
Simulation and Test of a MEMS Arming Device for a Fuze


Abstract
:1. Introduction
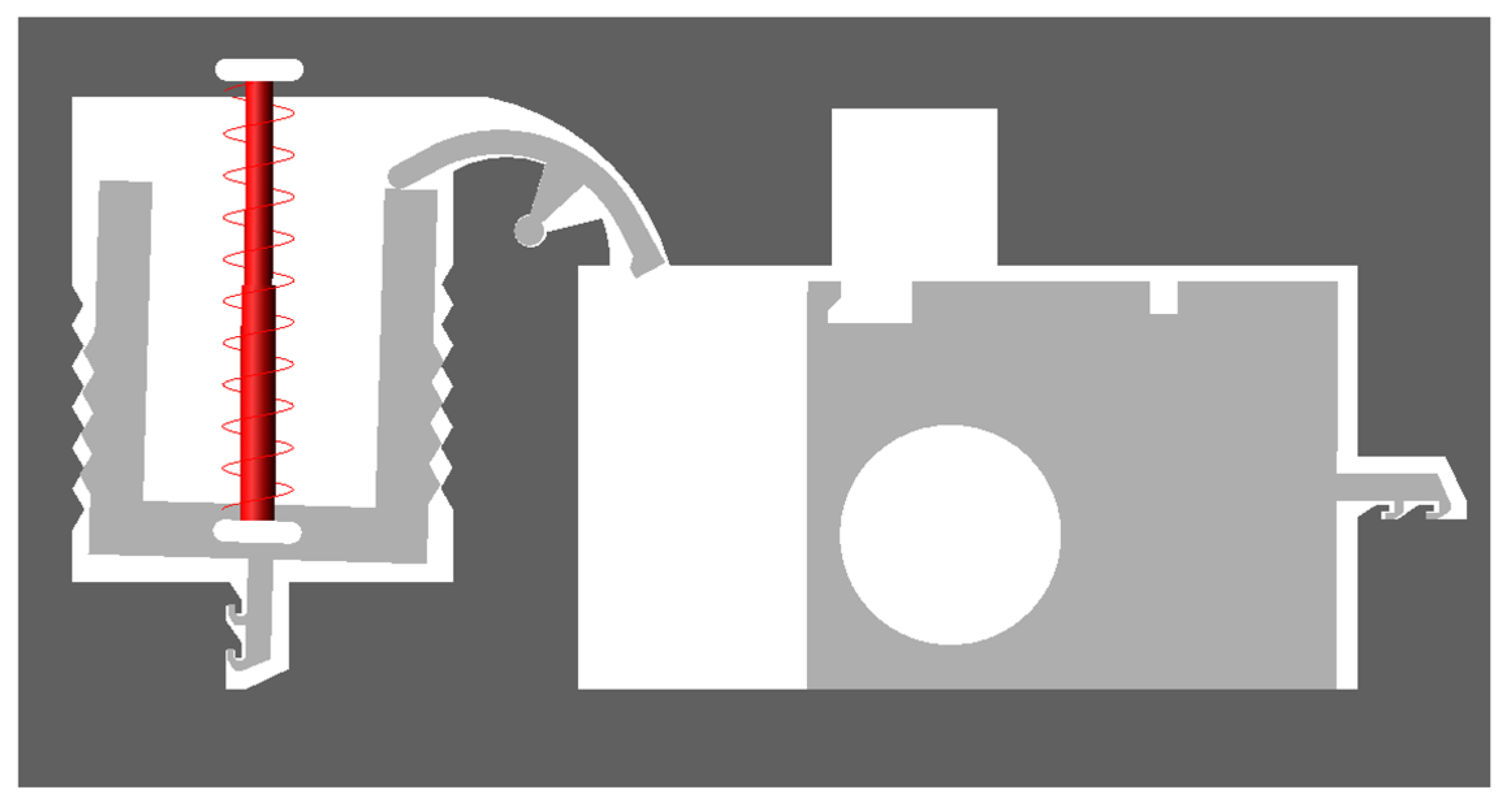
2. Working Principle of the Arming Device
3. Design and Simulation of the Arming Device
3.1. Design and Simulation of the Shear Pin
3.2. Design and Simulation of the Rotary Pin
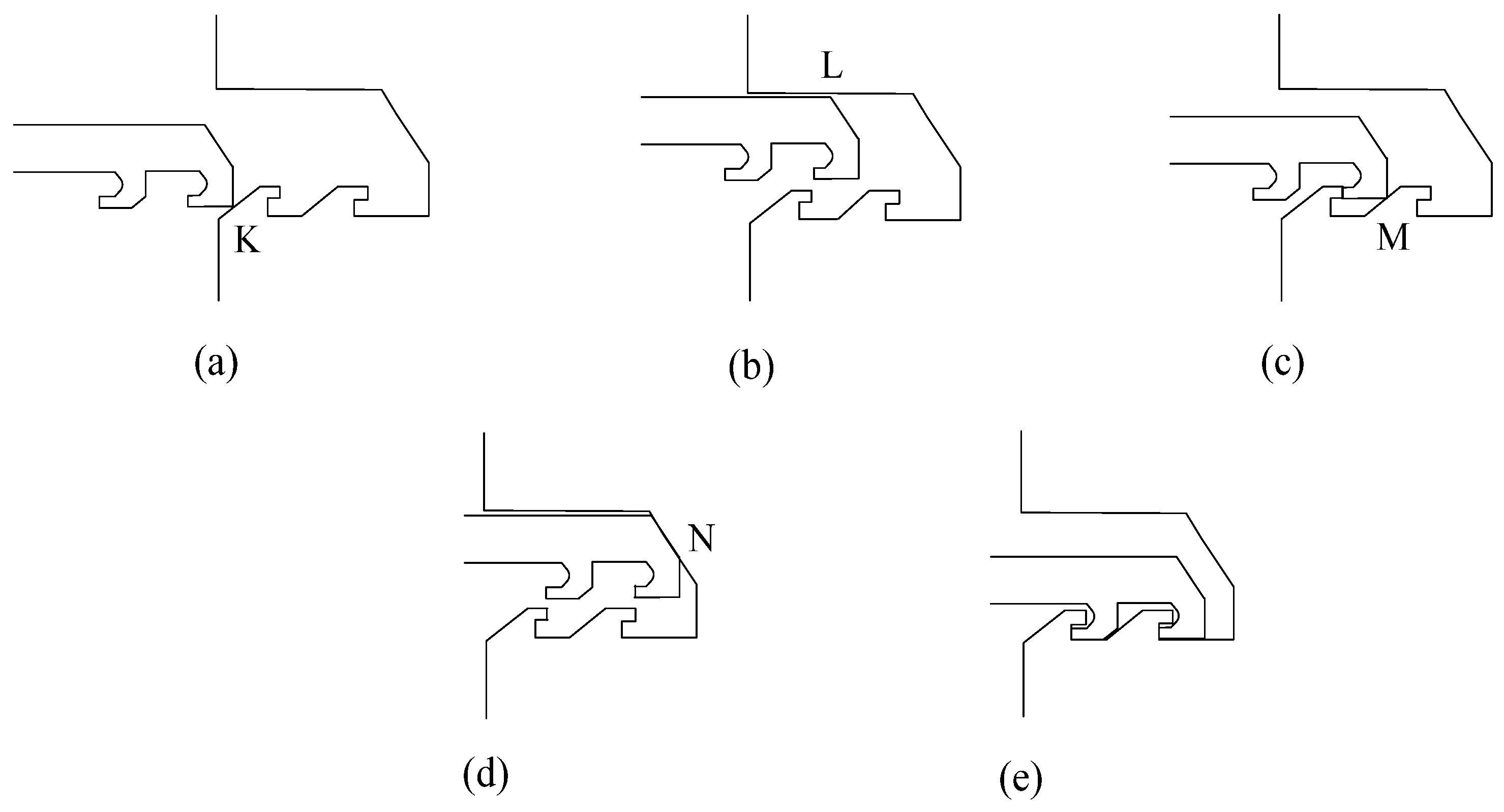
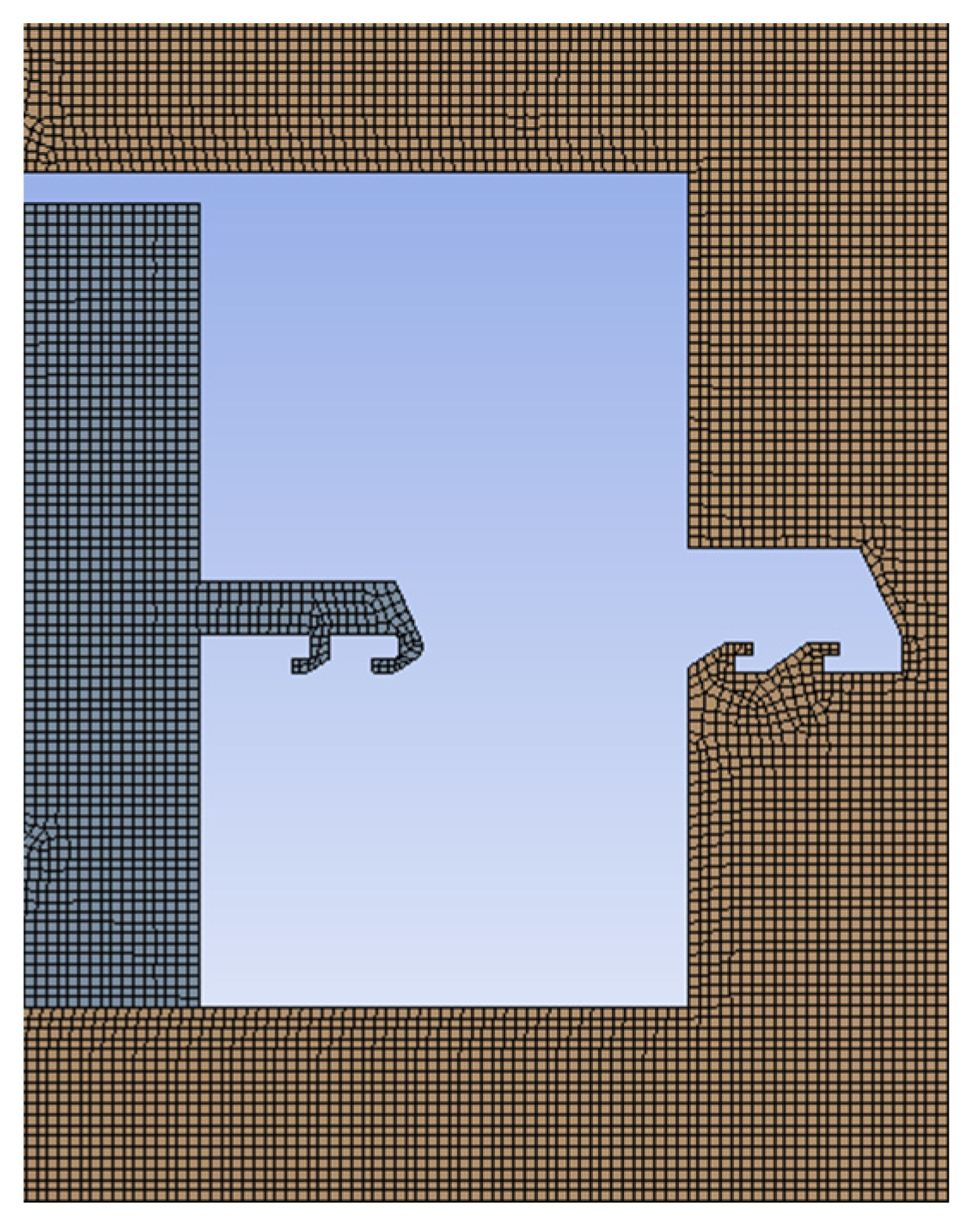
3.3. Design and Simulation of the Locking Mechanism
4. Test Verification of the Arming Device
4.1. Test of the Shear Pin
4.1.1. Test Tooling
4.1.2. Test Results
4.2. Test of the Pin Pusher
4.2.1. Test Tooling
4.2.2. Test Results
4.3. Test of the Rotary Pin and Locking Mechanism
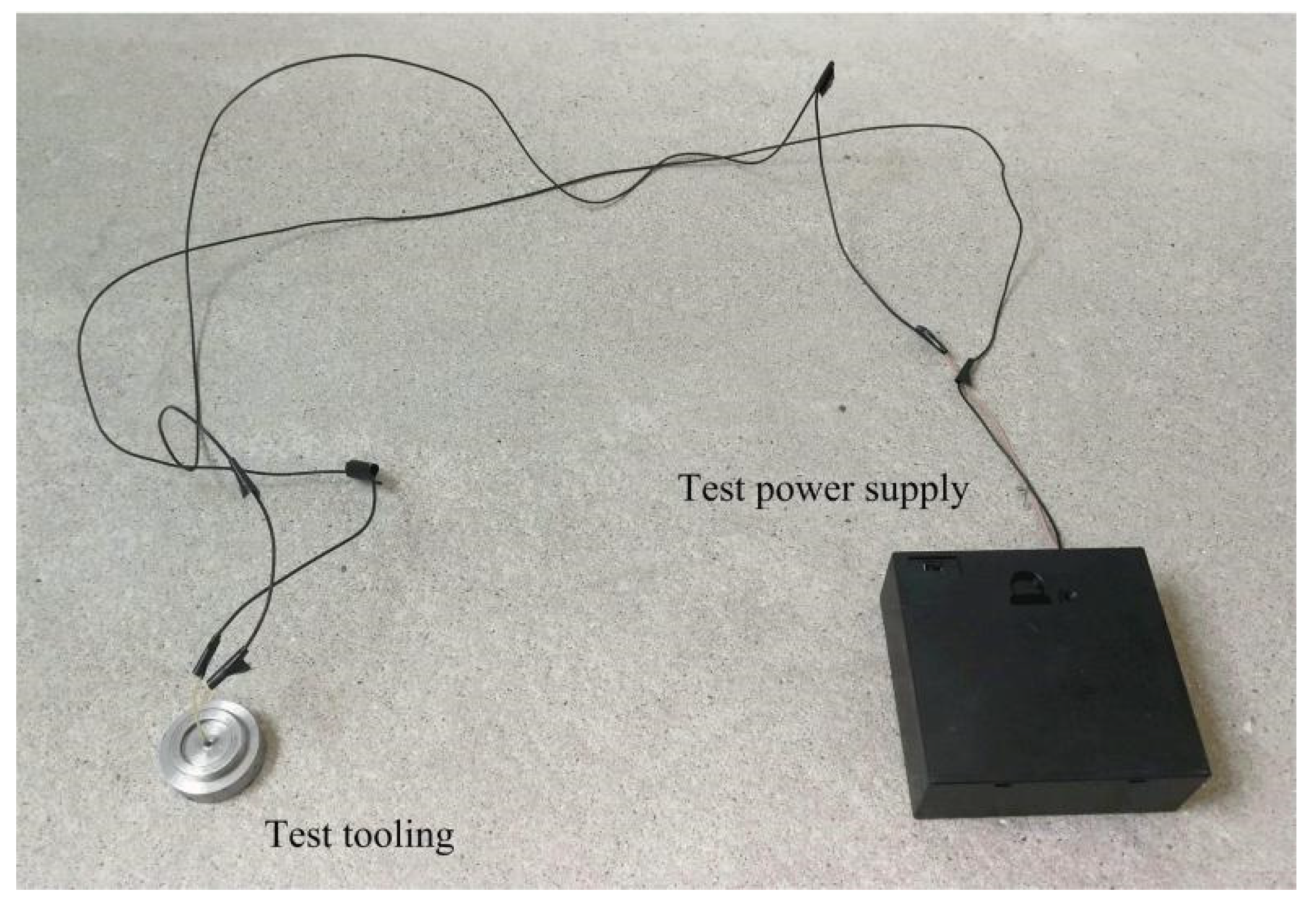
4.3.1. Test Tooling
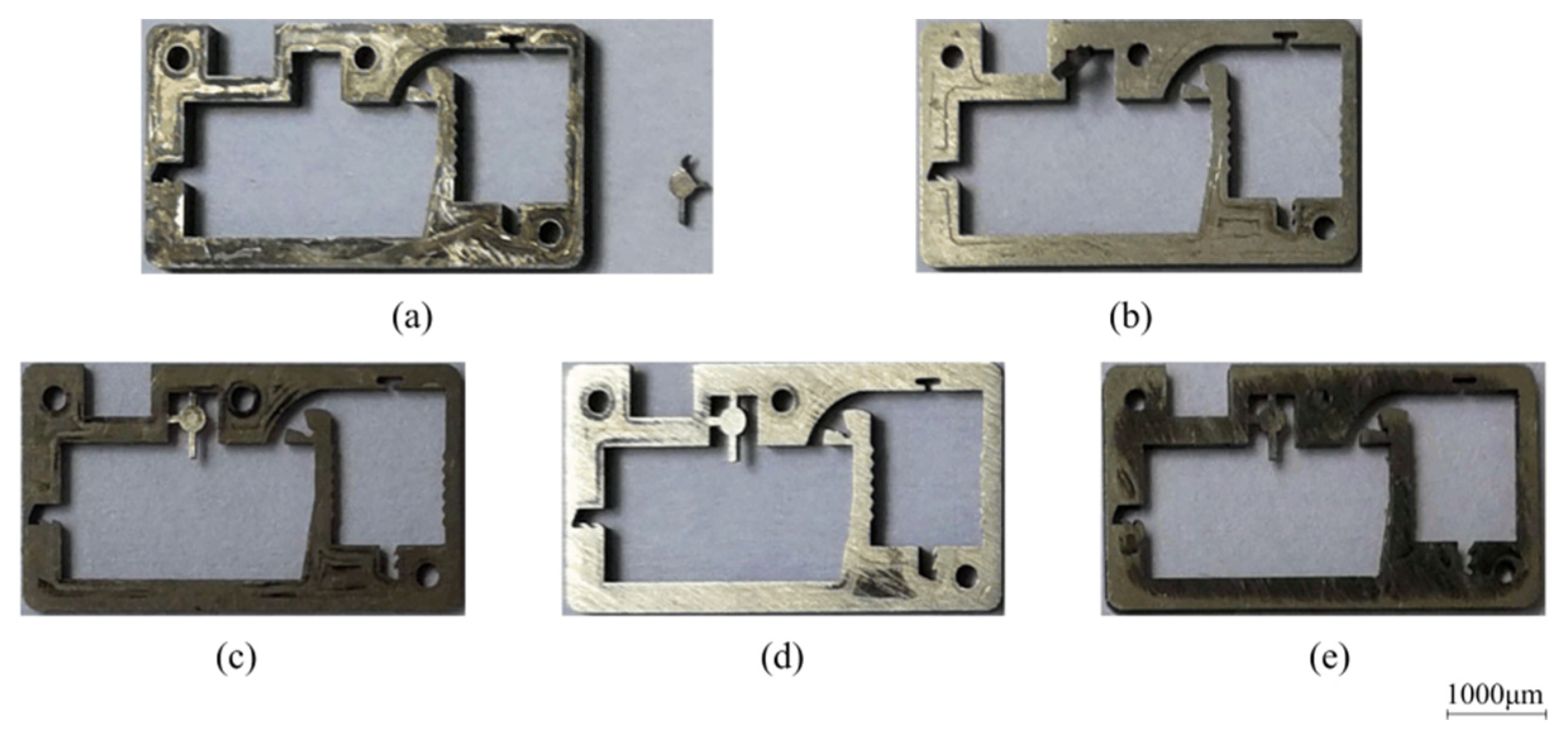
4.3.2. Test Results
4.4. Test of Explosion Reliability
4.4.1. Test Tooling
4.4.2. Test Results
4.5. Test of Arming Safety
4.5.1. Test Tooling
4.5.2. Test Results
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pezous, H.; Rossi, C.; Sanchez, M.; Mathieu, F.; Dollat, X.; Charlot, S.; Conedera, V. Fabrication, assembly and tests of a MEMS-based safe, arm and fire device. J. Phys. Chem. Solids 2010, 71, 75–79. [Google Scholar] [CrossRef]
