

Effect of Scanning Speed on Properties of Laser Surface Remelted 304 Stainless Steel

Abstract
:1. Introduction
2. Laser Remelting Principle and Model Establishment
2.1. Principle of Laser Remelting
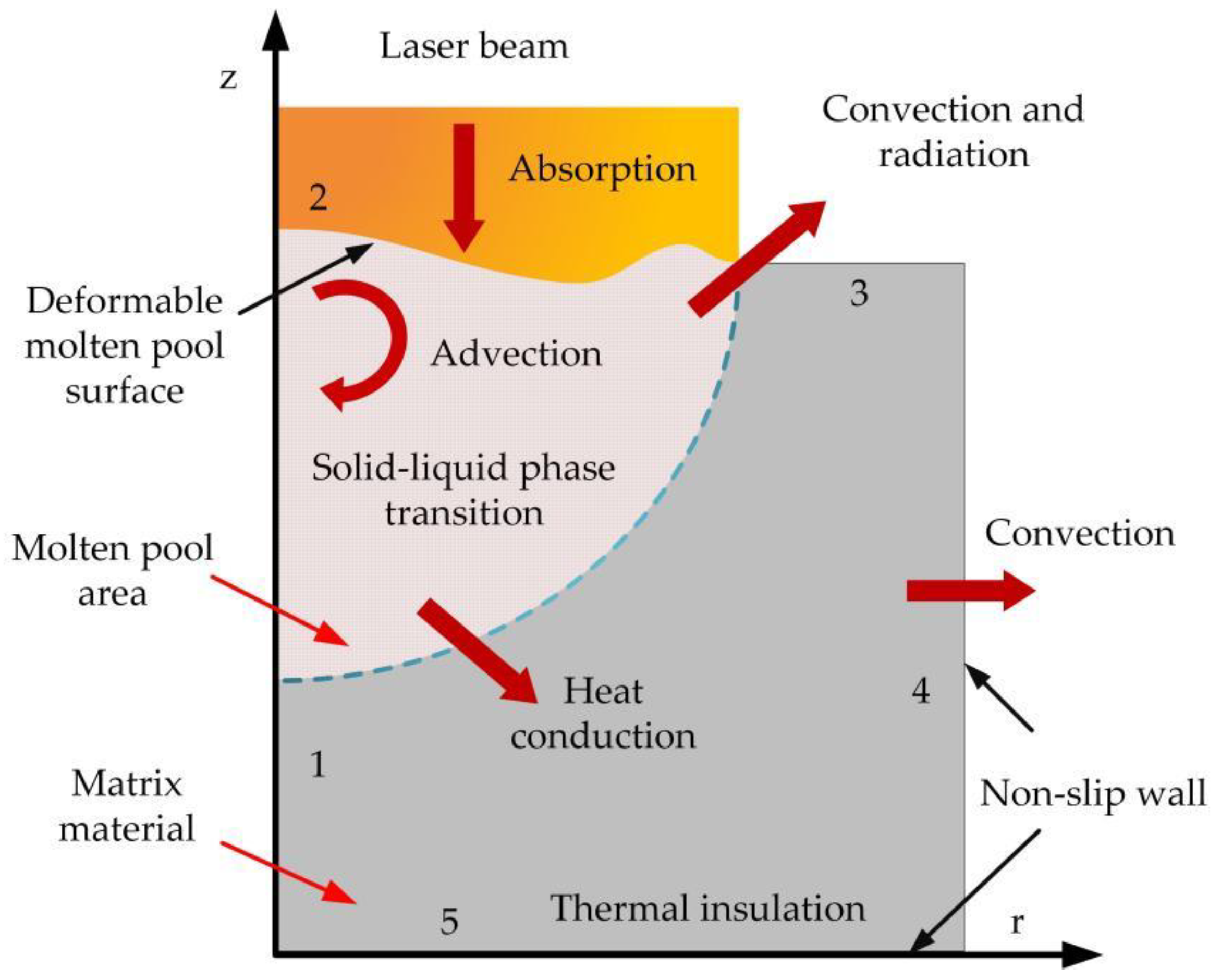
2.2. Model Establishment
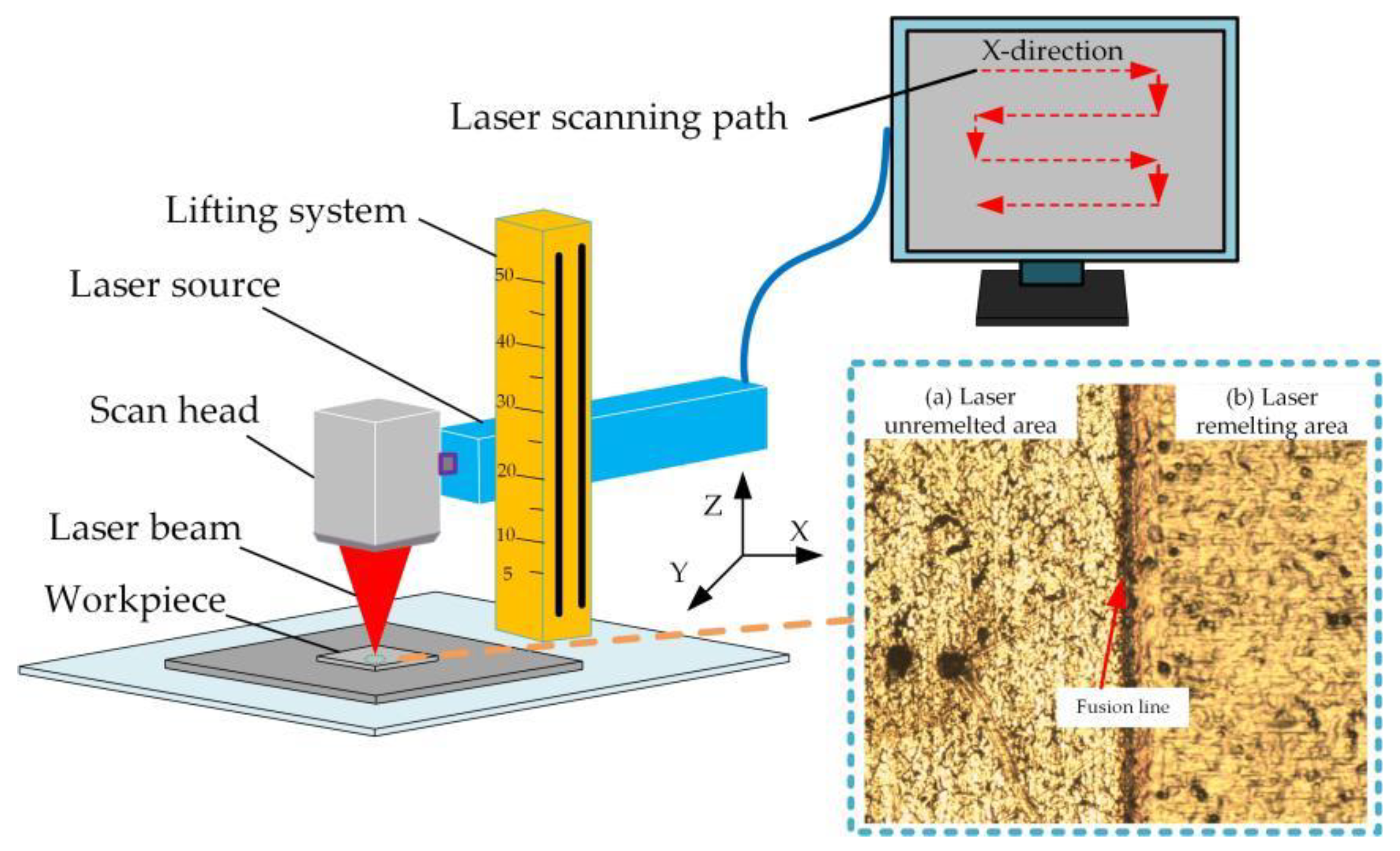
3. Experimental Equipment and Methods
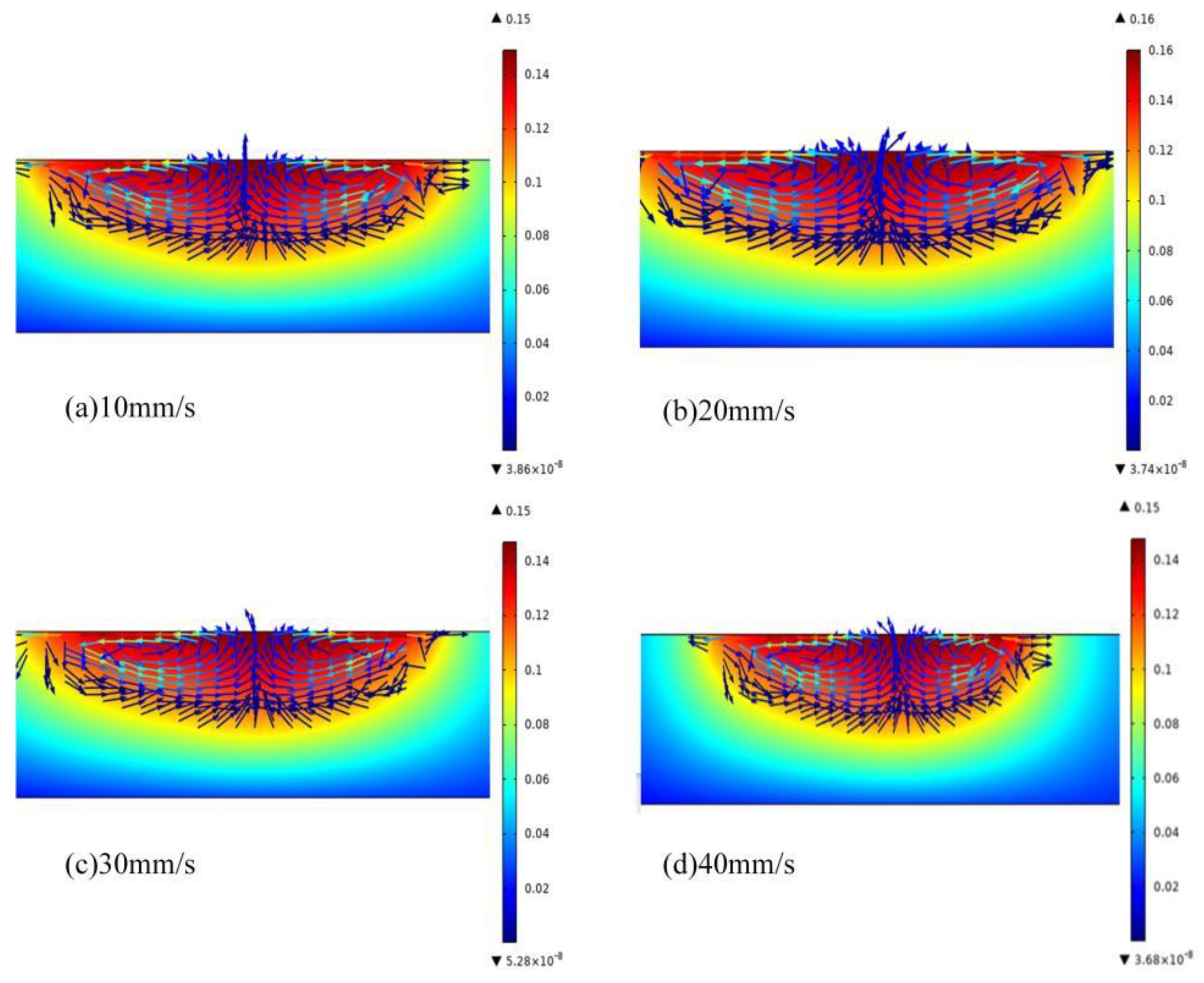
4. Analysis of Simulation Results
5. Analysis of Experimental Results
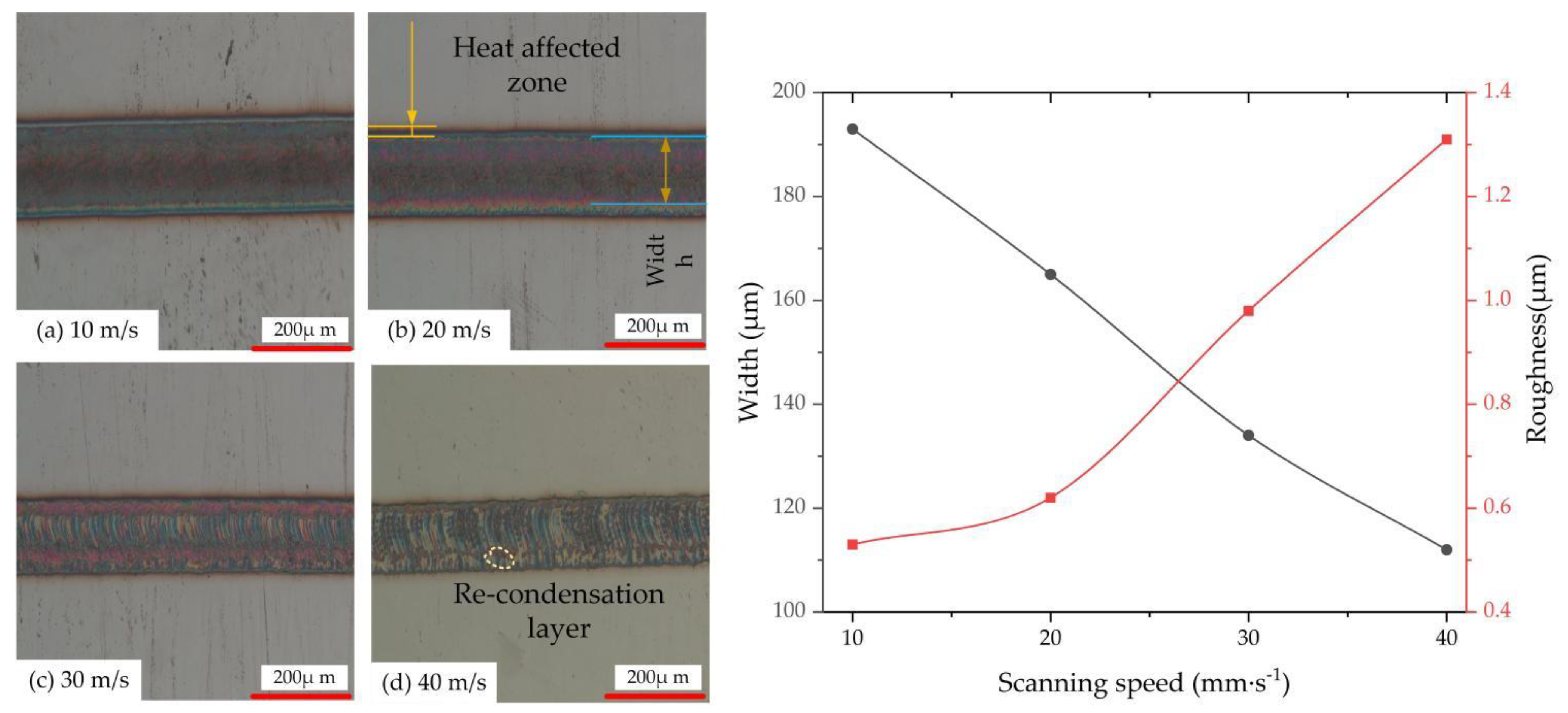
5.1. Micro-Dimensional Changes of Stainless Steel Samples at Different Scanning Speeds
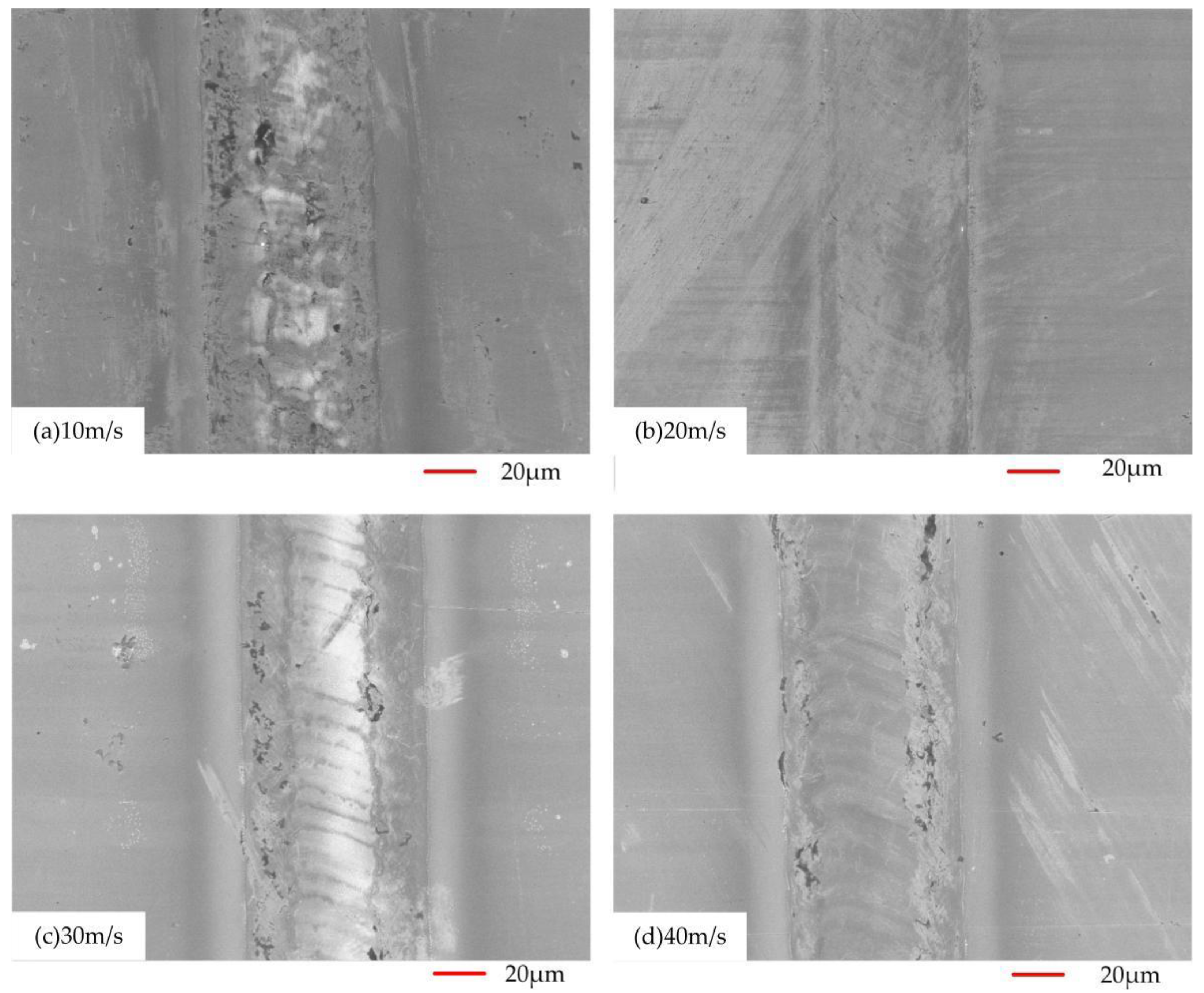
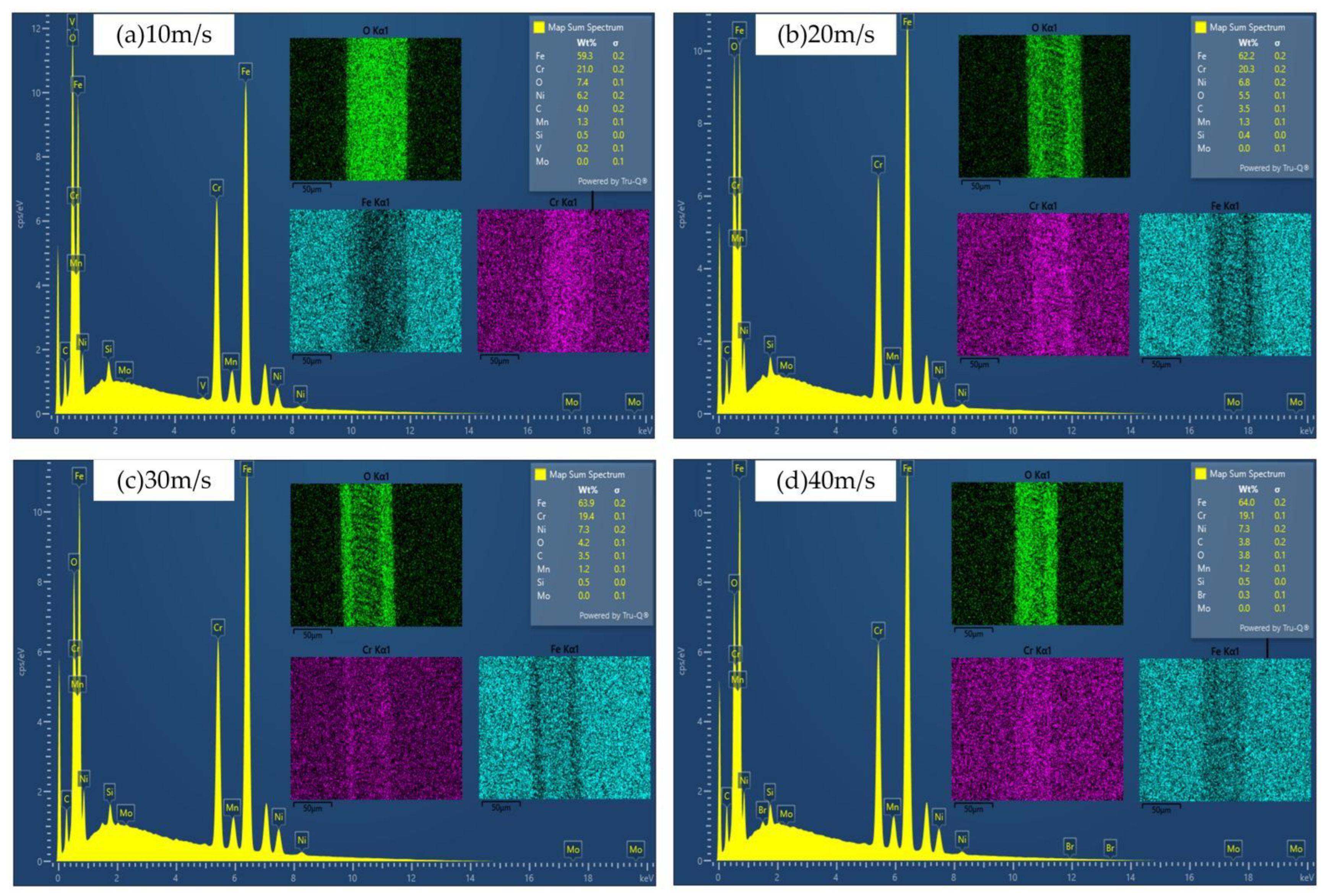
5.2. Micromorphology of Stainless Steel at Different Scanning Speeds
5.3. Laser Surface Remelting with “S” Scanning Path
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Song, W.; Xu, J.; Yang, O.X.; Hu, Y.P. High-cycle and very-high-cycle fatigue behavior of a stainless steel for air-conditioning compressor valve plates. Int. J. Struct. Integr. 2022, 13, 185–195. [Google Scholar]
