


Femtosecond Laser Cutting of 110–550 µm Thickness Borosilicate Glass in Ambient Air and Water


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Optimized Cutting Parameters
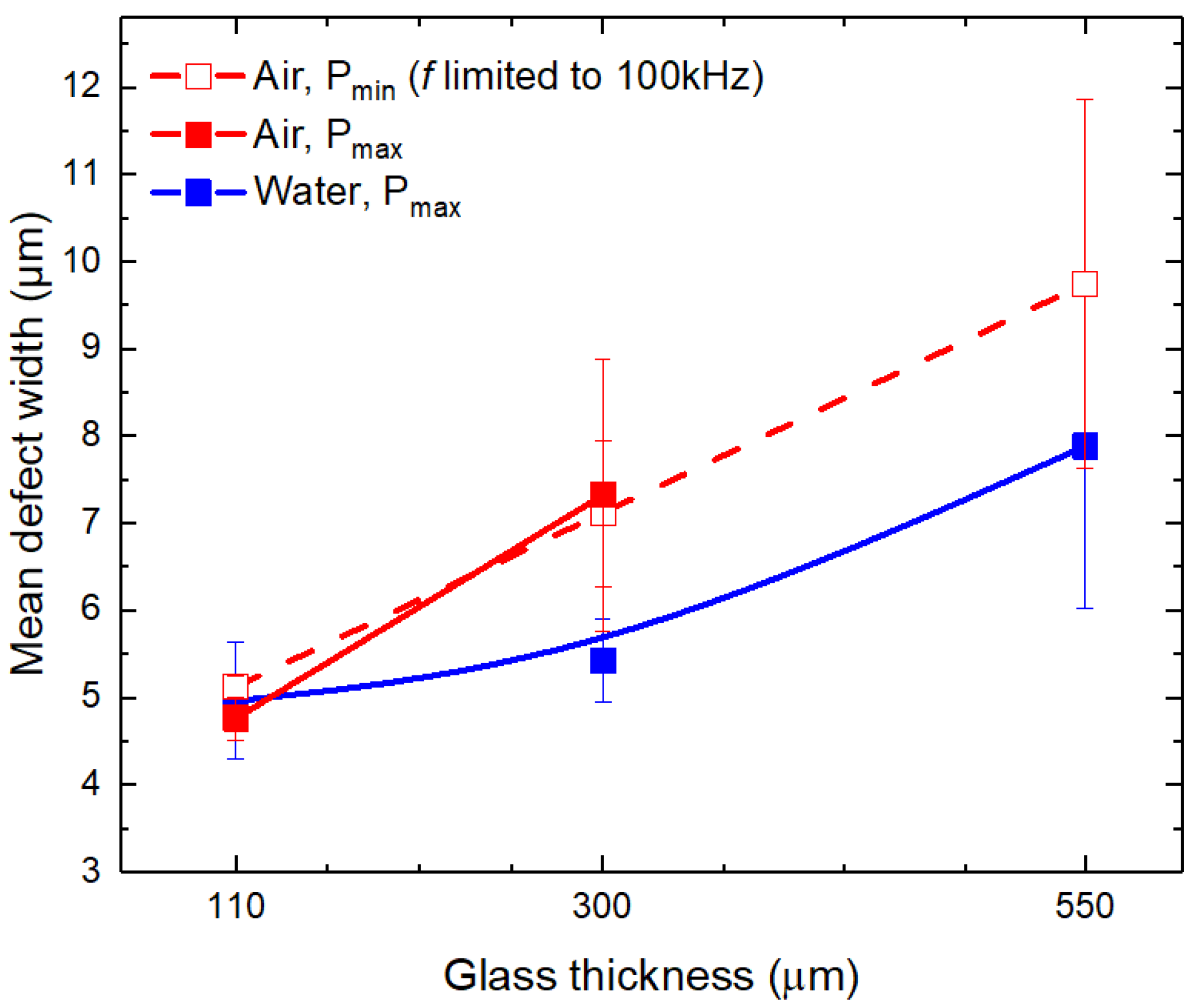
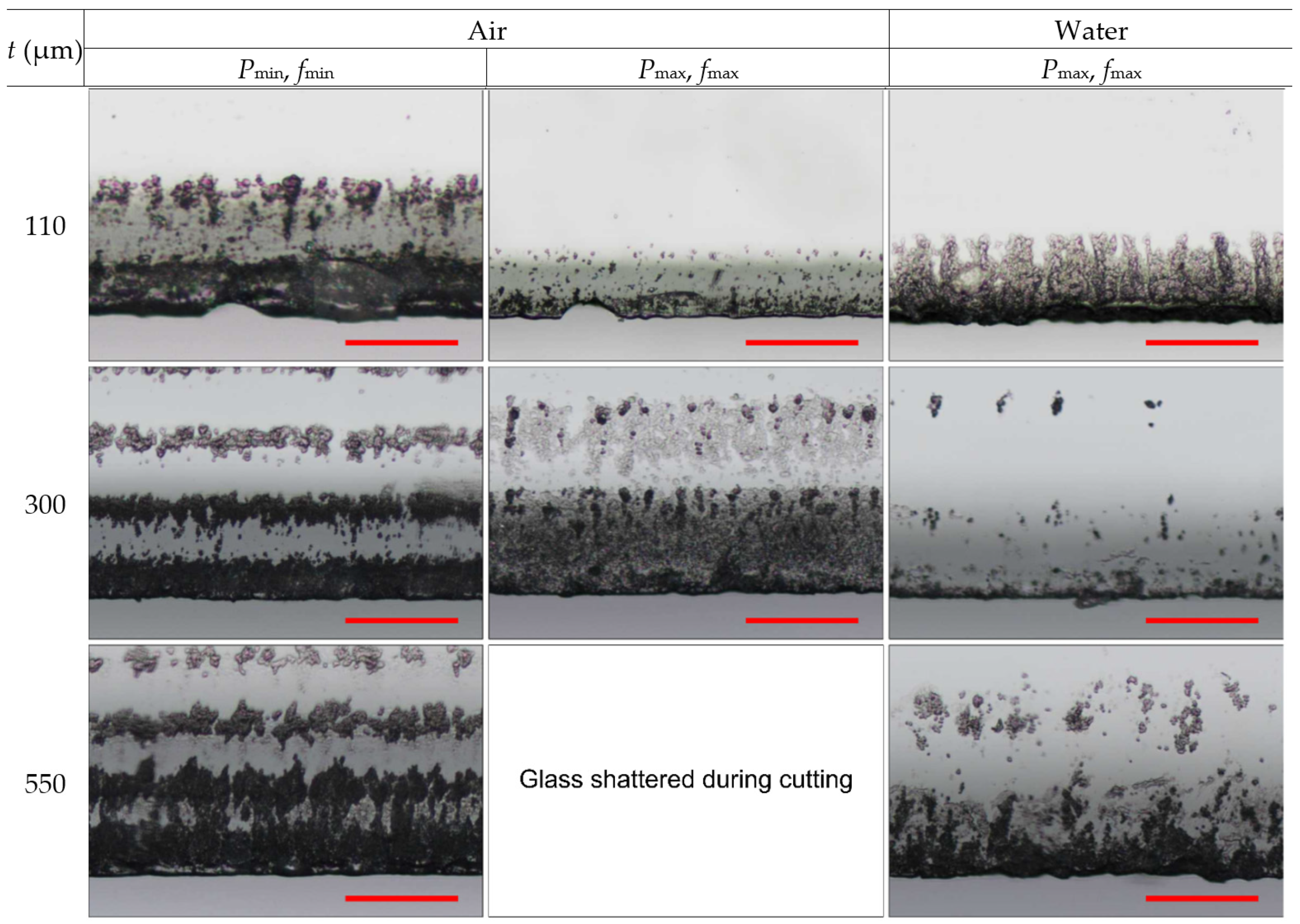
3.2. Cutting Quality
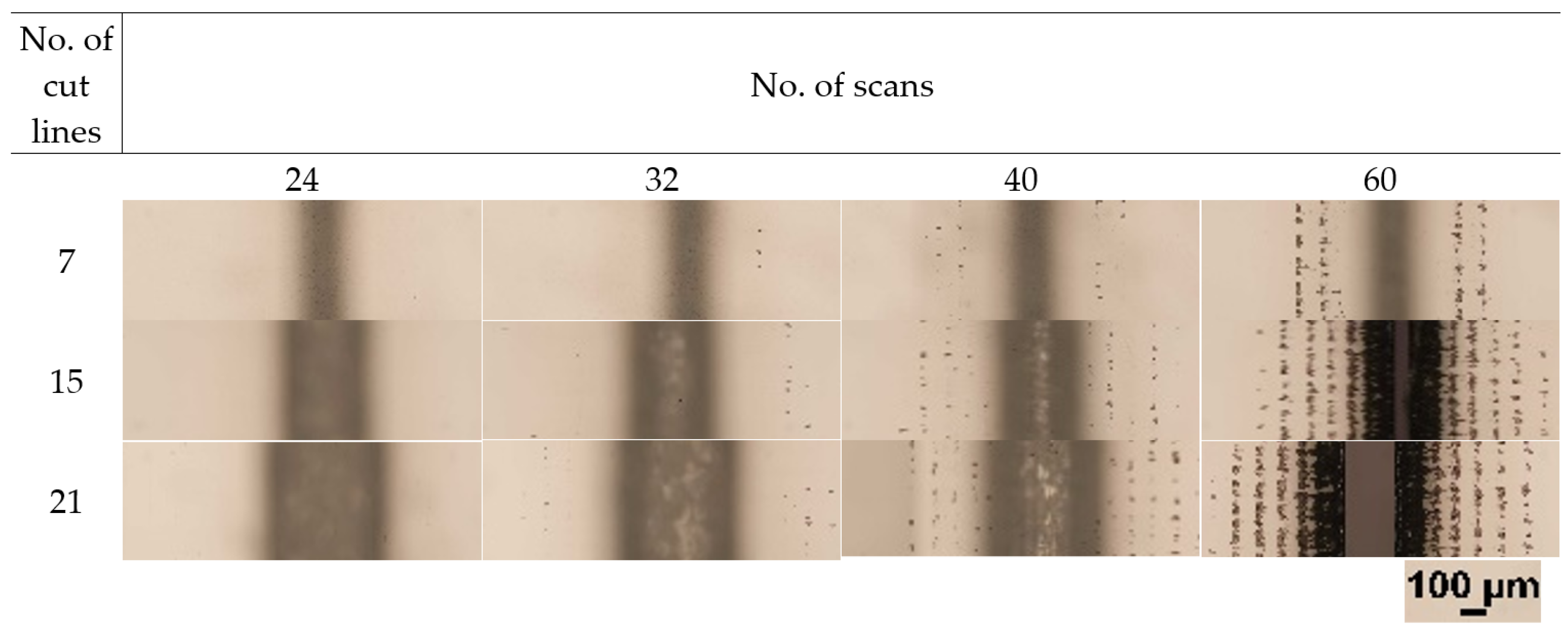
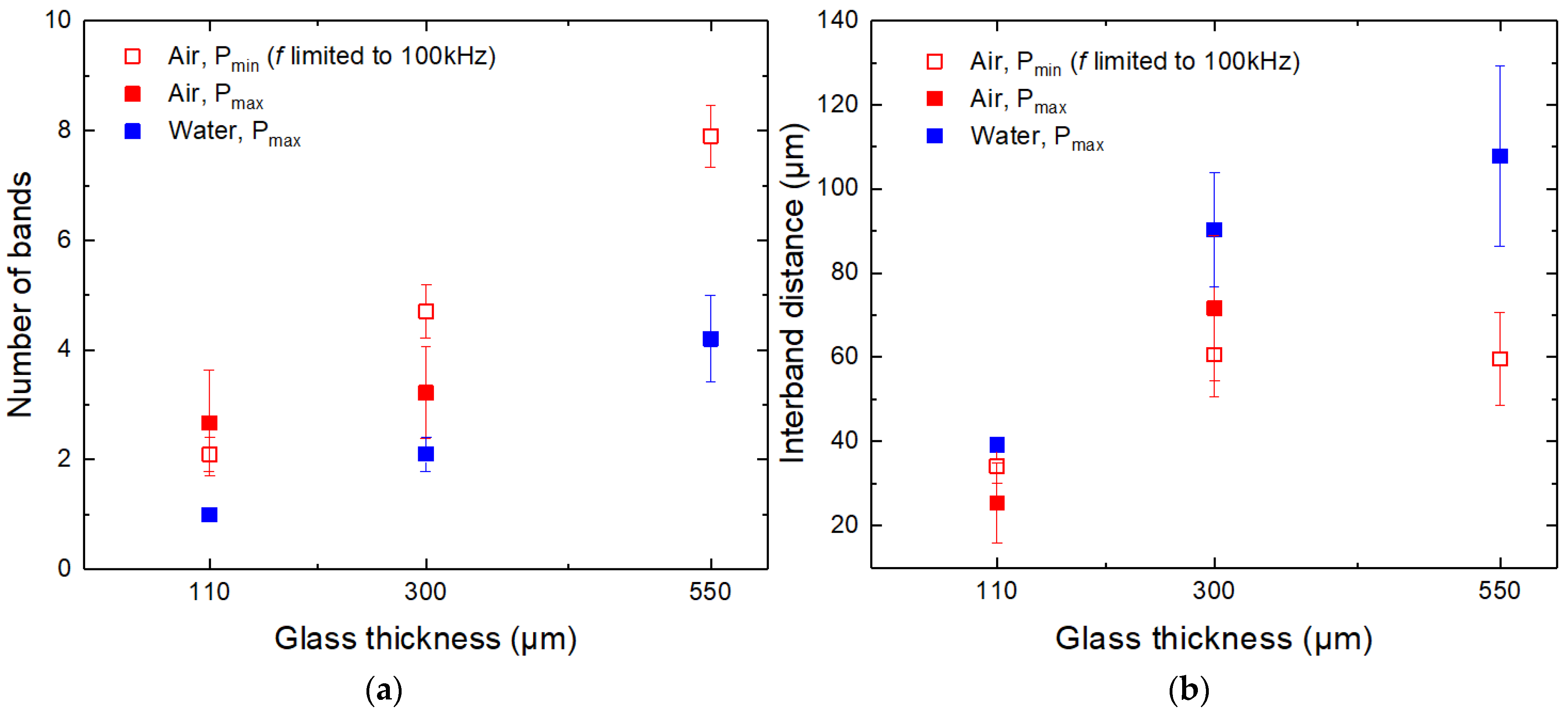
3.3. Band-like Damage
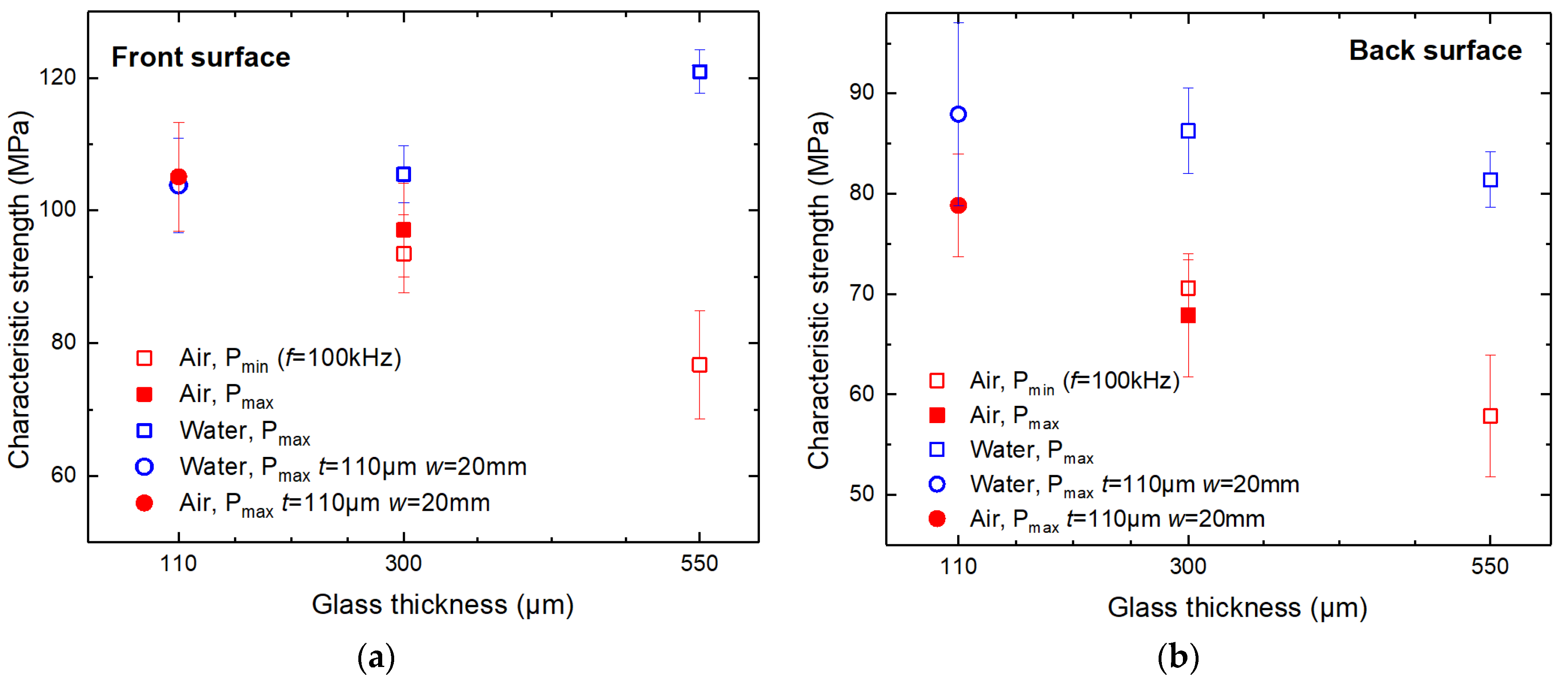
3.4. Flexural Strength Measurements and Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, X.; Zheng, J.; Liang, C.; Hu, Y.; Zhong, H.; Duan, J.A. Improvement of rear damage of thin fused silica by liquid-assisted femtosecond laser cutting. Appl. Phys. A 2019, 125, 461. [Google Scholar] [CrossRef]
- Qi, J.; Wang, Z.; Xu, J.; Lin, Z.; Li, X.; Chu, W.; Cheng, Y. Femtosecond laser induced selective etching in fused silica: Optimization of the inscription conditions with a high-repetition-rate laser source. Opt. Express 2018, 26, 29669–29678. [Google Scholar] [CrossRef] [PubMed]
- Eaton, S.M.; Zhang, H.; Ng, M.L.; Li, J.; Chen, W.-J.; Ho, S.; Herman, P.R. Transition from thermal diffusion to heat accumulation in high repetition rate femtosecond laser writing of buried optical waveguides. Opt. Express 2008, 16, 9443–9458. [Google Scholar] [CrossRef] [PubMed]
- Vanagas, E.; Kawai, J.; Tuzhilin, D.; Kudryashov, I.; Mizuyama, A.; Nakamura, K.G.; Kondo, K.I.; Koshihara, S.Y.; Takesada, M.; Matsuda, K.; et al. Glass cutting by femtosecond pulsed irradiation. J. Micro. Nanolithogr. MEMS MOEMS 2004, 3, 358–363. [Google Scholar] [CrossRef]
- Lai, S.; Ehrhardt, M.; Lorenz, P.; Zajadacz, J.; Han, B.; Lotnyk, A.; Zimmer, K. Ultrashort pulse laser-induced submicron bubbles generation due to the near-surface material modification of soda-lime glass. Opt. Laser Technol. 2022, 146, 107573. [Google Scholar] [CrossRef]
- Vázquez de Aldana, J.R.; Méndez, C.; Roso, L. Saturation of ablation channels micro-machined in fused silica with many femtosecond laser pulses. Opt. Express 2006, 14, 1329–1338. [Google Scholar] [CrossRef]