- Nie, W.; Xi, Z.; Xue, W.; Zhou, Z. Study on Inertial Response Performance of a Micro Electrical Switch for Fuze. Def. Technol. 2013, 9, 187–192. [Google Scholar] [CrossRef] [Green Version]
- Pennarun, P.; Rossi, C.; Est’eve, D.; Bourrier, D. Design, Fabrication and Characterization of a MEMS Safe Pyrotechnical Igniter Integrating Arming, Disarming and Sterilization Functions. J. Micromech. Microeng. 2006, 16, 92–100. [Google Scholar] [CrossRef]
- Lu, Q.; Fang, W.; Wang, C.; Bai, J.; Yao, Y.; Chen, J.; Xu, X.; Huang, W. Investigation of a Complete Squeeze-film Damping Model for MEMS Devices. Microsyst. Nanoeng. 2021, 7, 54. [Google Scholar] [CrossRef] [PubMed]
- Keshavarzi, M.; Hasani, J. Design and Optimization of Fully Differential Capacitive MEMS Accelerometer Based on Surface Micromachining. Microsyst. Technol. 2019, 25, 1369–1377. [Google Scholar] [CrossRef]
- Rawata, L.; Kadama, S.; Yadava, K.; Bhandarib, R.; Kumarc, V. MEMS Based Safe Arm and Fire Device (SAM). J. Inter. Innov. Emerg. Res. Eng. 2015, 2, 37–39. [Google Scholar]
- Hu, T.; Zhao, Y.; Zhao, Y.; Ren, W. Integration Design of a MEMS Based Fuze. Sens. Actuator A Phys. 2017, 268, 193–200. [Google Scholar] [CrossRef]