- Jiang, T.; Zhong, J.; Zhang, X.; Wang, W.; Guan, K. Hydrogen embrittlement induced fracture of 17-4 ph stainless steel valve stem. Eng. Fail. Anal. 2020, 113, 104576. [Google Scholar] [CrossRef]
- Ghorbani, H.; Abdollah-Zadeh, A.; Bagheri, F. Improving the bio-corrosion behavior of AISI 316L stainless steel through deposition of Ta-based thin films using PACVD. Appl. Surf. Sci. 2018, 456, 398–402. [Google Scholar] [CrossRef]
- Xiong, J.; Manjaiah, G.; Fabijanic, D. Enhancing the localised corrosion resistance of 316L stainless steel via FBR-CVD chromising treatment. Corros. Eng. Sci. Technol. 2017, 53, 114–121. [Google Scholar] [CrossRef]
- Kaliaraj, G.S.; Vishwakarma, V.; Alagarsamy, K. Biological and corrosionbehavior of m-ZrO2 and t-ZrO2coated 316L SS for potential biomedical applications. Ceram. Int. 2018, 44, 14940–14946. [Google Scholar] [CrossRef]
- Fu, Y.; Hou, M.; Lin, G. Coated 316L stainless steel with CrxN film as bipolar plate for PEMFC prepared by pulsed bias arc ion plating. J. Power Sources 2008, 176, 282–286. [Google Scholar] [CrossRef]