- Shin, H.; Noh, J.; Kim, D. Bottom-up cutting method to maximize edge strength in femtosecond laser ablation cutting of ultra-thin glass. Opt. Laser Technol. 2021, 138, 106921. [Google Scholar] [CrossRef]
- Wang, X.C.; Zheng, H.Y.; Chu, P.L.; Tan, J.L.; Teh, K.M.; Liu, T.; Ang, B.C.Y.; Tay, G.H. High quality femtosecond laser cutting of alumina substrates. Opt. Lasers Eng. 2010, 48, 657–663. [Google Scholar] [CrossRef]
- Ozkan, A.; Migliore, L.; Dunsky, C.; Phaneuf, M. Glass Processing Using Microsecond, Nanosecond and Femtosecond Pulsed lasers. In Fourth International Symposium on Laser Precision Microfabrication, Proceedings of the SPIE—The International Society for Optical Engineering, Munich, Germany, 21–24 June 2003; SPIE: Washington, DC, USA, 2003; Volume 5063. [Google Scholar]
- Shin, J. Investigation of the surface morphology in glass scribing with a UV picosecond laser. Opt. Laser Technol. 2019, 111, 307–314. [Google Scholar] [CrossRef]
- Nolte, S.; Will, M.; Augustin, M.; Triebel, P.; Zoellner, K.; Tuennermann, A. Cutting of Optical Materials by Using Femtosecond Laser Pulses. In Lithographic and Micromachining Techniques for Optical Component Fabrication, Proceedings of the International Symposium on Optical Science and Technology, San Diego, CA, USA, 29 July–3 August 2001; SPIE: Washington, DC, USA, 2001; Volume 4440. [Google Scholar]
- Shin, H.; Kim, D. Cutting thin glass by femtosecond laser ablation. Opt. Laser Technol. 2018, 102, 1–11. [Google Scholar] [CrossRef]
- Gečys, P.; Dudutis, J.; Račiukaitis, G. Nanosecond Laser Processing of Soda-Lime Glass. J. Laser Micro/Nanoeng. 2015, 10, 254–258. [Google Scholar] [CrossRef]
- Mishchik, K.; Beuton, R.; Dematteo Caulier, O.; Skupin, S.; Chimier, B.; Duchateau, G.; Chassagne, B.; Kling, R.; Hönninger, C.; Mottay, E.; et al. Improved laser glass cutting by spatio-temporal control of energy deposition using bursts of femtosecond pulses. Opt. Express 2017, 25, 33271–33282. [Google Scholar] [CrossRef]