- Deeds, M.; Sandborn, P.; Swaminathan, R. Packaging of a MEMS Based Safety and Arming Device. In Proceedings of the ITHERM 2000. The Seventh Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (Cat. No.00CH37069), Las Vegas, NV, USA, 23–26 May 2000; pp. 107–112. [Google Scholar]
- Zhang, Y.; Lou, W.; Wang, D.; Liao, M. Design and reliability analysis of multi-scale security system for Microminismart ammunition. Microsyst. Technol. 2019, 25, 2371–2384. [Google Scholar] [CrossRef]
- Wang, D.; Lou, W.; Feng, Y.; Zhang, X. Design of High-reliability Micro Safety and Arming Devices for a Small Caliber Projectile. Micromachines 2017, 8, 234. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hu, T.; Zhao, Y.; Wang, K.; Fang, K.; Ren, W. The Development of an on-chip Microinitiator with a Built-in Safety-and-arming Device. Rev. Sci. Instrum. 2021, 92, 025007. [Google Scholar] [CrossRef] [PubMed]
- Koehler, D.R.; Hoke, D.A.; Weichman, L.S.; Vernon, G.E.; Shul, R.J.; Beggans, M.H. Microelectromechanical Safing and Airming Apparatus. U.S. Patent 7,051,656, 30 May 2006. [Google Scholar]
