
Fabrication of Titanium and Copper-Coated Diamond/Copper Composites via Selective Laser Melting

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
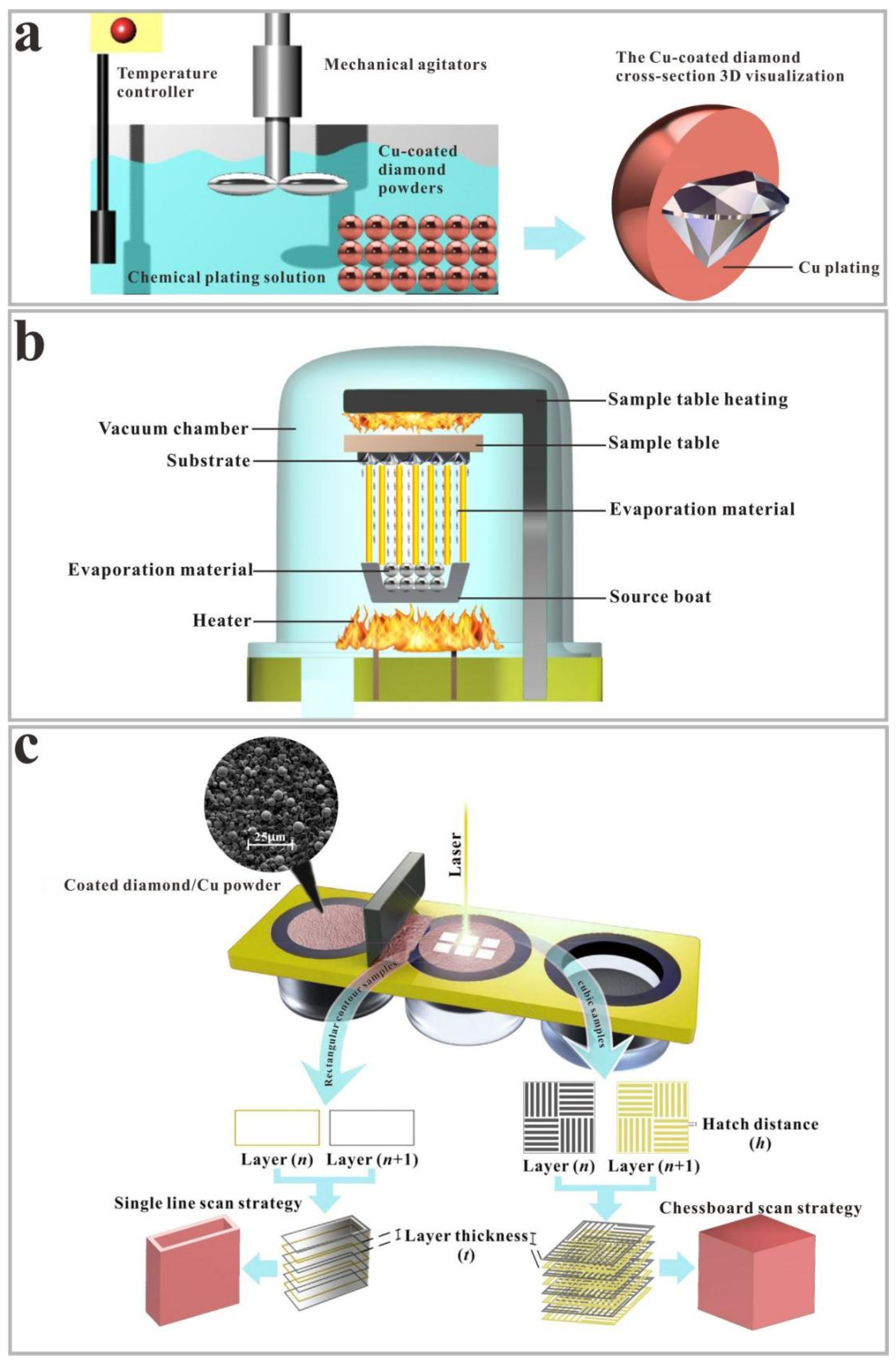
2.2. Preparation of the Titanium and Copper-Coated Diamond/Copper Components through SLM
2.3. Characterization Techniques
3. Results and Discussion
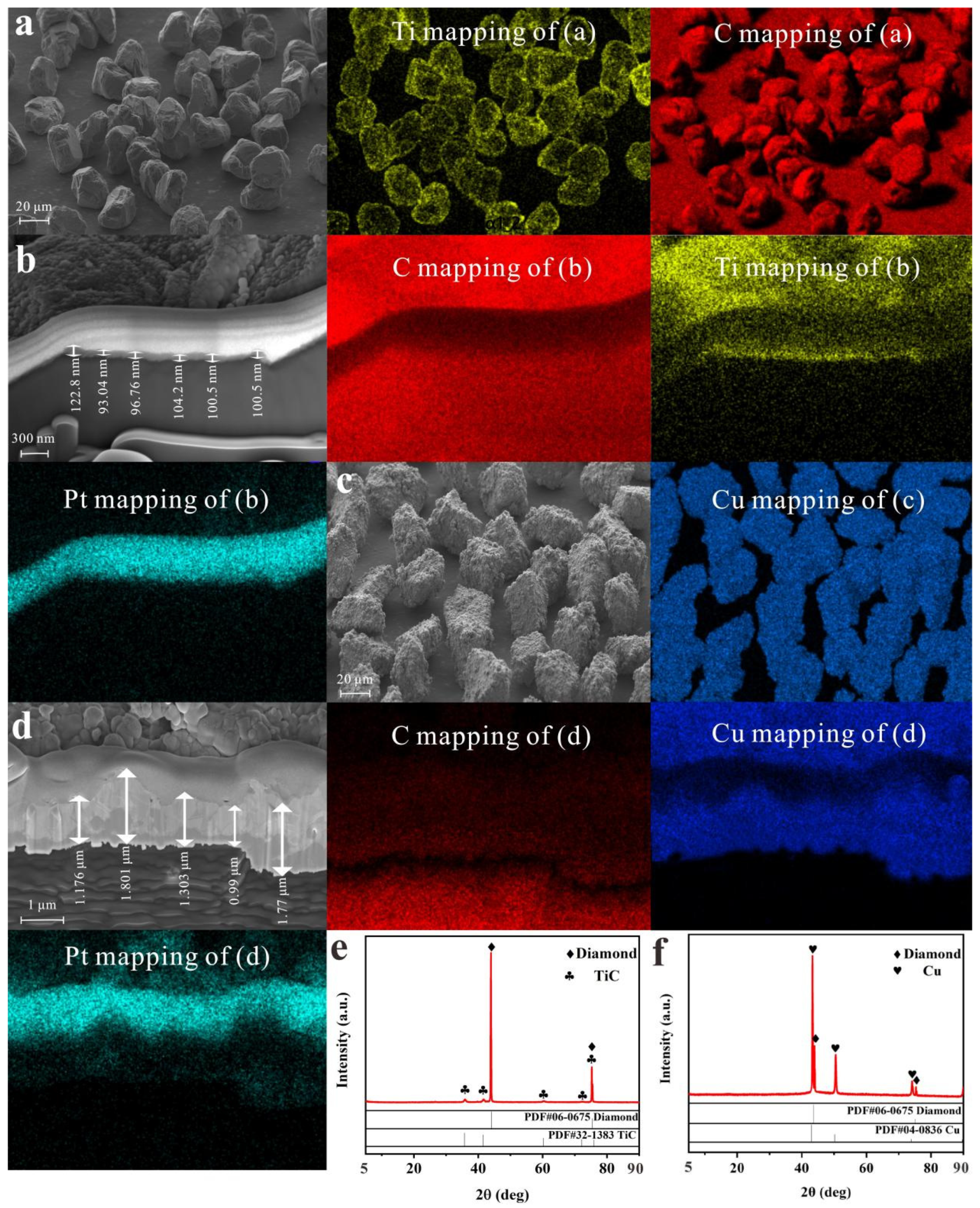
3.1. Characterization and Analysis
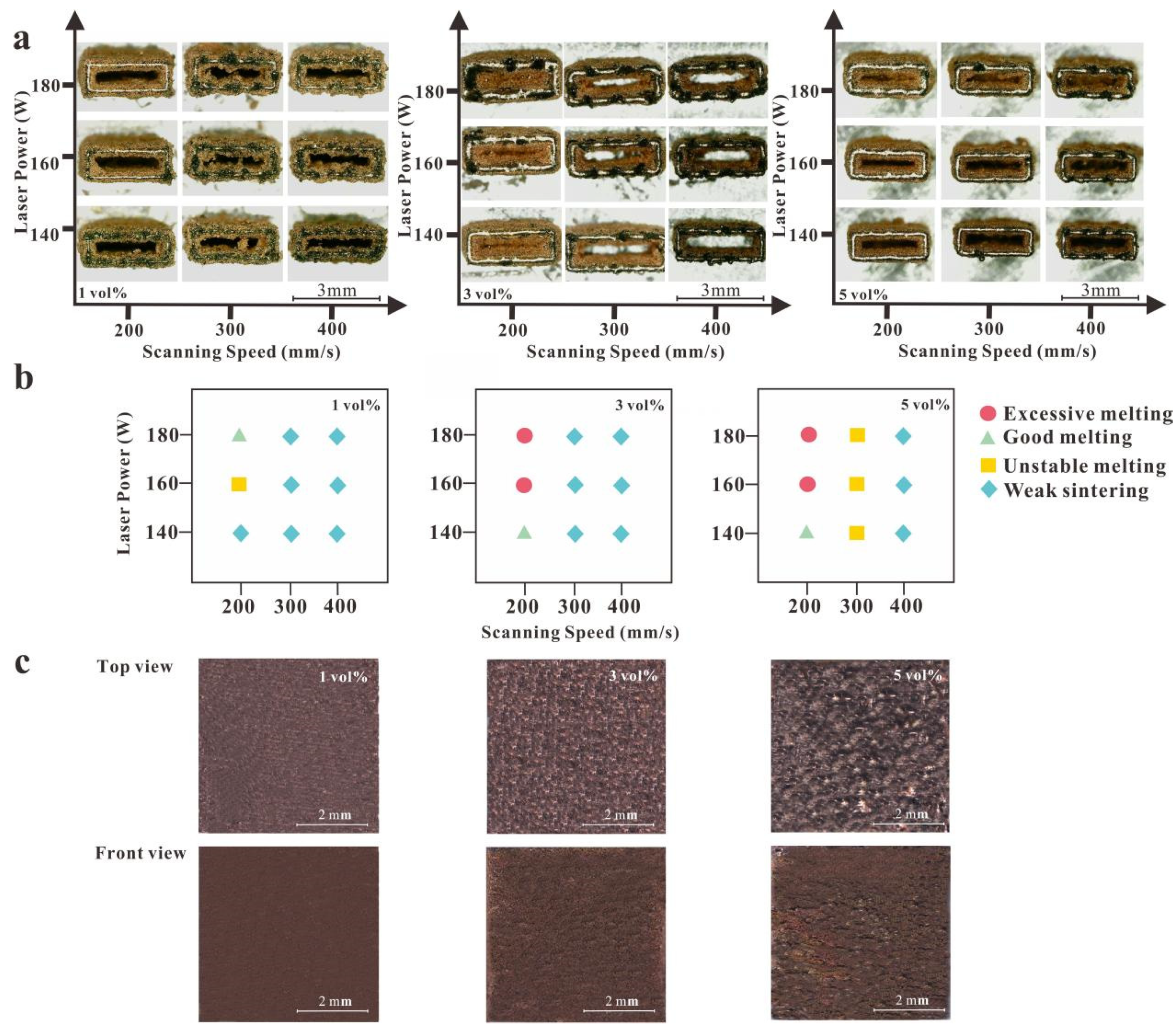
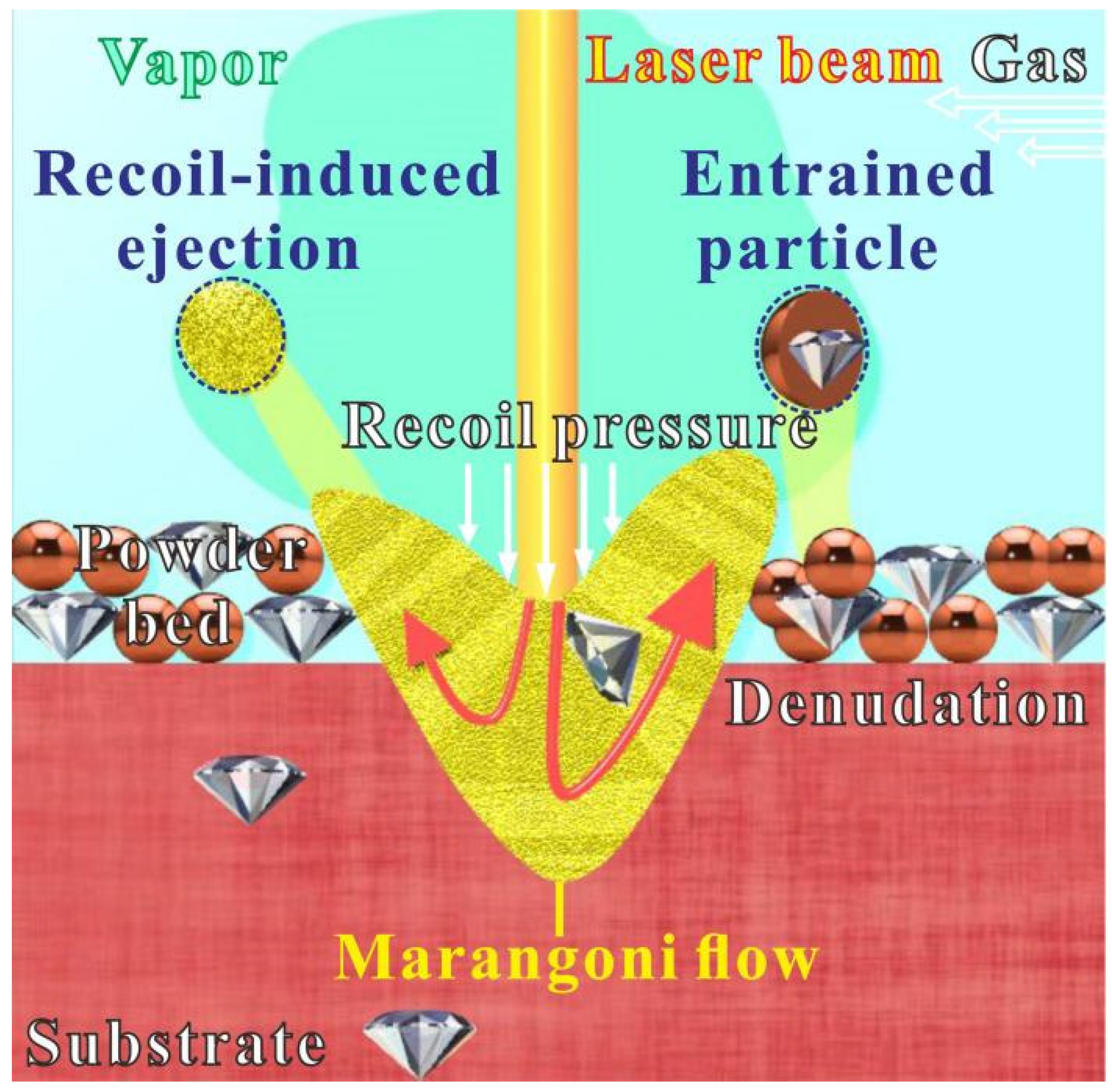
3.2. Formation of the SLM Titanium and Copper-Coated Diamond/Copper Composites
3.2.1. SLM Manufacturing of Titanium-Coated Diamond/Copper Composites
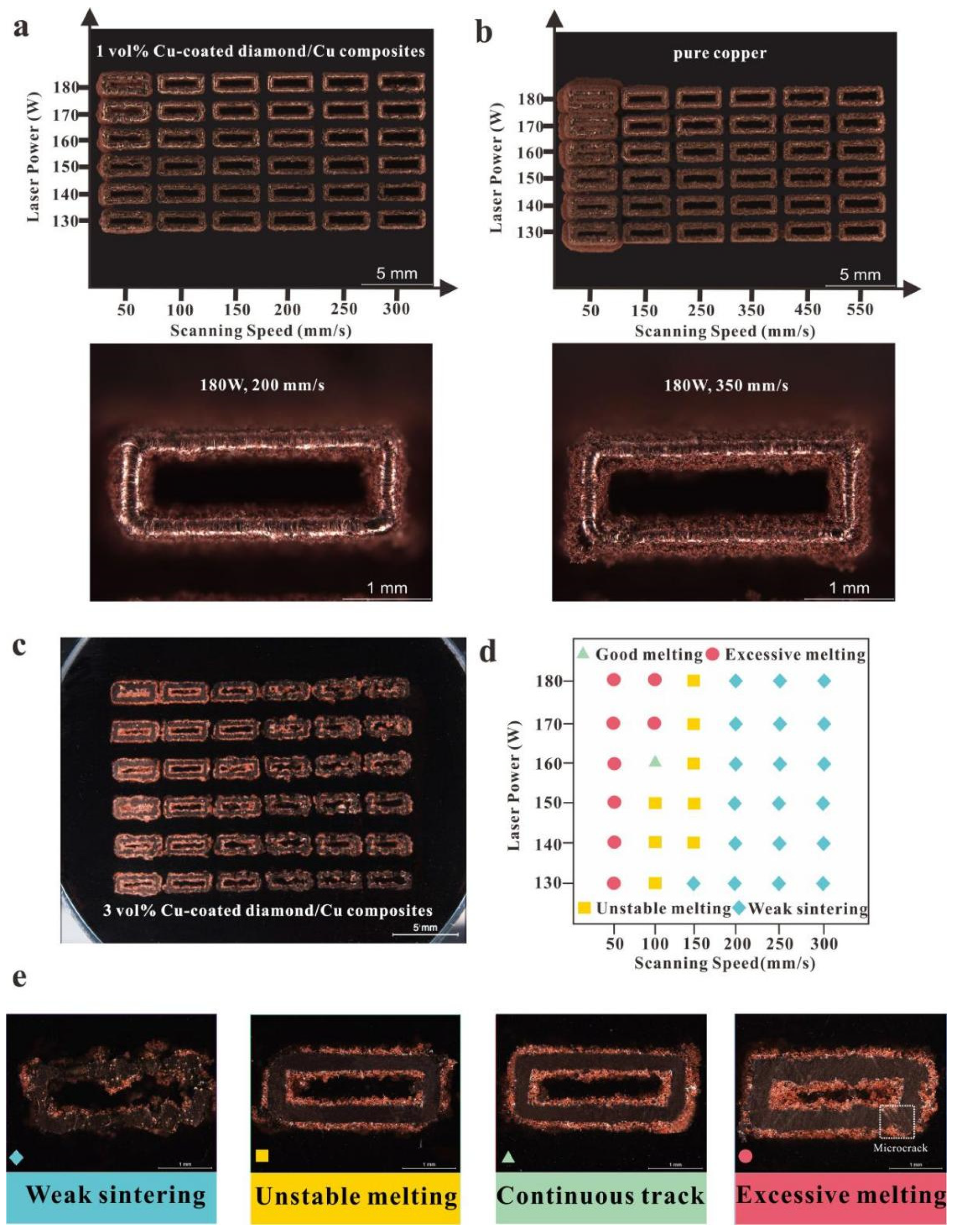
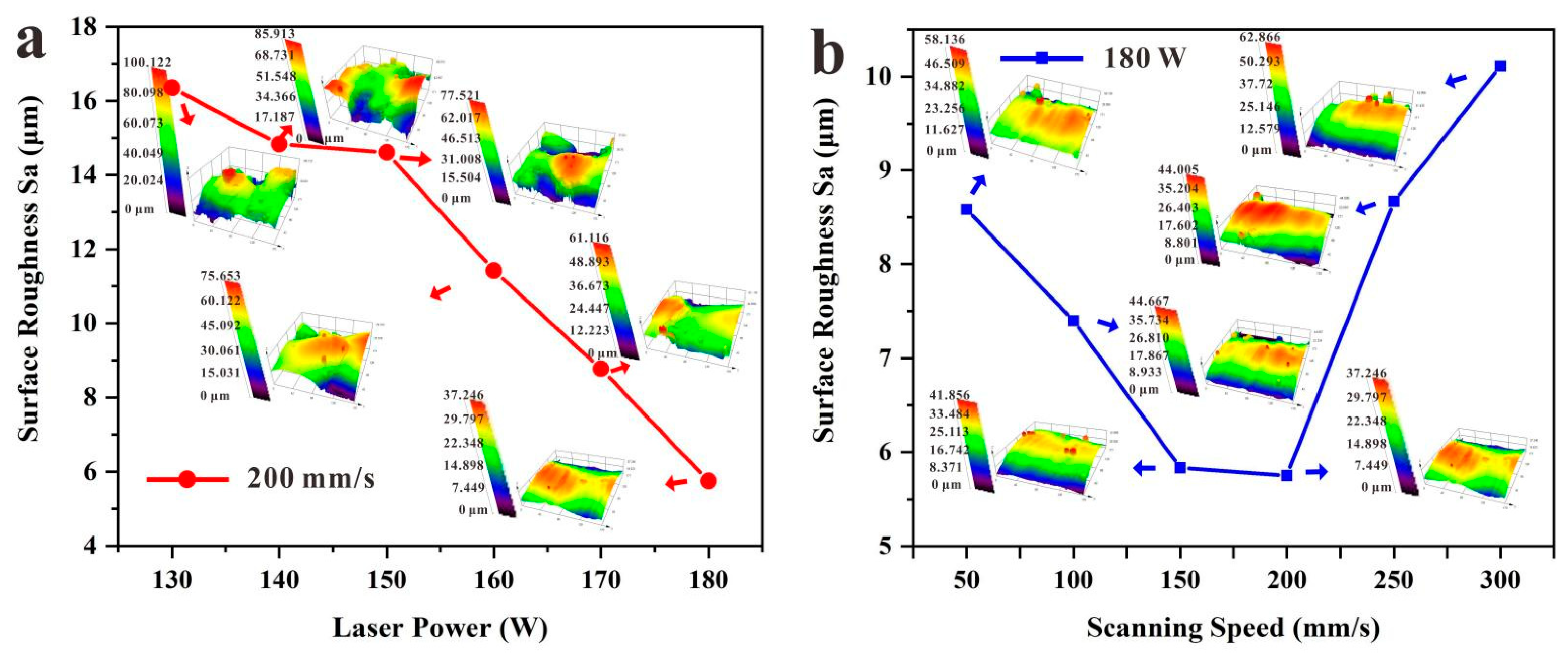
3.2.2. The Formation of SLM Copper-Coated Diamond/Copper Composites
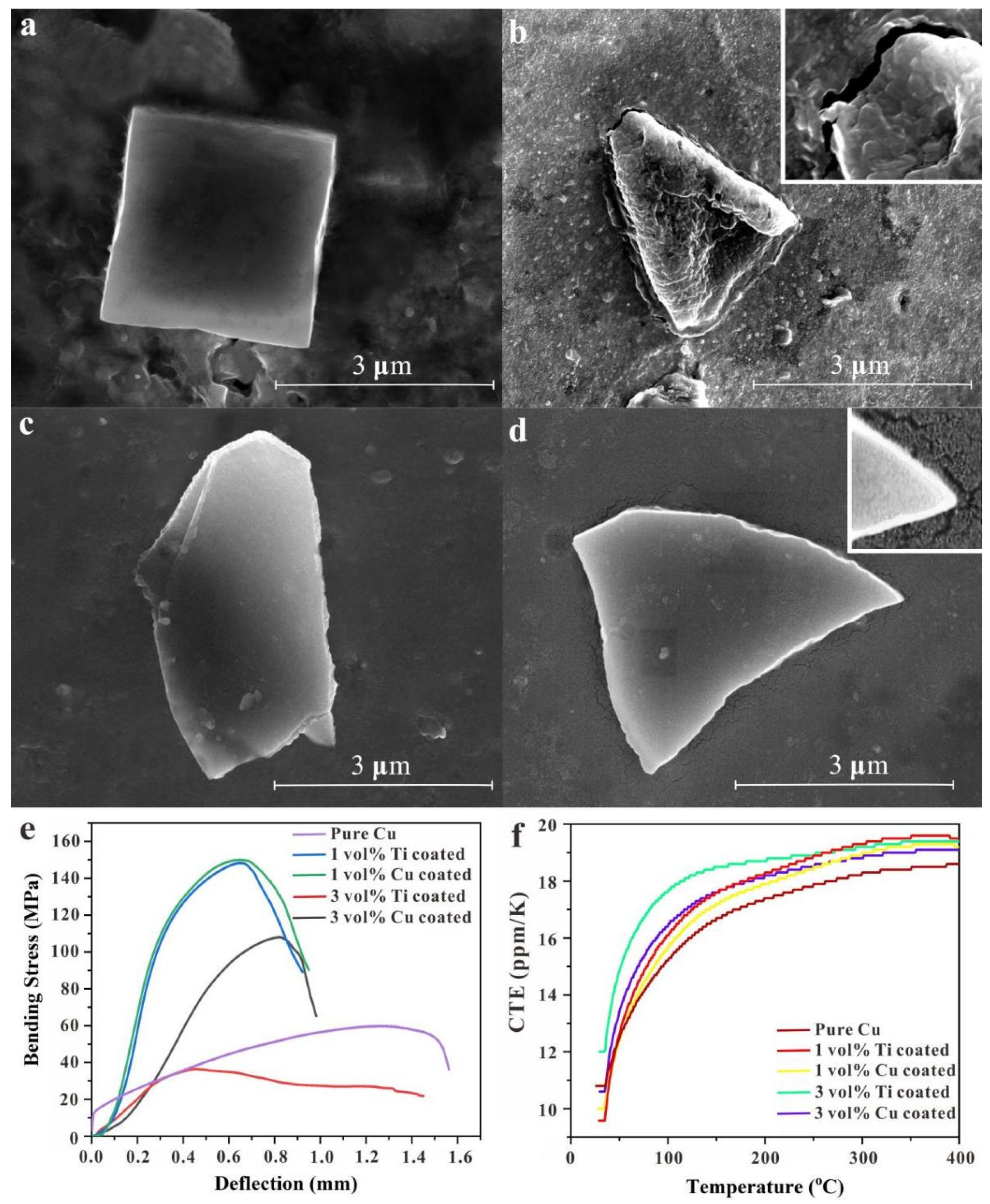
3.3. Comparison of the SLM Titanium and Copper-Coated Diamond/Copper Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sharma, D.K.; Mahant, D.; Upadhyay, G. Manufacturing of metal matrix composites: A state of review. Mater. Today Proc. 2020, 26, 506–519. [Google Scholar] [CrossRef]
- Silvain, J.F.; Heintz, J.M.; Veillere, A.; Constantin, L.; Lu, Y. A review of processing of Cu/C base plate composites for interfacial control and improved properties. Int. J. Extrem. Manuf. 2020, 2, 012002. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Yan, W.; Guo, Q.; Xiong, L.; Zhao, C.; Qu, M.; Escano, L.I.; Xiao, X.; Fezzaa, K.; et al. Pore elimination mechanisms during 3D printing of metals. Nat. Commun. 2019, 10, 3088. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, R.; Shi, Y.; Liu, J.; Xie, Z.; Wang, Z. Selective laser melting W–10 wt% Cu composite powders. Int. J. Adv. Manuf. Technol. 2010, 48, 597–605. [Google Scholar] [CrossRef]