- Lopez, J.; Mishchik, K.; Chassagne, B.; Javaux-Leger, C.; Hönninger, C.; Mottay, E.; Kling, R. Glass Cutting Using Ultrashort Pulsed Bessel Beams. In International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Orlando, FL, USA, 2015; Volume 2015, pp. 60–69. [Google Scholar] [CrossRef]
- Xie, X.; Zhou, C.; Wei, X.; Hu, W.; Ren, Q. Laser machining of transparent brittle materials: From machining strategies to applications. Opto-Electron. Adv. 2019, 2, 180017. [Google Scholar] [CrossRef]
- Wang, Z.K.; Seow, W.L.; Wang, X.C.; Zheng, H.Y. Effect of laser beam scanning mode on material removal efficiency in laser ablation for micromachining of glass. J. Laser Appl. 2015, 27, S28004. [Google Scholar] [CrossRef]
- Tomkus, V.; Girdauskas, V.; Dudutis, J.; Gečys, P.; Stankevič, V.; Račiukaitis, G. High-density gas capillary nozzles manufactured by hybrid 3D laser machining technique from fused silica. Opt. Express 2018, 26, 27965–27977. [Google Scholar] [CrossRef] [PubMed]
- Dudutis, J.; Pipiras, J.; Stonys, R.; Daknys, E.; Kilikevičius, A.; Kasparaitis, A.; Račiukaitis, G.; Gečys, P. In-depth comparison of conventional glass cutting technologies with laser-based methods by volumetric scribing using Bessel beam and rear-side machining. Opt. Express 2020, 28, 32133–32151. [Google Scholar] [CrossRef]
- Markauskas, E.; Zubauskas, L.; Gečys, P. Efficient milling and cutting of borosilicate glasses through a thin flowing water film with a picosecond laser. J. Manuf. Process. 2021, 68, 898–909. [Google Scholar] [CrossRef]
- Kumkar, M.; Bauer, L.; Russ, S.; Wendel, M.; Kleiner, J.; Grossmann, D.; Bergner, K.; Nolte, S. Comparison of Different Processes for Separation of Glass and Crystals Using Ultrashort Pulsed Lasers. In Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications XIV, Proceedings of the SPIE LASE, San Francisco, CA, USA, 1–6 February 2014; SPIE: Washington, DC, USA, 2014; Volume 8972. [Google Scholar]