- Jeong, J.; Eom, J.; Lee, S.; Lim, D.; Jang, Y.; Seo, K.; Choi, S.; Lee, C.; Oh, J. Miniature Mechanical Safety and Arming Device with Runaway Escapement Arming Delay Mechanism for Artillery Fuze. Sens. Actuators A Phys. 2018, 279, 518–524. [Google Scholar] [CrossRef]
- Pezous, H.; Rossi, C.; Sanchez, M.; Mathieu, F.; Dollat, X.; Charlot, S.; Salvagnac, L.; Conédéra, V. Integration of a MEMS based safe arm and fire device. Sens. Actuators A Phys. 2010, 159, 157–167. [Google Scholar] [CrossRef]
- Robinson, C.H.; Wood, R.H.; Gelak, M.R.; Hoang, T.Q.; Smith, G.L. Ultra-Minature Electro-Mechancal Safety and Arming Device. U.S. Patent 8,276,515, 2 October 2012. [Google Scholar]
- Robinson, C.H.; Wood, R.H.; Hoang, T.Q. Miniature MEMS-Based Electro-Mechanical Safety and Arming Device. U.S. Patent 6,964,231, 15 November 2005. [Google Scholar]
- Li, M.; Hu, T. Research Status and Development Trend of MEMS S&A Devices: A review. Def. Technol. 2021, 17, 450–456. [Google Scholar]
- Rehan, M.; Mansoor, M. Application of MEMS in Safety and Arming Devices: Anoverview. Microsyst. Technol. 2021, 27, 3599–3610. [Google Scholar] [CrossRef]
