
Design of Chopsticks-Shaped Heating Resistors for a Thermal Inkjet: Based on TaN Film

 ,
,
Abstract
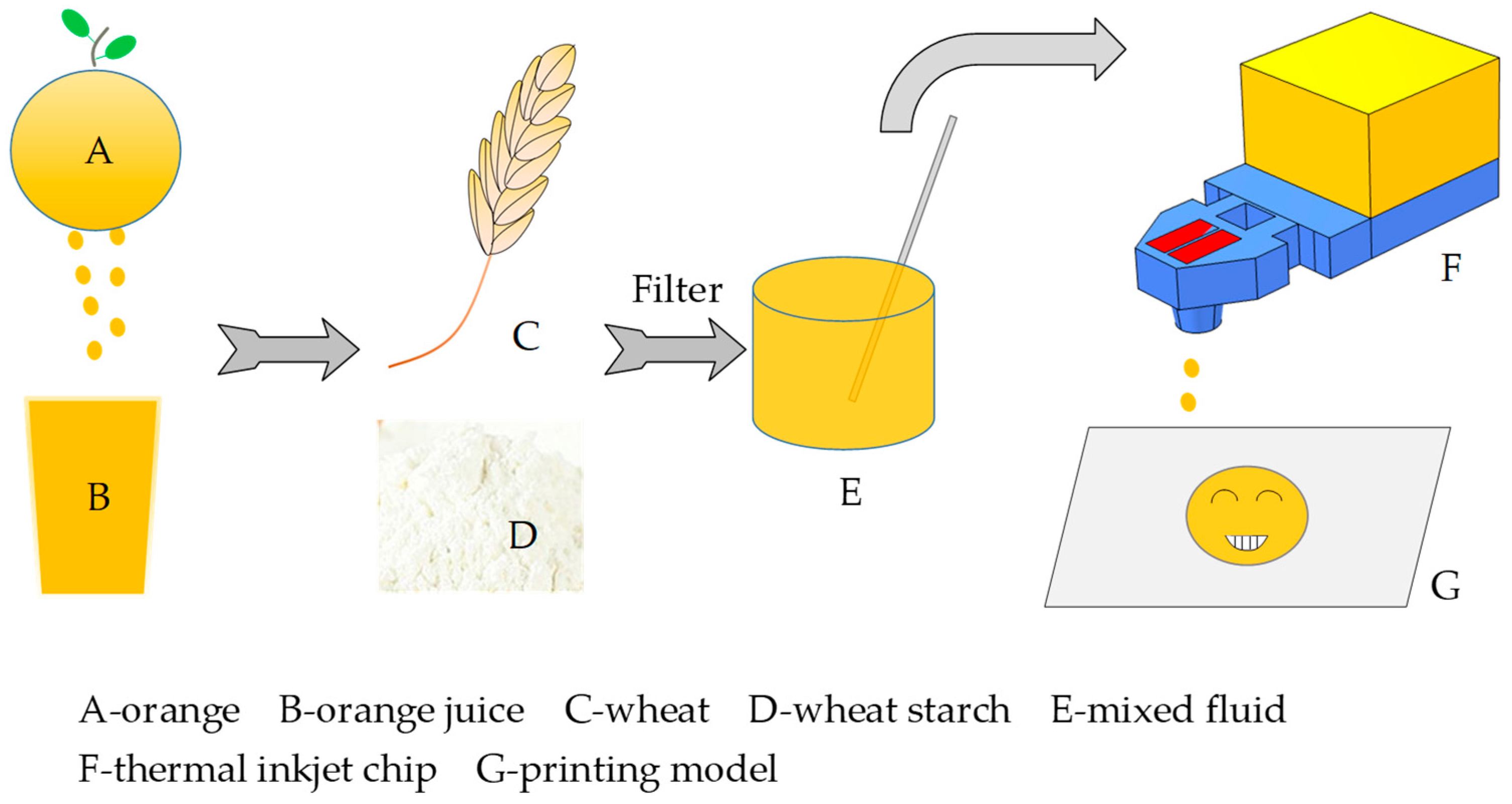
:1. Introduction
2. Actuation Concept and Simulation
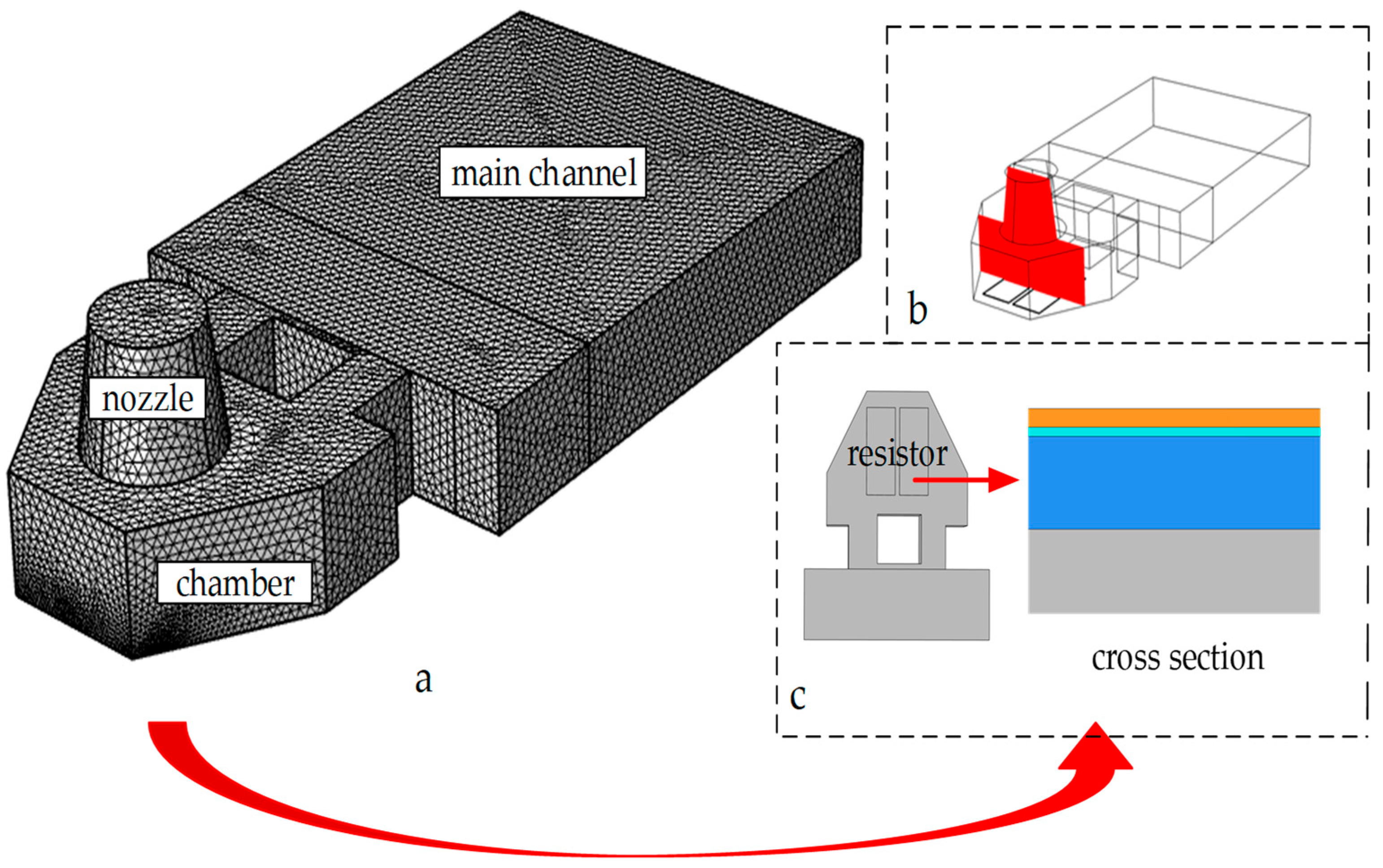
2.1. Establishment of Theoretical Model
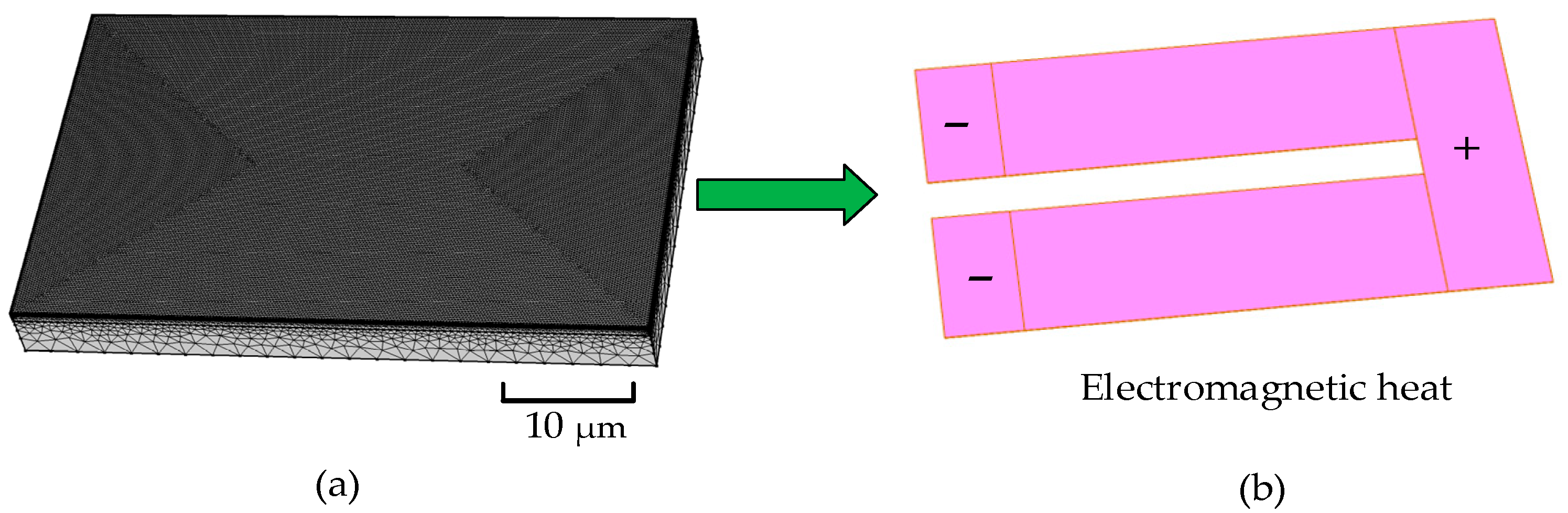
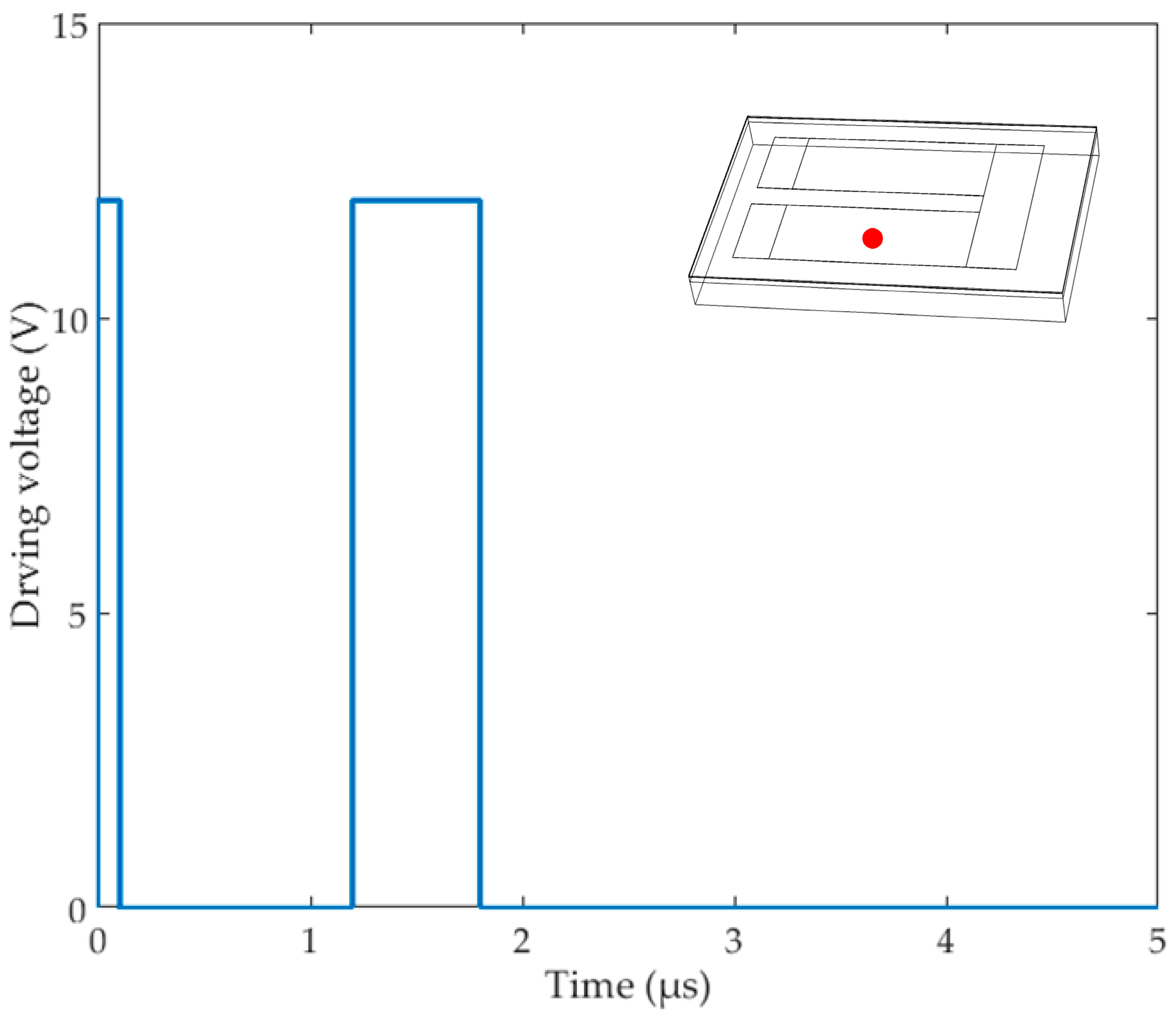
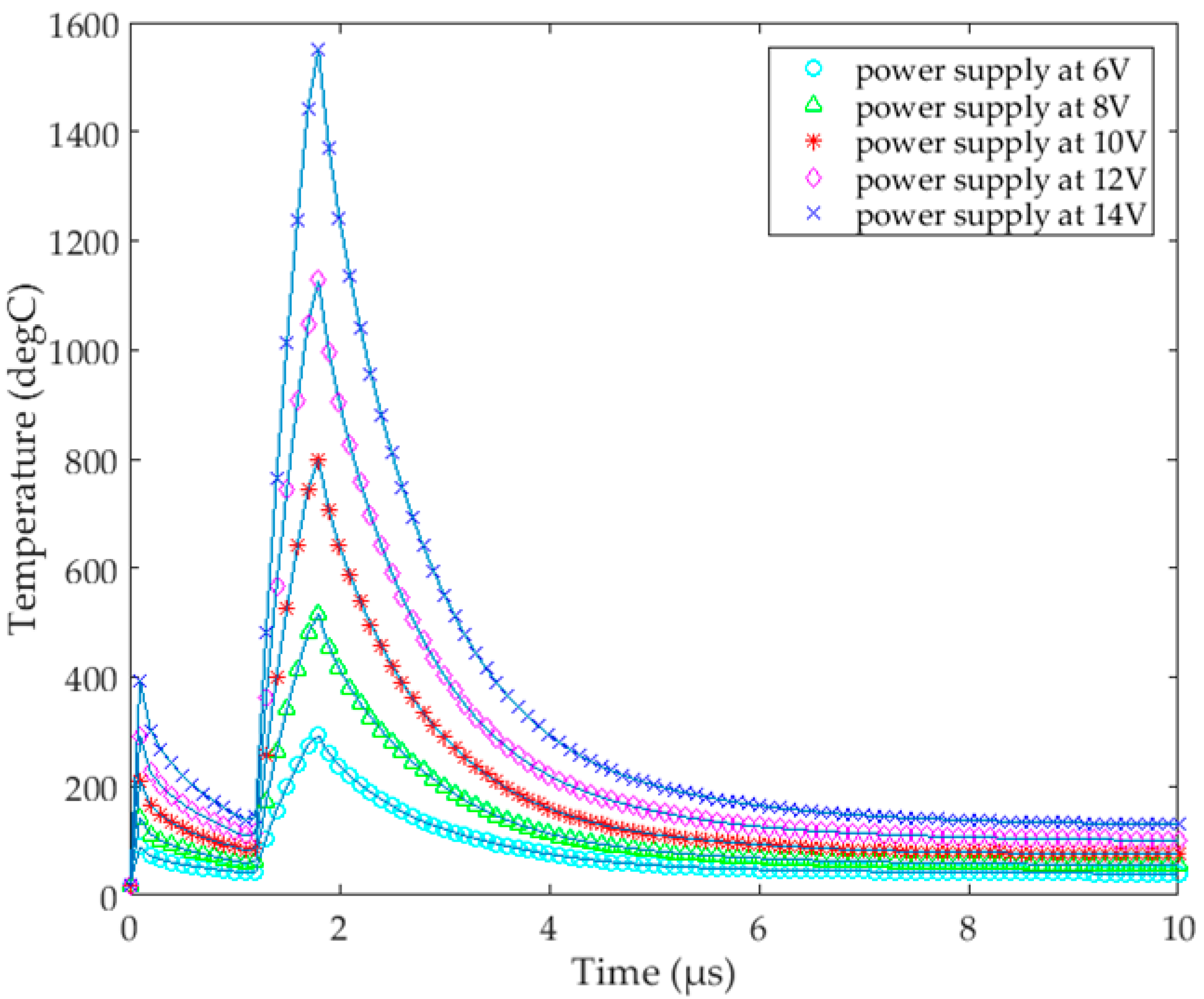
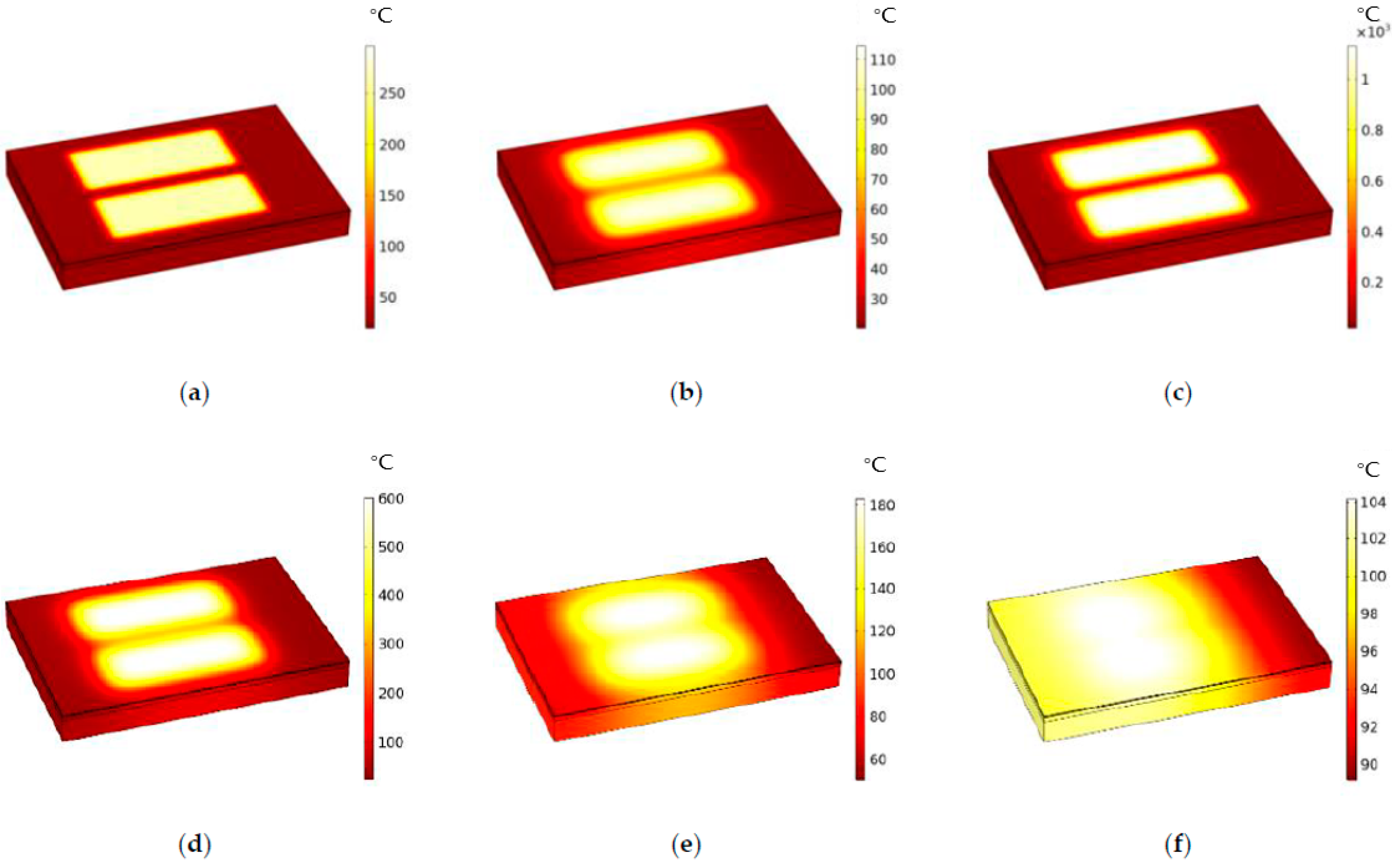
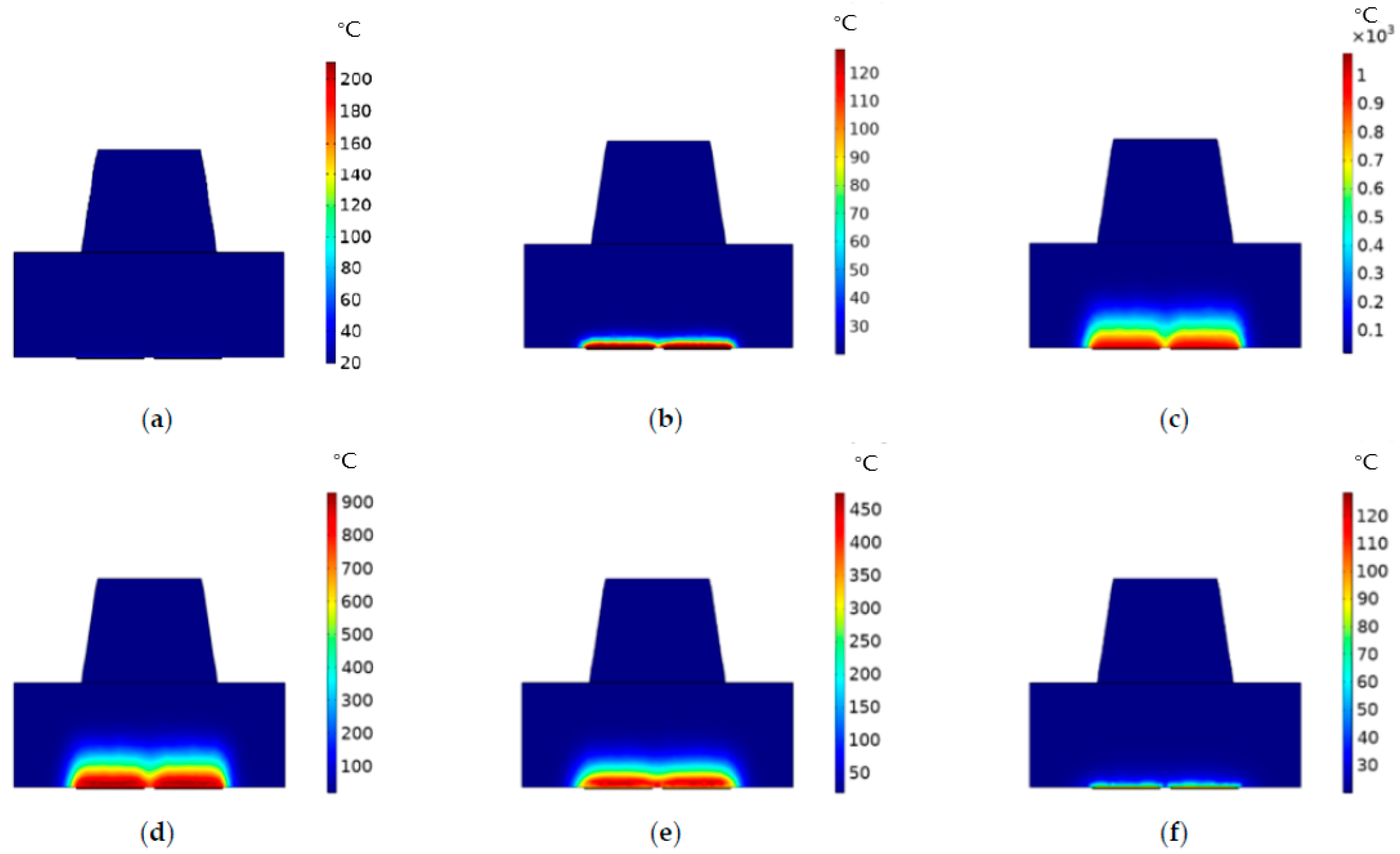
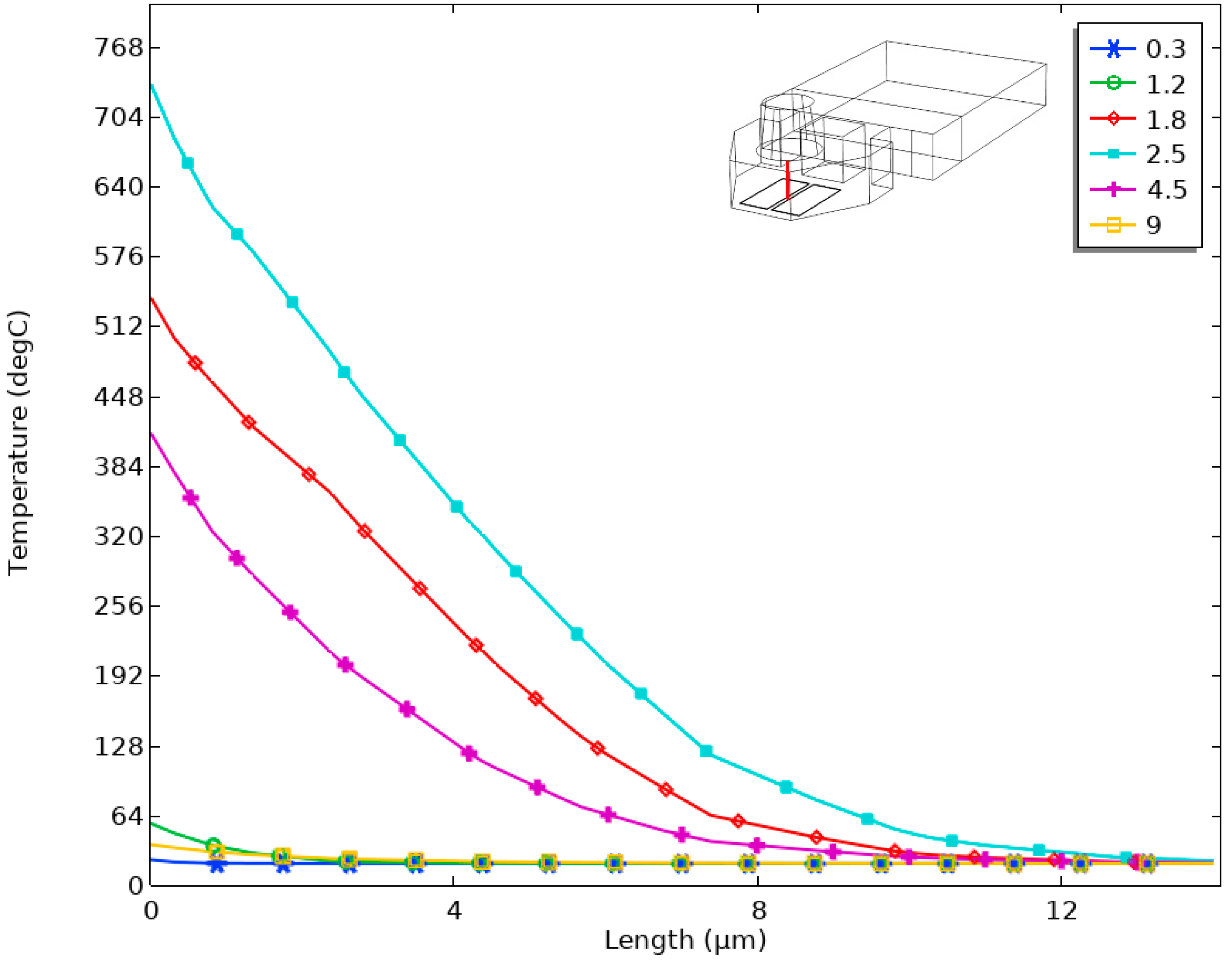
2.2. Simulation
3. Experimental Results
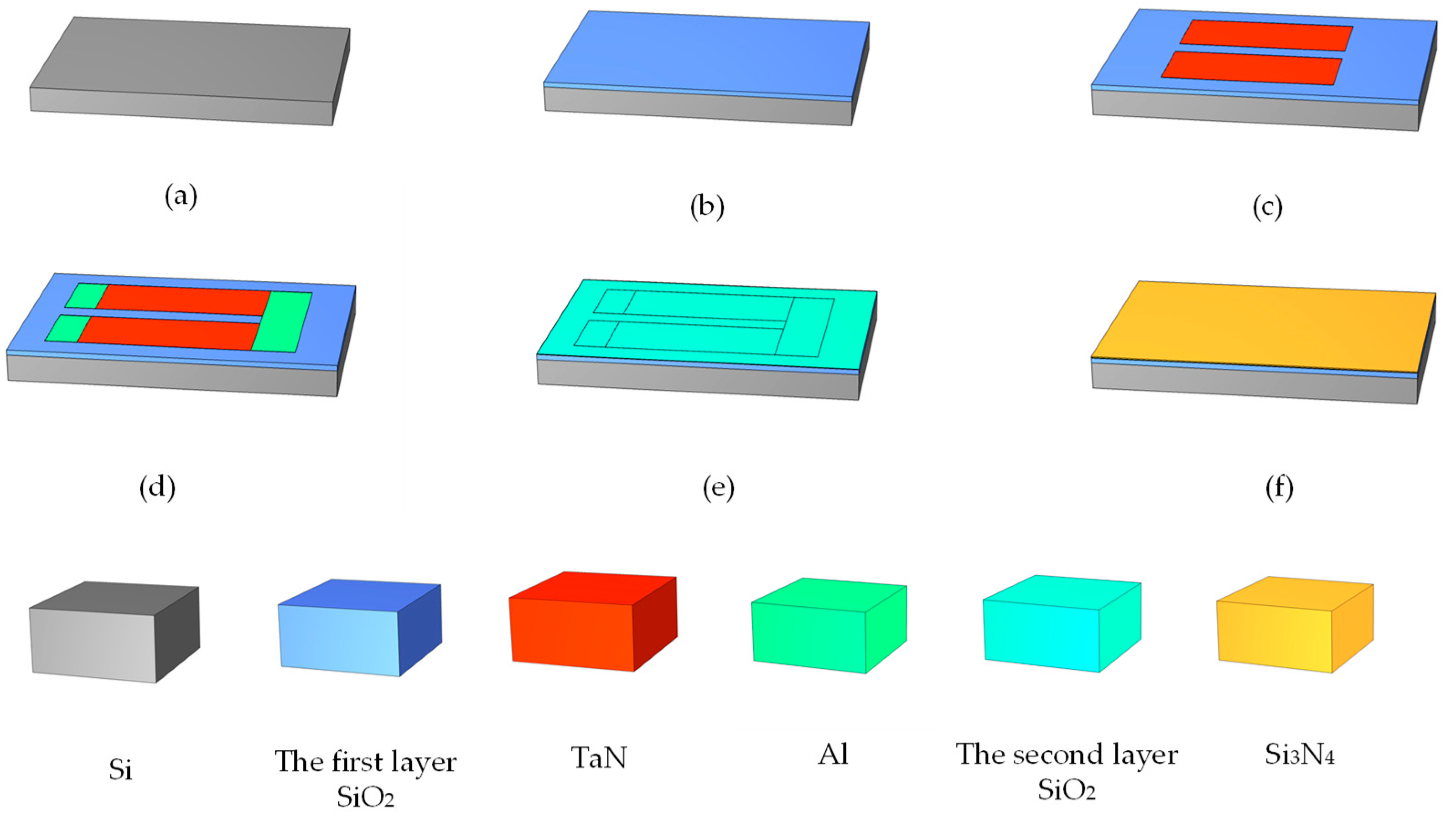
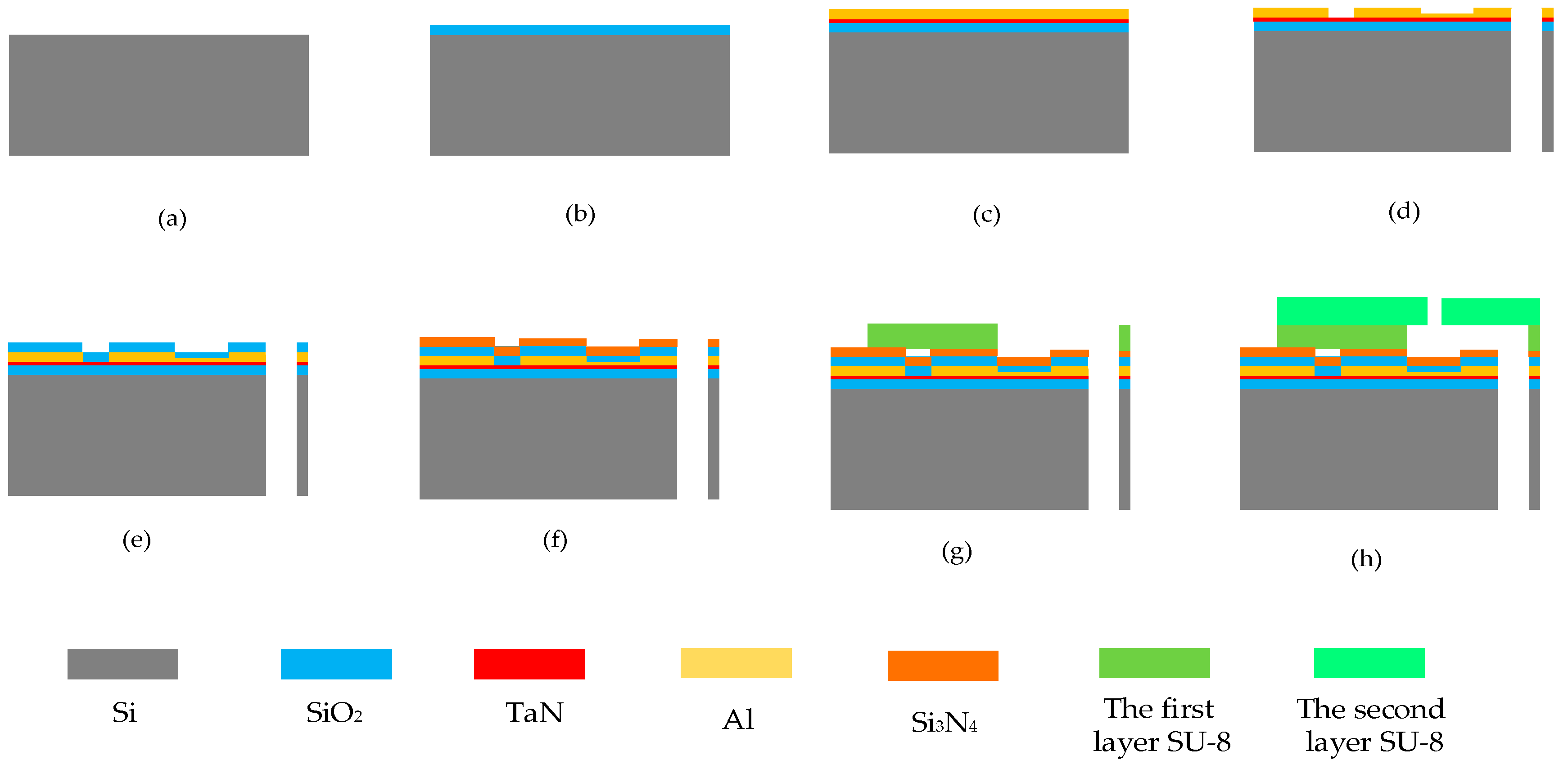
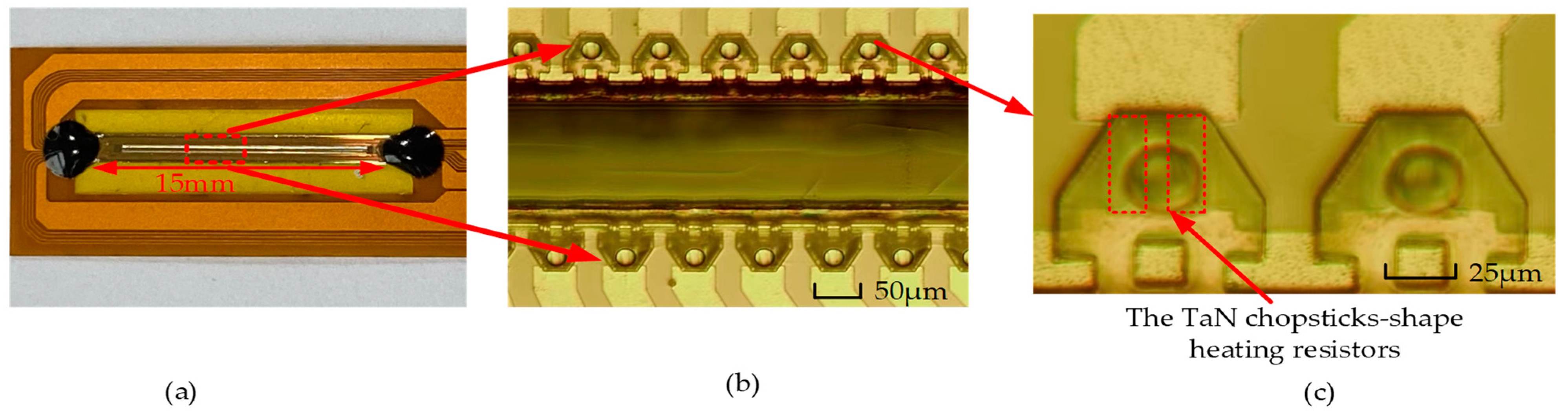
3.1. Device Fabrication
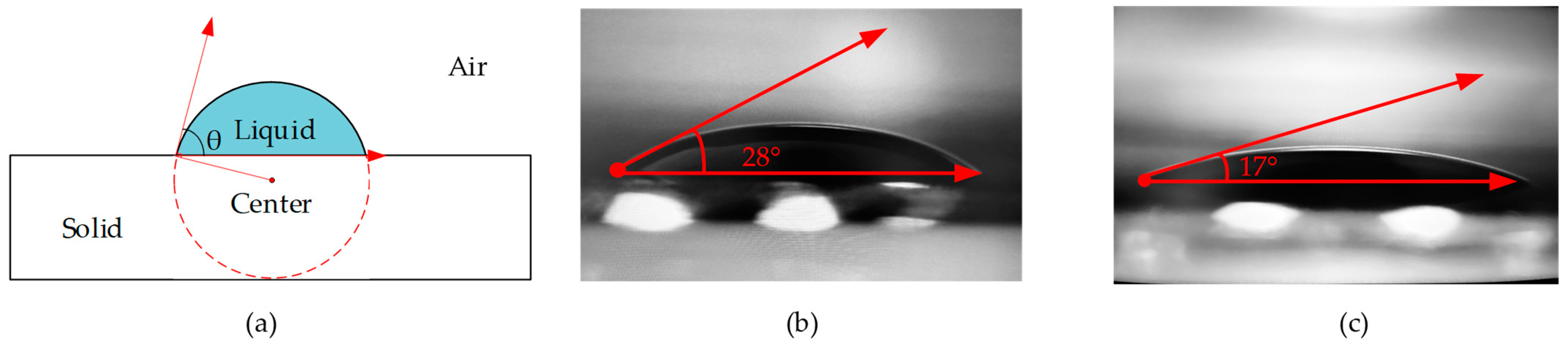
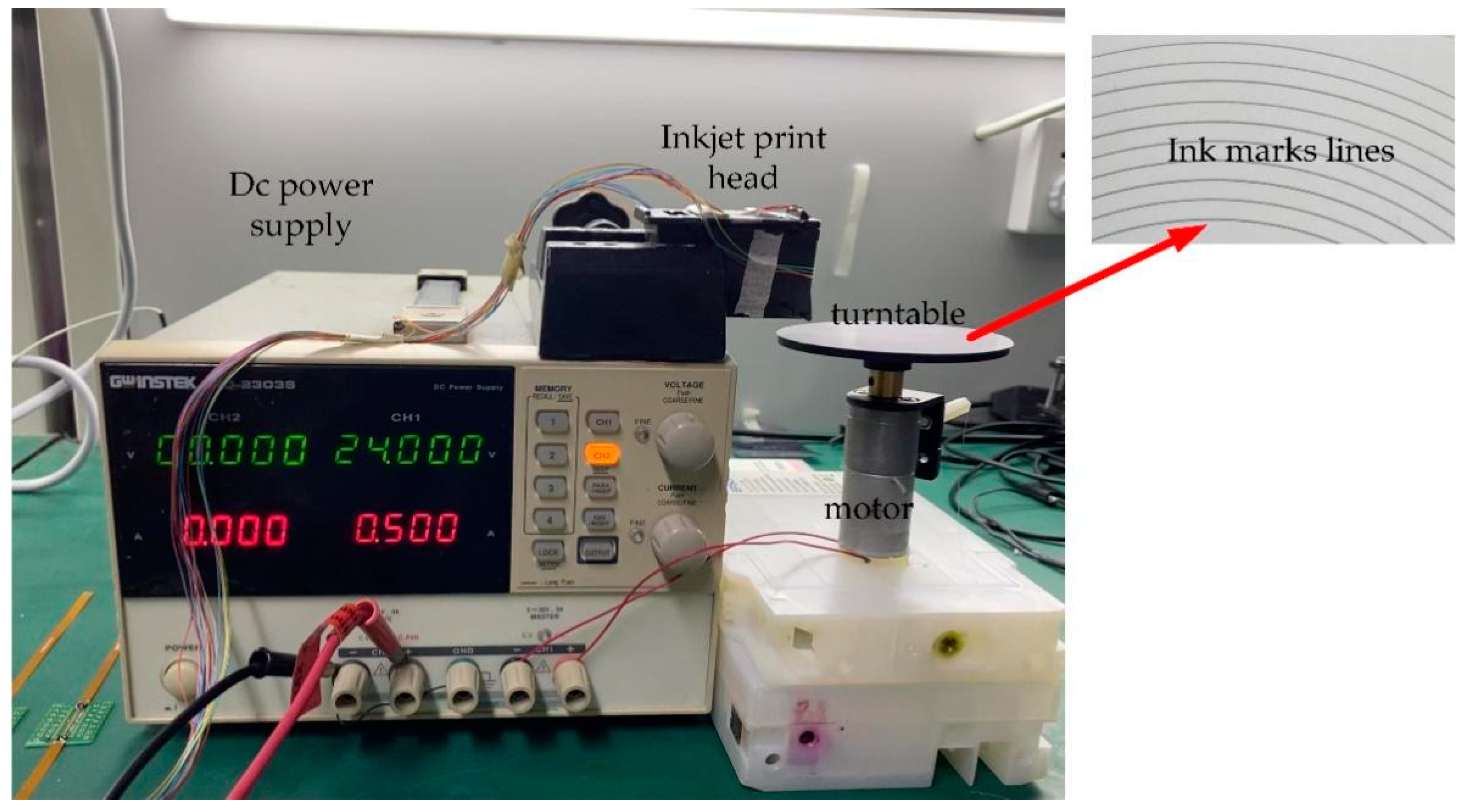
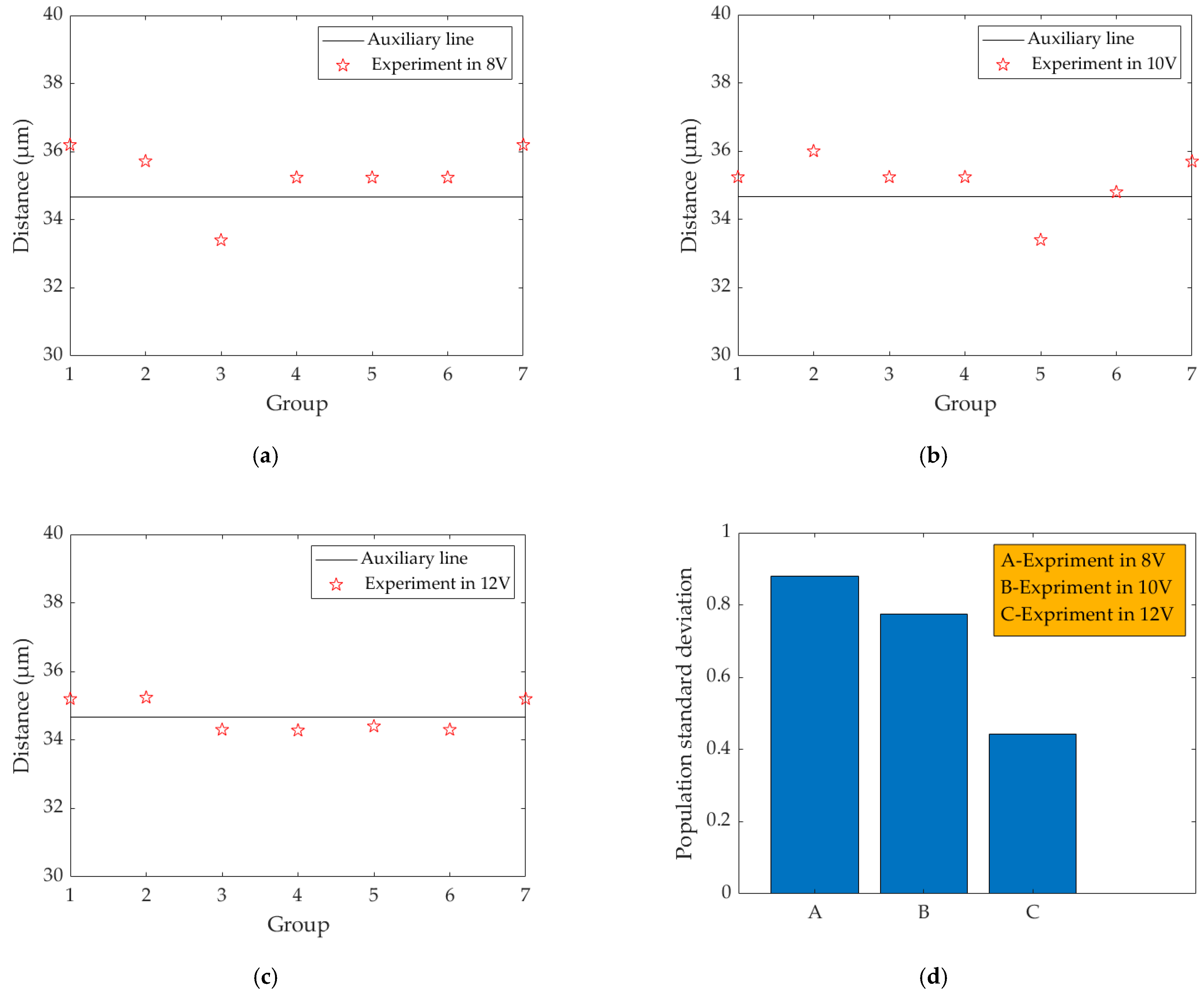
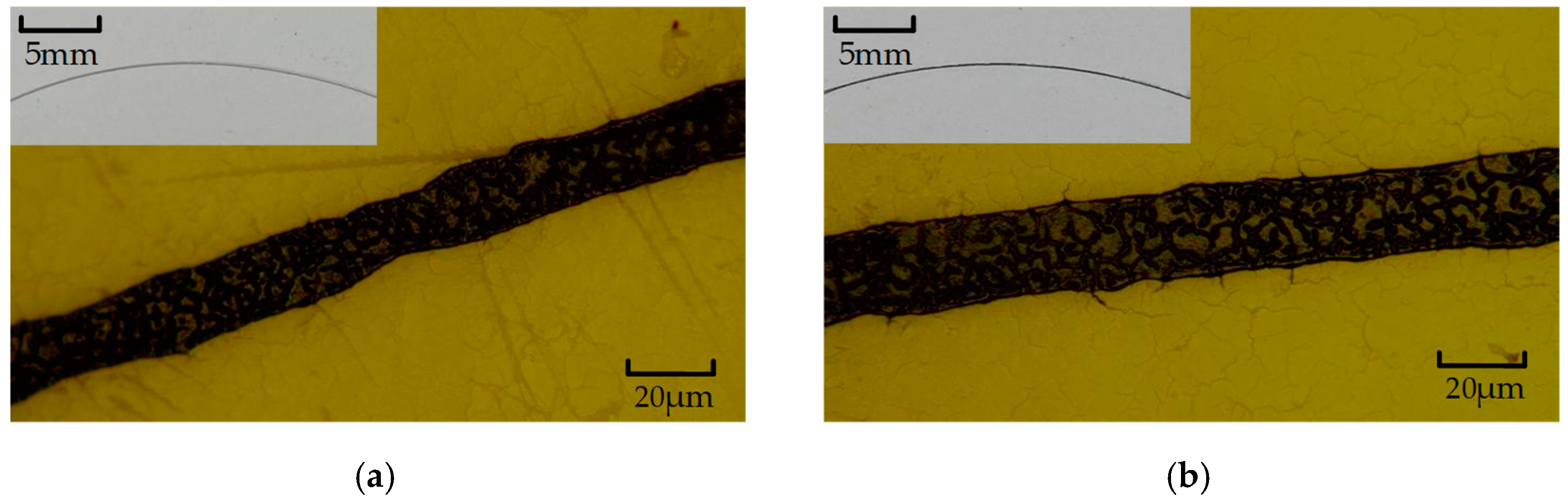
3.2. Thermal Bubble Inkjet Printing Test
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, H.; Yang, X.; Cheng, X.; Zhao, G.; Zheng, G.; Li, X.; Dong, R. Theoretical and Experimental Research on Multi-Layer Vessel-like Structure Printing Based on 3D Bio-Printing Technology. Micromachines 2021, 12, 1517. [Google Scholar] [CrossRef] [PubMed]