- Rihakova, L.; Chmelickova, H. Laser Micromachining of Glass, Silicon, and Ceramics. Adv. Mater. Sci. Eng. 2015, 2015, 584952. [Google Scholar] [CrossRef] [Green Version]
- Wei, C.; Ito, Y.; Shinomoto, R.; Nagato, K.; Sugita, N. Simulation of ultrashort pulse laser drilling of glass considering heat accumulation. Opt. Express 2020, 28, 15240–15249. [Google Scholar] [CrossRef]
- Butkus, S.; Paipulas, D.; Kaskelyte, D.; Gaizauskas, E.; Sirutkaitis, V. Improvement of Cut Quality in Rapid-Cutting of Glass Method via Femtosecond Laser Filamentation. J. Laser Micro Nanoeng. 2015, 10, 59–63. [Google Scholar] [CrossRef]
- Park, S.; Kim, Y.; You, J.; Kim, S.-W. Damage-free cutting of chemically strengthened glass by creation of sub-surface cracks using femtosecond laser pulses. CIRP Ann. 2017, 66, 535–538. [Google Scholar] [CrossRef]
- Homoelle, D.; Wielandy, S.; Gaeta, A.L.; Borrelli, N.F.; Smith, C. Infrared photosensitivity in silica glasses exposed to femtosecond laser pulses. Opt. Lett. 1999, 24, 1311–1313. [Google Scholar] [CrossRef]
- Little, D.J.; Ams, M.; Gross, S.; Dekker, P.; Miese, C.T.; Fuerbach, A.; Withford, M.J. Structural changes in BK7 glass upon exposure to femtosecond laser pulses. J. Raman Spectrosc. 2011, 42, 715–718. [Google Scholar] [CrossRef]
- Sun, M.; Eppelt, U.; Hartmann, C.; Schulz, W.; Zhu, J.; Lin, Z. Damage morphology and mechanism in ablation cutting of thin glass sheets with picosecond pulsed lasers. Opt. Laser Technol. 2016, 80, 227–236. [Google Scholar] [CrossRef]
- Ahsan, M.S.; Rafi, R.S.; Sohn, I.; Choi, H.; Lee, M.S. Characterization of Femtosecond Laser Filamentation in Soda-Lime Glass. In Proceedings of the 2015 International Conference on Electrical Engineering and Information Communication Technology (ICEEICT), Dhaka, Bangladesh, 21–23 May 2015; pp. 1–6. [Google Scholar]
- Garcia-Giron, A.; Sola, D.; Peña, J.I. Liquid-assisted laser ablation of advanced ceramics and glass-ceramic materials. Appl. Surf. Sci. 2016, 363, 548–554. [Google Scholar] [CrossRef]