- Wang, D.; Lou, W.; Feng, Y.; Wang, F. Parametric Study of the Centrifugal Insurance Mechanism in MEMS Safety and Arming Device. Preprints 2017, 16, 2017030184. [Google Scholar] [CrossRef]
- Li, W. Research on Key Technologies of MEMS Safety System. Master’s Thesis, Nanjing University of Science & Technology, Nanjing, China, 2018. [Google Scholar]
- Xu, N. Improved Design of Structure and Experimental Research on the MEMS Safety System for Fuze. Master’s Thesis, Nanjing University of Science & Technology, Nanjing, China, 2019. [Google Scholar]
- Wang, K.; Hu, T.; Zhao, Y.; Ren, W. Research on a MEMS Pyrotechnic with a Double-layer Barrier Safetyand Arming Device. Def. Technol. 2021, 3, 16. [Google Scholar]
- Xi, Z.; Nie, W.; Cao, Y. An Overview on the Development of MEMS S&A Device. J. Det. Con. 2021, 43, 1–14. [Google Scholar]
- Qin, Y.; Chen, L.; Hao, Y.; Liu, S.; Zou, X. A Study on the Elastic Coefficients of Setback Micro-springs for a MEMS Safety and Arming Device. Microsyst. Technol. 2020, 26, 583–593. [Google Scholar] [CrossRef]
- Zheng, C.; Xi, Z.; Nie, W.; Xu, N.; Tong, X. Fuze MEMS Delay Arming Device. J. Det. Con. 2019, 41, 6–12. [Google Scholar]
- Qin, Y.; Chen, L.; Hao, Y. Optimization of a Fuze MEMS Setback Arming Device Based on the EDM Process. IEEE Access 2020, 8, 84741–84752. [Google Scholar] [CrossRef]
