels), and a unified power supply and data collection strategy for modules related to electronic components could be devised to improve the compactness and integrity of the system, enabling a more intelligent and automated analytical application.
- (2)
- The microfluidic cube can be further extended to a higher-order Rubik’s cube structure (such as 4 × 4 × 4 or 5 × 5 × 5) to allow the integration of more functional modules in the system.
- (3)
- The ease of use of the system is to be further improved to remove the barrier for end-users facilitating the proposed platform. Dedicated programs can be designed for the calculation of the algorithms that are used to configure the system to a specific state, simplifying the reconfiguration of the cube.
- (4)
- For the construction of a more versatile analytical platform, a module library containing more functional modules should be built, and more types of different blocks, such as pumping/valving modules, heating/cooling modules, temperature sensing modules, active acoustic fluid mixing modules, fiber optic sensor modules, microscopic imaging modules, etc., will be very useful to be included.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lewis, A.P.; Cranny, A.; Harris, N.R.; Green, N.G.; Wharton, J.A.; Wood, R.J.K.; Stokes, K.R. Review on the development of truly portable andin-situcapillary electrophoresis systems. Meas. Sci. Technol. 2013, 24, 042001. [Google Scholar] [CrossRef] [Green Version]
- Khatri, K.; Klein, J.A.; Haserick, J.R.; Leon, D.R.; Costello, C.E.; McComb, M.E.; Zaia, J. Microfluidic Capillary Electrophoresis-Mass Spectrometry for Analysis of Monosaccharides, Oligosaccharides, and Glycopeptides. Anal. Chem. 2017, 89, 6645–6655. [Google Scholar] [CrossRef] [PubMed]
- Haghighi, F.; Talebpour, Z.; Sanati-Nezhad, A. Through the years with on-a-chip gas chromatography: A review. Lab Chip 2015, 15, 2559–2575. [Google Scholar] [CrossRef]
- Grinias, J.P.; Kennedy, R.T. Advances in and prospects of microchip liquid chromatography. Trends Anal. Chem. 2016, 81, 110–117. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Xing, D. Miniaturized PCR chips for nucleic acid amplification and analysis: Latest advances and future trends. Nucleic Acids Res. 2007, 35, 4223–4237. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, H.R. A review on continuous-flow microfluidic PCR in droplets: Advances, challenges and future. Anal. Chim. Acta 2016, 914, 7–16. [Google Scholar] [CrossRef] [Green Version]
- Ahrberg, C.D.; Manz, A.; Chung, B.G. Polymerase chain reaction in microfluidic devices. Lab Chip 2016, 16, 3866–3884. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Godin, J.; Chen, C.H.; Cho, S.H.; Qiao, W.; Tsai, F.; Lo, Y.H. Microfluidics and photonics for Bio-System-on-a-Chip: A review of advancements in technology towards a microfluidic flow cytometry chip. J. Biophotonics 2008, 1, 355–376. [Google Scholar] [CrossRef] [Green Version]
- Gong, Y.; Fan, N.; Yang, X.; Peng, B.; Jiang, H. New advances in microfluidic flow cytometry. Electrophoresis 2019, 40, 1212–1229. [Google Scholar] [CrossRef]
- Pandey, C.M.; Augustine, S.; Kumar, S.; Kumar, S.; Nara, S.; Srivastava, S.; Malhotra, B.D. Microfluidics Based Point-of-Care Diagnostics. Biotechnol. J. 2018, 13, 1700047. [Google Scholar] [CrossRef]
