
Effects of Voids on Thermal Fatigue Reliability of Solder Joints on Inner Rings in Ball Grid Array Packaging by Finite Element Analysis
Abstract
:1. Introduction
2. Experimental Procedure and Finite Element Simulation
BGA Temperature Cycling Test
3. Finite Element Analysis
4. Results and Discussion
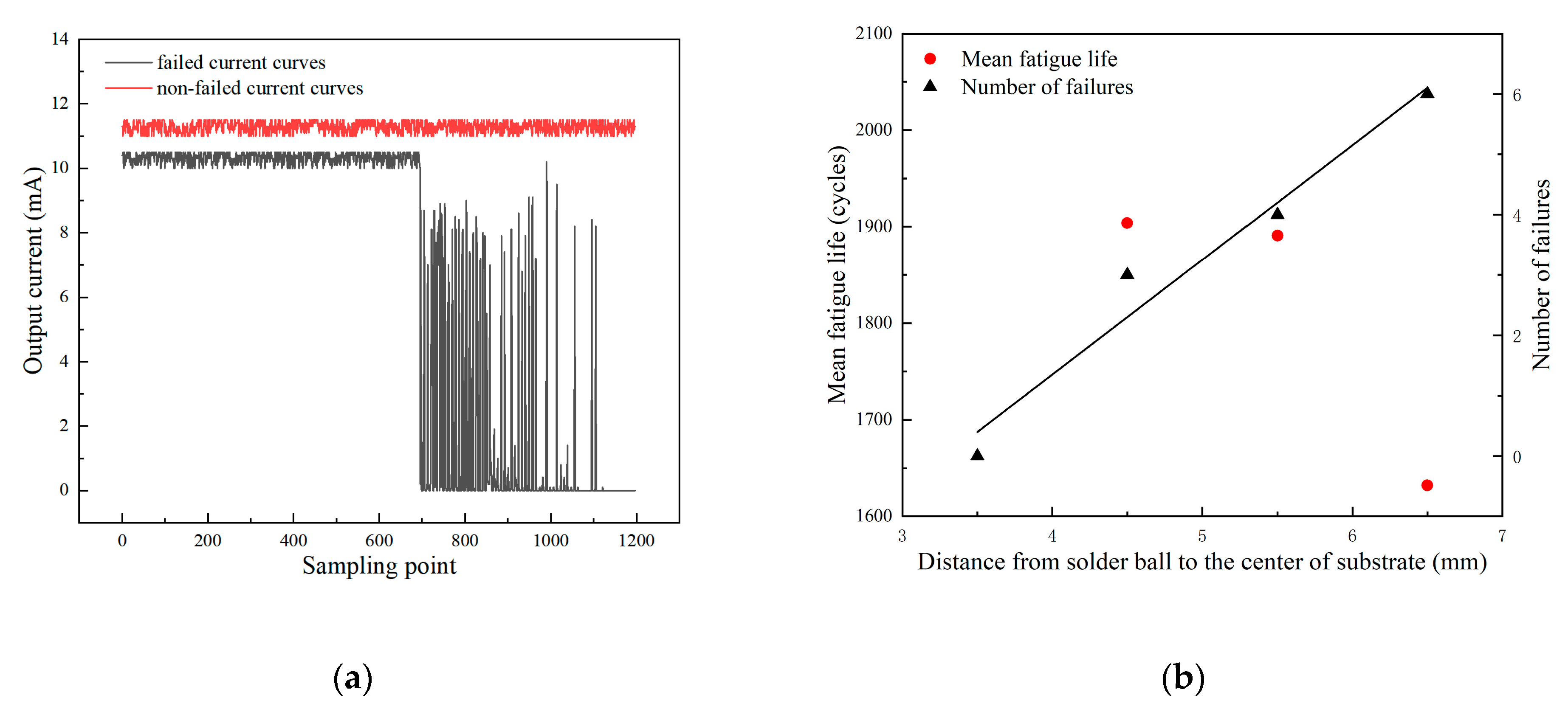
4.1. Temperature Cycling Test Results
4.2. Finite Element Analysis Results
5. Conclusions
- A total of 13 rings’ solder joints failed in the temperature cycling test. The characteristic life was 4184 cycles after fitting with the Weibull distribution theory. According to the Coffin-Manson model, the fatigue life of solder balls was predicted based on FEA modeling, and it was reasonably consistent with the experimental results.