- Xu, J.; Liu, W.; Jiang, S.Y. Enhancing the cavitation erosion resistance of D8(m)-Ta5Si3 nanocry stalline coatings through Al alloying. Ultrason. Sonochemistry 2019, 50, 138–156. [Google Scholar] [CrossRef]
- Yetim, A.F.; Yazici, M. Wear resistance and non-magnetic layer formation on 316L implant material with plasma nitriding. J. Bionic Eng. 2014, 11, 620–629. [Google Scholar] [CrossRef]
- Pei, C.G.; Guo, Z.X.; Xiao, J.G. Effect of laser remelting on the corrosion properties of laser thermal sprayed Al85Ni8Y4Ce3 amorphous coatings. Lasers Eng. 2021, 51, 15–27. [Google Scholar]
- Li, P.; Kong, L.H.; Huang, X.; Lian, G.F.; Yang, J.W. Corrosion resistance of stainless steel surface based on laser remelting. Spec. Cast. Nonferrous Alloy. 2021, 41, 995–1000. (In Chinese) [Google Scholar]
- Khorram, A.; Jamaloei, A.D.; Paidar, M.; Cao, X. Laser cladding of inconel 718 with 75Cr3C2+25(80Ni20Cr) powder, statistical modeling and optimization. Surf. Coat. Technol. 2019, 378, 124933. [Google Scholar] [CrossRef]
- Shen, F.M.; Wang, T.; Li, L.Q.; Zhou, Y.D.; Wang, W.; Wang, S.L. Effect of Microstructure on the Corrosion Resistance of Coatings by Extreme High Speed Laser Cladding. Appl. Surf. Sci. 2020, 517, 146085. [Google Scholar] [CrossRef]
