
Improving Plasticity of Ferritic Stainless Steel Welded Joints via Laser Spot Control


Abstract
:1. Introduction
2. Experimental
2.1. Test Material
2.2. Welding Parameters
2.3. Tensile Testing
2.4. Spinning Test
3. Test Results and Analysis
3.1. Microstructure Analysis of Welded Joints
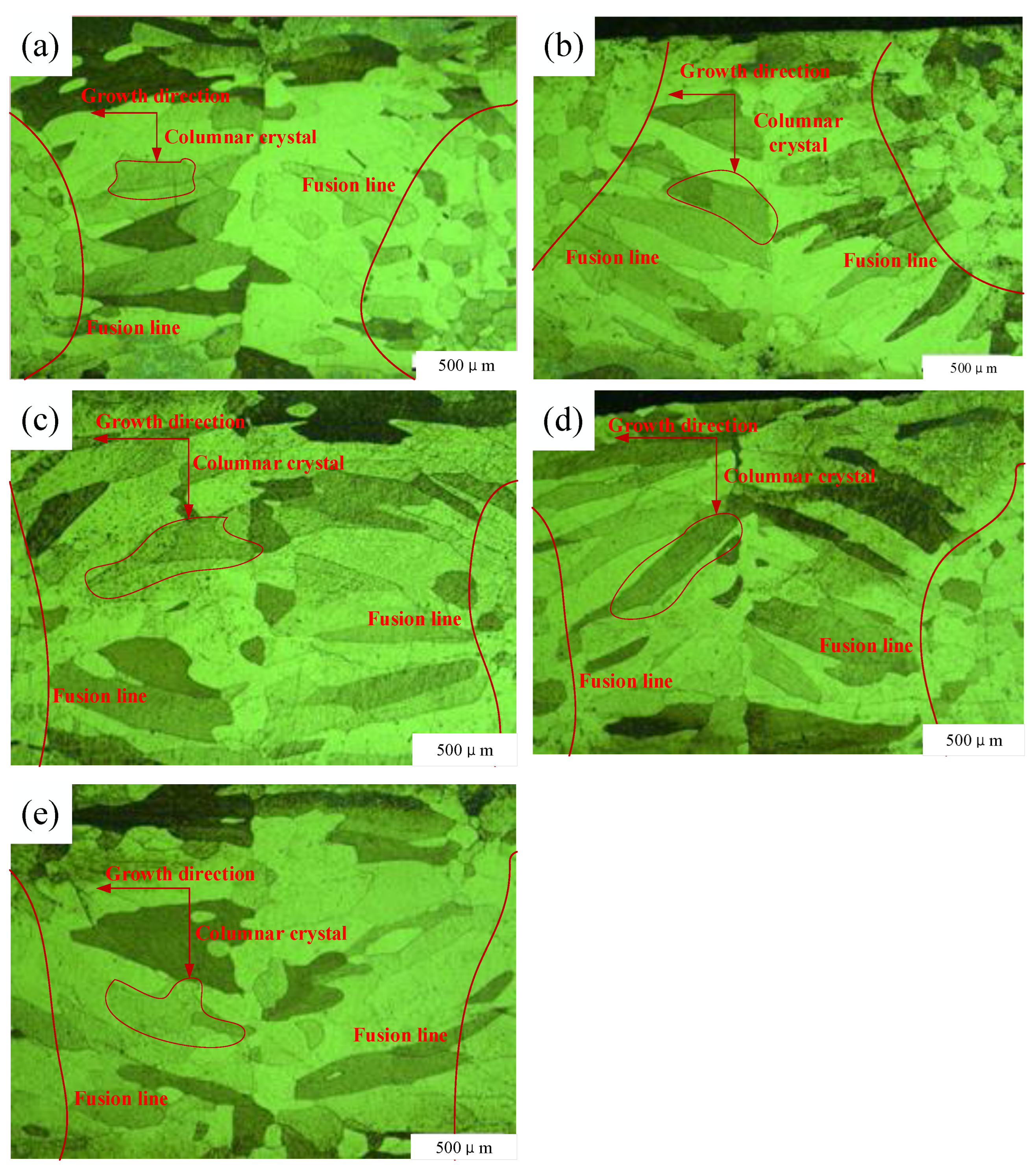
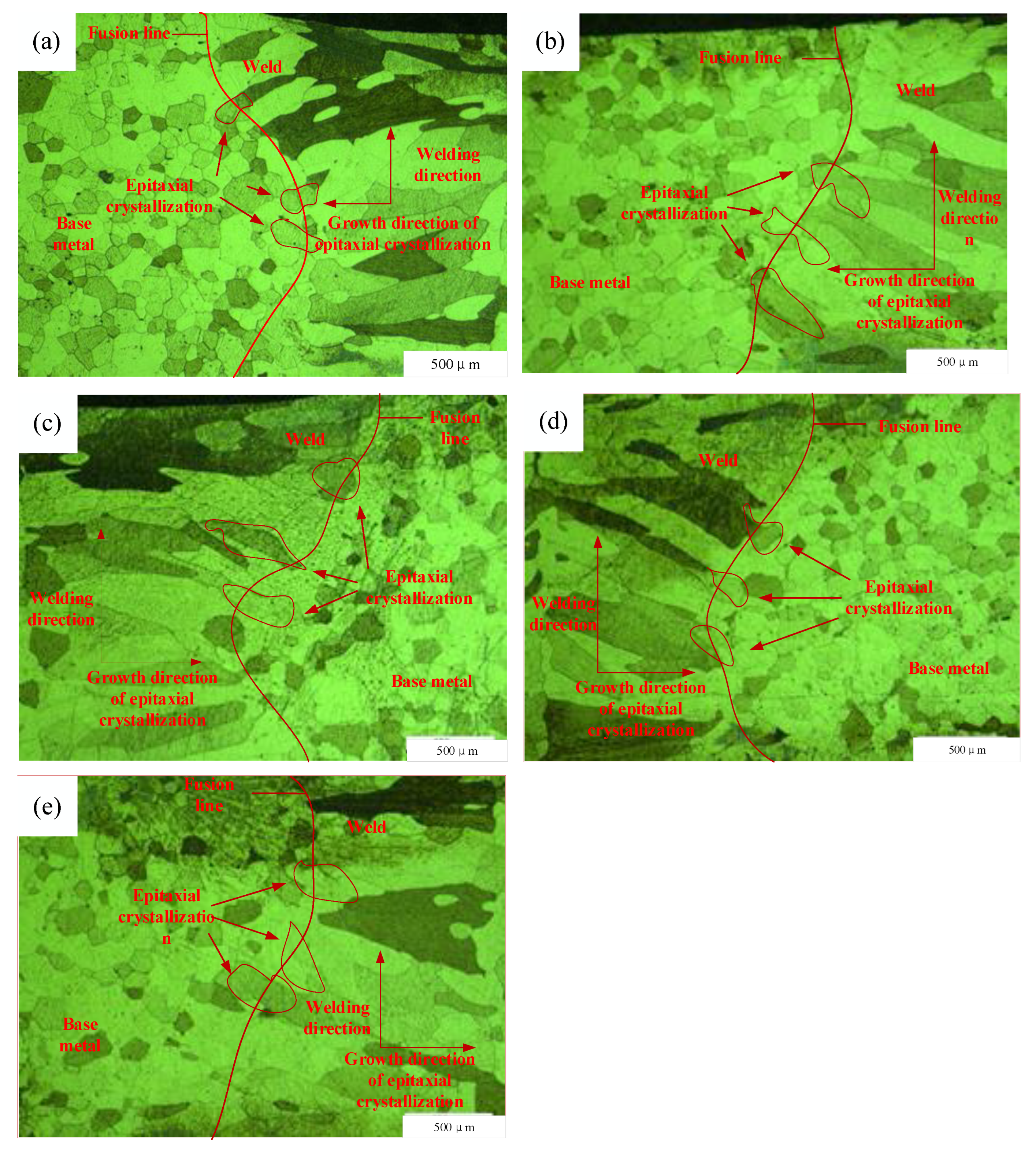
3.1.1. Microstructure of Weld Seam and the Rule of Grain Growth
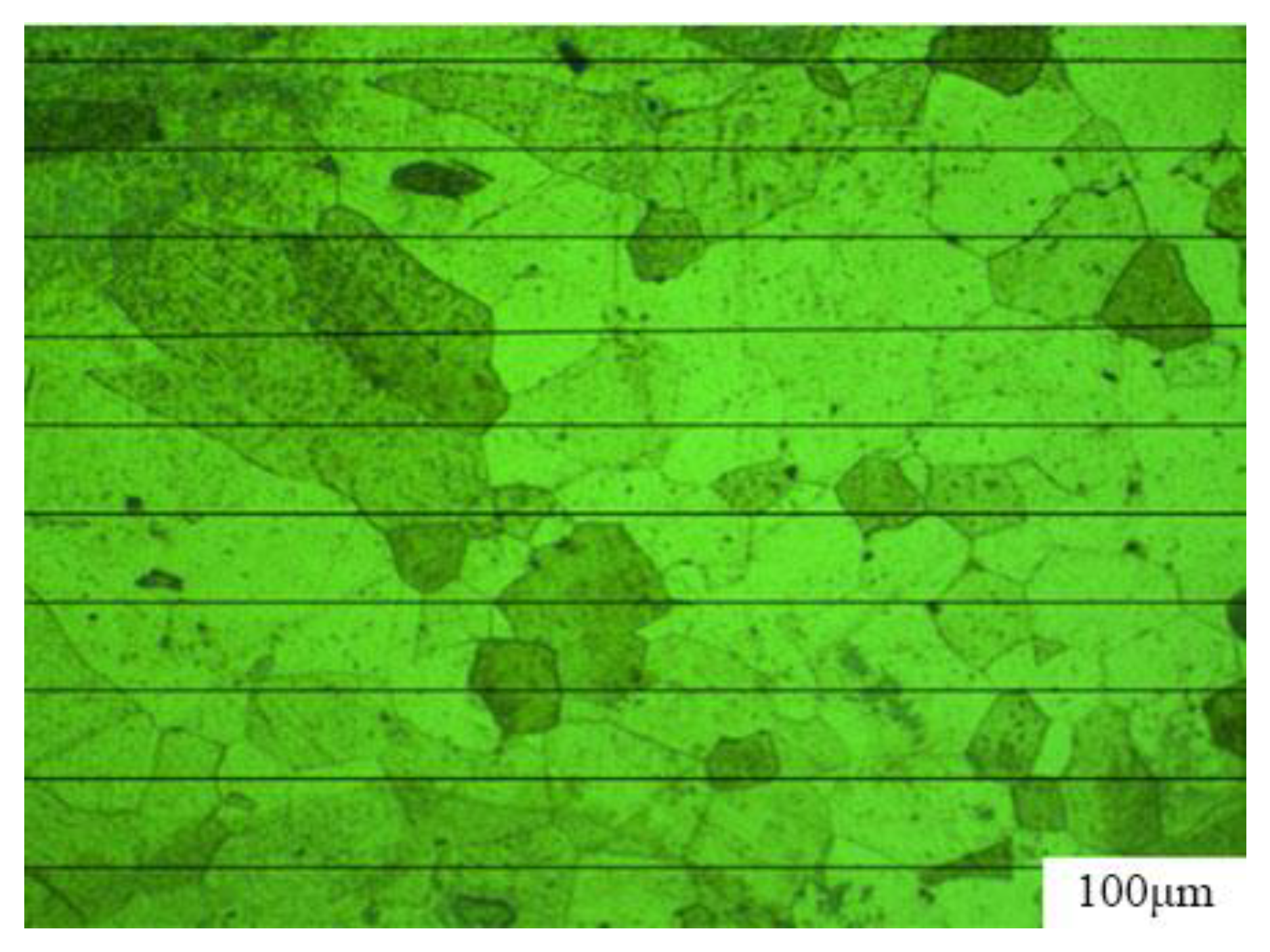
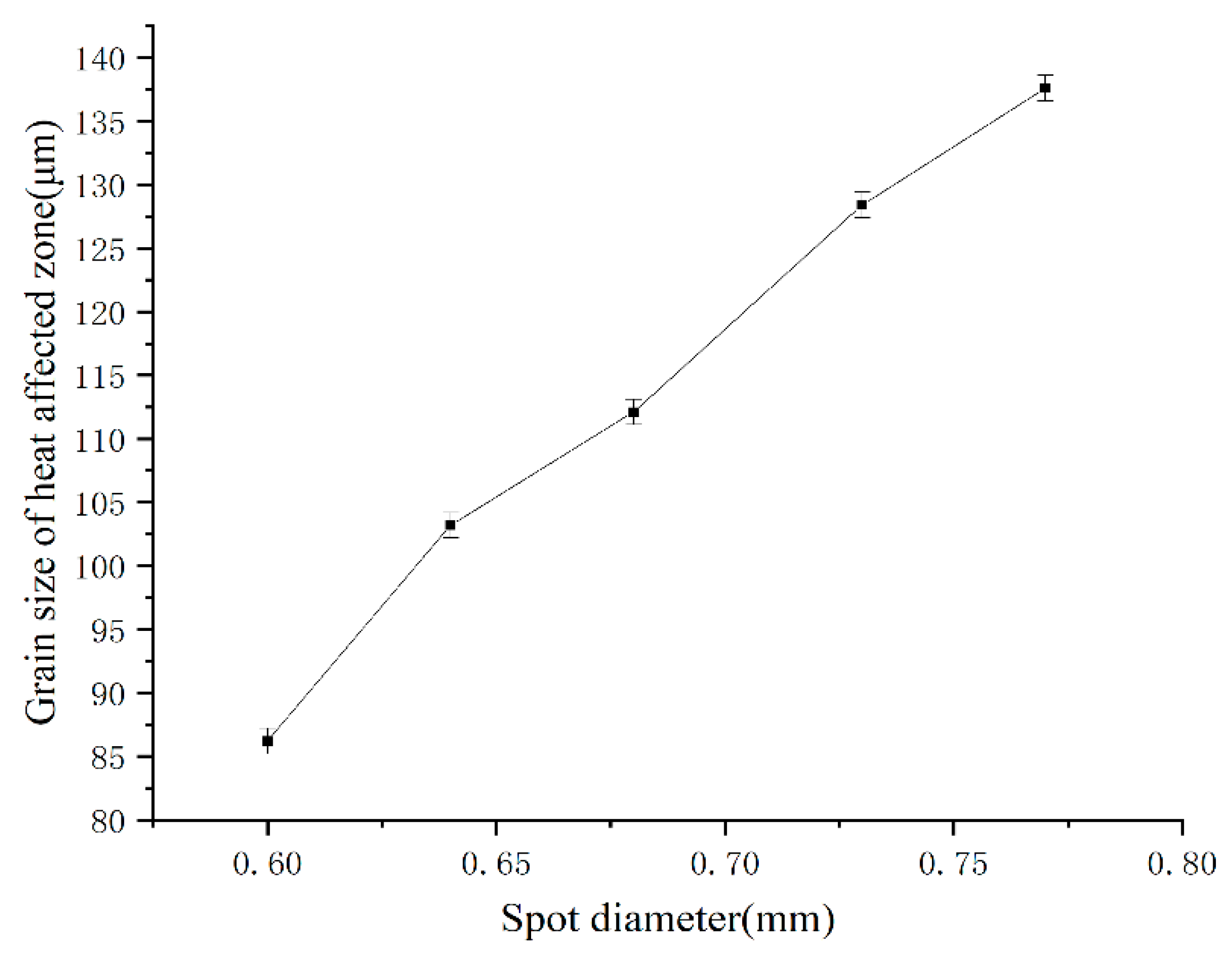
3.1.2. Microstructure of HAZ and Rule of Grain Growth
3.2. Tensile Test Results
3.3. Spin Test Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Vidyarthy, R.S.; Dwivedi, D.K. A comparative study on creep behavior of AISI 409 ferritic stainless steel in as-received and as-welded condition (A-TIG and M-TIG). Mater. Today Proc. 2018, 5, 17097–17106. [Google Scholar] [CrossRef]