- Aversa, A.; Marchese, G.; Lorusso, M.; Calignano, F.; Biamino, S.; Ambrosio, E.P.; Manfredi, D.; Fino, P.; Lombardi, M.; Pavese, M. Microstructural and mechanical characterization of aluminum matrix composites produced by laser powder bed fusion. Adv. Eng. Mater. 2017, 19, 1700180. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.C.; Meiners, W.; Wissenbach, K.; Poprawe, R. Nanocrystalline TiC reinforced Ti matrix bulk-form nanocomposites by selective laser melting (SLM): Densification, growth mechanism and wear behavior. Compos. Sci. Technol. 2011, 71, 1612–1620. [Google Scholar] [CrossRef]
- Gao, C.; Wang, Z.; Xiao, Z.; You, D.; Wong, K.; Akbarzadeh, A.H. Selective laser melting of TiN nanoparticle-reinforced AlSi10Mg composite: Microstructural, interfacial, and mechanical properties. J. Mater. Process. Technol. 2020, 281, 116618. [Google Scholar] [CrossRef]
- Gu, D.; Wang, H.; Dai, D.; Chang, F.; Meiners, W.; Hagedorn, Y.C.; Wissenbach, K.; Kelbassa, I.; Poprawe, R. Densification behavior, microstructure evolution, and wear property of TiC nanoparticle reinforced AlSi10Mg bulk-form nanocomposites prepared by selective laser melting. J. Laser Appl. 2014, 27, S17003. [Google Scholar] [CrossRef]
- Leong, C.C.; Lu, L.; Fuh, J.Y.H.; Wong, Y.S. In-situ formation of copper matrix composites by laser sintering. Mater. Sci. Eng. 2002, 338, 81–88. [Google Scholar] [CrossRef]
- Slocombe, A.; Li, L. Selective laser sintering of TiC–Al2O3 composite with selfpropagating high-temperature synthesis. J. Mater. Process. Technol. 2001, 118, 173–178. [Google Scholar] [CrossRef]
- Kumar, S.; Kruth, J.P. Composites by rapid prototyping technology. Mater. Des. 2010, 31, 850–856. [Google Scholar] [CrossRef]
