
Towards High Efficiency and Rapid Production of Room-Temperature Liquid Metal Wires Compatible with Electronic Prototyping Connectors

 ,
,  , , ,
, , ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
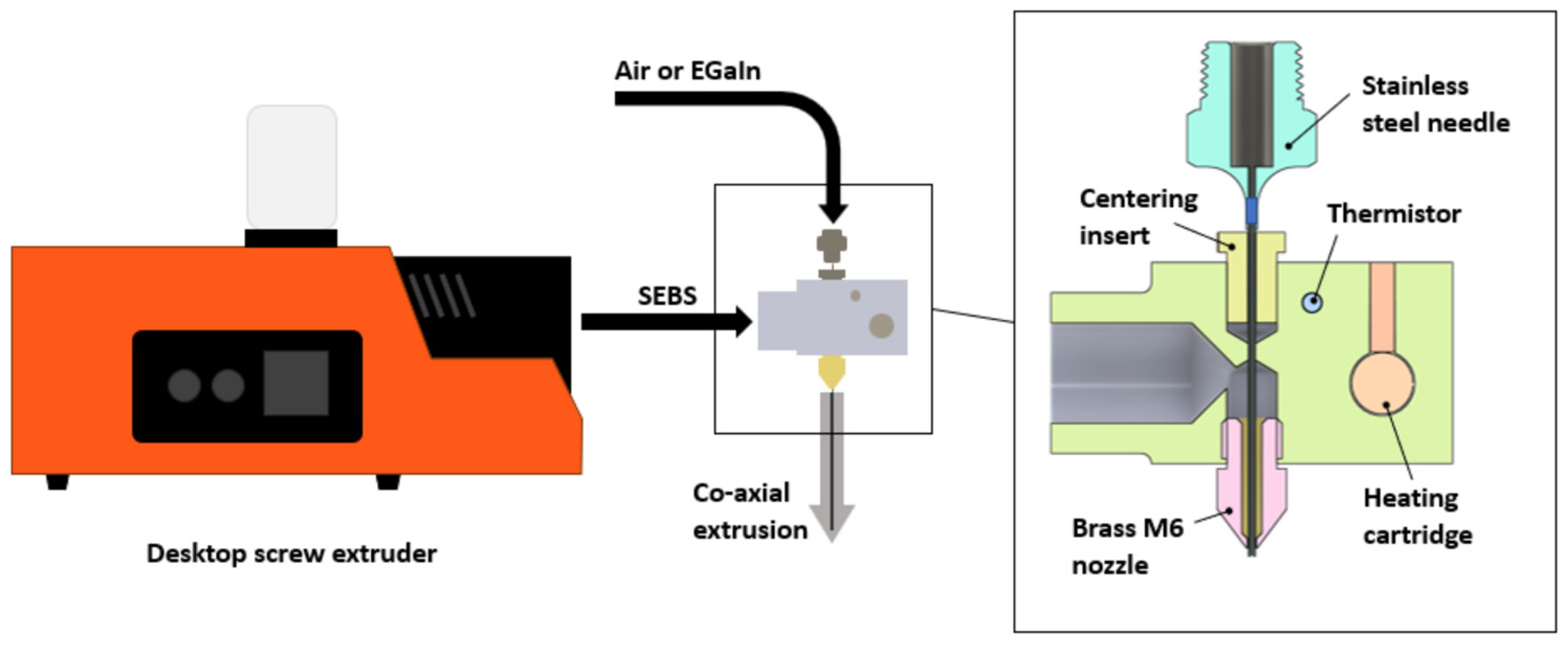