- Yuan, W.Y.; Li, R.F.; Chen, Z.H.; Gu, J.Y.; Tian, Y.T. A comparative study on microstructure and properties of traditional laser cladding and high-speed laser cladding of ni45 alloy coatings. Surf. Coat. Technol. 2021, 405, 126582. [Google Scholar] [CrossRef]
- Taltavull, C.; Torres, B.; Lopez, A.J.; Rodrigo, P.; Otero, E.; Atrens, A.; Rams, J. Corrosion behaviour of laser surface melted magnesium alloy AZ91D. Mater. Des. 2014, 57, 40–50. [Google Scholar] [CrossRef]
- Ha, S.; Kim, S.J.; Hong, S.; Yim, C.D.; Kim, D.I.; Suh, J.; Oh, K.H.; Han, H.N. Improvement of ductility in magnesium alloy sheet using laser scanning treatment. Mater. Lett. 2010, 64, 425–427. [Google Scholar] [CrossRef]
- Ji, X.T.; Zhang, X.Q.; Zuo, L.S.; Wang, T.; Pei, S.B.; Zhang, G.T. Precise set for loading region in numerical simulation of laser shocking peening. Laser Optoelectron. Prog. 2020, 57, 180–188. (In Chinese) [Google Scholar]
- Wang, J.; Wang, H.; Cheng, X.; Zhang, B.; Wu, Y.; Zhang, S.; Tian, X. Prediction of solidification microstructure of titanium aluminum intermetallic alloy by laser surface remelting. Opt. Laser Technol. 2022, 147, 107606. [Google Scholar] [CrossRef]
- Pacquentin, W.; Nadege, C.; Oltra, R. Nanosecond laser surface modification of AISI 304L stainless steel, Influence the beam overlap on pitting corrosion resistance. Appl. Surf. Sci. 2014, 288, 34–39. [Google Scholar] [CrossRef]
- Trdan, U.; Hocevar, M.; Gregorcic, P. Transition from superhydrophilic to superhydrophobic state of laser textured stainless steel surface and its effect on corrosion resistance. Corros. Ence 2017, 2017, 21–26. [Google Scholar] [CrossRef]
- Yan, Z.; Mei, X.; Wang, W.; Pan, A.; Huan, G.C. Numerical simulation on nanosecond laser ablation of titanium considering plasma shield and evaporation-affected surface thermocapillary convection. Opt. Commun. 2019, 453, 124384. [Google Scholar] [CrossRef]
- Wya, B.; Hui, C.D.; Shuai, L.C.; Yh, A.; Sy, B.; Qw, A. Understanding of adopting flat-top laser in laser powder bed fusion processed Inconel 718 alloy, simulation of single-track scanning and experiment. J. Mater. Res. Technol. 2022, 16, 1388–1401. [Google Scholar]