- Jiao, L.S.; Ng, E.Y.K.; Wee, L.M.; Zheng, H.Y. Role of volatile liquids in debris and hole taper angle reduction during femtosecond laser drilling of silicon. Appl. Phys. A 2011, 104, 1081–1084. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Chen, H.-Y. Laser Ablation of PMMA in Air, Water, and Ethanol Environments. Mater. Manuf. Process. 2015, 30, 685–691. [Google Scholar] [CrossRef]
- Kanitz, A.; Hoppius, J.S.; Fiebrandt, M.; Awakowicz, P.; Esen, C.; Ostendorf, A.; Gurevich, E.L. Impact of liquid environment on femtosecond laser ablation. Appl. Phys. A 2017, 123, 674. [Google Scholar] [CrossRef]
- Liu, H.; Chen, F.; Wang, X.; Yang, Q.; Bian, H.; Si, J.; Hou, X. Influence of liquid environments on femtosecond laser ablation of silicon. Thin Solid Films 2010, 518, 5188–5194. [Google Scholar] [CrossRef]
- Markauskas, E.; Zubauskas, L.; Voisiat, B.; Gečys, P. Efficient Water-Assisted Glass Cutting with 355 nm Picosecond Laser Pulses. Micromachines 2022, 13, 785. [Google Scholar] [CrossRef]
- Dudutis, J.; Zubauskas, L.; Daknys, E.; Markauskas, E.; Gvozdaitė, R.; Račiukaitis, G.; Gečys, P. Quality and flexural strength of laser-cut glass: Classical top-down ablation versus water-assisted and bottom-up machining. Opt. Express 2022, 30, 4564–4582. [Google Scholar] [CrossRef] [PubMed]
- Smirnov, N.A.; Kudryashov, S.I.; Danilov, P.A.; Nastulyavichus, A.A.; Rudenko, A.A.; Ionin, A.A.; Kuchmizhak, A.A.; Vitrik, O.B. Femtosecond laser ablation of a thin silver film in air and water. Opt. Quantum Electron. 2020, 52, 71. [Google Scholar] [CrossRef]
- Zheng, C.; Shen, H. Understanding nonlinear optical phenomenon for underwater material ablation by ultrafast laser with high pulse energy. J. Manuf. Process. 2021, 70, 331–340. [Google Scholar] [CrossRef]
- An, R.; Li, Y.; Dou, Y.; Yang, H.; Gong, Q. Simultaneous multi-microhole drilling of soda-lime glass by water-assisted ablation with femtosecond laser pulses. Opt. Express 2005, 13, 1855–1859. [Google Scholar] [CrossRef]