- Basak, I.; Nowicki, G.; Ruttens, B.; Desta, D.; Prooth, J.; Jose, M.; Nagels, S.; Boyen, H.-G.; D’Haen, J.; Buntinx, M.; et al. Inkjet Printing of PEDOT:PSS Based Conductive Patterns for 3D Forming Applications. Polymers 2020, 12, 2915. [Google Scholar] [CrossRef] [PubMed]
- Hussain, A.; Abbas, N.; Ali, A. Inkjet Printing: A Viable Technology for Biosensor Fabrication. Chemosensors 2022, 10, 103. [Google Scholar] [CrossRef]
- Zhang, S.; Xie, Y.; Feng, J.; Chu, Z.; Jin, W. Screen-printing of nanocube-based flexible microchips for the precise biosensing of ethanol during fermentation. AlChE J. 2021, 67, e17142. [Google Scholar] [CrossRef]
- Bai, Y.; Guo, Q.; Xiao, J.; Zheng, M.; Zhang, D.; Yang, J. An inkjet-printed smartphone-supported electrochemical biosensor system for reagentless point-of-care analyte detection. Sens. Actuators B Chem. 2021, 346, 130447. [Google Scholar] [CrossRef]
- Assaifan, A.K.; Lloyd, J.S.; Samavat, S.; Deganello, D.; Stanton, R.J.; Teng, K.S. Nanotextured Surface on Flexographic Printed ZnO Thin Films for Low-Cost Non-Faradaic Biosensors. ACS Appl. Mater. Interfaces 2016, 8, 33802–33810. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bordbar, M.M.; Sheini, A.; Hashemi, P.; Hajian, A.; Bagheri, H. Disposable paper-based biosensors for the point-of-care de-tection of hazardous contaminations—A review. Biosensors 2021, 11, 316. [Google Scholar] [CrossRef]
- Mantihal, S.; Prakash, S.; Godoi, F.C.; Bhandari, B. Optimization of chocolate 3D printing by correlating thermal and flow properties with 3D structure modeling. Innov. Food Sci. Emerg. Technol. 2017, 44, 21–29. [Google Scholar] [CrossRef] [Green Version]
- Le Tohic, C.; O’Sullivan, J.J.; Drapala, K.P.; Chartrin, V.; Chan, T.; Morrison, A.P.; Kerry, J.P.; Kelly, A.L. Effect of 3D printing on the structure and textural properties of processed cheese. J. Food Eng. 2018, 220, 56–64. [Google Scholar] [CrossRef]
- Derossi, A.; Caporizzi, R.; Azzollini, D.; Severini, C. Application of 3D printing for customized food. A case on the development of a fruit-based snack for children. J. Food Eng. 2018, 220, 65–75. [Google Scholar] [CrossRef]
- Severini, C.; Derossi, A.; Ricci, I.; Caporizzi, R.; Fiore, A. Printing a blend of fruit and vegetables. New advances on critical variables and shelf life of 3D edible objects. J. Food Eng. 2018, 220, 89–100. [Google Scholar] [CrossRef]