- Sathiya, P.; Aravindan, S.; Noorul Haq, A. Effect of friction welding parameters on mechanical and metallurgical properties of ferritic stainless steel. Int. J. Adv. Manuf. Technol. 2007, 31, 1076–1082. [Google Scholar] [CrossRef]
- Zhao, C.; Fan, Q.; Yu, H.; Wang, H.; Xu, D. Effects of UIT on Microstructure and Properties of 441 Ferritic Stainless Steel Laser Welded Joint. In Proceedings of the 2021 International Conference on Applied Mechanics and Structural Materials, Changsha, China, 10–12 September 2021; IOP Publishing: Bristol, UK, 2021; pp. 1–10. [Google Scholar]
- Liu, L.L.; Hu, S.S.; Shen, J.Q.; Ma, L.; Li, Y. The Effects of Average Power and Pulse Duration on Weld Characteristics, Microstructure, Mechanical Properties and Corrosion Resistance of a Laser Welded 21% Cr Ferritic Stainless Steel. Lasers Eng. 2019, 44, 313–329. [Google Scholar]
- Amuda, M.O.H.; Mridha, S. Grain refinement and hardness distribution in cryogenically cooled ferritic stainless steel welds. Mater. Des. 2013, 47, 365–371. [Google Scholar] [CrossRef]
- Ambade, S.; Tembhurkar, C.; Patil, A.; Meshram, D.B. Effect of number of welding passes on the microstructure, mechanical and intergranular corrosion properties of 409M ferritic stainless steel. World J. Eng. 2022, 19, 368–374. [Google Scholar] [CrossRef]
- Zhou, J.; Shen, J.; Hu, S.; Zhao, G.; Wang, Q. Microstructure and mechanical properties of AISI 430 ferritic stainless steel joints fabricated by cold metal transfer welding. Mater. Res. Express 2019, 6, 116536. [Google Scholar] [CrossRef]