- Kumar, A.; Parihar, A.; Panda, U.; Parihar, D.S. Microfluidics-Based Point-of-Care Testing (POCT) Devices in Dealing with Waves of COVID-19 Pandemic: The Emerging Solution. ACS Appl. Bio Mater. 2022, 5, 2046–2068. [Google Scholar] [CrossRef] [PubMed]
- Dincer, C.; Bruch, R.; Kling, A.; Dittrich, P.S.; Urban, G.A. Multiplexed Point-of-Care Testing-xPOCT. Trends Biotechnol. 2017, 35, 728–742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Funari, R.; Chu, K.Y.; Shen, A.Q. Detection of antibodies against SARS-CoV-2 spike protein by gold nanospikes in an opto-microfluidic chip. Biosens. Bioelectron. 2020, 169, 112578. [Google Scholar] [CrossRef]
- Ramachandran, A.; Huyke, D.A.; Sharma, E.; Sahoo, M.K.; Huang, C.; Banaei, N.; Pinsky, B.A.; Santiago, J.G. Electric field-driven microfluidics for rapid CRISPR-based diagnostics and its application to detection of SARS-CoV-2. Proc. Natl. Acad. Sci. USA 2020, 117, 29518–29525. [Google Scholar] [CrossRef]
- Welch, N.L.; Zhu, M.; Hua, C.; Weller, J.; Mirhashemi, M.E.; Nguyen, T.G.; Mantena, S.; Bauer, M.R.; Shaw, B.M.; Ackerman, C.M.; et al. Multiplexed CRISPR-based microfluidic platform for clinical testing of respiratory viruses and identification of SARS-CoV-2 variants. Nat. Med. 2022, 28, 1083–1094. [Google Scholar] [CrossRef] [PubMed]
- Lai, X.; Yang, M.; Wu, H.; Li, D. Modular Microfluidics: Current Status and Future Prospects. Micromachines 2022, 13, 1363. [Google Scholar] [CrossRef]
- Fan, Y.-Q.; Wang, H.-L.; Gao, K.-X.; Liu, J.-J.; Chai, D.-P.; Zhang, Y.-J. Applications of Modular Microfluidics Technology. Chin. J. Anal. Chem. 2018, 46, 1863–1871. [Google Scholar] [CrossRef]
- Owens, C.E.; Hart, A.J. High-precision modular microfluidics by micromilling of interlocking injection-molded blocks. Lab Chip 2018, 18, 890–901. [Google Scholar] [CrossRef] [PubMed]
- Giménez-Gómez, P.; Fernández-Sánchez, C.; Baldi, A. Microfluidic Modules with Integrated Solid-State Sensors for Reconfigurable Miniaturized Analysis Systems. ACS Omega 2019, 4, 6192–6198. [Google Scholar] [CrossRef]
- Gimenez-Gomez, P.; Baldi, A.; Ayora, C.; Fernandez-Sanchez, C. Automated Determination of As (III) in Waters with an Electrochemical Sensor Integrated into a Modular Microfluidic System. ACS Sens. 2019, 4, 3156–3165. [Google Scholar] [CrossRef]
- Dekker, S.; Buesink, W.; Blom, M.; Alessio, M.; Verplanck, N.; Hihoud, M.; Dehan, C.; Cesar, W.; Le Nel, A.; van den Berg, A.; et al. Standardized and modular microfluidic platform for fast Lab on Chip system development. Sens. Actuators B Chem. 2018, 272, 468–478. [Google Scholar] [CrossRef] [Green Version]
- Dekker, S.; Isgor, P.K.; Feijten, T.; Segerink, L.I.; Odijk, M. From chip-in-a-lab to lab-on-a-chip: A portable Coulter counter using a modular platform. Microsyst Nanoeng. 2018, 4, 34. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vollertsen, A.R.; de Boer, D.; Dekker, S.; Wesselink, B.A.M.; Haverkate, R.; Rho, H.S.; Boom, R.J.; Skolimowski, M.; Blom, M.; Passier, R.; et al. Modular operation of microfluidic chips for highly parallelized cell culture and liquid dosing via a fluidic circuit board. Microsyst. Nanoeng. 2020, 6, 107. [Google Scholar] [CrossRef] [PubMed]
- Vittayarukskul, K.; Lee, A.P. A truly Lego®-like modular microfluidics platform. J. Micromech. Microeng. 2017, 27, 035004. [Google Scholar] [CrossRef]