- Butkus, S.; Alesenkov, A.; Paipulas, D.; Gaižauskas, E.; Melninkaitis, A.; Kaškelytė, D.; Barkauskas, M.; Sirutkaitis, V. Analysis of the Micromachining Process of Dielectric and Metallic Substrates Immersed in Water with Femtosecond Pulses. Micromachines 2015, 6, 2010–2022. [Google Scholar] [CrossRef] [Green Version]
- Butkus, S.; Paipulas, D.; Sirutkaitis, R.; Gaižauskas, E.; Sirutkaitis, V. Rapid Cutting and Drilling of Transparent Materials via Femtosecond Laser Filamentation. J. Laser Micro/Nanoeng. 2014, 9, 213–220. [Google Scholar] [CrossRef] [Green Version]
- Butkus, S.; Alesenkov, A.; Paipulas, D.; Baipulas, T.; Kaskelyte, D.; Barkauskas, M.; Sirutkaitis, V. Micromachining of Transparent, Semiconducting and Metallic Substrates Using Femtosecond Laser Beams. J. Laser Micro/Nanoeng. 2016, 11, 81–86. [Google Scholar] [CrossRef]
- Nikumb, S.; Chen, Q.; Li, C.; Reshef, H.; Zheng, H.Y.; Qiu, H.; Low, D. Precision glass machining, drilling and profile cutting by short pulse lasers. Thin Solid Films 2005, 477, 216–221. [Google Scholar] [CrossRef] [Green Version]
- Plat, K.; Witzendorff, P.V.; Suttmann, O.; Overmeyer, L. Process strategy for drilling of chemically strengthened glass with picosecond laser radiation. J. Laser Appl. 2016, 28, 022201. [Google Scholar] [CrossRef]
- Shin, H.; Kim, D. Strength of ultra-thin glass cut by internal scribing using a femtosecond Bessel beam. Opt. Laser Technol. 2020, 129, 106307. [Google Scholar] [CrossRef]
- Liu, J.M. Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef] [PubMed]
- Markauskas, E.; Gečys, P. Thin water film assisted glass ablation with a picosecond laser. Procedia CIRP 2018, 74, 328–332. [Google Scholar] [CrossRef]
- Butkus, S.; Gaižauskas, E.; Mačernytė, L.; Jukna, V.; Paipulas, D.; Sirutkaitis, V. Femtosecond Beam Transformation Effects in Water, Enabling Increased Throughput Micromachining in Transparent Materials. Appl. Sci. 2019, 9, 2405. [Google Scholar] [CrossRef] [Green Version]
- Charee, W.; Tangwarodomnukun, V.; Dumkum, C. Laser ablation of silicon in water under different flow rates. Int. J. Adv. Manuf. Technol. 2015, 78, 19–29. [Google Scholar] [CrossRef]