- Neugebauer, R.; Müller, B.; Gebauer, M.; Toppel, T. Additive manufacturing boosts efficiency of heat transfer components. Assem. Autom. 2011, 31, 344–347. [Google Scholar] [CrossRef]
- Constantin, L.; Fan, L.; Pontoreau, M.; Wang, F.; Cui, B.; Battaglia, J.L.; Silvain, J.F.; Lu, Y.F. Additive manufacturing of copper/diamond composites for thermal management applications. Manuf. Lett. 2020, 24, 61–66. [Google Scholar] [CrossRef]
- He, J.; Wang, X.; Zhang, Y.; Zhao, Y.; Zhang, H. Thermal conductivity of Cu–Zr/ diamond composites produced by high temperature–high pressure method. Compos. B Eng. 2015, 68, 22–26. [Google Scholar] [CrossRef]
- Li, J.; Zhang, H.; Wang, L.; Che, Z.; Zhang, Y.; Wang, J.; Kim, M.J.; Wang, X. Optimized thermal properties in diamond particles reinforced copper–titanium matrix composites produced by gas pressure infiltration. Compos. Part A Appl. Sci. Manuf. 2016, 91, 189–194. [Google Scholar] [CrossRef]
- Dai, S.; Li, J.; Lu, N. Research progress of diamond/copper composites with high thermal conductivity. Diam. Relat. Mater. 2020, 108, 107993. [Google Scholar] [CrossRef]
- Bai, G.; Li, N.; Wang, X.; Wang, J.; Kim, M.J.; Zhang, H. High thermal conductivity of Cu–B/diamond composites prepared by gas pressure infiltration. J. Alloys Compd. 2018, 735, 1648–1653. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Zhang, Y.; Wang, X.; Wang, J.; Kim, M.J.; Zhang, H. Tailoring interface structure and enhancing thermal conductivity of Cu/diamond composites by alloying boron to the Cu matrix. Mater. Charact. 2019, 152, 265–275. [Google Scholar] [CrossRef]
- Wang, L.; Li, J.; Bai, G.; Li, N.; Wang, X.; Zhang, H.; Wang, J.; Kim, M.J. Interfacial structure evolution and thermal conductivity of Cu–Zr/diamond composites prepared by gas pressure infiltration. J. Alloys Compd. 2019, 781, 800–809. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C.; Guo, H.; Li, W. On the thermal conductivity of Cu–Zr/diamond composites. Mater. Des. 2013, 45, 36–42. [Google Scholar] [CrossRef]