- Khan, M.M.A.; Romoli, L.; Dini, G. Laser beam welding of dissimilar ferritic/martensitic stainless steels in a butt joint configuration. Opt. Laser Technol. 2013, 49, 125–136. [Google Scholar] [CrossRef]
- Kumar, S.R.; Singh, A.K.; Sandeep, S.; Aravind, P. Investigation on Microstructural behavior and Mechanical Properties of plasma arc welded dissimilar butt joint of austenitic- ferritic stainless steels. Mater. Today Proc. 2018, 5, 8008–8015. [Google Scholar] [CrossRef]
- Ranjbarnodeh, E.; Hanke, S.; Weiss, S.; Fischer, A. Effect of welding parameters on the heat-affected zone of AISI409 ferritic stainless steel. Int. J. Miner. Metall. Mater. 2012, 19, 923–929. [Google Scholar] [CrossRef]
- Ranjbarnodeh, E.; Hanke, S.; Weiss, S.; Fischer, A. Effect of laser welding heat input on microstructure and properties of 26Cr-3.5 Mo ferritic stainless steel. Chin. J. Lasers 2015, 42, 101–107. [Google Scholar]
- Zhang, H.; Pei, F.; Wang, Z.; Wang, W. Effect of heat input on microstructure and mechanical properties of ultra-thin 443 ferritic stainless steel. Trans. Chania Weld. Inst. 2013, 34, 15–18+34. [Google Scholar]
- GB/T228-2002; Metallic Materials-Tensile Testing at Ambient Temperature. Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2002.
- GB/T2651-2008; Tensile Test Method on Welded Joints. Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2002.
- Li, M.; Wang, Z.; Chen, X. Effects of Initial Equiaxed Crystal Ratio in As-Cast Slab on Texture Evolution and Formability of Ferritic Stainless Steel. J. Mater. Eng. Perform. 2021, 30, 379–389. [Google Scholar] [CrossRef]
- ASTM E 112-1996; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 1996.