2.2. Fabrication Process
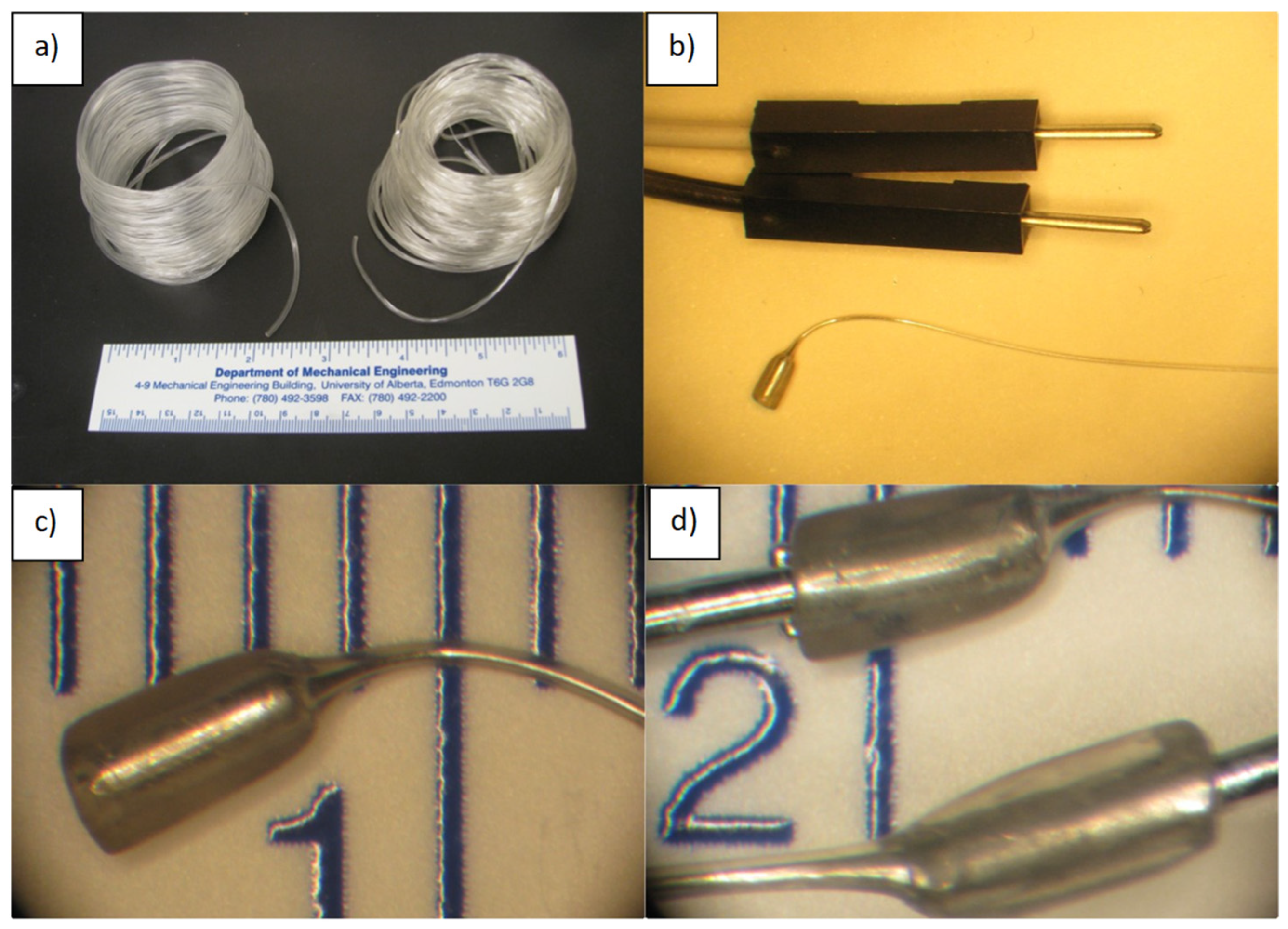
- Starting materials: Co-axially extruded hollow SEBS (Kraton G1645 or G1657).
- Cut a 45 mm length of tube and mark the middle 15 mm length with a sharpie. Ensure the cuts are clean and flat.