- Prokhorov, V.; Bagramov, R.; Gerasimov, V.; Zhuravlev, V. Copper and its alloys thermal conductivity controlling with diamond and Ti or Cr addition. Mater. Today 2018, 5, 20104–26107. [Google Scholar] [CrossRef]
- Che, Q.; Chen, X.; Ji, Y.; Li, Y.; Wang, L.; Cao, S.; Jiang, Y.; Wang, Z. The influence of minor titanium addition on thermal properties of diamond/copper composites via in situ reactive sintering. Mater. Sci. Semicond. Process. 2015, 30, 104–111. [Google Scholar] [CrossRef]
- Chu, K.; Liu, Z.; Jia, C.; Chen, H.; Liang, X.; Gao, W.; Tian, W.; Guo, H. Thermal conductivity of SPS consolidated Cu/diamond composites with Cr–coated diamond particles. J. Alloys Compd. 2010, 490, 453–458. [Google Scholar] [CrossRef]
- Ren, S.; Shen, X.; Guo, C.; Liu, N.; Zang, J.; He, X.; Qu, X. Effect of coating on the microstructure and thermal conductivities of diamond–Cu composites prepared by powder metallurgy. Compos. Sci. Technol. 2011, 71, 1550–1555. [Google Scholar] [CrossRef]
- Abyzov, A.; Kidalov, S.; Shakhov, F. High thermal conductivity composites consisting of diamond filler with tungsten coating and copper (silver) matrix. J. Mater. Sci. 2011, 46, 1424–1438. [Google Scholar] [CrossRef]
- Shen, X.; He, X.; Ren, S.; Zhang, H.; Qu, X. Effect of molybdenum as interfacial element on the thermal conductivity of diamond/Cu composites. J. Alloys Compd. 2012, 529, 134–139. [Google Scholar] [CrossRef]
- Sun, J.; Zang, J.; Li, H.; Feng, X.; Shen, Y. Influence of diamond content and milling duration on microstructure and thermal conductivity of Ti-coated diamond/copper composite coating on copper substrate. Mater. Chem. Phys. 2021, 259, 124017. [Google Scholar] [CrossRef]