- Yang, F.L.; Zhang, M.; Bhandari, B.; Liu, Y.P. Investigation on lemon juice gel as food material for 3D printing and optimization of printing parameters. LWT-Food Sci. Technol. 2017, 87, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Azam, R.S.M.; Zhang, M.; Bhandari, B.; Yang, C.H. Effect of different gums on features of 3D printed object based on vitamin-D enriched orange concentrate. Food Biophys. 2018, 13, 250–262. [Google Scholar] [CrossRef]
- Cui, X.; Dean, D.; Ruggeri, Z.; Boland, T. Cell damage evaluation of thermal inkjet printed Chinese hamster ovary cells. Biotechnol. Bioeng. 2010, 106, 963–969. [Google Scholar] [CrossRef] [PubMed]
- Thuau, D.; Kallitsis, K.; Fabrice, D.; Hadziioannou, G. All inkjet-printed piezoelectric electronic devices: Energy generators, sensors and actuators. J. Mater. Chem. C 2017, 5, 9963–9966. [Google Scholar] [CrossRef]
- Solis, L.; Ayala, Y.; Portillo, S.; Varela-Ramirez, A.; Boland, T. Thermal inkjet bioprinting triggers the activation of the VEGF pathway in human microvascular endothelial cells in vitro. Biofabrication 2019, 11, 045005. [Google Scholar] [CrossRef]
- Liu, K.Y.; Lee, J.W.; Wu, F.B. Fabrication and tribological behavior of sputtering TaN coatings. Surf. Coat. Technol. 2014, 259, 123–128. [Google Scholar] [CrossRef]