- Zhang, Z.; Wu, C.; Gao, J. Prediction of Grain Growth in Hybrid Welding Haz of Tcs Stainless Steel. Acta Metall. Sin. 2012, 48, 199–204. [Google Scholar] [CrossRef]
- Yang, W.; Xin, J.; Chao, F.; Dai, W. Microstructures and Mechanical Properties of Hundred-Millimeter-Grade 304 Stainless Steel Joints by Ultra-Narrow Gap Laser Welding. Chin. J. Lasers 2018, 45, 86–91. [Google Scholar]
- Zhang, D.; Zhao, L.; Liu, A.; Wen, P. Understanding and Controlling the Influence of Laser Energy on Penetration, Porosity, and Microstructure during Laser Welding. Chin. J. Lasers 2021, 48, 204–217. [Google Scholar]
- Vidyarthy, R.S.; Dwivedi, D.K.; Vasudevan, M. Influence of M-TIG and A-TIG Welding Process on Microstructure and Mechanical Behavior of 409 Ferritic Stainless Steel. J. Mater. Eng. Perform. 2017, 26, 1391–1403. [Google Scholar] [CrossRef]
- Mousazadeh, M.A.; Derakhshandeh-Haghighi, R. Autogenous Tungsten Inert Gas Welding of 430 Ferritic Stainless Steel: The Effect of Inter-pass Temperature on Microstructure Evolution and Mechanical Properties. J. Mater. Eng. Perform. 2020, 29, 7807–7820. [Google Scholar] [CrossRef]