- Zhang, Y.; Cai, H.; Shen, Z. Preparation of Cu-Coated Diamond Particles and its Influence on the Performances of Diamond/Cu Composites. Adv. Mater. Res. 2012, 602, 66–70. [Google Scholar] [CrossRef]
- Constantin, L.; Kraiem, N.; Wu, Z.; Cui, B.; Battaglia, J.; Garnier, C.; Silvain, J.; Lu, Y.F. Manufacturing of complex diamond-based composite structures via laser powder-bed fusion. Addit. Manuf. 2021, 40, 101927. [Google Scholar] [CrossRef]
- Xiong, W.; Hao, L.; Li, Y.; Tang, D.; Cui, Q.; Feng, Z.; Yan, C. Effect of selective laser melting parameters on morphology, microstructure, densification and mechanical properties of supersaturated silver alloy. Mater. Des. 2019, 170, 107697–107708. [Google Scholar] [CrossRef]
- Abhilash, S.R.; Saini, S.K.; Kabiraj, D. Methods adopted for improving the collection efficiency in vacuum evaporation technique. J. Radioanal. Nucl. Chem. 2014, 299, 1137–1139. [Google Scholar] [CrossRef]
- Weber, L.; Tavangar, R. On the influence of active element content on the thermal conductivity and thermal expansion of Cu-X (X = Cr, B) diamond composites. Scr. Mater. 2007, 57, 988–991. [Google Scholar] [CrossRef]
- Li, J.; Wang, X.; Qiao, Y.; Zhang, Y.; He, Z.; Zhang, H. High thermal conductivity through interfacial layer optimization in diamond particles dispersed Zralloyed Cu matrix composites. Scr. Mater. 2015, 109, 72–75. [Google Scholar] [CrossRef]
- Guo, C.; He, X.; Ren, S.; Qu, X. Effect of (0–40) wt.% Si addition to Al on the thermal conductivity and thermal expansion of diamond/Al composites by pressure infiltration. J. Alloys Compd. 2016, 664, 777–783. [Google Scholar] [CrossRef]