- Deng, P. Study on the Detonation Transmission and the Detonation Proof Performance Based on the MEMS S&A Device. Master’s Thesis, Shenyang Ligong University, Shenyang, China, 2017. [Google Scholar]




































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Project | Elastic Modulus E/Gpa | Density ρ/g.cm−3 | Poisson’s Ratio μ |
|---|---|---|---|
| Value | 160 | 8.91 | 0.312 |
| Project | |||||||
|---|---|---|---|---|---|---|---|
| Value | 33 | 35 | 115 | 0.135 | 0.135 | 0.790 | 0.983 |
| Serial Number | Sample Data /N | Theoretical Acceleration /g | Actual Acceleration /g | Actual Impact Force /N |
|---|---|---|---|---|
| 1 | 70 | 142.86 | 143 | 70.07 |
| 2 | 40 | 81.63 | 82 | 40.18 |
| 3 | 35 | 71.43 | 72 | 35.28 |
| 4 | 30 | 61.22 | 62 | 30.38 |
| 5 | 25 | 51.02 | 52 | 25.48 |
| Project | Indicators |
|---|---|
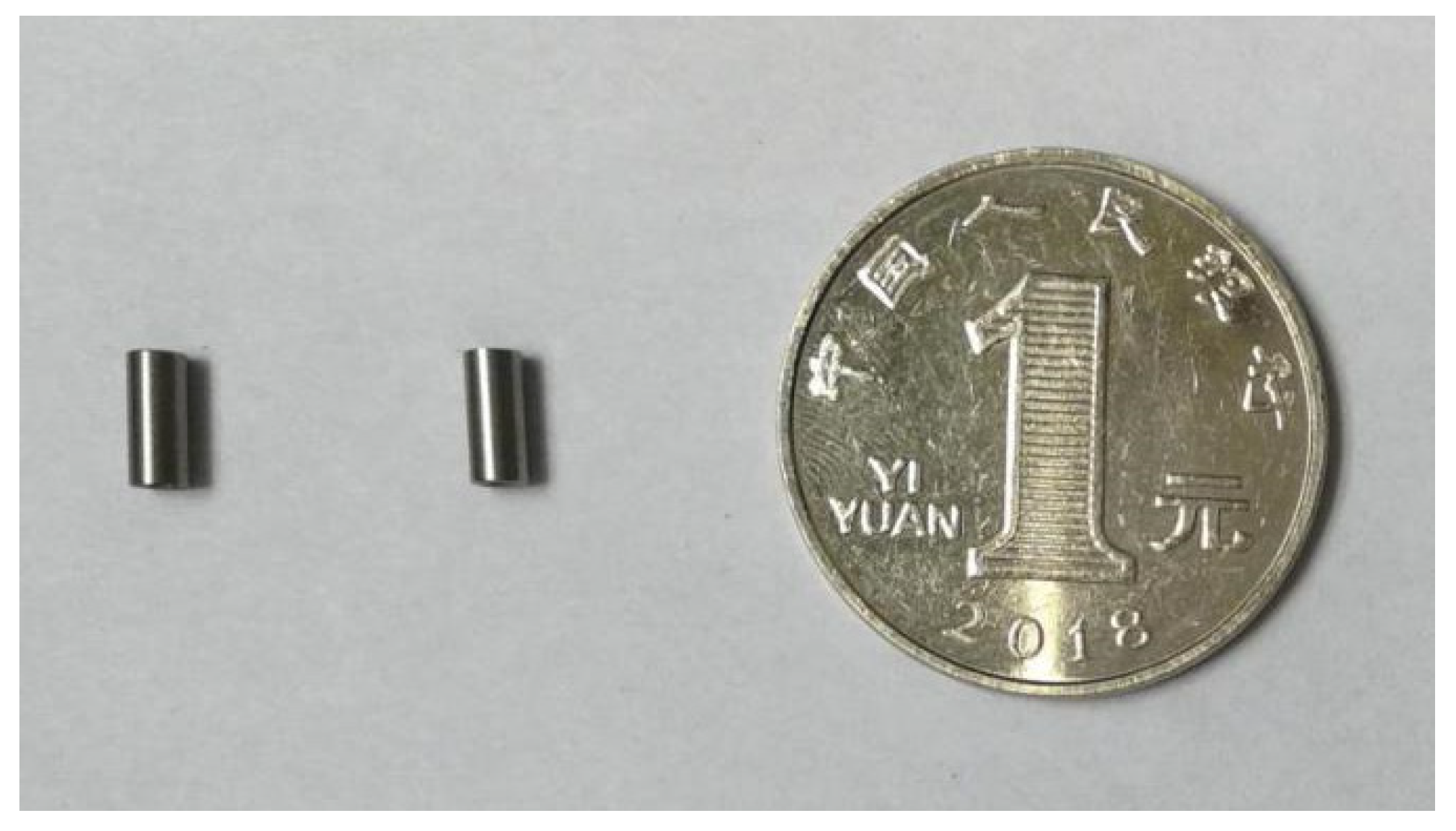
| Shell size | 2.54 mm × 6 mm |
| Pin displacement | 1~1.5 mm |
| Thrust range | 30~40 N |
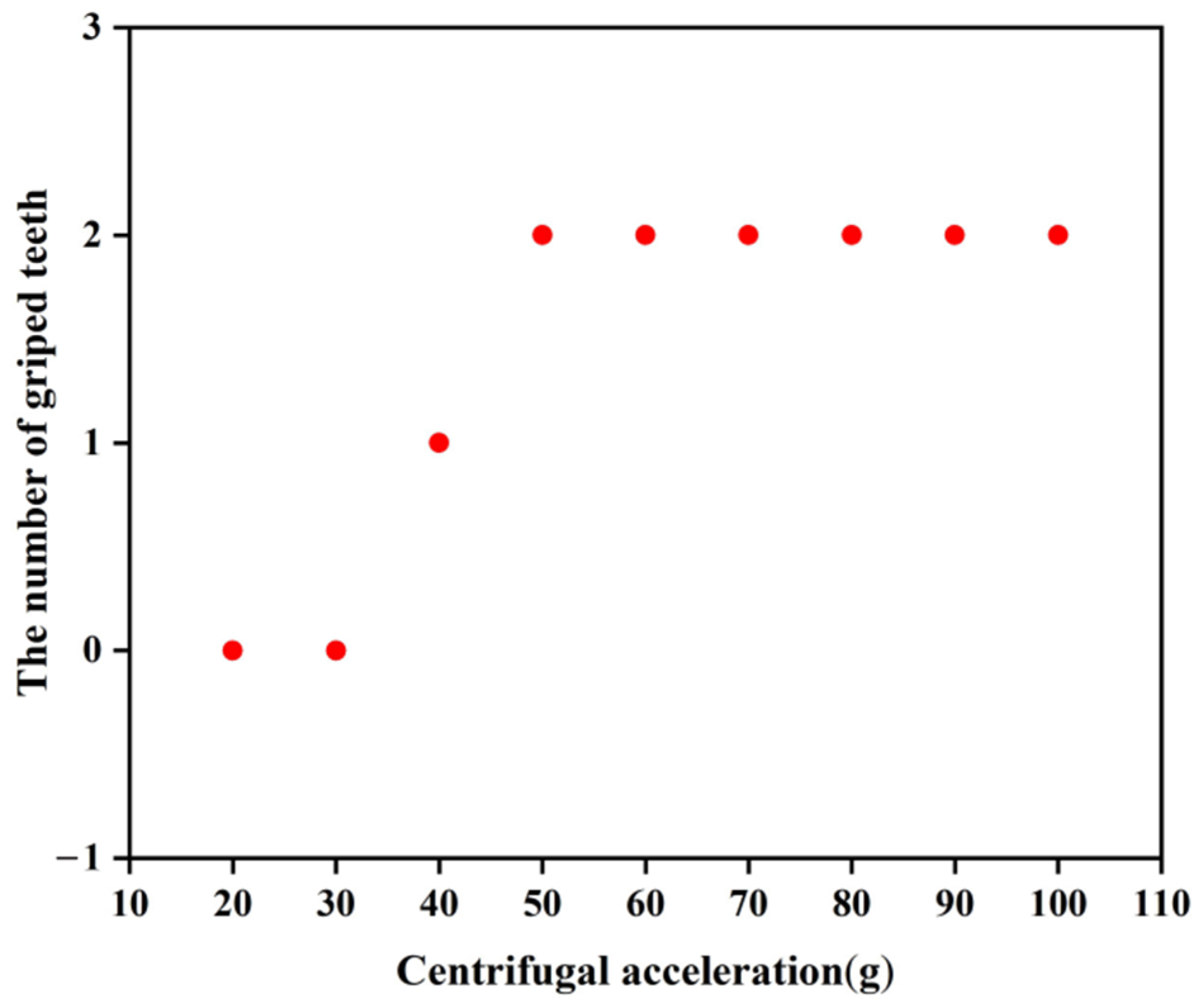
| Prototype Number | Centrifugal Acceleration/g | Position of the Rotary Pin | Locking State |