- Yan, Y.; Lu, Z.; Mi, B.; Shen, Y. Spinning-extrusion compound forming of inner-outer tooth for thin-walled cylinder. Forg. Stamp. Technol. 2020, 45, 77–80+100. [Google Scholar]
- Ling, Z.; Xiao, G.; Xia, Q.; Zhang, Y. Research on deep drawing spinning forming mechanism of conical-cylindrical part of Ni-based superalloy. Forg. Stamp. Technol. 2020, 45, 100–105+112. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Cr | Ti | Nb | Mo | P |
|---|---|---|---|---|---|---|---|
| 0.03 | 0.7 | 0.2–0.8 | 17.5–18.5 | 0.1–0.5 | 0.3 + 3C − 0.9 | 0.5 | 0.03 |
| Serial Number | Laser Area Energy kW/mm2 | Welding Speed m/min | Spot Diameter mm |
|---|---|---|---|
| A4-1 | 5.5 | 1.8 | 0.60 |
| A4-2 | 5.5 | 1.8 | 0.64 |
| A4-3 | 5.5 | 1.8 | 0.68 |
| A4-4 | 5.5 | 1.8 | 0.73 |
| A4-5 | 5.5 | 1.8 | 0.77 |
| Parameter | Welded Pipe D0 | Spinning Roller DR | Feed Ratio | Spindle Speed | ||||
|---|---|---|---|---|---|---|---|---|
| mm t | mm L | mm | mm rp | mm β’ | (°) | f/(mm/r) | n/(r/min) | |
| numerical | 125 | 2.0 | 295 | 200 | 18 | 90 | 1.2 | 450 |
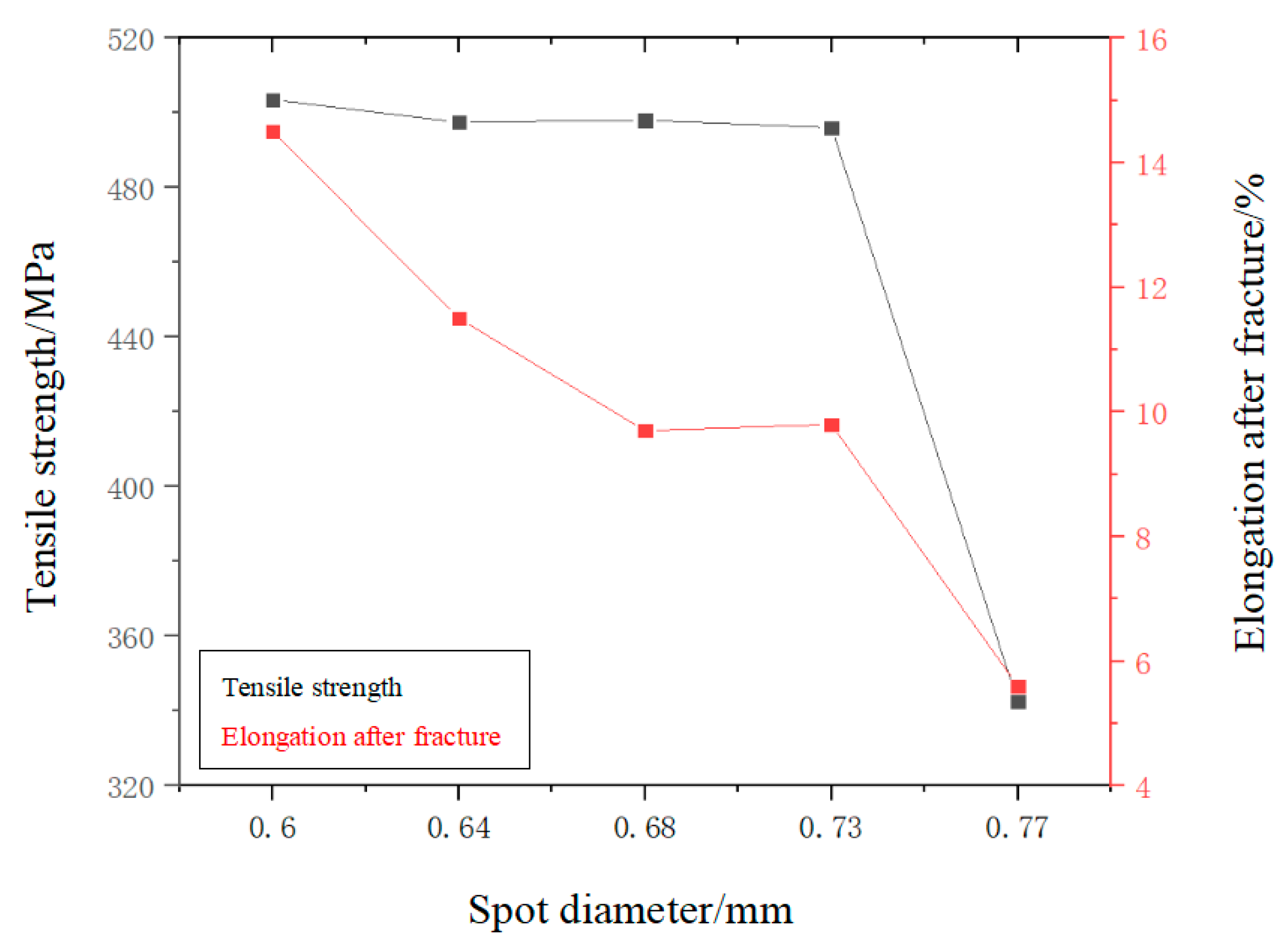
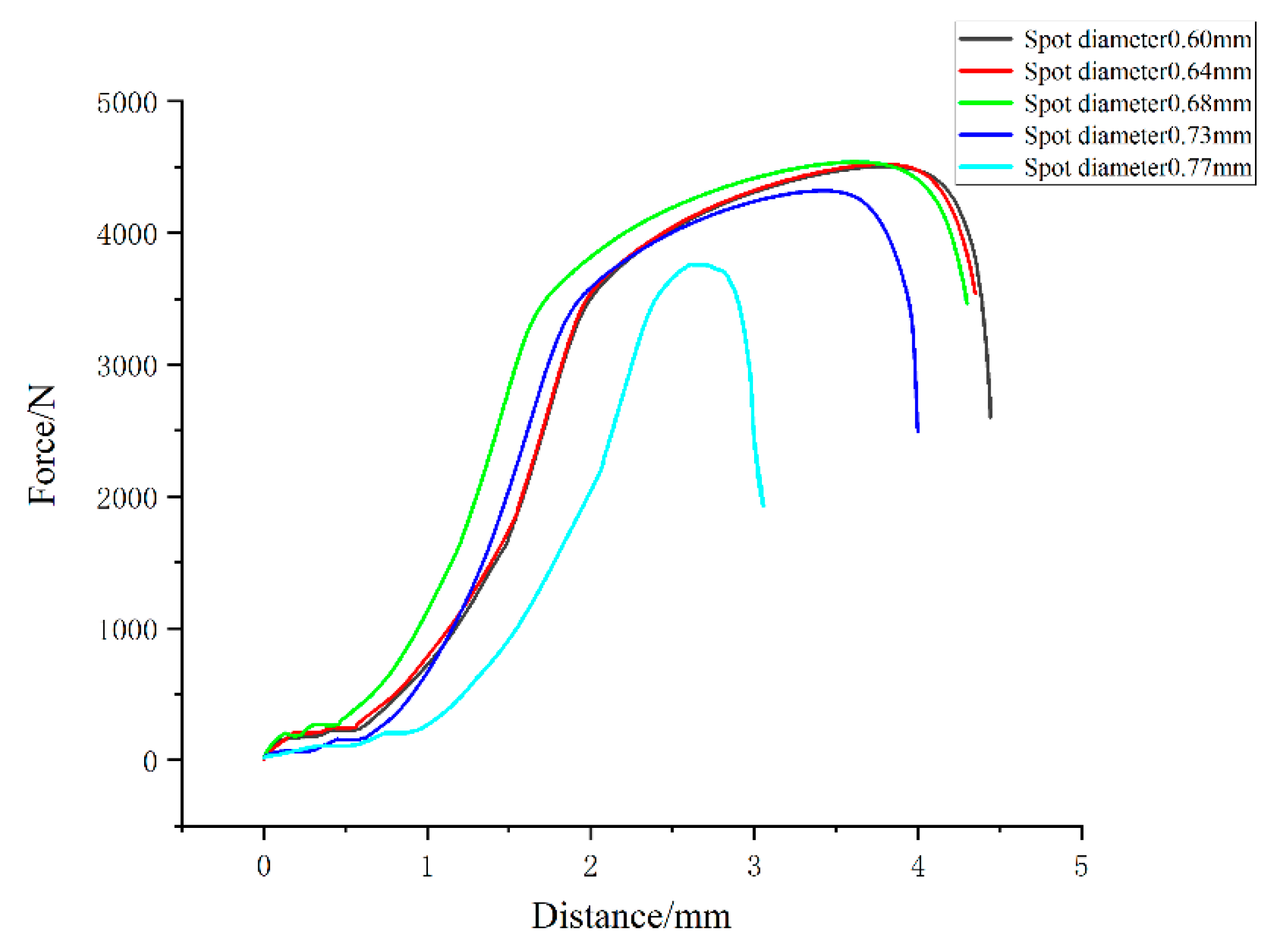
| Serial Number | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation after Fracture (%) | Maximum Force (kN) | Fracture Location |