- Ma, S.; Zhao, N.; Shi, C.; Liu, E.; He, C.; He, F.; Ma, L. Mo2C coating on diamond: Different effects on thermal conductivity of diamond/Al and diamond/Cu composites. Appl. Surf. Sci. 2017, 402, 372–383. [Google Scholar] [CrossRef]
- Pan, Y.; He, X.; Ren, S.; Wu, M.; Qu, X. Optimized thermal conductivity of diamond/Cu composite prepared with tungsten-copper-coated diamond particles by vacuum sintering technique. Vacuum 2018, 153, 74–81. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Gouné, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 585. [Google Scholar] [CrossRef] [Green Version]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.; Davies, C. The influence of processing parameters on aluminium alloy A357 manufactured by Selective Laser Melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Xiong, W. Multi-scale Synergistic Mechanical Optimization of Silver Alloy by Selective Laser Melting. Ph.D. Thesis, China University of Geosciences, Wuhan, China, 2021. [Google Scholar]
- Tan, Q.; Liu, Y.; Fan, Z.; Zhang, J.; Yin, Y.; Zhang, M. Effect of processing parameters on the densification of an additively manufactured 2024 Al alloy. J. Mater. Sci. Technol. 2020, 58, 34–45. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.; Yang, L.; Wei, H.; Dong, P.; Ke, L.; Wang, G.; Zhu, H.; Zeng, X. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2020, 31, 100958. [Google Scholar]
- Yin, J.; Yang, L.; Yang, X.; Zhu, H.; Wang, D.; Ke, L.; Wang, Z.; Wang, G.; Zeng, X. High-power laser-matter interaction during laser powder bed fusion. Addit. Manuf. 2019, 29, 100778. [Google Scholar]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor microjet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085. [Google Scholar] [CrossRef] [PubMed]