- Sharma, S.; Mandal, V.; Ramakrishna, S.A.; Ramkumar, J. Numerical simulation of melt pool oscillations and protuberance in pulsed laser micro melting of SS304 for surface texturing applications. J. Manuf. Processes 2019, 39, 282–294. [Google Scholar] [CrossRef]
- Shi, L.Y. Numerical simulation of transient temperature field during laser keyhole welding of 304 stainless steel sheet. Opt. Laser Technol. 2011, 43, 870–873. [Google Scholar]
- Jiang, Y.C.; Cheng, Y.H.; Zhang, X.C.; Yang, J.Y.; Yang, X.Y.; Cheng, Z.H. Simulation and experimental investigations on the effect of marangoni convection on thermal field during laser cladding process. Optik 2020, 203, 164044. [Google Scholar] [CrossRef]
- Lin, X.C.; Zhang, Y.W.; Zhu, H.B.; Liu, Y.; Qin, L.; Ning, Y.Q.; Wang, L.J. 10 kW CW diode laser cladding source and thermal effect. Chin. Opt. 2019, 12, 820–825. (In Chinese) [Google Scholar]
- Ma, G.Y.; Wu, D.J.; Wang, Z.H.; Guo, Y.Y.; Guo, D.M. Weld joint forming of thin hastelloy C-276 sheet of pulsed laser welding. Chin. J. Lasers 2011, 38, 161–165. (In Chinese) [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | Value |