- Boulat, L.; Viennois, R.; Oliviero, E.; Dadras, M.; Frety, N. Study of TaN and TaN-Ta-TaN thin films as diffusion barriers in CeFe4Sb12 skutterudite. J. Appl. Phys. 2019, 126, 125306. [Google Scholar] [CrossRef]
- Chen, Z.; Lee, J.-B. Biocompatibility of SU-8 and Its Biomedical Device Applications. Micromachines 2021, 12, 794. [Google Scholar] [CrossRef]
- Narayan, S.; Bae, K.; Lehn, R.; Yadav, S.; Ott, M.; Meckel, T.; Stark, R.W. Low-pressure bonding of monolithic SU-8 microfluidic devices. J. Micromech. Microeng. 2018, 28, 125001. [Google Scholar] [CrossRef]
- El-Karamany, A.S.; Ezzat, M.A. Modified Fourier‘s Law with Time-Delay and Kernel Function: Application in Thermoelasticity. J. Therm. Stresses 2015, 38, 811–834. [Google Scholar] [CrossRef]
- Kamil, S.A.; Jose, G. Effect of Substrate Temperature on Morphological, Structural, and Optical Properties of Doped Layer on SiO2-on-Silicon and Si3N4-on-Silicon Substrate. Nanomaterials 2022, 12, 919. [Google Scholar] [CrossRef] [PubMed]
- Adochițe, C.-Ș.; Vițelaru, C.; Parau, A.C.; Kiss, A.E.; Pană, I.; Vlădescu, A.; Costinaș, S.; Moga, M.; Muntean, R.; Badea, M.; et al. Synthesis and Investigation of Antibacterial Activity of Thin Films Based on TiO2-Ag and SiO2-Ag with Potential Applications in Medical Environment. Nanomaterials 2022, 12, 902. [Google Scholar] [CrossRef] [PubMed]