|---|---|---|---|---|---|
| base material | 435 | 267 | 28.9 | 6.37 | base material |
| A4-1 | 503.5 | 420 | 14.5 | 4.39 | weld |
| A4-2 | 497.5 | 418 | 11.5 | 4.47 | weld |
| A4-3 | 498 | 407 | 9.7 | 4.41 | weld |
| A4-4 | 496 | 386.5 | 9.8 | 4.46 | weld |
| A4-5 | 342.5 | 269.5 | 5.3 | 3.08 | weld |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, L.; Tang, Q.; Li, Y.; Liu, F.; Liu, P. Improving Plasticity of Ferritic Stainless Steel Welded Joints via Laser Spot Control. Micromachines 2023, 14, 2072. https://doi.org/10.3390/mi14112072
Gu L, Tang Q, Li Y, Liu F, Liu P. Improving Plasticity of Ferritic Stainless Steel Welded Joints via Laser Spot Control. Micromachines. 2023; 14(11):2072. https://doi.org/10.3390/mi14112072
Chicago/Turabian StyleGu, Lidong, Qi Tang, Yanqing Li, Fengde Liu, and Piyao Liu. 2023. "Improving Plasticity of Ferritic Stainless Steel Welded Joints via Laser Spot Control" Micromachines 14, no. 11: 2072. https://doi.org/10.3390/mi14112072
APA StyleGu, L., Tang, Q., Li, Y., Liu, F., & Liu, P. (2023). Improving Plasticity of Ferritic Stainless Steel Welded Joints via Laser Spot Control. Micromachines, 14(11), 2072. https://doi.org/10.3390/mi14112072