- Lee, K.G.; Park, K.J.; Seok, S.; Shin, S.; Kim, D.H.; Park, J.Y.; Heo, Y.S.; Lee, S.J.; Lee, T.J. 3D printed modules for integrated microfluidic devices. RSC Adv. 2014, 4, 32876–32880. [Google Scholar] [CrossRef]
- Qiu, J.J.; Gao, Q.; Zhao, H.M.; Fu, J.Z.; He, Y. Rapid Customization of 3D Integrated Microfluidic Chips via Modular Structure-Based Design. ACS Biomater. Sci. Eng. 2017, 3, 2606–2616. [Google Scholar] [CrossRef]
- Yuen, P.K. A reconfigurable stick-n-play modular microfluidic system using magnetic interconnects. Lab Chip 2016, 16, 3700–3707. [Google Scholar] [CrossRef] [PubMed]
- Ong, L.J.Y.; Ching, T.; Chong, L.H.; Arora, S.; Li, H.; Hashimoto, M.; DasGupta, R.; Yuen, P.K.; Toh, Y.C. Self-aligning Tetris-Like (TILE) modular microfluidic platform for mimicking multi-organ interactions. Lab Chip 2019, 19, 2178–2191. [Google Scholar] [CrossRef] [PubMed]
- Lai, X.; Shi, Z.; Pu, Z.; Zhang, P.; Zhang, X.; Yu, H.; Li, D. A Rubik’s microfluidic cube. Microsyst. Nanoeng. 2020, 6, 27. [Google Scholar] [CrossRef]
- Zeng, D.-X.; Li, M.; Wang, J.-J.; Hou, Y.-L.; Lu, W.-J.; Huang, Z. Overview of Rubik’s Cube and Reflections on Its Application in Mechanism. Chin. J. Mech. Eng. 2018, 31, 12. [Google Scholar] [CrossRef]
- Rokicki, T.; Kociemba, H.; Davidson, M.; Dethridge, J. God’s Number Is 20. 2010. Available online: http://www.cube20.org (accessed on 23 November 2022).
- Rubik’s Cube Notation. Available online: https://ruwix.com/the-rubiks-cube/notation/ (accessed on 23 November 2022).
- CPG Sec. 545.450 Pottery (Ceramics); Import and Domestic—Lead Contamination. Available online: www.fda.gov/ICECI/ComplianceManuals/CompliancePolicyGuidanceManual/ucm074516.htm (accessed on 23 November 2022).
- Wang, Q.-H.; Yu, L.-J.; Liu, Y.; Lin, L.; Lu, R.-G.; Zhu, J.-P.; He, L.; Lu, Z.-L. Methods for the detection and determination of nitrite and nitrate: A review. Talanta 2017, 165, 709–720. [Google Scholar] [CrossRef] [PubMed]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter/Unit | Value |
|---|---|
| Deposition potential/V | −1.0 |
| Deposition time/s | 120 |
| Initial potential/V | −1.0 |
| Final potential/V | −0.1 |
| Potential increment/V | 0.004 |
| Pulse period/s | 0.2 |
| Pulse amplitude/V | 0.05 |
| Sampling width/s | 0.02 |
| Pulse width/s | 0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lai, X.; Sun, Y.; Yang, M.; Wu, H. Rubik’s Cube as Reconfigurable Microfluidic Platform for Rapid Setup and Switching of Analytical Devices. Micromachines 2022, 13, 2054. https://doi.org/10.3390/mi13122054
Lai X, Sun Y, Yang M, Wu H. Rubik’s Cube as Reconfigurable Microfluidic Platform for Rapid Setup and Switching of Analytical Devices. Micromachines. 2022; 13(12):2054. https://doi.org/10.3390/mi13122054
Chicago/Turabian StyleLai, Xiaochen, Yanfei Sun, Mingpeng Yang, and Hao Wu. 2022. "Rubik’s Cube as Reconfigurable Microfluidic Platform for Rapid Setup and Switching of Analytical Devices" Micromachines 13, no. 12: 2054. https://doi.org/10.3390/mi13122054
APA StyleLai, X., Sun, Y., Yang, M., & Wu, H. (2022). Rubik’s Cube as Reconfigurable Microfluidic Platform for Rapid Setup and Switching of Analytical Devices. Micromachines, 13(12), 2054. https://doi.org/10.3390/mi13122054