- Li, X.M.; Zhang, L.T.; Yin, X.W. Synthesis, electromagnetic reflection loss and oxidation resistance of pyrolytic carbon-Si3N4 ceramics with dense Si3N4 coating. J. Eur. Ceram. Soc. 2012, 32, 1485–1489. [Google Scholar] [CrossRef]
- Zhang, T.X.; Zhang, X.H.; Han, W.B. Effect of Si3N4 nanowires on the mechanical properties and dielectric constant of porous Si3N4 ceramics. J. Ceram. Soc. Jpn. 2019, 127, 602–605. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.Z. Thermal stress analysis for a hypocycloid-type crack problem under remote thermal loading. J. Therm. Stresses 2021, 44, 634–641. [Google Scholar] [CrossRef]
- Feng, J.P.; Liu, M.; Ma, S.J.; Yang, J.L.; Mo, W.; Su, X.J. Micro-nano scale heat transfer mechanisms for fumed silica based thermal insulating composite. Int. Commun. Heat Mass Transf. 2020, 110, 104392. [Google Scholar] [CrossRef]
- Pivem, A.C.; de Lemos, M.J.S. Laminar heat transfer in a moving porous bed reactor simulated with a macroscopic two-energy equation model. Int. J. Heat Mass Transf. 2012, 55, 1922–1930. [Google Scholar] [CrossRef]