- Zhou, J.; Huang, Y.-X.; Zhao, Y.-W.; Jiao, H.; Liu, Q.-y.; Long, Y.-H. Study on water-assisted laser ablation mechanism based on water layer characteristics. Opt. Commun. 2019, 450, 112–121. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Wang, J.; Mathew, P. A Comparison of Dry and Underwater Laser Micromachining of Silicon Substrates. Key Eng. Mater. 2010, 443, 693–698. [Google Scholar] [CrossRef]
- Kruusing, A. Underwater and water-assisted laser processing: Part 1—General features, steam cleaning and shock processing. Opt. Lasers Eng. 2004, 41, 307–327. [Google Scholar] [CrossRef]
- Lu, J.; Xu, R.Q.; Chen, X.; Shen, Z.H.; Ni, X.W.; Zhang, S.Y.; Gao, C.M. Mechanisms of laser drilling of metal plates underwater. J. Appl. Phys. 2004, 95, 3890–3894. [Google Scholar] [CrossRef]
- Indrišiūnas, S.; Svirplys, E.; Jorudas, J.; Kašalynas, I. Laser Processing of Transparent Wafers with a AlGaN/GaN Heterostructures and High-Electron Mobility Devices on a Backside. Micromachines 2021, 12, 407. [Google Scholar] [CrossRef]
- Collins, A.; Rostohar, D.; Prieto, C.; Chan, Y.K.; O’Connor, G.M. Laser scribing of thin dielectrics with polarised ultrashort pulses. Opt. Lasers Eng. 2014, 60, 18–24. [Google Scholar] [CrossRef]
- Flury, S.; Peutzfeldt, A.; Lussi, A. Influence of Surface Roughness on Mechanical Properties of Two Computer-aided Design/Computer-aided Manufacturing (CAD/CAM) Ceramic Materials. Oper. Dent. 2012, 37, 617–624. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Glass Thickness (μm) | Average Laser Power (W) | Pulse Repetition Rate (kHz) | Scanning Speed (mm/s) | Number of Cut Lines in a Single Scan | Fluence (J/cm2) | Hatch (μm) | Cut Width (μm) | Ablation Efficiency (μm3/μJ) | Effective Cutting Speed (mm/s) |
|---|---|---|---|---|---|---|---|---|---|
| 110 | 21 (1.8) | 1100 (100) | 1600 (150) | 7 | 6.7 (6.3) | 20 | 150 | 10.6 (11.3) | 20.8 (2) |
| 300 | 20.8 (3.2) | 620 (100) | 1000 (170) | 13 | 11.7 (11.2) | 22.5 | 310 | 8.6 (8.8) | 3.2 (0.5) |