- Yin, J.; Hao, L.; Yang, L.; Li, Y.; Li, Z.; Sun, Q.; Shi, B. Investigation of interaction between vapor plume and spatter during selective laser melting additive manufacturing. Chin. J. Lasers 2022, 49, 1402202. [Google Scholar]
- Xi, L.; Gu, D.; Lin, K.; Guo, S.; Liu, Y.; Li, Y.; Guo, M. Effect of ceramic particle size on densification behavior, microstructure formation, and performance of TiB2-reinforced Al-based composites prepared by selective laser melting. J. Mater. Res. 2020, 35, 559–570. [Google Scholar] [CrossRef]
- Sitek, R.; Szustecki, M.; Zrodowski, L.; Wysocki, B.; Jaroszewicz, J.; Wisniewski, P.; Mizera, J. Analysis of microstructure and properties of a Ti-AlN composite produced by selective laser melting. Materials 2020, 13, 2218. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Gu, D.; Zhang, H.; Xi, L. Effect of trace addition of ceramic on microstructure development and mechanical properties of selective laser melted AlSi10Mg alloy. Chin. J. Mech. Eng. 2020, 33, 33. [Google Scholar] [CrossRef] [Green Version]
- Silvain, J.-F.; Veillère, A.; Lu, Y. Copper-carbon and aluminum-carbon composites fabricated by powder metallurgy processes. J. Phys. Conf. Ser. 2014, 525, 012015. [Google Scholar] [CrossRef] [Green Version]
- Kang, Q.; He, X.; Ren, S.; Zhang, L.; Wu, M.; Guo, C.; Cui, W.; Qu, X. Preparation of copper-diamond composites with chromium carbide coatings on diamond particles for heat sink applications. Appl. Therm. Eng. 2013, 60, 423–429. [Google Scholar] [CrossRef]
- Yao, H.; Zhang, N.; Wang, L.; Ding, L. Study on Electroplating of Cu on Diamond Surface. J. Synth. Cryst. 2014, 43, 987–990. [Google Scholar]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, W.; Ke, L.; Wei, H.; Wang, D.; Yang, L.; Zhu, H.; Dong, P.; Wang, G.; Zeng, X. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu–10Zn alloy. Int. J. Mach. Tools Manuf. 2021, 161, 103686. [Google Scholar] [CrossRef]