- Peng, X.; Lu, A.; Sun, Q.; Xu, N.; Xie, Y.; Wu, J.; Cheng, J. Design of H-Shape Chamber in Thermal Bubble Printer. Micromachines 2022, 13, 194. [Google Scholar] [CrossRef]
- Annabestani, M.; Esmaeili-Dokht, P.; Fardmanesh, M. A novel, low cost, and accessible method for rapid fabrication of the modifiable microfluidic devices. Sci. Rep. 2020, 10, 16513. [Google Scholar] [CrossRef]
- Peng, G.; Lister, J. Viscous flow under an elastic sheet. J. Fluid Mech. 2020, 905, A30. [Google Scholar] [CrossRef]
- Huang, S.; Shen, R.; Qian, B.; Li, L.; Wang, W.; Lin, G.; Zhang, X.; Li, P.; Xie, Y. Thermal bubble inkjet printing of water-based graphene oxide and graphene inks on heated substspeed. J. Phys. D Appl. Phys. A Europhys. J. 2018, 51, 135302. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure Parameters | Value (μm) |
|---|---|
| Si | 60 × 40 × 5 |
| The first layer of SiO2 | 60 × 40 × 1 |
| TaN | 32 × 13 × 0.05 |
| Al | 6 × 13 × 0.05; 8 × 13 × 0.05, |
| The second layer of SiO2 | 60 × 40 × 0.1 |
| Si3N4 | 60 × 40 × 0.2 |
| Materials | Constant Pressure Heat Capacity | Density (kg/m3) | Thermal Conductivity | Conductivity (S/m) |
|---|---|---|---|---|
| Silicon | 700 | 2329 | 130 | 10−12 |