- In models with macro voids in the solder balls at typical positions, it was found that the stress and strain concentrations at the solder/chip interface deteriorated severely. The accumulated equivalent plastic strain of solder balls will gradually increase with higher void volume and even exceed that of the outermost ones without voids. For solder balls with voids, it was found that the critical void volume ratio dropped at a higher distance to the geometric center. Meanwhile, the fatigue life of solder joints farther from the geometric center tends to be more sensitive to void sizes.
- The effect of a single macro void on the thermal fatigue reliability of solder balls was investigated, which provided a valuable reference for design and process optimization in BGA packaging.
Author Contributions
Funding
Conflicts of Interest
References
- Depiver, J.; Mallik, S.; Harmanto, D. Solder joint failures under thermo-mechanical loading conditions—A review. Adv. Mater. Process. Technol. 2021, 7, 1–26. [Google Scholar] [CrossRef]
- Jiang, N.; Zhang, L.; Liu, Z.Q.; Sun, L.; Long, W.M.; He, P.; Xiong, M.Y.; Zhao, M. Reliability issues of lead-free solder joints in electronic devices. Sci. Technol. Adv. Mat. 2019, 20, 876–901. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Samavatian, V.; Iman-Eini, H.; Avenas, Y.; Samavatian, M. Effects of creep failure mechanisms on thermomechanical reliability of solder joints in power semiconductors. IEEE Trans. Power Electr. 2020, 35, 8956–8964. [Google Scholar] [CrossRef]
- Pham, V.L.; Xu, J.; Pan, K.; Wang, J.; Park, S.; Singh, C.; Wang, H. Investigation of underfilling BGAs packages-Thermal fatigue. In Proceedings of the 70th IEEE Electronic Components and Technology Conference, Orlando, FL, USA, 3–30 June 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 2252–2258. [Google Scholar] [CrossRef]
- Arun Deo, K.; Kono, R.N.; Cai, C.; Yang, J.; Lai, Y.; Park, S. A study on parameters that impact the thermal fatigue life of BGA solder joints. In Proceedings of the International Electronic Packaging Technical Conference and Exhibition, Garden Grove, CA, USA, 25–27 October 2022; ASME: New York, NY, USA, 2022. [Google Scholar] [CrossRef]
- Mokhtari, O. A review: Formation of voids in solder joint during the transient liquid phase bonding process-Causes and solutions. Microelectron. Reliab. 2019, 98, 95–105. [Google Scholar] [CrossRef]
- Sobolewski, M.; Dziurdzia, B. Experimental approach to thermal conductivity of macro solder joints with voids. Solder. Surf. Mount Tech. 2019, 31, 181–191. [Google Scholar] [CrossRef]
- Hagberg, J.; Nousiainen, O.; Putaala, J.; Salmela, O.; Raumanni, J.; Rahko, M.; Kangasvieri, T.; Jaaskelainen, J.; Galkin, T.; Jantunen, H.M. Effect of voids on thermomechanical cracking in lead-free Sn3Ag0.5Cu interconnections of power modules. Microelectron. Reliab. 2020, 109, 113674. [Google Scholar] [CrossRef]
- IPC. “IPC-7095C: Design and Assembly Process Implementation for BGAs”. IPC. January 2013. Available online: https://www.ipc.org/TOC/IPC-7095C.pdf (accessed on 17 November 2022).
- IPC. “IPC-A-610E: Acceptability of Electronic Assemblies”. IPC. April 2010. Available online: https://www.ipc.org/TOC/IPC-A-610E.pdf (accessed on 17 November 2022).