- With a Mastercraft heat gun on level 2 setting, heat the 15 mm region for 10–15 s by holding the wire close to the side edge of the heat gun.
- Remove from heat and promptly stretch/draw the wire until the marks are 150 mm apart (a ruler nearby provides a guide). The draw should be gentle and consistent. Faster draw speeds will create thinner diameter wires, but risk breaking during drawing. As a rule of thumb, drawing the wire from 15 mm to 150 mm should take <5 s.

3. Results and Discussion
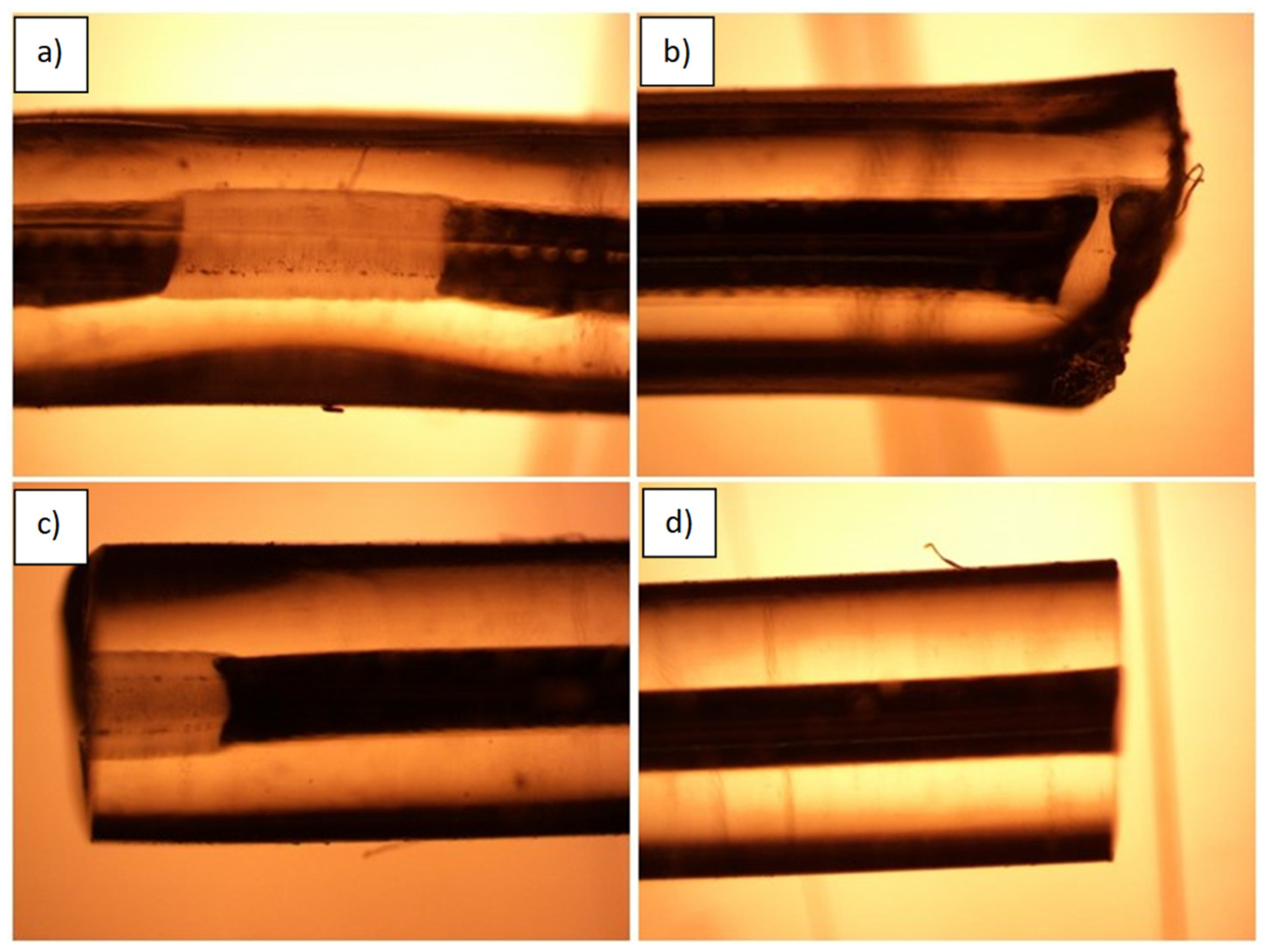
3.1. Cutting and Sealing Strategies for Liquid Metal Continuous Wires
3.2. Filling and Drawing Strategies for Liquid Metal Wire Segments
4. Improvements and Applications
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khondoker, M.; Sameoto, D. Fabrication methods and applications of microstructured gallium based liquid metal alloys. Smart Mater. Struct. 2016, 25, 093001. [Google Scholar] [CrossRef]
- Ma, J.; Krisnadi, F.; Vong, M.H.; Kong, M.; Awartani, O.M.; Dickey, M.D. Shaping a soft future: Patterning liquid metals. Adv. Mater. 2022, 35, e2205196. [Google Scholar] [CrossRef]
- Ozutemiz, K.B.; Majidi, C.; Ozdoganlar, O.B. Scalable manufacturing of liquid metal circuits. Adv. Mater. Technol. 2022, 7, 2200295. [Google Scholar] [CrossRef]
- Zhao, Z.; Soni, S.; Lee, T.; Nijhuis, C.A.; Xiang, D. Smart Eutectic Gallium–Indium: From Properties to Applications. Adv. Mater. 2023, 35, 2203391. [Google Scholar] [CrossRef] [PubMed]
- Zou, Z.; Chen, Y.; Yuan, S.; Luo, N.; Li, J.; He, Y. 3D printing of liquid metals: Recent advancements and challenges. Adv. Funct. Mater. 2023, 33, 2213312. [Google Scholar] [CrossRef]