- Stournara, M.; Xiao, X.; Qi, Y.; Johari, P.; Lu, P.; Sheldon, B.; Gao, H.; Shenoy, V.B. Li segregation induces structure and strength changes at the amorphous Si/Cuinterface. Nano Lett. 2013, 13, 4759–4768. [Google Scholar] [CrossRef]
- Xi, L.; Gu, D.; Guo, S.; Wang, R.; Ding, K.; Prashanth, K. Grain refinement in laser manufactured Al-based composites with TiB2 ceramic. J. Mater. Res. Technol. 2020, 9, 2611–2622. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diamond vol.% | Diamond wt.% | Total Mass (g) | Coated Diamond Quality (g) | Copper Quality (g) |
|---|---|---|---|---|
| 1 | 0.40 | 50 | 0.20 | 49.80 |
| 3 | 1.20 | 50 | 0.60 | 49.40 |
| 5 | 2.03 | 50 | 1.01 | 48.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Li, Y.; Li, S.; Gong, P.; Chen, Q.; Geng, H.; Sun, M.; Sun, Q.; Hao, L. Fabrication of Titanium and Copper-Coated Diamond/Copper Composites via Selective Laser Melting. Micromachines 2022, 13, 724. https://doi.org/10.3390/mi13050724
Zhang L, Li Y, Li S, Gong P, Chen Q, Geng H, Sun M, Sun Q, Hao L. Fabrication of Titanium and Copper-Coated Diamond/Copper Composites via Selective Laser Melting. Micromachines. 2022; 13(5):724. https://doi.org/10.3390/mi13050724
Chicago/Turabian StyleZhang, Lu, Yan Li, Simeng Li, Ping Gong, Qiaoyu Chen, Haoze Geng, Minxi Sun, Qinglei Sun, and Liang Hao. 2022. "Fabrication of Titanium and Copper-Coated Diamond/Copper Composites via Selective Laser Melting" Micromachines 13, no. 5: 724. https://doi.org/10.3390/mi13050724
APA StyleZhang, L., Li, Y., Li, S., Gong, P., Chen, Q., Geng, H., Sun, M., Sun, Q., & Hao, L. (2022). Fabrication of Titanium and Copper-Coated Diamond/Copper Composites via Selective Laser Melting. Micromachines, 13(5), 724. https://doi.org/10.3390/mi13050724