|---|---|---|---|
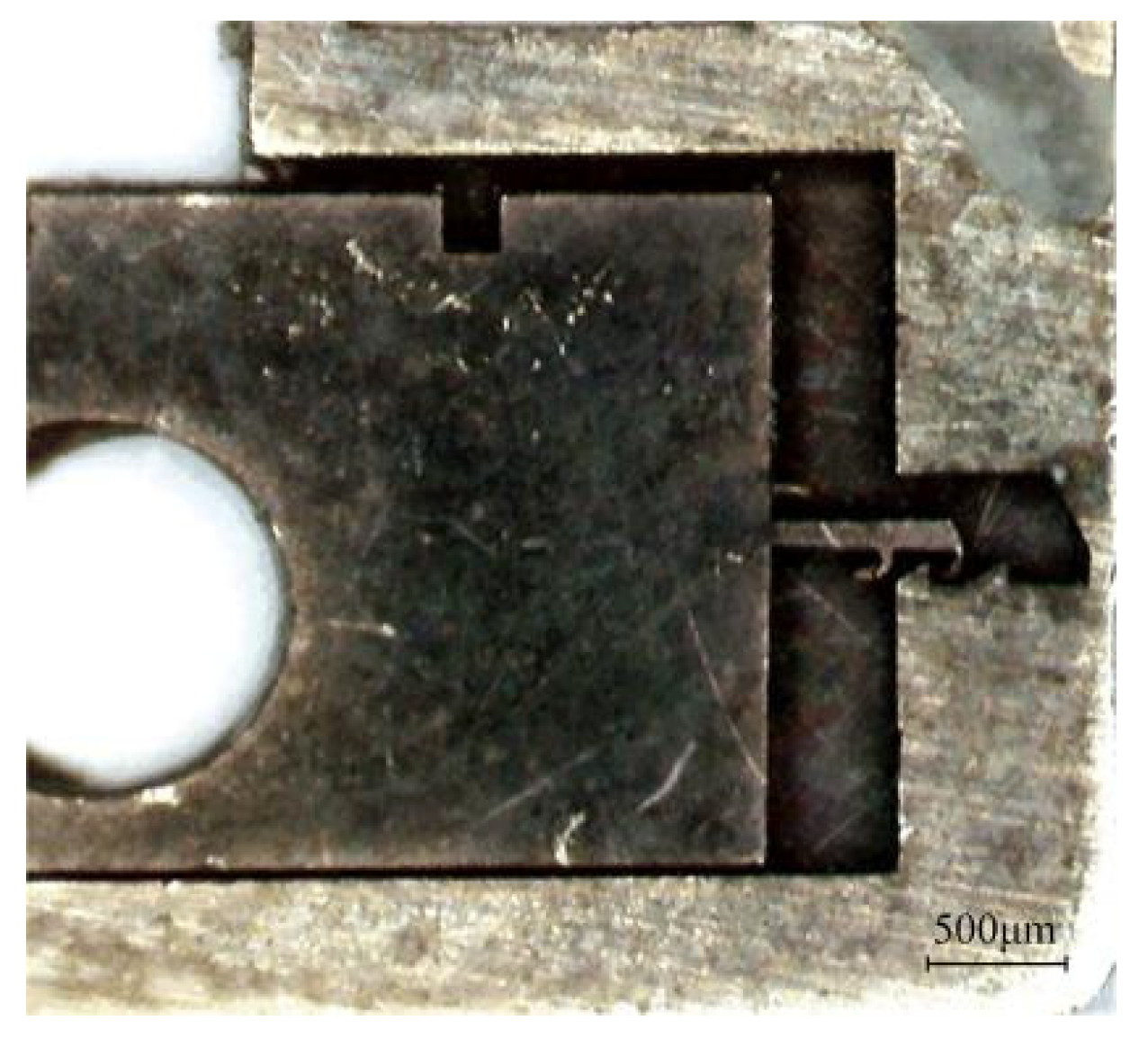
| #1 | 100 | Movement in place | The head latch completely enters the cassette latch and grips two teeth |
| #2 | 90 | Movement in place | The head latch completely enters the cassette latch and grips two teeth |
| #3 | 80 | Movement in place | The head latch completely enters the cassette latch and grips two teeth |
| #4 | 70 | Movement in place | The head latch completely enters the cassette latch and grips two teeth |
| #5 | 60 | Movement in place | The head latch part enters the cassette latch and grips one tooth |
| #6 | 50 | Movement in place | The head latch completely enters the cassette latch and grips two teeth |
| #7 | 40 | Movement in place | The head latch part enters the cassette latch and grips one tooth |
| #8 | 30 | Unable to move in place | The head latch part enters the cassette latch and does not grip the teeth |
| #9 | 20 | Unable to move in place | The head latch part enters the cassette latch and does not grip the teeth |
| Parameter | EDM Process | UV-LIGA Process |
|---|---|---|
| Machining cost | Low | High |
| Machining error | ≤2% | ≤15% |