- Chossat, J.-B.; Park, Y.-L.; Wood, R.J.; Duchaine, V. A soft strain sensor based on ionic and metal liquids. IEEE Sens. J. 2013, 13, 3405–3414. [Google Scholar] [CrossRef]
- Zandvakili, M.; Honari, M.M.; Mousavi, P.; Sameoto, D. Gecko-Gaskets for Multilayer, Complex, and Stretchable Liquid Metal Microwave Circuits and Antennas. Adv. Mater. Technol. 2017, 2, 1700144. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, M.; Wang, R.; Deng, Z.; Gui, L. Stretchable pressure sensor with leakage-free liquid-metal electrodes. Sensors 2019, 19, 1316. [Google Scholar] [CrossRef]
- Costa, G.; Lopes, P.A.; Sanati, A.L.; Silva, A.F.; Freitas, M.C.; de Almeida, A.T.; Tavakoli, M. 3D printed stretchable liquid gallium battery. Adv. Funct. Mater. 2022, 32, 2113232. [Google Scholar] [CrossRef]
- Bury, E.; Chun, S.; Koh, A.S. Recent advances in deformable circuit components with liquid metal. Adv. Electron. Mater. 2021, 7, 2001006. [Google Scholar] [CrossRef]
- Kim, S.; Yoo, B.; Miller, M.; Bowen, D.; Pines, D.J.; Daniels, K.M. EGaIn-silicone-based highly stretchable and flexible strain sensor for real-time two joint robotic motion monitoring. Sens. Actuators A Phys. 2022, 342, 113659. [Google Scholar] [CrossRef]
- Choi, H.; Luo, Y.; Olson, G.; Won, P.; Shin, J.H.; Ok, J.; Yang, Y.J.; Kim, T.i.; Majidi, C. Highly Stretchable and Strain-Insensitive Liquid Metal based Elastic Kirigami Electrodes (LM-eKE). Adv. Funct. Mater. 2023, 33, 2301388. [Google Scholar] [CrossRef]
- Kim, B.; Jang, J.; You, I.; Park, J.; Shin, S.; Jeon, G.; Kim, J.K.; Jeong, U. Interfacing liquid metals with stretchable metal conductors. ACS Appl. Mater. Interfaces 2015, 7, 7920–7926. [Google Scholar] [CrossRef] [PubMed]