| SiO2 | 730 | 2200 | 1.4 | 0 |
| TaN | 522 | 14,506 | 9.54 | 0.5 × 106 |
| Si3N4 | 700 | 3100 | 20 | 0 |
| Al | 900 | 2700 | 238 | 3.774 × 107 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, A.; Peng, X.; Sun, Q.; Cheng, J.; Xu, N.; Xie, Y.; Ding, J.; Li, P.; Long, J.; Wu, J. Design of Chopsticks-Shaped Heating Resistors for a Thermal Inkjet: Based on TaN Film. Micromachines 2022, 13, 787. https://doi.org/10.3390/mi13050787
Lu A, Peng X, Sun Q, Cheng J, Xu N, Xie Y, Ding J, Li P, Long J, Wu J. Design of Chopsticks-Shaped Heating Resistors for a Thermal Inkjet: Based on TaN Film. Micromachines. 2022; 13(5):787. https://doi.org/10.3390/mi13050787
Chicago/Turabian StyleLu, Anjiang, Xishun Peng, Qiliang Sun, Jin Cheng, Naitao Xu, Yibo Xie, Jie Ding, Pangyue Li, Ji’an Long, and Jiawen Wu. 2022. "Design of Chopsticks-Shaped Heating Resistors for a Thermal Inkjet: Based on TaN Film" Micromachines 13, no. 5: 787. https://doi.org/10.3390/mi13050787
APA StyleLu, A., Peng, X., Sun, Q., Cheng, J., Xu, N., Xie, Y., Ding, J., Li, P., Long, J., & Wu, J. (2022). Design of Chopsticks-Shaped Heating Resistors for a Thermal Inkjet: Based on TaN Film. Micromachines, 13(5), 787. https://doi.org/10.3390/mi13050787