- Liu, L.; Lu, T.; Luo, D.; Xiao, H. Research on applied reliability of BGA solder balls in extreme marine environment. In Proceedings of the 69th IEEE Electronic Components and Technology Conference, Las Vegas, NV, USA, 28–31 May 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 2054–2060. [Google Scholar] [CrossRef]
- Xu, J.; McCann, S.; Wang, H.; Pham, V.; Cain, S.R.; Refai-Ahmed, G.; Park, S. Time 0 Void Evolution and Effect on Electromigration. In Proceedings of the 2019 IEEE 69th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 28–31 May 2019; pp. 2331–2336. [Google Scholar] [CrossRef]
- Pin, S.; Gracia, A.; Delétage, J.Y.; Fouquet, J.; Frémont, H. Robustness of BGAs: Parametric study of voids’ distribution in SAC solder joints. Microelectron. Reliab. 2019, 11, 113484. [Google Scholar] [CrossRef]
- Wild, P.; Lorenz, D.; Grözinger, T.; Zimmermann, A. Effect of voids on thermo-mechanical reliability of chip resistor solder joints: Experiment, modelling and simulation. Microelectron. Reliab. 2018, 85, 163–175. [Google Scholar] [CrossRef]
- Ohno, Y.; Yu, Q. Evaluation of Fatigue Life Considering Fillet Shape and Microstructure Nonuniformity of Solder Joint in Chip Resistor. In Proceedings of the 2019 IEEE 21st Electronics Packaging Technology Conference (EPTC), Singapore, 4–6 December 2019; pp. 57–61. [Google Scholar] [CrossRef]
- Haq, M.A.; Hoque, M.A.; Suhling, J.C.; Lall, P. Determination of Anand Parameters from Creep Testing of SAC305 Solder Joints. In Proceedings of the ASME 2020 International Electronic Packaging Technical Conference and Exhibition, Virtual, Online, 27–29 October 2020; ASME: New York, NY, USA, 2020; Volume 84041. [Google Scholar] [CrossRef]
- Alam, M.S.; Hassan, K.R.; Suhling, J.C.; Lall, P. High Temperature Mechanical Behavior of SAC and SAC+X Lead Free Solders. In Proceedings of the 68th IEEE Electronic Components and Technology Conference, San Diego, CA, USA, 29 May–1 June 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 1781–1789. [Google Scholar] [CrossRef]