- Marques, D.G.; Lopes, P.A.; de Almeida, A.T.; Majidi, C.; Tavakoli, M. Reliable interfaces for EGaIn multi-layer stretchable circuits and microelectronics. Lab Chip 2019, 19, 897–906. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Yu, D.; Dong, H.; Chen, S.; Zhou, H.; Wang, L.; Deng, Z.; He, Z.; Liu, J. Dynamic Leakage-Free Liquid Metals. Adv. Funct. Mater. 2023, 33, 2210961. [Google Scholar] [CrossRef]
- Bai, H.; Li, S.; Shepherd, R.F. Elastomeric haptic devices for virtual and augmented reality. Adv. Funct. Mater. 2021, 31, 2009364. [Google Scholar] [CrossRef]
- Wang, X.; Guo, R.; Liu, J. Liquid metal based soft robotics: Materials, designs, and applications. Adv. Mater. Technol. 2019, 4, 1800549. [Google Scholar] [CrossRef]
- Dong, J.; Tang, X.; Peng, Y.; Fan, C.; Li, L.; Zhang, C.; Lai, F.; He, G.; Ma, P.; Wang, Z. Highly permeable and ultrastretchable E-textiles with EGaIn-superlyophilicity for on-skin health monitoring, joule heating, and electromagnetic shielding. Nano Energy 2023, 108, 108194. [Google Scholar] [CrossRef]
- Tavakoli, M.; Alhais Lopes, P.; Hajalilou, A.; Silva, A.F.; Reis Carneiro, M.; Carvalheiro, J.; Marques Pereira, J.; de Almeida, A.T. 3R Electronics: Scalable Fabrication of Resilient, Repairable, and Recyclable Soft-Matter Electronics. Adv. Mater. 2022, 34, 2203266. [Google Scholar] [CrossRef]
- Luo, Y.; Abidian, M.R.; Ahn, J.-H.; Akinwande, D.; Andrews, A.M.; Antonietti, M.; Bao, Z.; Berggren, M.; Berkey, C.A.; Bettinger, C.J. Technology roadmap for flexible sensors. ACS Nano 2023, 17, 5211–5295. [Google Scholar] [CrossRef]
- 2023. Available online: https://www.usgs.gov/centers/national-minerals-information-center/gallium-statistics-and-information (accessed on 7 July 2023).