|---|---|
| Specific heat of liquid phase, c (J·kg−1·K−1) | 780 |
| Latent heat of fusion, H (J·kg−1) | 2.47 × 105 |
| Latent heat of vaporization, Hv (J·kg−1) | 6.34 × 106 |
| Thermal conductivity of liquid phase, kl (W·m−1·K−1) | 22 |
| Density of liquid phase, ρl (kg·m−3) | 6900 |
| Dynamic viscosity, μ (kg·m−1·s−1) | 0.006 |
| Solidus temperature, Ts (K) | 1670 |
| Liquidus temperature, Tm (K) | 1727 |
| Boiling temperature, Tv (K) | 3200 |
| Ambient temperature, T∞ (K) | 300 |
| Thermal expansivity, β (K−1) | 4.95 × 10−5 |
| Surface tension at Tm, σm (N·m−1) | 1.2 |
| Surface tension gradient, Aσ (N·m−1·K−1) | −0.43 × 10−3 |
| Physical Field | Physical Meaning | Border Number | Boundary Conditions |
|---|---|---|---|
| Heat transfer field | Laser irradiation | 2 | Heat flux |
| Natural convection | 2,3,4 | Convection | |
| Surface-ambient radiation | 2,3,4 | Diffusing surface | |
| Adiabatic | 5 | Thermal insulation | |
| Fluid field | Surface Tension | 2 | Weak contribution |