| Machining time | ≤8 min | ≤700 min |
| Perpendicularity error | ≤0.2% | ≤5% |
| Surface roughness | ≤0.43 μm | ≤3.62 μm |
| Dimension | Before | After | |||
|---|---|---|---|---|---|
| Detonator hole diameter | 2.5 | 5.3 | 5.2 | 5.1 | 5.2 |
| Fire hole diameter | 2.5 | 5.7 | 5.4 | 5.6 | 5.5 |
| Witness block dent depth | 0 | 1.6 | 1.3 | 1.6 | 1.4 |
| Nickel Plate Thickness/μm | Success/Round | Failure/Round |
|---|---|---|
| 650 | 50 | 0 |
| 300 | 0 | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, Y.; Shen, Y.; Zou, X.; Hao, Y. Simulation and Test of a MEMS Arming Device for a Fuze. Micromachines 2022, 13, 1161. https://doi.org/10.3390/mi13081161
Qin Y, Shen Y, Zou X, Hao Y. Simulation and Test of a MEMS Arming Device for a Fuze. Micromachines. 2022; 13(8):1161. https://doi.org/10.3390/mi13081161
Chicago/Turabian StyleQin, Yu, Yanbai Shen, Xiannan Zou, and Yongping Hao. 2022. "Simulation and Test of a MEMS Arming Device for a Fuze" Micromachines 13, no. 8: 1161. https://doi.org/10.3390/mi13081161
APA StyleQin, Y., Shen, Y., Zou, X., & Hao, Y. (2022). Simulation and Test of a MEMS Arming Device for a Fuze. Micromachines, 13(8), 1161. https://doi.org/10.3390/mi13081161