- Khondoker, M.A.; Ostashek, A.; Sameoto, D. Direct 3D Printing of Stretchable Circuits via Liquid Metal Co-Extrusion within Thermoplastic Filaments. Adv. Eng. Mater. 2019, 21, 1900060. [Google Scholar] [CrossRef]
- Marion, J.S.; Gupta, N.; Cheung, H.; Monir, K.; Anikeeva, P.; Fink, Y. Thermally drawn highly conductive fibers with controlled elasticity. Adv. Mater. 2022, 34, 2201081. [Google Scholar] [CrossRef] [PubMed]
- Zhu, C.; Wu, J.; Yan, J.; Liu, X. Advanced fiber materials for wearable electronics. Adv. Fiber Mater. 2023, 5, 12–35. [Google Scholar] [CrossRef]
- Chen, G.; Wang, H.; Guo, R.; Duan, M.; Zhang, Y.; Liu, J. Superelastic EGaIn composite fibers sustaining 500% tensile strain with superior electrical conductivity for wearable electronics. ACS Appl. Mater. Interfaces 2020, 12, 6112–6118. [Google Scholar] [CrossRef] [PubMed]
- Oh, J.; Kim, S.; Lee, S.; Jeong, S.; Ko, S.H.; Bae, J. A liquid metal based multimodal sensor and haptic feedback device for thermal and tactile sensation generation in virtual reality. Adv. Funct. Mater. 2021, 31, 2007772. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, Y.; Asghar, W.; Liu, Y.; Li, F.; Sun, D.; Hu, C.; Wu, Z.; Shang, J.; Yu, Z. Liquid Metal-Based Strain Sensor with Ultralow Detection Limit for Human–Machine Interface Applications. Adv. Intell. Syst. 2021, 3, 2000235. [Google Scholar] [CrossRef]
- Zheng, L.; Zhu, M.; Wu, B.; Li, Z.; Sun, S.; Wu, P. Conductance-stable liquid metal sheath-core microfibers for stretchy smart fabrics and self-powered sensing. Sci. Adv. 2021, 7, eabg4041. [Google Scholar] [CrossRef]
- Tapia, J.; Knoop, E.; Mutný, M.; Otaduy, M.A.; Bächer, M. Makesense: Automated sensor design for proprioceptive soft robots. Soft Robot. 2020, 7, 332–345. [Google Scholar] [CrossRef]
- Majidi, C.; Alizadeh, K.; Ohm, Y.; Silva, A.; Tavakoli, M. Liquid metal polymer composites: From printed stretchable circuits to soft actuators. Flex. Print. Electron. 2022, 7, 013002. [Google Scholar] [CrossRef]
- Richard, I.; Maurya, A.K.; Shadman, S.; Masquelier, E.; Marthey, L.S.; Neels, A.; Sorin, F. Unraveling the influence of thermal drawing parameters on the microstructure and thermo–mechanical properties of multimaterial fibers. Small 2022, 18, 2101392. [Google Scholar] [CrossRef]
- Liu, S.; Sweatman, K.; McDonald, S.; Nogita, K. Ga-based alloys in microelectronic interconnects: A review. Materials 2018, 11, 1384. [Google Scholar] [CrossRef] [PubMed]
- Kolb, H.; Sottong, R.; Dasgupta, T.; Mueller, E.; de Boor, J. Evaluation of detachable Ga-based solder contacts for thermoelectric materials. J. Electron. Mater. 2017, 46, 5057–5063. [Google Scholar] [CrossRef]
- Geddis, P.; Wu, L.; McDonald, A.; Chen, S.; Clements, B. Effect of static liquid Galinstan on common metals and non-metals at temperatures up to 200 °C. Can. J. Chem. 2020, 98, 787–798. [Google Scholar] [CrossRef]
- Lin, Y.; Ladd, C.; Wang, S.; Martin, A.; Genzer, J.; Khan, S.A.; Dickey, M.D. Drawing liquid metal wires at room temperature. Extrem. Mech. Lett. 2016, 7, 55–63. [Google Scholar] [CrossRef]
- Rayner, P.; Morita, L.; Sun, X.; Sameoto, D. R3VAMPs-Fully Recyclable, Reconfigurable, and Recoverable Vacuum Actuated Muscle-inspired Pneumatic structures. In Proceedings of the 2022 IEEE 5th International Conference on Soft Robotics (RoboSoft), Edinburgh, UK, 4–8 April 2022; pp. 577–582. [Google Scholar]
- Khondoker, M.A.H.; Sameoto, D. Direct coupling of fixed screw extruders using flexible heated hoses for FDM printing of extremely soft thermoplastic elastomers. Prog. Addit. Manuf. 2019, 4, 197–209. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 |  |  |  |