| Marangoni effect | 2 | Marangoni effect | |
| Wall | 3,4,5 | Non-slip wall | |
| Move the grid | Fixed boundaries | 1,3,4,5 | Grid displacement |
| Free deformation | 2 | Mesh normal velocity |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Li, X.; Liu, J.; Zhang, Y.; Chen, X. Effect of Scanning Speed on Properties of Laser Surface Remelted 304 Stainless Steel. Micromachines 2022, 13, 1426. https://doi.org/10.3390/mi13091426
Chen Y, Li X, Liu J, Zhang Y, Chen X. Effect of Scanning Speed on Properties of Laser Surface Remelted 304 Stainless Steel. Micromachines. 2022; 13(9):1426. https://doi.org/10.3390/mi13091426
Chicago/Turabian StyleChen, Yuanlong, Xiang Li, Jinyang Liu, Yichi Zhang, and Xuehui Chen. 2022. "Effect of Scanning Speed on Properties of Laser Surface Remelted 304 Stainless Steel" Micromachines 13, no. 9: 1426. https://doi.org/10.3390/mi13091426
APA StyleChen, Y., Li, X., Liu, J., Zhang, Y., & Chen, X. (2022). Effect of Scanning Speed on Properties of Laser Surface Remelted 304 Stainless Steel. Micromachines, 13(9), 1426. https://doi.org/10.3390/mi13091426