- Chu, L.; Zhou, P.; Shi, J.; Braun, R. Sensitivity Analysis for Geometrical Parameters of BGA in Flip-Chip Packaging Under Random Shear Stress and Thermal Temperature. IEEE Trans. Compon. Packag. Manuf. Technol. 2021, 11, 765–777. [Google Scholar] [CrossRef]
- Qiu, B.; Xiong, J.; Wang, H.; Zhou, S.; Yang, X.; Lin, Z.; Liu, M.; Cai, N. Survey on Fatigue Life Prediction of BGA Solder Joints. Electronics 2022, 11, 542. [Google Scholar] [CrossRef]
- Liu, Y.; Yao, C.; Sun, F.; Fang, H. Numerical simulation of reliability of 2.5D/3D package interconnect structure under temperature cyclic load. Microelectron. Reliab. 2021, 125, 114343. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, Z.; Zhang, F.; Chen, S.; Jin, X. Study on the Process of BGA Device Bottom Filled with Thermal Conductive Insulating Adhesive. In Proceedings of the 23rd IEEE International Conference on Electronic Packaging Technology, Dalian, China, 10–13 August 2022; IEEE: Piscataway, NJ, USA, 2022; pp. 1–5. [Google Scholar] [CrossRef]
- Li, Y.; Fu, G.; Wan, B.; Wu, Z.; Yan, X.; Zhang, W. A study on the effects of electrical and thermal stresses on void formation and migration lifetime of Sn3.0Ag0.5Cu solder joints. Solder. Surf. Mount Tech. 2021, 34, 162–173. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Sizes of Solder Balls | Substrate | Die | PCB | EMC | Solder Ball Pitch |
|---|---|---|---|---|---|---|
| Sizes (mm) | φ0.45 0.41 | 15 15 0.36 | 5 5 0.3 | 75 75 1.5 | 15 15 0.61 | 1 |
| Components | Density (kg/m3) | Elastic Modulus (MPa) | Poisson’s Ratio | Coefficient of Thermal Expansion (10−6/K) |
|---|---|---|---|---|
| Substrate | 1660 | (xy) 17,890 | (xy) 0.11 | (xy) 14.5 |
| (z) 7846 | (z) 0.39 | (z) 67.2 | ||
| PCB | 9920 | (xy) 19,303 | (xy) 0.11 | (xy) 14.5 |
| (z) 8476 | (z) 0.39 | (z) 67.2 | ||
| Solder ball | 7400 | 41,600 | 0.35 | 24 |
| Die | 2330 | 163,000 | 0.28 | 2.5 |
| EMC | 1660 | 23,520 | 0.30 | 15 |
| S0 (MPa) | Q/R (K) | A (1/s) | h0 (MPa) | m | s (MPa) | n | a | ξ |
|---|---|---|---|---|---|---|---|---|