| 550 | - (3.3) | - (100) | - (250) | 17 | - (11.5) | 20 | 350 | - (7.9) | - (0.17) |
| Glass Thickness (μm) | Average Laser Power (W) | Pulse Repetition Rate (kHz) | Scanning Speed (mm/s) | Number of Cut Lines in a Single Scan | Fluence (J/cm2) | Hatch (μm) | Cut Width (μm) | Ablation Efficiency (μm3/μJ) | Effective Cutting Speed (mm/s) |
|---|---|---|---|---|---|---|---|---|---|
| 110 | 19.5 | 530 | 1100 | 9 | 12.9 | 12.5 | 135 | 8.7 | 20.4 |
| 300 | 19.3 | 433 | 500 | 9 | 15.6 | 22.5 | 210 | 7.2 | 4 |
| 550 | 19.3 | 433 | 500 | 11 | 15.6 | 22.5 | 260 | 7.3 | 1.8 |
| Cutting Regime | wmax at the Front Side | wmax at the Back Side |
|---|---|---|
| Air (Pmin, fmin) | 15 ± 3.4 µm | 24.2 ± 12 µm |
| Air (Pmax, fmax) | 15.5 ± 3 µm | 29.9 ± 5.5 µm |
| Water (Pmax, fmax) | 13.9 ± 3.8 µm | 25 ± 7.5 µm |
| Hatch (µm) | No. of Cut Lines | Period between Damage-like Bands | |
|---|---|---|---|
| Calculated (µm) | Measured (µm) | ||
| 25 | 7 | 89.9 | 86.4 |
| 25 | 15 | 79.3 | 82.8 |
| 25 | 21 | 88.4 | 87.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Markauskas, E.; Zubauskas, L.; Račiukaitis, G.; Gečys, P. Femtosecond Laser Cutting of 110–550 µm Thickness Borosilicate Glass in Ambient Air and Water. Micromachines 2023, 14, 176. https://doi.org/10.3390/mi14010176
Markauskas E, Zubauskas L, Račiukaitis G, Gečys P. Femtosecond Laser Cutting of 110–550 µm Thickness Borosilicate Glass in Ambient Air and Water. Micromachines. 2023; 14(1):176. https://doi.org/10.3390/mi14010176
Chicago/Turabian StyleMarkauskas, Edgaras, Laimis Zubauskas, Gediminas Račiukaitis, and Paulius Gečys. 2023. "Femtosecond Laser Cutting of 110–550 µm Thickness Borosilicate Glass in Ambient Air and Water" Micromachines 14, no. 1: 176. https://doi.org/10.3390/mi14010176
APA StyleMarkauskas, E., Zubauskas, L., Račiukaitis, G., & Gečys, P. (2023). Femtosecond Laser Cutting of 110–550 µm Thickness Borosilicate Glass in Ambient Air and Water. Micromachines, 14(1), 176. https://doi.org/10.3390/mi14010176