| ID: 153 µm | ID: 307 µm | ID: 289 µm | ID: 256 µm |
| OD: 518 µm | OD: 707 µm | OD: 699 µm | OD: 780 µm |
|
LM: 15 × 105 µL/s
SEBS: 4.50 mm3/s Temp: 190 °C |
LM: 25 × 105 µL/s
SEBS: 5.50 mm3/s Temp: 210 °C |
LM: 20 × 105 µL/s
SEBS: 5.50 mm3/s Temp: 210 °C |
LM: 20 × 105 µL/s
SEBS: 6.50 mm3/s Temp: 190 °C |
 |  |  |  |
| ID: 540 µm | ID: 510 µm | ID: 480 µm | ID: 455 µm |
| OD: 1840 µm | OD: 1770 µm | OD: 1720 µm | OD: 1730 µm |
| Temp: 175 °C | Temp:180 °C | Temp: 190 °C | Temp: 195 °C |
| Tool |  Scissors |  Surgical knife |  Rotary Blade |
| Pros | Easily accessible | Cheap and easily replaceable blades. Can cut on top of paper soaked with acid or base to remove metal oxides easily. | Extremely easy to roll over wires to cut cleanly; can cut on top of paper soaked with acid or base for removing metal oxides easily. |
| Cons | Most commercial versions can have difficulty cutting very stretchable rubber, shearing can release substantial quantities of liquid metal | Must be used on appropriate substrates to avoid damaging the blade, and must be used in a chopping motion to cut very flexible rubber without shearing the wire. | More expensive and less easy to replace blades than in a surgical knife. |
| Tool |  Impulse sealer |  Hot gun and tweezers |  Ultrasonic knife |
| Pros | Easily accessible, fast | Can pinch off and separate in one step | Very easy to achieve consistent results with little metal loss. Can press first then apply ultrasonic energy to fuse thermoplastic ends together. |
| Cons | Must apply pressure first, then heat up for consistent results. The bonded area is relatively wide and unevenly structured due to the Teflon fabric on the impulse sealer. Extremely hard to clean if metal leaks. | Difficult to obtain repeatable results, chance of burns, highly skill-dependent with regard to timing | Relatively expensive, must modify knife to be blunt over the area of cut-off/welding to seal liquid metal rather than expose it, can overheat if used improperly. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morita, L.; Jalali, S.; Vaheb, A.; Elsersawy, R.; Golwala, K.; Asad, A.; Dolez, P.I.; Hogan, J.D.; Khondoker, M.A.H.; Sameoto, D. Towards High Efficiency and Rapid Production of Room-Temperature Liquid Metal Wires Compatible with Electronic Prototyping Connectors. Micromachines 2023, 14, 2227. https://doi.org/10.3390/mi14122227
Morita L, Jalali S, Vaheb A, Elsersawy R, Golwala K, Asad A, Dolez PI, Hogan JD, Khondoker MAH, Sameoto D. Towards High Efficiency and Rapid Production of Room-Temperature Liquid Metal Wires Compatible with Electronic Prototyping Connectors. Micromachines. 2023; 14(12):2227. https://doi.org/10.3390/mi14122227
Chicago/Turabian StyleMorita, Luka, Shima Jalali, Abolfazl Vaheb, Rawan Elsersawy, Kunj Golwala, Asad Asad, Patricia I. Dolez, James D. Hogan, Mohammad Abu Hasan Khondoker, and Dan Sameoto. 2023. "Towards High Efficiency and Rapid Production of Room-Temperature Liquid Metal Wires Compatible with Electronic Prototyping Connectors" Micromachines 14, no. 12: 2227. https://doi.org/10.3390/mi14122227
APA StyleMorita, L., Jalali, S., Vaheb, A., Elsersawy, R., Golwala, K., Asad, A., Dolez, P. I., Hogan, J. D., Khondoker, M. A. H., & Sameoto, D. (2023). Towards High Efficiency and Rapid Production of Room-Temperature Liquid Metal Wires Compatible with Electronic Prototyping Connectors. Micromachines, 14(12), 2227. https://doi.org/10.3390/mi14122227