| 5.1 | 3468 | 0.00093 | 49,000 | 0.065 | 16.4 | 0.078 | 4 | 3.2 |
| Model Type | Position of Solder Ball with Macro void | Diameter of Macro Void | Volume Ratio of Macro Void |
|---|---|---|---|
| Case 1 | None | 0 | 0% |
| Case 2–6 | Second ring | 175~250 μm | 5.5~17.4% |
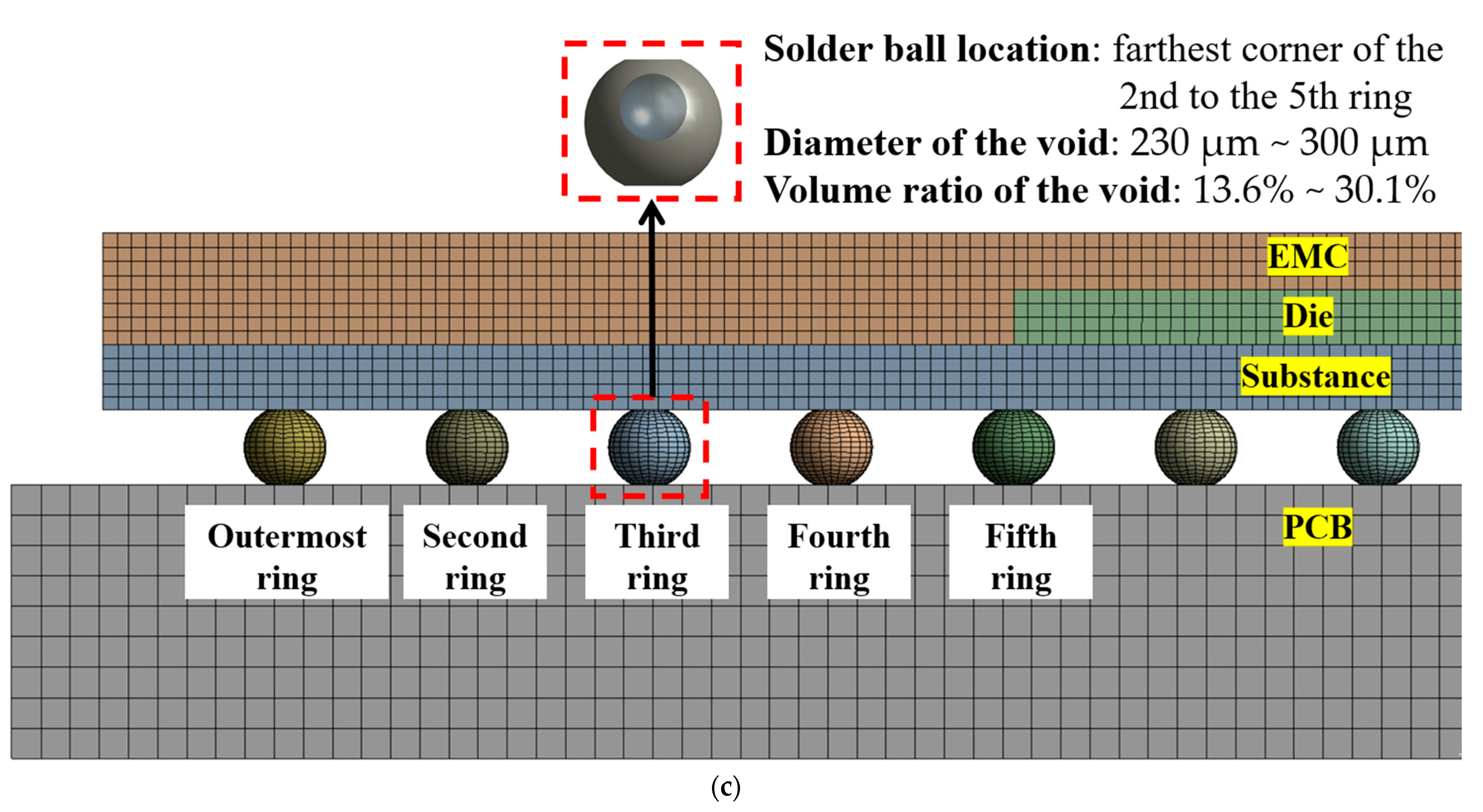
| Case 7–11 | Third ring | 230~300 μm | 13.6~30.1% |
| Case 12–16 | Fourth ring | 260~335 μm | 19.6~42.3% |
| Case 17–21 | Fifth ring | 300~365 μm | 30.1~54.2% |
| Position of Solder Joint | Outermost Ring | Second Ring | Third Ring | Fourth Ring |
|---|---|---|---|---|
| Accumulated equivalent plastic strain Δε during the fifth cycle | 0.0076 | 0.0058 | 0.0051 | 0.0039 |
| Fatigue life (cycles) | 4014 | 7890 | 10,883 | 21,282 |
| Stress/Strain | Equivalent Stress | Equivalent Plastic Strain |
|---|---|---|
| Model Number | Case 1 | |
| Outermost ring |  |  |
| Second ring |  |  |
| Model Number | Case 2 | |
| Outermost ring |  |  |
| Second ring |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, X.; Liu, L.; Liu, S.; Ruan, M.; Chen, Z. Effects of Voids on Thermal Fatigue Reliability of Solder Joints on Inner Rings in Ball Grid Array Packaging by Finite Element Analysis. Micromachines 2023, 14, 588. https://doi.org/10.3390/mi14030588
Hu X, Liu L, Liu S, Ruan M, Chen Z. Effects of Voids on Thermal Fatigue Reliability of Solder Joints on Inner Rings in Ball Grid Array Packaging by Finite Element Analysis. Micromachines. 2023; 14(3):588. https://doi.org/10.3390/mi14030588
Chicago/Turabian StyleHu, Xingwang, Li Liu, Sheng Liu, Meng Ruan, and Zhiwen Chen. 2023. "Effects of Voids on Thermal Fatigue Reliability of Solder Joints on Inner Rings in Ball Grid Array Packaging by Finite Element Analysis" Micromachines 14, no. 3: 588. https://doi.org/10.3390/mi14030588
APA StyleHu, X., Liu, L., Liu, S., Ruan, M., & Chen, Z. (2023). Effects of Voids on Thermal Fatigue Reliability of Solder Joints on Inner Rings in Ball Grid Array Packaging by Finite Element Analysis. Micromachines, 14(3), 588. https://doi.org/10.3390/mi14030588